

CHƯƠNG 3 – KẾT QUẢ VÀ BÀN LUẬN - Trang chủ
CHƯƠNG 3 – KẾT QUẢ VÀ BÀN LUẬN - Trang chủ
CHƯƠNG 3 – KẾT QUẢ VÀ BÀN LUẬN - Trang chủ

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
<strong>CHƯƠNG</strong> 3 <strong>–</strong> <strong>KẾT</strong> <strong>QUẢ</strong> <strong>VÀ</strong> <strong>BÀN</strong> <strong>LUẬN</strong><br />
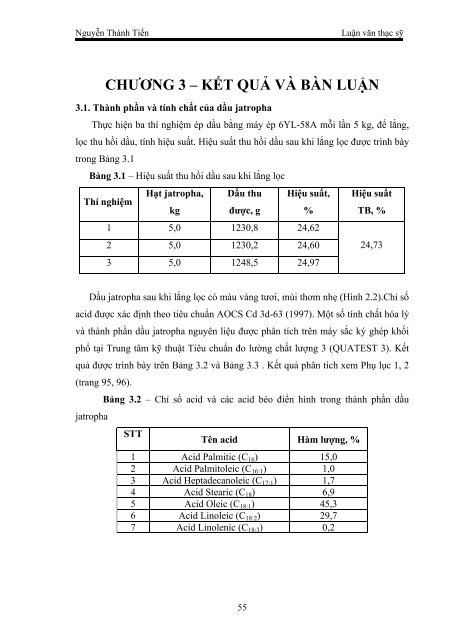
3.1. Thành phần và tính chất của dầu jatropha<br />
Thực hiện ba thí nghiệm ép dầu bằng máy ép 6YL-58A mỗi lần 5 kg, để lắng,<br />
lọc thu hồi dầu, tính hiệu suất. Hiệu suất thu hồi dầu sau khi lắng lọc được trình bày<br />
trong Bảng 3.1<br />
Bảng 3.1 <strong>–</strong> Hiệu suất thu hồi dầu sau khi lắng lọc<br />
Thí nghiệm<br />
Hạt jatropha,<br />
kg<br />
Dầu thu<br />
được, g<br />
55<br />
Hiệu suất,<br />
1 5,0 1230,8 24,62<br />
2 5,0 1230,2 24,60<br />
3 5,0 1248,5 24,97<br />
%<br />
Hiệu suất<br />
TB, %<br />
24,73<br />
Dầu jatropha sau khi lắng lọc có màu vàng tươi, mùi thơm nhẹ (Hình 2.2).Chỉ số<br />
acid được xác định theo tiêu chuẩn AOCS Cd 3d-63 (1997). Một số tính chất hóa lý<br />
và thành phần dầu jatropha nguyên liệu được phân tích trên máy sắc ký ghép khối<br />
phổ tại Trung tâm kỹ thuật Tiêu chuẩn đo lường chất lượng 3 (QUATEST 3). Kết<br />
quả được trình bày trên Bảng 3.2 và Bảng 3.3 . Kết quả phân tích xem Phụ lục 1, 2<br />
(trang 95, 96).<br />
jatropha<br />
Bảng 3.2 <strong>–</strong> Chỉ số acid và các acid béo điển hình trong thành phần dầu<br />
STT<br />
Tên acid Hàm lượng, %<br />
1 Acid Palmitic (C16) 15,0<br />
2 Acid Palmitoleic (C16:1) 1,0<br />
3 Acid Heptadecanoleic (C17:1) 1,7<br />
4 Acid Stearic (C18) 6,9<br />
5 Acid Oleic (C18:1) 45,3<br />
6 Acid Linoleic (C18:2) 29,7<br />
7 Acid Linolenic (C18:3) 0,2
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
So sánh với thành phần của một số loại dầu (Bảng 1.16) cho thấy thành phần<br />
dầu hạt jatropha rất gần với dầu hạt cao su.<br />
Bảng 3.3 <strong>–</strong> Một số tính chất hóa lý của dầu jatropha nguyên liệu<br />
Tính chất Kết quả<br />
Ngoại quan Màu vàng, sạch, trong<br />
Độ nhớt động học ở 40 0 C, mm 2 /s 87,60<br />
Tỉ trọng ở 15 0 C 0,9184<br />
Chỉ số khúc xạ ở 20 0 C 1,4690<br />
Chỉ số acid, mg KOH/g 9,68<br />
Chỉ số xà phòng hóa, mgKOH/g 143<br />
Chỉ số peroxid, meq/kg 0<br />
Chỉ số iod, g iod/100g 18<br />
3.2. Giai đoạn 1 - phản ứng este hóa hạ chỉ số acid của dầu jatropha<br />
Trong sự hiện diện của xúc tác acid H2SO4, các acid tự do (FFAs) có trong dầu<br />
sẽ phản với metanol tạo thành các metil este theo phương trình 3.1<br />
H2SO4 RCOOH + CH3OH<br />
RCOOCH3 + H2O (3.1)<br />
FFAs Alcol Este Nước<br />
Trong điều kiện đã thực hiện thì tốc độ phản ứng của các triglyceride với<br />
metanol chậm hơn rất nhiều so với tốc độ phản ứng của các acid tự do. Độ chuyển<br />
hóa của phản ứng este hóa được xác định bằng cách so sánh chỉ số acid trước và sau<br />
phản ứng.<br />
Kết quả khảo sát ảnh hưởng của nồng độ metanol, xúc tác H2SO4 và thời gian<br />
siêu âm lên chỉ số acid của dầu nhận được sau khi este hóa được trình bày trên các<br />
mục 3.2.1, 3.2.2, 3.2.3. Chỉ số acid ban đầu của dầu jatropha nguyên liệu là 9,68 mg<br />
KOH/g dầu, khối lượng dầu cho mỗi thí nghiệm là 30g.<br />
3.2.1. Ảnh hưởng của nồng độ CH3OH<br />
Thực hiện phản ứng este hóa dầu jatropha thô với nồng độ xúc tác H2SO4 1%,<br />
nồng độ metanol thay đổi từ 6 đến 14% ở điều kiện chiếu xạ siêu âm 35 kHz trong<br />
56
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
15 phút. Chỉ số acid ban đầu của dầu sau phản ứng được đưa ra trong Bảng 3.4 và<br />
Hình 3.1.<br />
đoạn 1<br />
Bảng 3.4 - Ảnh hưởng của hàm lượng metanol lên chỉ số acid của dầu sau giai<br />
Chỉ số acid, mg KOH/g dầu<br />
Thí nghiệm<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
Nồng độ CH3OH,<br />
%kl<br />
57<br />
Chỉ số acid, mg<br />
KOH/g dầu<br />
1 6 1,83<br />
2 8 1,68<br />
3 10 1,16<br />
4 11 1,05<br />
5 12 0,97<br />
6 14 0,97<br />
Hình 3.1 - Ảnh hưởng của nồng độ metanol lên chỉ số acid của dầu sau giai đoạn 1<br />
Trong cùng điều kiện thời gian phản ứng và hàm lượng xúc tác H2SO4 quá trình<br />
este hóa tạo ra metil este diễn ra với hiệu suất càng cao khi hàm lượng CH3OH tăng<br />
dần từ 0 đến 12% và dẫn đến chỉ số acid của dầu thành phẩm giảm. Tiếp tục tăng<br />
hàm lượng CH3OH đến 14% không làm giảm thêm chỉ số acid.<br />
3.2.2. Nồng độ xúc tác H2SO4<br />
Trong chuỗi thí nghiệm này, nồng độ CH3OH sử dụng là 12%, thời gian siêu âm<br />
15 phút. Kết quả thực nghiệm khi tăng dần nồng độ xúc tác H2SO4 được trình bày ở<br />
Bảng 3.5 và Hình 3.2.<br />
0 6 8 10 11 12 14<br />
Nồng độ metanol, %kl
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
tác<br />
Bảng 3.5 - Ảnh hưởng của nồng độ H2SO4 lên chỉ số acid của sau giai đoạn 1<br />
Chỉ số acid, mg KOH/g dầu<br />
Thí<br />
nghiệm<br />
Nồng độ H2SO4,<br />
%kl<br />
58<br />
Chỉ số acid, mg<br />
KOH/g dầu<br />
1 0,2 1,34<br />
2 0,4 1,11<br />
3 0,5 0,96<br />
4 0,7 0,96<br />
5 1 0,97<br />
12<br />
