

chương 1 – tổng quan tài liệu - Trang chủ - Trường Đại học Khoa ...
chương 1 – tổng quan tài liệu - Trang chủ - Trường Đại học Khoa ...
chương 1 – tổng quan tài liệu - Trang chủ - Trường Đại học Khoa ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
CHƯƠNG 1 <strong>–</strong> TỔNG QUAN TÀI LIỆU<br />
1.1. Nhiên <strong>liệu</strong> diesel<br />
1.1.1. Nguồn gốc<br />
Nhiên <strong>liệu</strong> diesel còn gọi là dầu diesel (DO) là hợp chất có nguồn gốc từ dầu mỏ<br />
được sử dụng rộng rãi trong công nghiệp như dùng làm động cơ cho xe tải, máy xây<br />
dựng, nông nghiệp và công nghiệp nhẹ ngoài ra còn được dùng cho các nhà máy<br />
điện và tàu thủy…<br />
Nhiên <strong>liệu</strong> diesel có dạng lỏng, nặng hơn dầu lửa và xăng nhưng nhẹ hơn dầu<br />
nhớt, là hỗn hợp của các hidrocarbon từ C10 tới C24 được sản xuất từ quá trình<br />
chưng cất trực tiếp dầu mỏ trong phân đoạn nhiệt độ từ 150 <strong>–</strong> 400 0 C [53].<br />
Ở Việt Nam <strong>chủ</strong> yếu sử dụng 2 loại là DO cao cấp (0,05%kl S) và DO thường<br />
(0,25% kl S).<br />
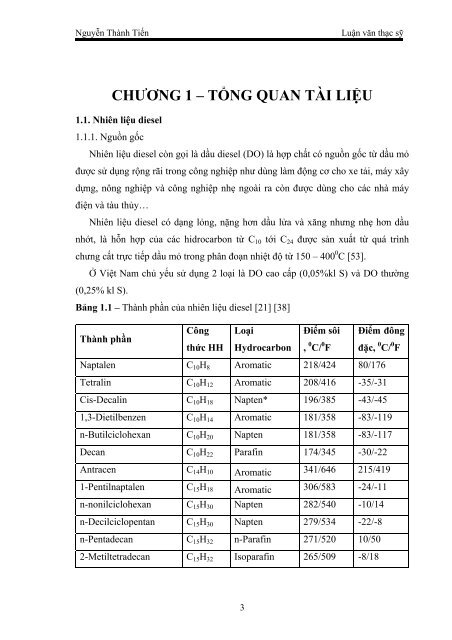
Bảng 1.1 <strong>–</strong> Thành phần của nhiên <strong>liệu</strong> diesel [21] [38]<br />
Thành phần<br />
Công<br />
thức HH<br />
Loại<br />
Hydrocarbon<br />
3<br />
Điểm sôi<br />
, 0 C/ 0 F<br />
Điểm đông<br />
đặc, 0 C/ 0 F<br />
Naptalen C10H8 Aromatic 218/424 80/176<br />
Tetralin C10H12 Aromatic 208/416 -35/-31<br />
Cis-Decalin C10H18 Napten* 196/385 -43/-45<br />
1,3-Dietilbenzen C10H14 Aromatic 181/358 -83/-119<br />
n-Butilciclohexan C10H20 Napten 181/358 -83/-117<br />
Decan C10H22 Parafin 174/345 -30/-22<br />
Antracen C14H10 Aromatic 341/646 215/419<br />
1-Pentilnaptalen C15H18 Aromatic 306/583 -24/-11<br />
n-nonilciclohexan C15H30 Napten 282/540 -10/14<br />
n-Decilciclopentan C15H30 Napten 279/534 -22/-8<br />
n-Pentadecan C15H32 n-Parafin 271/520 10/50<br />
2-Metiltetradecan C15H32 Isoparafin 265/509 -8/18
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
1-Decilnaptalen C20H28 Aromatic 379/714 15/59<br />
n-Tetradecilbenzen C20H34 Aromatic 354/669 16/61<br />
n-Tetradecilciclohexan C20H40 Napten 354/669 25/77<br />
n-Tetradecilciclopentan C20H40 Napten 353/667 17/63<br />
Eiconsan C20H42 n-Parafin 344/651 36/97<br />
2-Metilnonadecan C20H42 Isoparafin 339/642 18/64<br />
* Napten là thuật ngữ dùng trong lĩnh vực công nghiệp dầu mỏ để nói đến các<br />
hidrocarbon có vòng bão hòa.<br />
1.1.2. Tính chất nhiên <strong>liệu</strong> diesel<br />
a) Trị số cetan<br />
Hầu hết đặc tính của nhiên <strong>liệu</strong> thường thấy đối với người tiêu dùng, dịch vụ và<br />
sửa chữa chuyên nghiệp… đó chính là khả năng bốc cháy. Trị số cetan là đại lượng<br />
đặc trưng cho khả năng cháy của nhiên <strong>liệu</strong>, đây là chỉ tiêu <strong>quan</strong> trọng nhất của<br />
nhiên <strong>liệu</strong> diesel. Trị số cetan càng cao thì khả năng nhiên <strong>liệu</strong> kích nổ càng dễ dàng<br />
hơn.<br />