10<br />
Hình 3.2 - Chỉ số acid của dầu sau phản ứng este hóa khi thay đổi nồng độ xúc<br />
Trong cùng điều kiện nồng độ CH3OH 12% và thời gian phản ứng 15 phút quá<br />
trình este hóa dầu jatropha diễn ra với hiệu suất càng cao khi nồng độ H2SO4 tăng<br />
dần dẫn đến chỉ số acid của dầu thành phẩm giảm. Với nồng độ xúc tác H2SO4<br />
0,5%; chỉ số acid của dầu sau giai đoạn este hóa đã giảm xuống dưới 1 mg KOH/g<br />
dầu. Tiếp tục tăng nồng độ H2SO4 đến 1% không làm giảm thêm chỉ số acid.<br />
3.2.3. Thời gian chiếu xạ siêu âm<br />
8<br />
6<br />
4<br />
2<br />
0<br />
0 0.2 0.4 0.5 0.7 1<br />
Nồng độ H2SO4, %kl
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Thay đổi thời gian chiếu xạ siêu âm 35kHz Thực hiện phản ứng: mẫu dầu 30g,<br />
nồng độ CH3OH 12%kl, xúc tác 0.5%kl. Kết quả thực nghiệm khi tăng dần thời<br />
gian phản ứng được trình bày ở Bảng 3.6 và Hình 3.3.<br />
Bảng 3.6 - Ảnh hưởng của thời gian siêu âm lên chỉ số acid của dầu sau giai<br />
đoạn este hóa<br />
âm<br />
Chỉ số acid, mg KOH/g dầu<br />
Thí nghiệm<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
Thời gian phản<br />
ứng, phút<br />
59<br />
Chỉ số acid,<br />
mgKOH/g dầu<br />
1 5 2,41<br />
2 10 1,52<br />
3 13 1,17<br />
4 15 1,03<br />
5 20 1,03<br />
6 25 0,96<br />
5 10 15 13 15 20 25<br />
Thời gian siêu âm, phút<br />
Hình 3.3 - Chỉ số acid của dầu sau giai đoạn este hóa khi thay đổi thời gian siêu<br />
Trong cùng điều kiện hàm lượng CH3OH và H2SO4 quá trình este hóa tạo ra<br />
metil este diễn ra với hiệu suất càng cao khi tăng thời gian siêu âm dẫn đến chỉ số<br />
acid của dầu thành phẩm giảm. Tiếp tục tăng thời gian phản ứng đến 25 phút không<br />
làm giảm nhiều chỉ số acid của dầu sau giai đoạn 1.
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
3.3. Thành phần dầu jatropha sau giai đoạn este hóa<br />
Qua khảo sát các yếu tố ảnh hưởng đến quá trình este hóa thì điều kiện tối ưu để<br />
thực hiện giai đoạn 1 hạ chỉ số acid xuống khoảng 1 mg KOH/g dầu là nồng độ<br />
CH3OH 12%kl, xúc tác H2SO4 0.5%kl và thời gian siêu âm ở tần số 35kHz là 15<br />
phút. Dầu sau khi hạ chỉ số acid được tách ra, rửa và làm khan (Hình 3.4) và phân<br />
tích xác định thành phần dầu bằng phương pháp sắc ký khí. Bảng 3.6 trình bày hàm<br />
lượng acid béo và thành phần của dầu sau phản ứng este hóa<br />
Hình 3.4 <strong>–</strong> Dầu sau giai đoạn 1 và sau khi rửa, làm khan<br />
Bảng 3.7 <strong>–</strong> Một số acid béo trong thành phần dầu jatropha sau giai đoạn 1<br />
STT<br />
Tên acid<br />
60<br />
Hàm lượng,<br />
%<br />
So sánh với<br />
dầu trước<br />
xử lý, %<br />
1 Acid Palmitic (C16) 14,40 15,0<br />
2 Acid Palmitoleic (C16:1) 0,74 1,0<br />
3 Acid Heptadecanoleic (C17:1) - 1,7<br />
4 Acid Stearic (C18) 7,56 6,9<br />
5 Acid Oleic (C18:1) 46,74 45,3<br />
6 Acid Linoleic (C18:2) 30,56 29,7<br />
7 Acid Linolenic (C18:3) - 0,2<br />
8 Tổng thành phần triglycerid 94 -<br />
9 Chỉ số acid, mg KOH/g 0,96 9,68<br />
Kết quả phân tích dầu sau giai đoạn 1 (Bảng 3.7) cho thấy các thành phần chính<br />
của dầu sau giai đoạn 1 hầu như không thay đổi so với dầu jatropha thô, ngọai trừ
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
thành phần acid heptadecanoleic (C17:1) và acid linolenic (C18:3). Chỉ số acid giảm<br />
xuống còn 0,96 mg KOH/g đạt yêu cầu để thực hiện phản ứng transesete hóa. Tuy<br />
nhiên tổng thành phần triglycerid giảm chỉ còn 94% điều này có thể giải thích do<br />
trong môi trường acid và tác chất CH3OH đã xảy ra sự chuyển hóa một phần dầu<br />
thành BDF.<br />
3.4. Giai đoạn 2 - phản ứng transete hóa điều chế biodiesel (metil este)<br />
Triglyceride chuyển hóa thành metil este trong phản ứng transeste hóa với sự<br />
hiện diện của xúc tác KOH theo phương trình (3.2).<br />
H 2C<br />
OCOR 1<br />
HC OCOR 2<br />
C OCOR 3<br />
H 2<br />
KOH<br />
H2C OH<br />
+ 3CH 3OH HC OH<br />
61<br />
H 2C OH<br />
CH 3OCR 1<br />
+ CH 3OCR 2<br />
CH 3OCR 3<br />
Trilycerid Alcol Glycerin Este<br />
(3.2)<br />
Các điều kiện của giai đoạn transeste hóa được khảo sát trong các mục 3.4.1-<br />
3.4.3 như sau:<br />
- Nhiệt độ 30 ± 1 0 C<br />
- Nồng độ KOH thay đổi từ 0.5% đến 2.5% (tính theo khối lượng dầu)<br />
- Lượng CH3OH được sử dụng với tỉ lệ mol noil : nMeOH từ 1 : 3 đến 1 : 9<br />
- Thời gian siêu âm từ 5 phút tới 45 phút<br />
- Tần số siêu âm 35 KHz<br />
- Khối lượng dầu cho mỗi thí nghiệm: 30g<br />
Độ chuyển hóa của phản ứng được theo dõi bằng phương pháp sắc ký bản mỏng<br />
(TCL). Hỗn hợp phản ứng được để lắng, tách pha và cân khối lượng từng pha BDF<br />
và glycerin. Tính toán hiệu suất tạo thành BDF theo Phương trình 2.4.<br />
Một số chi tiết kết quả thí nghiệm tham khảo phụ lục 3, 4, 5, 6.<br />
3.4.1. Ảnh hưởng của xúc tác<br />
Thực hiện phản ứng: mẫu dầu 30g, tỉ lệ mol dầu/CH3OH là 1:6, thời gian siêu<br />
âm 35 phút ở nhiệt độ phòng, hàm lượng xúc tác KOH tăng dần từ 0.5% đến 2.5%
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
và kết quả thể hiện ở Bảng 3.8, Hình 3.5 - 3.7 (số liệu chi tiết được trình bày trong<br />