Trị số cetan của nguyên <strong>liệu</strong> (kí hiệu: CN <strong>–</strong> cetane number) là một đại lượng qui<br />
ước, có giá trị bằng tỉ số phần trăm theo thể tích (%V) của cetan (n-Hexadecan,<br />
C16H34) trong hỗn hợp với α-metilnaptalen (C10H7CH3) mà khả năng tự bốc cháy<br />
của hỗn hợp này tương đương với khả năng tự bốc cháy của nhiên <strong>liệu</strong> DO trong<br />
điều kiện thử nghiệm tiêu chuẩn. Cetan (n-Hexadecan) có công thức cấu tạo dạng<br />
mạch thẳng không phân nhánh, rất dễ tự bốc cháy nên được qui ước có trị số cetan<br />
là 100 (CN = 100), α-metilnaptalen có cấu tạo là hai vòng thơm gắn với nhóm metil<br />
rất bền và khó bị oxi hóa. Chất này có nhiệt độ tự bốc cháy cao nên được qui ước có<br />
trị số cetan là 0 (CN = 0) [65]. Trị số cetan (CN) biến đổi hệ thống tùy theo cấu trúc<br />
của hidrocacbon (xem Bảng 1.2). Các parafin thường có trị số cetan cao theo trọng<br />
lượng phân tử, isoparafin có khoảng trị số cetan rộng từ 10 <strong>–</strong> 80. Napten thường có<br />
trị số xetan từ 40 <strong>–</strong> 70, Các aromatic có trị số xetan từ 0 tới 60 Ngoài ra còn sử<br />
dụng thuật ngữ chỉ số cetan (kí hiệu là CI <strong>–</strong> cetane index), là một đại lượng kinh<br />
nghiệm nhằm ước tính trị số cetan (CN) dựa trên nhiệt độ chưng cất và tỉ trọng. Chỉ<br />
4
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
số cetan (CI) không thể tính toán được với chất phụ gia cải thiện trị số cetan do đó<br />
không thể xác định trị số cetan <strong>tổng</strong> đối với các nhiên <strong>liệu</strong> diesel có thêm chất phụ<br />
gia. Hoạt động của động cơ diesel liên <strong>quan</strong> đến trị số cetan (CN) và chỉ số cetan<br />
(CI) đơn giản là ước tính của trị số cetan cơ bản. Trị số cetan có thể bằng hoặc lớn<br />
hơn chỉ số cetan phụ thuộc vào lượng chất phụ gia sử dụng [41]. Chỉ số cetan (CI)<br />
chỉ áp dụng đối với các sản phẩm chưng cất dầu mỏ nhưng không áp dụng đối với<br />
biodiesel và các nguồn thay thế diesel khác.<br />
Bảng 1.2 <strong>–</strong> Trị số cetan của một số hidrocarbon [38]<br />
Hidrocacbon<br />
Loại<br />
hidrocacbon<br />
5<br />
Công thức<br />
Hóa Học<br />
n-Decan n-Parafin C10H22 76<br />
n-Pentadecan n-Parafin C15H32 95<br />
Trị số xetan<br />
(CN)<br />
n-Hexadecan n-Parafin C16H34 100<br />
n-Eicosan n-Parafin C20H42 110<br />
3-Etildecan Isoparafin C12H26 48<br />
4,5-Dietiloctan Isoparafin C12H26 20<br />
Heptametilnonan Isoparafin C16H34 15<br />
8-Propilpentadecan Isoparafin C18H38 48<br />
7,8-Dietiltetradecan Isoparafin C18H38 67<br />
9,10-Dimetiloctan Isoparafin C20H42 59<br />
Decalin Napten C10H18 48<br />
3-Ciclohexilhexan Napten C12H24 36<br />
2-Metil-3-ciclohexilnonan Napten C16H32 70<br />
2-Ciclohexiltetradecan Napten C20H40 57<br />
1-Metilnaptalen Aromatic C11H10 0<br />
n-Pentilbenzen Aromatic C11H16 8<br />
Biphenil Aromatic C12H10 21<br />
1-Butilnaptalen Aromatic C4H16 6
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
n-Nonilbenzen Aromatic C15H24 50<br />
2-Octilnaptalen Aromatic C18H24 18<br />
n-Tetradecilbenzen Aromatic C20H34 72<br />
Yêu cầu đối với trị số cetan cho động cơ thay đổi tùy thuộc vào kích cỡ máy, tốc<br />
độ, tải trọng, điều kiện khởi động và điều kiện làm việc. Trị số cetan không có ý<br />
nghĩa sống còn như trị số octan. Nó không hoàn toàn quyết định hiệu suất động cơ<br />
(liên <strong>quan</strong> đến độ nén), song nhiên <strong>liệu</strong> có trị số cetan thấp hơn yêu cầu có thể dẫn<br />
đến những khó khăn, trục trặc khi khởi động máy, gây nhiều tiếng ồn, đặc biệt sẽ<br />
giảm tốc độ trong trời lạnh, tạo nhiều khói lúc khởi động, tạo ra khí thải chứa nhiều<br />
chất độc. Ngoài CN là chỉ tiêu chính, người ta còn đánh giá chất lượng diesel bằng<br />
nhiều thông số khác như: độ nhớt, tỷ trọng, thành phần cất, nhiệt độ chớp cháy, hàm<br />
lượng lưu huỳnh, điểm đông đặc...nhưng mỗi nước có những tiêu chuẩn khác nhau<br />
phù hợp với khí hậu của từng nước.<br />
b) Độ nhớt<br />
Độ nhớt của dầu diesel là một đặc tính <strong>quan</strong> trọng tác động đến hoạt động của<br />
động cơ. Quá trình phun của động cơ phụ thuộc vào độ nhớt của nhiên <strong>liệu</strong> (kể cả<br />
những tính chất khác). Việc tối ưu hóa cài đặt kim phun của các nhà sản xuất ô tô<br />
thường trông cậy vào khoảng độ nhớt cụ thể. Các giá trị độ nhớt nằm ngoài khoảng<br />
này sẽ ảnh hưởng đến năng xuất nhiên <strong>liệu</strong> và các hoạt động khác dưới điều kiện<br />
vận hành. Độ nhớt thấp sẽ gây ra ăn mòn kim phun nhiên <strong>liệu</strong> và làm mất công suất<br />
do rò rỉ kim phun. Quá trình đốt cháy cũng bị giảm sút và giảm tiết kiệm nhiên <strong>liệu</strong>.<br />
Nhiên <strong>liệu</strong> có độ nhớt cao có thể gây hư hại bộ lọc hoặc ăn mòn đường truyền<br />
chuyển động do tăng lực cản lên kim phun. Ngoài ra có thể làm giảm sự phun và<br />
chậm cháy dẫn tới mất công suất, giảm tiết kiệm nhiên <strong>liệu</strong> và làm rửa sạch màng<br />
dầu nhờn trên thành xilanh điều này dẫn tới ăn mòn đáng kể và gây loãng dầu động<br />
cơ. Thêm vào đó còn có nguy cơ kẹt kim phun nhiên <strong>liệu</strong> lúc khởi động khi trời<br />
lạnh.<br />
c) Thành phần chưng cất<br />
6
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Thành phần cất là một của nhiên <strong>liệu</strong> diesel được đánh giá bằng các nhiệt độ<br />
chưng cất. Đối với nhiên <strong>liệu</strong> diesel, người ta <strong>quan</strong> tâm đến nhiệt độ chưng cất<br />
10%V, 50%V, 90%V nhiên <strong>liệu</strong>.<br />
Nhiệt độ chưng cất 10%V nhiên <strong>liệu</strong> (T10) là nhiệt độ mà tại đó 10% thể tích<br />
nhiên <strong>liệu</strong> được bay hơi. Nhiệt độ chưng cất 10%V đặc trưng cho các hydrocacbon<br />
nhẹ, dễ bay hơi trong điều kiện xi lanh. Thực tế yêu cầu T10 không thấp hơn 200 o C.<br />
Nếu T10 thấp hơn 200 o C, chứng tỏ trong nhiên <strong>liệu</strong> diesel có hợp phần nhẹ cao, khi<br />
cháy sẽ làm tăng nhanh áp suất, dễ dẫn tới cháy kích nổ. Điều đó làm tăng áp lực<br />