Phụ lục 8, trang 104).<br />
Bảng 3.8 <strong>–</strong> Các thông số kết quả phản ứng transeste hóa dầu sau khi xử lý giai<br />
đoạn 1 với nồng độ xúc tác KOH thay đổi (siêu âm 35kHz, 35 phút, ndầu : n = 1:6,<br />
nhiệt độ 30 ± 1 0 C)<br />
Nồng độ<br />
KOH, %kl<br />
0,5<br />
0,75<br />
Thời gian<br />
tách pha<br />
(phút)<br />
Không tách<br />
pha<br />
Tách pha<br />
chậm<br />
HBDF<br />
(%)<br />
1,0 25 74,7<br />
1,25 20 78,6<br />
1,5 20 81,6<br />
1,75 22 83,1<br />
2,0 25 83,5<br />
2,25 26 77,8<br />
2,5 30 75,8<br />
Hiệu suất phản ứng, %<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
-<br />
62<br />
Mô tả sản phẩm<br />
Không thấy rõ BDF, còn<br />
nhiều dầu<br />
1,1 BDF đục, dầu còn nhiều<br />
BDF trong, vàng, đẹp, ít<br />
xà phòng<br />
BDF trong, vàng, đẹp, ít<br />
xà phòng<br />
BDF trong, vàng, đẹp, ít<br />
xà phòng<br />
BDF trong, vàng, đẹp, ít<br />
xà phòng<br />
BDF trong, vàng, đẹp, ít<br />
xà phòng<br />
BDF trong, vàng, đẹp, xà<br />
phòng<br />
BDF trong, vàng, đẹp, xà<br />
phòng hơi nhiều<br />
0.75<br />
1.0<br />
1.25<br />
1.5<br />
1.75<br />
2.0<br />
2.25<br />
2.5<br />
Nồng độ KOH, %kl
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Hình 3.5 - Ảnh hưởng của xúc tác lên độ chuyển hóa BDF<br />
0 0,5 0,75 1 1,25 1,5 1,75 2 2,25 2,5<br />
KOH, %kl<br />
Hình 3.6 - Sắc ký đồ của hỗn hợp phản ứng ngay sau khi siêu âm biểu diễn mức<br />
độ chuyển hóa thành BDF theo nồng độ xúc tác KOH<br />
0 0,5 0,75 1 1,25 1,5 1,75 2 0,25<br />
KOH, %kl<br />
63
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Hình 3.7 - Sắc kí đồ của sản phẩm (sau khi tách pha, rửa và làm khan) theo<br />
nồng độ xúc tác KOH.<br />
Trong cùng điều kiện tỉ lệ mol dầu/CH3OH = 1:6 và thời gian siêu âm 35 phút,<br />
quá trình transeste hóa tạo ra metil este diễn ra với hiệu suất càng cao khi hàm<br />
lượng KOH tăng dần. Sắc ký đồ của hỗn hợp phản ứng sau khi siêu âm với nồng độ<br />
xúc tác tới 2% cho thấy vẫn còn các vệt dầu (Hình 3.6) nhưng các vết dầu giảm rõ<br />
rệt trong sắc ký đồ của sản phẩm sau khi để lắng qua đêm và tách pha (Hình 3.7)<br />
chứng tỏ dầu tiếp tục phản ứng trong thời gian để lắng. Tiếp tục tăng hàm lượng<br />
xúc tác lên đến 2,5% mức độ chuyển hóa gần như hoàn toàn.<br />
Tuy nhiên hiệu suất tạo thành BDF (Bảng 3.8) giảm dần khi tăng hàm lượng xúc<br />
tác hơn 2%. Điều này chứng tỏ khi sử dụng dư lượng xúc tác sẽ tạo ra xà phòng<br />
nhiều, gây nhũ hóa làm thất thoát sản phẩm trong quá trình rửa.<br />
3.4.2. Nồng độ metanol<br />
Trong chuỗi thí nghiệm này, nồng độ xúc tác KOH được giữ không đổi là 2%, t,<br />
thời gian siêu âm 35 phút, tỉ lệ mol dầu/CH3OH thay đổi từ 1:3 đến 1:9 kết quả thể<br />
hiện ở Bảng 3.9, Hình 3.8 - 3.10.<br />
Bảng 3.9 - Các thông số kết quả phản ứng transeste hóa dầu sau khi xử lý giai<br />
đoạn 1 với tỉ lệ ndầu:nmetanol thay đổi (siêu âm 35kHz, 35 phút, nồng độ KOH 2%,<br />
nhiệt độ 30 ± 1 0 C)<br />
Tỉ lệ<br />
ndầu:nmetanol,<br />
mol<br />
Thời gian<br />
tách pha<br />
(phút)<br />
HBDF<br />
(%)<br />
64<br />
Mô tả sản phẩm<br />
1:3 - -<br />
Không thu hồi được sản<br />
phẩm<br />
1:4 - -<br />
Sản phẩm rất ít, không<br />
đáng kể<br />
1:5 35 77,2<br />
BDF trong, vàng, đẹp, xà<br />
phòng nhiều<br />
1:6 30 81,8<br />
BDF trong, vàng, đẹp, xà<br />
phòng<br />
1:7 25 83,7<br />
BDF trong, vàng, đẹp, ít<br />
xà phòng<br />
1:8 20 88,1 BDF trong, vàng, đẹp, ít
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
1:9 20 88,3<br />
Hiệu suất phản ứng, %<br />
90<br />
88<br />
86<br />
84<br />
82<br />
80<br />
78<br />
76<br />
74<br />
72<br />
70<br />
65<br />
xà phòng<br />
BDF trong, vàng, đẹp, ít<br />
xà phòng<br />
1:5 1:6 1:7 1:8 1:9<br />
Tỉ lệ mol dầu : metanol<br />
Hình 3.8 - Ảnh hưởng của CH3OH lên mức độ chuyển hóa BDF<br />
0 1:3 1:4 1:5 1:6 1:7 1:8 1:9<br />
ndầu : nmetanol<br />
Hình 3.9 - Sắc ký đồ của hỗn hợp phản ứng sau khi siêu âm
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Hình 3.10 - Sắc ký đồ của sản phẩm sau khi tách pha, rửa và làm khan theo tỉ lệ<br />
ndầu / nmetanol.<br />
Trong cùng điều kiện nồng độ xúc tác KOH 2% và thời gian siêu âm 35 phút<br />
quá trình transeste hóa diễn ra với hiệu suất càng cao khi tỉ lệ mol dầu/CH3OH tăng<br />
dần. Sắc ký đồ của hỗn hợp phản ứng sau khi siêu âm với tỉ lệ mol dầu/CH3OH 1:8<br />
cho thấy vẫn còn các vết dầu (Hình 3.9) nhưng các vết dầu giảm rõ rệt trong sắc ký<br />
đồ của sản phẩm sau khi để lắng qua đêm và tách pha (Hình 3.10). Chứng tỏ dầu<br />
tiếp tục phản ứng trong thời gian để lắng. Với tỉ lệ ndầu/nmetanol = 1:9 dầu đã chuyển<br />
hóa hoàn toàn thành BDF, trên sắc ký đồ không hiện vệt của dầu. Tuy nhiên hiệu<br />
suất tạo thành BDF (Bảng 3.9) tăng không đáng kể khi tăng tỉ lệ ndầu/nmetanol lên đến<br />
1:9. Do vậy có thể chọn 1:8 là tỉ lệ mol dầu:metanol tốt nhất cho phản ứng transeste<br />
hóa ở những điều kiện đã khảo sát.<br />
3.4.3. Ảnh hưởng của thời gian siêu âm<br />
0 1:3 1:4 1:5 1:6 1:7 1:8 1:9<br />