của khí trong xi lanh. Động cơ làm việc với nhiên <strong>liệu</strong> như vậy thường có tiếng ồn<br />
lớn kèm theo dao động và cường độ ăn mòn chi tiết cao. Nếu T10 quá cao, nhiên<br />
<strong>liệu</strong> sẽ rơi vào tình trạng khởi động nguội kém.<br />
Nhiệt độ chưng cất 50%V nhiên <strong>liệu</strong> (T50) đặc trưng cho tính đồng đều của<br />
phân bố hydrocarbon và tính bay hơi hoàn toàn trong quá trình tạo hỗn hợp, T50<br />
ảnh hưởng tới tính khởi động của máy, nhiên <strong>liệu</strong> có T50 thích hợp (không vượt quá<br />
280 o C) sẽ khiến động cơ khởi động dễ dàng. T50 thấp quá sẽ làm cho kim phun làm<br />
nguội chậm ( do nhiên <strong>liệu</strong> bay hơi bịt lỗ thông gió). Nếu T50 cao quá, nhiên <strong>liệu</strong><br />
tiết kiệm hành trình ngắn kém, tăng tốc không đều, khả năng nóng lên kém.<br />
Nhiệt độ chưng cất 90%V của nhiên <strong>liệu</strong> (T90) dùng để đánh giá hàm lượng các<br />
hydrocacbon khó bay hơi trong nhiên <strong>liệu</strong>. Các hydrocarbon loại này làm giảm tốc<br />
độ bay hơi của nhiên <strong>liệu</strong> trong quá trình phun, làm tăng khả năng bay hơi không<br />
hoàn toàn cũng như cháy không hết của nhiên <strong>liệu</strong>. Như vậy, tính kinh tế và công<br />
suất của động cơ sẽ giảm, khả năng tạo muội trong buồng cháy và độ độc khí xảy ra<br />
cũng tăng. Tóm lại T90 biểu thị cho khả năng cháy hoàn toàn của hơi nhiên <strong>liệu</strong>,<br />
T90 của nhiên <strong>liệu</strong> diesel không nên vượt quá 370 o C [63].<br />
d) Một số tính chất khác<br />
Cặn cacbon, hàm lượng lưu huỳnh, hàm lượng tro, tính chất nhiệt độ thấp, ăn<br />
mòn tấm đồng, nước và tạp chất cơ <strong>học</strong>, độ bôi trơn, tỉ trọng, nhiệt trị, điểm chớp<br />
cháy cốc kín, điểm đông đặc, chỉ số acid... là những tính chất khá <strong>quan</strong> trọng cần<br />
được <strong>quan</strong> tâm. Tùy theo nhu cầu và điệu kiện sử dụng nhiên <strong>liệu</strong> mà mỗi nước đều<br />
7
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
có quy định tiêu chuẩn nhiên <strong>liệu</strong>. Bảng 1.3 và Bảng 1.4 là tiêu chuẩn nhiên <strong>liệu</strong><br />
diesel của Mỹ và Việt Nam.<br />
Bảng 1.3 <strong>–</strong> Tiêu chuẩn nhiên <strong>liệu</strong> diesel của Mỹ (ASTM D975) [38]<br />
Chỉ tiêu<br />
Điểm chớp cháy cốc kín,<br />
0 0<br />
C ( F), min<br />
Nước và tạp chất cơ <strong>học</strong>,<br />
%V, max<br />
Nhiệt độ phần cất 90<br />
%V, 0 C ( 0 F):<br />
min<br />
max<br />
Độ nhớt 40 0 C (104 0 F),<br />
mm 2 /min<br />
Hàm lượng tro, %kl,<br />
max<br />
Hàm lượng lưu huỳnh,<br />
ppm (µg/g), max<br />
Ăn mòn tấm đồng ở<br />
50 o C (122 0 F), 3giờ,<br />
max<br />
Phương<br />
pháp thử<br />
8<br />
S15, S500,<br />
S5000 * ,<br />
1-D<br />
S15, S500,<br />
S5000 * ,<br />
2-D<br />
4-D<br />
D93 38 (100) 52 (125) 55 (130)<br />
D2709<br />
D1796 0,05 0,05<br />
D86<br />
D445<br />
288 (550)<br />
1,3 <strong>–</strong> 1,4<br />
282 (540)<br />
338 (640)<br />
-<br />
0,50<br />
1,9 <strong>–</strong> 4,1 5,5 <strong>–</strong> 24,0<br />
D482 0,01 0,01 0,10<br />
D5453<br />
D2622<br />
D129<br />
15<br />
0,05<br />
0,50<br />
15<br />
0,05<br />
0,50<br />
-<br />
-<br />
2,00<br />
D130 Loại 3 Loại 3 -<br />
Trị số cetan, min D613 40 40 30<br />
Cặn carbon của 10% cặn<br />
chưng cất, %kl, max<br />
D524 0,15 0,35 -<br />
Độ bôi trơn, 60 0 C, µm,<br />
max<br />
D6079 520 520 -<br />
1-D động cơ tốc độ cao, làm việc trong những điều kiện thay đổi nhanh về tải<br />
trọng và tốc độ, động cơ vận hành ở nhiệt độ thấp; 2-D động cơ xe tải hạng nặng,<br />
động cơ có tốc độ cố định và tải trọng rất lớn; 4-D sử dụng cho các hệ thống đứng<br />
yên.<br />
Bảng 1.4 <strong>–</strong> Tiêu chuẩn nhiên <strong>liệu</strong> diesel TCVN 5689:2005 của Việt Nam [17]<br />
Chỉ tiêu<br />
Phương pháp<br />
ASTM TCVN<br />
Mức quy<br />
định
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Hàm lượng lưu huỳnh, mg/kg, max D2622 6701:2002 500 - 2500<br />
Trị số cetan, min D4737 46<br />
Nhiệt độ cất, 0 C, 90 %V, max D86 6808:2000 360<br />
Điểm chớp cháy cốc kín, 0 C, min D93 6806:2000 55<br />
Độ nhớt động <strong>học</strong> ở 40 0 C, mm 2 /s D445 3171:2003 2 <strong>–</strong> 4,5<br />
Cặn cacbon của 10% chưng cất, %kl, max D4530 6324:1997 0,3<br />
Điểm đông đặc, 0 C, max D97 3753:1995 + 6<br />
Hàm lượng tro, %kl, max D482 2690:1995 0,01<br />
Hàm lượng nước, mg/kg, max E203 200<br />
Tạp chất dạng hạt, mg/l, max D2276 10<br />
Ăn mòn mảnh đồng ở 50 0 C, 3 giờ, max D130-88 2694:2000 Loại 1<br />
Khối lượng riêng ở 15 0 C, kg/m 3 D1298 6594:2000 820 - 860<br />
Độ bôi trơn, µm, max D6079 460<br />
Ngoại <strong>quan</strong> D4176 Sạch, trong<br />
1.2. Nhiên <strong>liệu</strong> diesel sinh <strong>học</strong> (BDF)<br />
1.2.1. Khái niệm<br />
Sự khởi đầu của động cơ diesel bắt đầu từ năm 1893 khi nhà phát minh nổi tiếng<br />
người Đức - Rudolf Diesel đã công bố trên một tờ báo với dòng tít “ lí thuyết và chế<br />
tạo động cơ nhiệt hạng trung”. Những gì mà bài báo này mô tả là một động cơ<br />
mang tính cách mạng dùng piston nén khí tạo áp suất cao để sinh công. Rudolf<br />
Diesel thiết kế động cơ diesel nguyên thủy dùng dầu thực vật làm nhiên <strong>liệu</strong>. Tiến<br />
sỹ Diesel đã chạy thử nghiệm dầu lạc (đậu phụng) trên động cơ diesel tại hội chợ<br />
triển lãm Paris năm 1900. Khi nhiệt độ tăng cao, động cơ có thể chạy các loại dầu<br />
thực vật khác nhau bao gồm dầu cây gai dầu và dầu đậu phụng. Năm 1911 tại hội<br />
chợ triển lãm thế giới ở Paris, tiến sỹ R. Diesel đã dùng dầu đậu phụng để chạy<br />
động cơ và tuyên bố rằng “động cơ diesel có thể dùng dầu thực vật làm nhiên <strong>liệu</strong><br />
và thúc đẩy đáng kể nền nông nghiệp các nước sử dụng chúng”. Trong lĩnh vực<br />
nhiên <strong>liệu</strong> sinh <strong>học</strong> Diesel không lẻ loi mà còn có Henry Ford <strong>–</strong> một nhà chế tạo ô<br />
9
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