ndầu : nmetanol<br />
66
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Trong chuỗi thí nghiệm này, giữ có định tỉ lệ ndầu : nMeOH là 1:8, nồng độ xúc tác<br />
KOH là 2 %, và thay đổi thời gian siêu âm từ 5 phút đến 45. Các kết quả được trình<br />
bày ở Bảng 3.10, Hình 3.11 - 3.13.<br />
Bảng 3.10 - Các thông số kết quả phản ứng transeste hóa dầu sau khi xử lý giai<br />
đoạn 1 với thời gian siêu âm thay đổi (siêu âm 35kHz, ndầu:nmetanol = 1:8, nồng độ<br />
KOH 2%, nhiệt độ 30 ± 1 0 C)<br />
Thời gian,<br />
phút<br />
Thời gian<br />
tách pha<br />
(phút)<br />
HBDF<br />
(%)<br />
5 35 69,7<br />
10 30 82,0<br />
15 25 89,5<br />
20 20 89,4<br />
25 20 89,1<br />
30 20 89,5<br />
35 20 89,1<br />
40 20 89,0<br />
45 20 88,9<br />
67<br />
Mô tả sản phẩm<br />
Chưa tách pha hoàn toàn,<br />
xà phòng nhiều<br />
BDF trong, vàng, đẹp, xà<br />
phòng nhiều<br />
BDF trong, vàng, đẹp, ít<br />
xà phòng<br />
BDF trong, vàng, đẹp, ít<br />
xà phòng<br />
BDF trong, vàng, đẹp, ít<br />
xà phòng<br />
BDF trong, vàng, đẹp, ít<br />
xà phòng<br />
BDF trong, vàng, đẹp, ít<br />
xà phòng<br />
BDF trong, vàng, đẹp, ít<br />
xà phòng<br />
BDF trong, vàng, đẹp, ít<br />
xà phòng
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Hiệu suất phản ứng, %<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
5 10 15 20 25 30 35 40 45<br />
Thời gian siêu âm, phút<br />
Hình 3.11 - Ảnh hưởng của thời gian siêu âm lên mức độ chuyển hóa BDF<br />
0 5 10 15 20 25 30 35 40 45<br />
Thời gian, phút<br />
Hình 3.12 - Sắc ký đồ của hỗn hợp phản ứng transeste hóa ngay sau siêu âm<br />
68
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Hình 3.13 - Sắc ký đồ của sản phẩm sau khi tách pha, rửa và làm khan theo thời<br />
gian siêu âm<br />
Trong cùng điều kiện tỉ lệ ndầu/nmetanol = 1:8 và nồng độ xúc tác KOH 2%, quá<br />
trình transeste hóa diễn ra với hiệu suất càng cao khi tăng dần thời gian siêu âm. Sắc<br />
ký đồ của hỗn hợp phản ứng sau thời gian siêu âm 15 phút cho thấy vẫn còn các vết<br />
dầu (Hình 3.12) nhưng các vết dầu giảm rõ rệt trong sắc ký đồ của sản phẩm sau khi<br />
để lắng qua đêm và tách pha (Hình 3.13) chứng tỏ dầu tiếp tục phản ứng trong thời<br />
gian để lắng. Hiệu suất tạo thành BDF (Bảng 3.9) đạt cao nhất sau thời gian siêu âm<br />
15 phút và không tăng thêm khi tăng thời gian siêu âm. Điều này chứng tỏ chỉ sau<br />
15 phút siêu âm phản ứng tạo sản phẩm BDF đã xảy ra hoàn toàn, đạt hiệu suất<br />
chuyển hóa gần 90%.<br />
3.5. Thành phần sản phẩm BDF<br />
0 5 10 15 20 25 30 35 40 45<br />
Thời gian, phút<br />
Qua khảo sát các yếu tố ảnh hưởng đến quá trình transeste hóa thì điều kiện tối<br />
ưu để thực hiện giai đoạn 2 điều chế BDF với lượng mẫu sử dụng 30g cho mỗi thí<br />
nghiệm là ndầu/nmetanol 1:8, xúc tác KOH 2% và thời gian siêu âm 15 phút. Sản phẩm<br />
sau phản ứng được tách pha, rửa và làm khan (Hình 3.14). Phân tích hàm lượng<br />
69
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
metil este và thành phần este của sản phẩm (Phụ lục 4, trang 98-99) trên máy sắc ký<br />
khí GC <strong>–</strong> 7890A, Agilent tại Quatest 3 và kết quả được trình bày trong Bảng 3.11.<br />
Hình 3.14 <strong>–</strong> Sản phẩm trước và sau khi rửa và làm khan<br />
Bảng 3.11 <strong>–</strong> Hàm lượng và thành phần este của sản phẩm<br />
Tên chỉ tiêu Phương pháp thử Kết quả<br />
Tổng hàm lượng metil este, %kl EN 14103:2003 97,8<br />
Thành phần ester, %kl<br />
* Acid Palmitic (C16)<br />
* Acid Palmitoleic (C16:1)<br />
* Acid Stearic (C18)<br />
* Acid Oleic (C18:1)<br />
* Acid Linoleic (C18:2)<br />
70<br />
EN 14103:2003<br />
14,1<br />
0,70<br />
7,2<br />
45,3<br />
30,5
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Kết quả thể hiện trên Bảng 3.10 cho thấy sản phẩm điều chế với hiệu suất rất<br />
cao, đạt 97,8%. Thành phần este không thay đổi so với thành phần acid béo của dầu<br />
sau giai đoạn 1 (Bảng 3.7). Điều này cho thấy quy trình điều chế BDF hai giai đoạn<br />
hoàn toàn phù hợp với dầu jatropha có chỉ số acid cao.<br />
3.6. Điều chế BDF quy mô lớn<br />
3.6.1. Giai đoạn 1 - phản ứng este hóa<br />
Thực hiện phản ứng với các điều kiện tối ưu sau: mẫu dầu 300g, hàm lượng<br />
CH3OH là 12%, thời gian siêu âm 15 phút ở 30 ± 1 0 C, nồng độ xúc tác H2SO4 0,5%<br />
và kết quả thể hiện ở Bảng 3.12 và Hình 3.15.<br />
TN<br />
Bảng 3.12 <strong>–</strong> Chỉ số acid và hiệu suất thu hồi dầu sau giai đoạn 1<br />
Khối lượng<br />
mẫu, g<br />
Chỉ số acid, mg<br />
KOH/g dầu<br />
71<br />
Khối lượng<br />
dầu thu<br />
được, g<br />
1 300,09 1,03 265,70 88,5<br />
0,99<br />
2 300,07 0,96<br />
267,52 89,2<br />
Hiệu suất, %<br />
88,9<br />
Kết quả thực hiện giai đoạn 1 ở quy mô lớn cũng cho kết quả tương tự như khi<br />
thực hiện mẫu 30 g, chỉ số acid hạ xuống dưới 1 mg KOH/g dầu và hiệu suất thu hồi<br />
dầu đạt gần 90%. Điều này phù hợp với kết quả kiểm tra chỉ số acid ban đầu của<br />
dầu jatropha thô là 9,68 mg KOH/g dầu (chiếm 4,9%) và hao hụt trong quá trình rửa<br />
là khoảng 5-6%.