tô với sản phẩm đầu tiên Model T đời 1908 sử dụng nhiên <strong>liệu</strong> etanol được chưng<br />
cất từ bắp ngô (corn). Ford còn xây dựng cả nhà máy sản xuất etanol ở phía bắc<br />
Hoa Kỳ và hình thành hiệp hội sử dụng dầu tiêu chuẩn để bán ở các trạm nhiên <strong>liệu</strong><br />
trong công ty. Mặc dù nhận được hỗ trợ <strong>tài</strong> chính từ các nhà lãnh đạo ngành công<br />
nghiệp nhưng ngành công nghiệp nhiên <strong>liệu</strong> sinh <strong>học</strong> khi đó vẫn không tồn tại được<br />
lâu do giá các sản phẩm dầu mỏ trong những năm 1920 rất rẻ đã giúp cho nhiên <strong>liệu</strong><br />
này thống trị trong công nghiệp vận tải [35]. Biodiesel (thường viết tắt là BDF <strong>–</strong><br />
biodiesel fuel <strong>–</strong> nhiên <strong>liệu</strong> diesel sinh <strong>học</strong>) là nhiên <strong>liệu</strong> dùng cho động cơ diesel,<br />
được <strong>tổng</strong> hợp từ những nguyên <strong>liệu</strong> có nguồn gốc thực vật hay động vật. Biodiesel<br />
thường được điều chế bằng phản ứng transeste chuyển đổi hoặc este hóa của các<br />
glyceride, acid tự do với rượu bậc nhất no đơn chức mạch từ C1 - C4, vì vậy BDF<br />
còn được định nghĩa là các alkyl este, thông dụng nhất là metil este. Các acid béo<br />
trong dầu, mỡ có số nguyên tử carbon tương đương với các phân tử có trong DO,<br />
hơn nữa cấu trúc của những acid này là mạch thẳng nên chỉ số cetan cao [71]. Đó là<br />
lí do chính để chọn dầu thực vật, mỡ động vật làm nguyên <strong>liệu</strong> sản xuất biodiesel.<br />
Transeste hóa các triglycerid có trong các loại dầu mỡ không phải là phương pháp<br />
mới. Hai nhà khoa <strong>học</strong> E. Duffy và J. Patrick đã thực hiện phản ứng này từ năm<br />
1853. Một trong những nơi sử dụng đầu tiên dầu thực vật transeste làm nhiên <strong>liệu</strong><br />
cho xe vận tải nặng là Nam Phi trước chiến tranh thế giới thứ II. Thuật ngữ<br />
“biodiesel” được dùng để gọi các dầu thực vật transeste hóa nhằm mô tả việc sử<br />
dụng chúng như là nhiên <strong>liệu</strong> cho động cơ diesel [40].<br />
1.2.2. Tính chất của biodiesel<br />
Biodiesel là một chất lỏng màu vàng, không gây cháy nổ, độ nhớt tương đương<br />
với diesel, có điểm chớp cháy cao hơn của dầu diesel. Không giống như DO,<br />
biodiesel không độc và có thể bị phân hủy do vi khuẩn. BDF ít độc hại và ô nhiễm<br />
khi sử dụng làm nhiên <strong>liệu</strong>.<br />
Tỉ trọng cũng là một tính chất <strong>quan</strong> trọng của biodiesel. Tỉ trọng của biodiesel<br />
nằm trong khoảng 870 <strong>–</strong> 890 kg/m 3 (Bảng 1.5). Các thiết bị bơm nhiên <strong>liệu</strong> thường<br />
10
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
hoạt động trên hệ thống bơm định lượng nên độ nhớt càng cao thì lưu lượng bơm<br />
càng giảm.<br />
Bảng 1.5 <strong>–</strong> Độ nhớt, tỉ trọng và điểm chớp cháy của metil este từ một số dầu<br />
thực vật [13].<br />
Metil este<br />
Độ nhớt ở 313<br />
0 K, mm 2 /s<br />
11<br />
Tỉ trọng ở 288<br />