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Hình 3.15 - Dầu sau giai đoạn 1 và sau khi rửa, làm khan ở quy mô lớn<br />
3.6.2. Giai đoạn 2 <strong>–</strong> phản ứng transeste hóa<br />
Thực hiện phản ứng với các điều kiện sau: mẫu dầu 300g (đã hạ chỉ số acid, rửa<br />
và làm khan), tỉ lệ ndầu/nmetanol là 1:8, thời gian siêu âm 15 phút ở 30 ± 1 0 C, hàm<br />
lượng xúc tác KOH 2%. Kết quả thể hiện ở Bảng 3.13 và Hình 3.16<br />
TN<br />
Thời<br />
gian tách<br />
pha<br />
(phút)<br />
Bảng 3.13 <strong>–</strong> Hiệu suất điều chế BDF ở quy mô lớn<br />
mGlycerin<br />
(gam)<br />
mBDF<br />
(gam)<br />
1 15 81,65 266,26 88,4<br />
2 17 82,0 267,41 88,8<br />
72<br />
HBDF<br />
(%)<br />
88,6<br />
Mô tả sản phẩm<br />
BDF trong, vàng,<br />
đẹp, ít xà phòng<br />
BDF trong, vàng,<br />
đẹp, ít xà phòng<br />
Kết quả thực hiện giai đoạn 2 điều chế BDF ở quy mô lớn cũng cho kết quả<br />
tương tự như khi thực hiện mẫu 30 g, hiệu suất tạo thành BDF đạt 88,6% cho sản<br />
phẩm màu vàng, trong, ít xà phòng.
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Hình 3.16 <strong>–</strong> Sản phẩm BDF sau khi rửa và làm khan ở quy mô lớn<br />
3.6.3. Đánh giá tác động các công đoạn rửa và làm khan dầu sau xử lý giai đoạn 1<br />
Trong quy trình điều chế BDF ở Hình 2.3, trang 49 có công đoạn rửa và làm<br />
khan dầu sau xử lý giai đoạn 1 (este hóa).<br />
Các thí nghiệm ở mục 3.6.1 và 3.6.2 làm theo đúng quy trình này với khối lượng<br />
mỗi mẫu dầu thí nghiệm là 300g.<br />
Nhằm mục đích đơn giản hóa quy trình điều chế BDF, chúng tôi đã thử nghiệm<br />
bỏ qua công đoạn rửa và làm khan dầu sau xử lý giai đoạn 1. Điều kiện của chuỗi<br />
thí nghiệm này về cơ bản giống như các mục 3.6.1 và 3.6.2 (300g dầu đã xử lý giai<br />
đoạn 1, ndầu:nmetanol = 1:8, siêu âm 35kHz, thời gian 15 phút ở 30 ± 1 0 C. Tuy nhiên<br />
nồng độ xúc tác KOH được lấy cao hơn để trung hòa lượng acid H2SO4 dư (do<br />
không rửa dầu đã xử lý giai đoạn 1). Tính toán nồng độ KOH cần thiết dựa trên<br />
nồng độ tối ưu cho giai đoạn 2 là 2% và chỉ số acid của dầu sau khi xử lý giai đoạn<br />
1 là 4,28 mg KOH/g dầu cho kết quả là 2,32%. Bảng 3.14 so sánh kết quả phản ứng<br />
transeste hóa dầu đã xử lý giai đoạn 1 theo hai quy trình có và không có công đoạn<br />
rửa <strong>–</strong> làm khan, trong đó hiệu suất hai giai đoạn là hiệu suất của cả quá trình điều<br />
chế BDF (tính trên tổng khối lượng dầu jatropha ban đầu).<br />
73
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Quy<br />
trình<br />
Bảng 3.14 <strong>–</strong> Kết quả điều chế BDF theo hai quy trình<br />
Thời<br />
gian<br />
tách pha<br />
(phút)<br />
mGlycerin<br />
(gam)<br />
mBDF<br />
(gam)<br />
74<br />
mdầu<br />
jatropha<br />
thô, g<br />
H2gd<br />
Có rửa 15 81,83 266,84 78,4<br />
Không<br />
rửa<br />
30 84,30 256,40<br />
300<br />
85,1<br />
Mô tả sản phẩm<br />
BDF trong, vàng,<br />
ít xà phòng<br />
BDF trong, vàng,<br />
xà phòng<br />
Dựa vào Bảng 3.14 cho thấy tuy hiệu suất tạo thành BDF ở giai đoạn hai theo<br />
quy trình có rửa khá cao (gần 89%, Bảng 3.13). Nhưng hiệu suất chung của quy<br />
trình này không cao (78,4%) do dầu bị hao hụt trong quá trình rửa ở sau giai đoạn 1<br />
và hao hụt sản phẩm BDF ở giai đoạn 2. Trong khi đó quy trình không rửa và làm<br />
khan cho hiệu suất cao 85,1%. Tuy nhiên dầu đã xử lý nhưng không rửa và làm<br />
khan còn chứa alcol và xúc tác H2SO4 dư được chuyển tiếp vào phản ứng transeste<br />
hóa làm tăng khả năng xà phòng hóa ,hỗn hợp sản phẩm tách pha khó hơn (Hình<br />
3.17) và thời gian tách pha lâu hơn (Bảng 3.14), cũng như quá trình rửa sản phẩm<br />
cuối cùng gây thất thoát nhiều hơn. Dù vậy, nhìn tổng thể cả quá trình điều chế<br />
BDF thì quy trình không rửa và làm khan dầu sau giai đoạn 1 cho hiệu suất cao hơn.
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Hình 3.17 <strong>–</strong> Hỗn hợp sản phẩm để tách pha của hai quy trình điều chế BDF: trái<br />
là sản phẩm của quy trình rửa và phải là quy trình không rửa.<br />
0 1 2<br />
0. Dầu (đã xử lí hạ chỉ số acid, rửa và làm<br />
khan).<br />
1. Hỗn hợp sản phẩm phản ứng transeste<br />
hóa.<br />
2. Sản phẩm BDF sau khi tách pha, rửa và<br />
làm khan.<br />
75
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Hình 3.18 <strong>–</strong> Sắc ký đồ của sản phẩm BDF sau khi siêu âm và sau khi tách pha, rửa<br />
và làm khan (sử dụng dầu đã xử lí hạ chỉ số acid, rửa và làm khan).<br />
Hình 3.19 <strong>–</strong> Sắc ký đồ của sản phẩm BDF sau khi siêu âm và sau khi tách pha, rửa<br />
và làm khan (sử dụng dầu đã xử lí hạ chỉ số acid, không qua công đoạn rửa và làm<br />
khan).<br />
Các sắc ký đồ cho thấy, trong cùng điều kiện đã khảo sát cả quy trình điều chế<br />
BDF hai giai đoạn đều cho sản phẩm metil este với mức độ chuyển hóa hoàn toàn<br />
(Hình 3.18 và Hình 3.19). Tuy nhiên hiệu suất điều chế BDF của quy trình không<br />
rửa và làm khan cao hơn. Quy trình này tiết kiệm được chi phí rửa và thời gian rửa<br />
dầu sau khi thực hiện giai đoạn 1, tuy nhiên thời gian tách pha sau giai đoạn 2 có<br />
tăng lên.<br />
1 2 3 4<br />
3.7. Đánh giá phát thải khí của các phối trộn B0, B5, B20.<br />
Kết quả đo khí phát thải của các phối trộn B0, B5, B20 trên máy phát điện động<br />
cơ diesel được thể hiện trong Bảng 3.15.<br />
1. Dầu jatropha thô<br />
2. Dầu đã xử lí giai đoạn 1 không rửa và<br />
làm khan<br />
3. Hỗn hợp sản phẩm phản ứng transeste<br />
hóa sau khi siêu âm.<br />
4. Sản phẩm BDF sau khi tách pha, rửa<br />
và làm khan.<br />
76
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Bảng 3.15 <strong>–</strong> So sánh phát thải khí của các phối trộn B0, B5, B20<br />
Phát thải khí B0 (DO) B5 B20<br />
%CxHy 0,0707 ± 0,0062 0,0540 ± 0,0025 0,0443 ± 0,0014<br />
ppmCO 1376,3 ± 7,6 878,67 ± 33,89 806,3 ± 55,0<br />
%CO2 2,57 ± 0,29 2,67 ± 0,14 2,77 ± 0,14<br />
ppmNO 20,00 ± 2,48 27,00 ± 2,48 28,67 ± 2,87<br />
ppmNO2 10,67 ± 1,43 12,67 ± 1,43 15,33 ± 1,43<br />
ppmNOx 30,00 ± 2,48 41,33 ± 2,87 43,67 ± 1,43<br />
ppmSO2 10,33 ± 1,43 7,67 ± 1,43 4,33 ± 1,43<br />
Khi tỉ lệ BDF tăng lên trong các phối trộn thì nồng độ các khí CO, SO2 và CxHy<br />
phát thải giảm so với nhiên liệu DO (Bảng 3.16). Carbon monoxid (CO) là sản<br />
phẩm cháy trung gian, hình thành do quá trình cháy không hoàn toàn của nhiên liệu<br />
(do thiếu oxy hoặc nhiệt độ cháy thấp) nhưng trong môi trường giàu O2 thì CO sẽ<br />
chuyển thành CO2. Khảo sát hai phối trộn B5 và B20 cho thấy tỉ lệ giảm phát thải<br />
khí CO giảm và giảm nhiều ở B20 điều này có thể giải thích dựa vào thành phần<br />
cấu tạo của BDF <strong>chủ</strong> yếu là các este của các acid béo nên chứa nhiều oxy do đó<br />
phối trộn có chứa BDF cháy tốt hơn DO [67]. SO2 hình thành do quá trình đốt cháy<br />
các hợp chất có chứa lưu huỳnh trong nhiên liệu. BDF được điều chế từ dầu<br />
jatropha có nguồn gốc từ thực vật do đó chứa rất ít lưu huỳnh nên việc phát thải khí<br />
SO2 giảm dần trong hai phối trộn B5 và B20 so dầu DO là hoàn toàn phù hợp. Hợp<br />
chất hydrocarbon sinh ra do quá trình cháy không hoàn toàn của nhiên liệu [28].<br />
CxHy bao gồm từ các hợp chất đơn giản như mêtan cho đến các hợp chất đa vòng. Tỉ<br />
lệ CxHy giảm dần trong các phối trộn B5 và B20 so với dầu DO. Điều này có thể<br />
được giải thích do cầu trúc của BDF <strong>chủ</strong> yếu là metil của các acid béo do đó trong<br />
thành phần cấu tạo không chứa các hydrocarbon thơm (các hợp chất rất khó cháy),<br />
ngoài ra do chứa nhiều oxy trong thành phần cấu tạo nên khả năng cháy hoàn toàn<br />
của BDF cao hơn DO. Kết quả này cũng tương tự như nghiên cứu của nhóm tác giả<br />
B.K. Barnwal, M.P. Sharma (2004) [34].<br />
77
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Bảng 3.16 <strong>–</strong> Tỷ lệ giảm phát thải khí so với dầu DO<br />
Phát thải khí<br />
78<br />
Tỉ lệ giảm, %<br />
B5 B20<br />
%CxHy 23,62 37,34<br />
ppmCO 36,16 41,42<br />
ppmSO2 25,75 58,08<br />
Bảng 3.17 <strong>–</strong> Tỷ lệ tăng phát thải khí so với dầu DO<br />
Phát thải khí<br />
Tỉ lệ tăng, %<br />
B5 B20<br />
%CO2 3,89 7,78<br />
ppmNO 35,0 43,35<br />
ppmNO2 18,74 43,67<br />
ppmNOx 37,76 45,57<br />
Qua khảo sát hai phối trộn B5 và B20 cũng cho thấy nồng độ phát thải các khí<br />
CO2, NO, NO2 và NOx của nhiên liệu tăng (Bảng 3.17). Biodiesel với cấu trúc phân<br />
tử chứa nhiều oxy nên quá trình đốt cháy diễn ra hoàn toàn, không đóng cặn trong<br />
động cơ. Do đó hai phối trộn B5 và B20 phát thải khí CO2 cao hơn dầu DO. Tuy<br />
nhiên theo nghiên cứu của Avinash Kumar Agarwal (2006) [16] và một số nghiên<br />
cứu khác chỉ ra rằng CO2 phát thải từ BDF có nguồn gốc thực vật nên sẽ được cây<br />
trồng tái hấp thụ thông qua quá trình quang hợp theo chu trình kín nên không gây ra<br />
hiệu ứng nhà kính như phát thải CO2 từ DO. Các oxid của khí nitơ được hình thành<br />
ở nhiệt độ khá cao. Động học của sự hình thành NOx (NO, NO2) được mô tả bởi cơ<br />
chế Zeldovich [28], và sự hình thành các hợp chất này phụ thuộc <strong>chủ</strong> yếu vào nhiệt<br />
độ và hàm lượng oxy. Trong thành cấu tạo của BDF có chứa nhiều oxy, khả năng<br />
cháy tốt làm gia tăng nhiệt độ trong buồng đốt do đó đốt cháy với khí N2 môi<br />
trường ngoài điều đó giải thích việc tăng khí phát thải NOx trong hai phối trộn B20<br />
và B5 cao hơn DO. Tuy nhiên theo nghiên cứu của E.L.M. Rabé (2005) [67] có thể
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
kiểm soát lượng phát thải NOx bằng hệ thống tuần hoàn khí thải (EGR). Sử dụng hệ<br />
thống này có thể giảm được 5-10% phát thải khí NOx từ ống khói động cơ được dẫn<br />
vào xylanh động cơ. Khi đó sẽ có sự trộn lẫn khí NOx tuần hoàn và không khí bên<br />
ngoài làm giảm hàm lượng oxy, điều này làm cho quá trình đốt cháy chậm dần do<br />
nhiệt độ giảm do đó EGR có thể giới hạn sự phát thải NOx. Kết quả này cũng phù<br />
hợp với các nghiên cứu của A. K. Agarwal (2006) [28] và E. L. M. Rabé (2005)<br />
[67].<br />
3.8. Phân tích, đánh giá chất lượng BDF và các phối trộn<br />
Phân tích sản phẩm BDF và các phối trộn (B5, B20) bằng phương pháp sắc ký<br />
khí tại Quatest 3. Kết quả được trình bày ở Bảng 3.18 và Bảng 3.18.<br />
Bảng 3.18 <strong>–</strong> So sánh các tính chất của sản phẩm BDF từ dầu jatropha với TCVN<br />
7717:2007, tiêu chuẩn Châu Âu - EN 14214 (E) và tiêu chuẩn Hoa Kỳ - ASTM<br />
D6751<br />
Tính chất Đơn vị<br />
B100<br />
TCVN<br />
79<br />
EN<br />
14214<br />
(E)<br />
B100<br />
ASTM<br />
D6751<br />
B100<br />
jatropha<br />
Hàm lượng este, min % kl 96,5 96,5 - 97,8<br />
Nước và cặn, max mg/kg 500 500 500 730<br />
Nhiệt độ chưng cất,<br />
90 % V, max<br />
o<br />
C 360 - 360 340<br />
Ăn mòn tấm đồng ở<br />
50 o C, 3giờ, max<br />
Số 1 Số 1 Số 3 1a<br />
Khối lượng riêng<br />
15 0 C<br />
kg/m 3 860 - 900 860 - 900 - 883,4<br />
Độ nhớt động học<br />
tại 40 o C<br />
mm 2 /s 1,9 - 6,0 - 1,9 <strong>–</strong> 6,0 3,106<br />
Tro sulphát, max % kl 0,020 0,020 0,020 < 0,001<br />
Trị số cetan, min 47 51,0 47 56<br />
Chỉ số acid, max<br />
mg<br />
KOH/g<br />
0,50 - 0,50 -<br />
Độ ổn định ôxy hoá,<br />
tại 110 o C, min<br />
giờ 6 3 3 -<br />
Glycerin tự do, max % kl 0,020 0,020 0,020 0,010<br />
Glycerin tổng, max % kl 0,240 0,25 0,240 0,192<br />
Glycerid tổng, max %kl - 1,2 - 1,05<br />
Hàm lượng cặn % kl - 0,3 0,05 1,13
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
carbon của 10%<br />
chưng cất, max<br />
Hàm lượng lưu<br />
huỳnh, max<br />
Điểm chớp cháy cốc<br />
kín, min<br />
% kl 0,05 0,001 0,05 0,0054<br />
o C 130 120 93 183<br />
Sản phẩm BDF từ dầu jatropha với tác chất metanol, có các tính chất hóa lý hầu<br />
hết nằm trong giới hạn cho phép của BDF gốc (B100) TCVN 7717:2007, EN 14214<br />
(E) và ASTM D6751 cụ thể như: hàm lượng este cao, đạt tiêu chuẩn quy định.<br />
Điều này chứng tỏ quy trình điều chế phù hợp, việc chuyển hóa các triglycerid<br />
thành metil este gần như hoàn toàn.<br />
* Nhiệt độ chưng cất 90%V của BDF cũng nằm trong giới hạn cho phép của<br />
BDF gốc (B100) TCVN 7717:2007 và 2 tiêu chuẩn còn lại, điều này cho thấy khả<br />
năng đốt cháy tốt của nhiên liệu của nhiên liệu.<br />
* Về ăn mòn tấm đồng ở 50 0 C, kết quả đạt 1a. Đây là giới hạn tốt của nguyên<br />
liệu nên khi sử dụng DBF sẽ làm giảm thiểu khả năng gây ăn mòn các chi tiết động<br />
cơ được chế tạo từ đồng, hợp kim đồng <strong>–</strong> kẽm và hợp kim đồng <strong>–</strong> thiếc.<br />
* Độ nhớt động học nằm trong giới hạn cho phép của BDF gốc, do đó sẽ không<br />
ảnh hưởng đến khả năng bơm và phun nhiên liệu vào buồng đốt và giảm được hiện<br />
tượng mài mòn và va đập trong động cơ.<br />
* Hàm lượng tro sulphat nằm trong giới hạn cho phép của ba tiêu chuẩn do đó sẽ<br />
tạo ít cặn trong động cơ khi sử dụng.<br />
* Trị số cetan của sản phẩm là 56 nằm trong giới hạn cho phép của các tiêu<br />
chuẩn so sánh TCVN 7717:2007, ASTM D6751 (47 min) và EN 14214 (E) (51<br />
min), nói chung trị số cetan càng cao thì các dễ khởi động tuy nhiên nếu cao quá sẽ<br />
gây lãng phí do hiện tượng cháy không hoàn toàn.<br />
* Hàm lượng glycerin là 0,010%kl và glycerin tổng là 0,192%kl đều nằm trong<br />
giới hạn cho phép của các tiêu chuẩn. Đây cũng là một chỉ tiêu khá quan trọng vì<br />
nếu thành phần glycerin tự do vượt giới hạn cho phép thì không chỉ ảnh hưởng đến<br />
việc kích nổ, mà bản thân nó là một chất gây nổ (đồng thời khi nổ sẽ sinh nhiệt rất<br />
80
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
lớn), thậm chí không kiểm soát được, máy nóng hơn bình thường dẫn đến phá hỏng<br />
máy.<br />
* Hàm lượng glycerid tổng là 1,05%kl đạt tiêu chuẩn EN 14214 (E) (max<br />
1,2%kl), TCVN 7717:2007 và ASTM D6751 không qui định. Glycerid tổng chỉ ra<br />
hàm lượng glycerid tự do, tỉ lệ glycerid phản ứng một phần hay toàn phần. Hàm<br />
lượng glycerid tổng nằm trong giới hạn cho phép có nghĩa đã chuyển hóa hầu hết<br />
thành mono-metil este. Nếu mức độ cao sẽ gây ra cặn lắng, nghẹt hệ thống phun và<br />
biến đổi nhiều theo thời tiết.<br />
* Điểm chớp cháy của sản phẩm BDF cũng tương đối cao 183 0 C, bảo đảm độ<br />
an toàn cao trong vận chuyển và tồn chứa nhiên liệu.<br />
Bên cạnh đó cũng có một số chỉ tiêu nằm ngoài tiêu chuẩn như hàm lượng nước<br />
và cặn là 730 mg/kg có thể trong quá trình rửa đã làm tích tụ nước trong sản phẩm<br />
BDF và quá trình làm khan bằng cách sấy nhẹ chưa đủ để làm khan triệt để. Tuy<br />
nhiên chúng ta có thể cải thiện được vấn đề này bằng cách cải thiện quy trình rửa và<br />
làm khan sản phẩm kỹ hơn và hiệu quả hơn hoặc có thể sử dụng hóa chất Na2SO4<br />
để làm khan nước.<br />
Hàm lượng cặn carbon nằm ngoài EN 14214 (E) (max 0,3) và ASTM D6751<br />
(max 0,05), TCVN 7717:2007 không qui định. Cặn carbon chỉ ra khuynh hướng kết<br />
tủa của dầu, mặc dù không tương ứng đến cặn động cơ nhưng cũng ảnh hưởng đáng<br />
kể đến chất lượng nhiên liệu.<br />
Hàm lượng lưu huỳnh khá thấp tuy nhiên vẫn nằm ngoài tiêu chuẩn EN 14214<br />
(E). Lưu huỳnh ảnh hưởng trên vỏ động cơ, chất kết tủa nhưng tuy thuộc điều kiện<br />
vận hành. Điều quan là ảnh hưởng đến hệ thống thải khí và bị giới hạn vì gây ảnh<br />
hưởng môi trường. Hàm lượng lưu huỳnh nằm ngoài tiêu chuẩn Châu âu có thể do<br />
nguồn gốc cây trồng và điều kiện chăm bón.<br />
Bảng 3.19 <strong>–</strong> So sánh chỉ tiêu nhiên liệu của các phối trộn vớ tiêu chuẩn TCVN<br />
5689:2005 cho dầu diesel (DO)<br />
81
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Chỉ tiêu<br />
82<br />
DO (TCVN<br />
5689:2005)<br />
B5 B20<br />
Hàm lượng lưu huỳnh, mg/kg,<br />
max<br />
500 - 2500 240 213<br />
Trị số cetan, min 46 54 54<br />
Nhiệt độ cất, 0 C, 90 %V, max 360 341 341<br />
Điểm chớp cháy cốc kín, 0 C, min 55 72 76<br />
Độ nhớt động học ở 40 0 C,<br />
mm 2 /s<br />
2 <strong>–</strong> 4,5 3,113 3,216<br />
Cặn carbon của 10% chưng cất,<br />
%kl, max<br />
0,3 0,03 0,07<br />
Điểm đông đặc, 0 C, max + 6 - 6 - 6<br />
Hàm lượng tro, %kl, max 0,01 < 0,001 < 0,001<br />
Hàm lượng nước, mg/kg, max 200 120 230<br />
Tạp chất dạng hạt, mg/l, max 10 22,2 2,0<br />
Ăn mòn mảnh đồng ở 50 0 C, 3<br />
giờ, max<br />
Khối lượng riêng ở 15 0 C, kg/L<br />
Loại 1 1a 1a<br />
0,820 <strong>–</strong><br />
0,860<br />
Ngoại quan Sạch, trong<br />
0,8402 0,8460<br />
Sạch,<br />
trong<br />
Sạch,<br />
trong<br />
Kết quả so sánh các chỉ tiêu nhiên liệu của các phối trộn B5 và B20 với dầu DO<br />
trên Bảng 3.18 cho thấy các phối trộn đều thỏa mãn các chỉ tiêu của tiêu chuẩn Việt<br />
Nam cho dầu DO.<br />
* Lưu huỳnh (213 và 240 mg/kg) thấp hơn đáng kể so với chỉ tiêu cho phép.<br />
Điều này giải thích hiệu ứng giảm phát thải khí SO2 khoảng 25 <strong>–</strong> 60% khi sử dụng<br />
B5 và B20 so với DO (Bảng 3.16)<br />
* Trị số cetan giảm từ 56 xuống còn 54 cho thấy khả năng bắt lửa, độ sạch của<br />
BDF cao hơn DO.<br />
* Nhiệt độ cất 340 - 341 0 C nằm trong tiêu chuẩn cho phép của nhiên liệu.
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
* Điểm chớp cháy cốc kín nằm trong tiêu chuẩn yêu cầu. Điều này đảm bảo tính<br />
an toàn của nhiên liệu khi sử dụng. Độ nhớt động học của các phối trộn cũng nằm<br />
trong yêu cầu tiêu chuẩn.<br />
* Cặn carbon trong B20 và B5 là 0,07%kl và 0,03%kl, hoàn toàn thỏa mãn yêu<br />
cầu cho nhiên liệu DO. Như vậy, tuy cặn carbon trong B100 cao, nhưng khi pha<br />
phối trộn với DO thì hàm lượng cặn carbon giảm đáng kể và đạt tiêu chuẩn TCVN<br />
5689:2005.<br />
* Điểm đông đặc của các phối trộn B5 và B20 cũng nằm trong tiêu chuẩn cho<br />
phép. Điểm đông đặc tác động đến đặc tính chảy của dầu khi trời lạnh. Ở xứ lạnh,<br />
các xe phải có hệ thống sấy nhiên liệu để có thể dùng B5. Ở nước ta có thể sử dụng<br />
được nhiên liệu này mà không gặp trở ngại nhiên liệu bị đông đặc vì thời tiết không<br />
quá lạnh.<br />
* Hàm lượng tro của các phối trộn đều < 0,001%kl và đạt tiêu chuẩn do đó<br />
không gây đóng cặn trong động khi sử dụng.<br />
* Hàm lượng nước trong B5 thỏa mãn tiêu chuẩn nhưng với B20 hơi cao hơn<br />
tiêu chuẩn cho phép là 200 mg/kg.<br />
* Tạp chất dạng hạt trong B20 thỏa mãn tiêu chuẩn nhưng với B5 thì vượt hơn<br />
gấp đôi tiêu chuẩn (22,2 mg/L so với 10 mg/L). Điều này cho tạp chất dạng hạt có<br />
trong DO mua ngoài thị trường khá cao làm tăng lượng tạp chất trong các phối trộn<br />
B5 và B20 khi pha với DO.<br />
* Ăn mòn mảnh đồng của B100 và các phối trộn đều là 1a, điều này cho thấy<br />
hàm lượng acid và hợp chất chứa sulfur khá thấp không ảnh hưởng nhiều đến vật<br />
liệu của hệ thống nhiên liệu trong máy. Khối lượng riêng của các phối trộn thay đổi<br />
không đáng kể và đều đạt yêu cầu. Về ngoại quan các sản phẩm đều có màu vàng<br />
nhạt, sạch, trong.<br />
83









![TÀI LIỆU THAM KHẢO Tiếng Việt [1]. Vũ An, Đào Văn Tường (2006 ...](https://img.yumpu.com/7882663/1/184x260/tai-lieu-tham-khao-tieng-viet-1-vu-an-ao-van-tuong-2006-.jpg?quality=85)