0 K, kg/m 3<br />
Điểm chớp<br />
cháy, 0 K<br />
Dầu hạt bông vải 3,69 880 437<br />
Dầu hạt hạt dẻ 3,59 860 401<br />
Dầu mù tạc 4,10 881 441<br />
Dầu cọ 3,70 870 443<br />
Dầu hạt cải 4,63 885 428<br />
Dầu cây rum 4,03 880 453<br />
Dầu đậu tương 4,08 885 447<br />
Dầu cây hướng dương 4,22 880 443<br />
Trị số cetan của biodiesel thông thường cao hơn diesel do hàm lượng oxi trong<br />
biodiesel cao hơn dẫn đến động cơ chạy nhẹ và ít ồn hơn. Trị số cetan của biodiesel<br />
có nguồn gốc từ mỡ động vật thường cao hơn biodiesel có nguồn gốc từ dầu thực<br />
vật.<br />
Một số đặc tính nhiên <strong>liệu</strong> của dầu thực vật và este của chúng được trình bày<br />
trong bảng 1.6.<br />
Bảng 1.6 <strong>–</strong> So sánh đặc tính nhiên <strong>liệu</strong> của một số dầu thực vật và este của<br />
Loại nhiên <strong>liệu</strong><br />
chúng với nhiên <strong>liệu</strong> diesel [40]<br />
Nhiệt trị,<br />
MJ/kg<br />
Tỉ trọng,<br />
kg/m 3<br />
Độ nhớt ở<br />
300K, mm 2 /s<br />
Trị số cetan<br />
Diesel loại 2 43,4 815 4,3 47,0<br />
Dầu cây hướng<br />
dương<br />
BDF từ dầu cây<br />
hướng dương<br />
39,5 918 58,5 37,1<br />
40,6 878 10,3 45,5
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Dầu hạt bông vải 39,6 912 50,1 48,1<br />
BDF từ dầu hạt<br />
bông vải<br />
40,6 874 11,1 45,5<br />
Dầu đậu tương 39,6 914 65,4 38,0<br />
BDF từ dầu đậu<br />
tương<br />
39,8 872 11,1 37,0<br />
Dầu bắp 37,8 915 46,3 37,6<br />
Dầu cây anh túc 38,9 921 56,1 -<br />
Dầu hạt cải 37,6 914 39,2 37,6<br />
BDF được mô tả theo tiêu chuẩn ISO với một số đặc tính như tỉ trọng, độ nhớt,<br />
nhiệt trị, trị số cetan, điểm đục và điểm chảy, thành phần cất, điểm chớp<br />
cháy...Nhiệt trị của BDF thấp hơn DO loại 2 khoảng 9 <strong>–</strong> 13 %, điểm đông đặc của<br />
BDF cao hơn đáng kể so với DO. BDF tạo ra năng lượng thấp hơn và mô men lực<br />
cao hơn DO loại 2. Hai thông số <strong>quan</strong> trọng khác khi nhiên <strong>liệu</strong> hoạt động ở nhiệt<br />
độ thấp đó là điểm đục (CP) và điểm chảy (PP). Điểm đục (CP) là nhiệt độ mà tại<br />
đó nhiên <strong>liệu</strong> trở nên đục khi làm lạnh. Điểm chảy (PP) là nhiệt độ mà tại đó nhiên<br />
<strong>liệu</strong> tan chảy khi làm nóng. BDF có điểm đục và điểm chảy cao hơn DO thông<br />
thường. Một số tính chất của BDF được trình bày trong Bảng 1.7.<br />
Bảng 1.7 <strong>–</strong> Một số thông số của BDF điều chế từ dầu thực vật [28]<br />
Chỉ tiêu Đậu<br />
phộng<br />
Đậu<br />
nành<br />
12<br />
Biodiesel<br />
Cây cọ Hướng<br />
dương<br />
Độ nhớt ở 37,8 0 C 4,9 4,5 5,7 4,6 3,59 *<br />
Hạt lanh Tallow<br />
Trị số cetan 54 45 62 49 52 -<br />
Nhiệt trị, MJ/l 33,6 33,5 33,5 33,5 35,3 -<br />
Điểm đục, 0 C 5 1 13 1 - 12<br />
Điểm chảy, 0 C - -7 - - -15 9<br />
Điểm chớp cháy, 0 C 176 178 164 183 172 96<br />
Tỉ trọng, g/mL 0,883 0,885 0,88 0,86 0,874 -<br />
-
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Cặn carbon,%kl - 1,74 - - 1,83 -<br />
* ở 40 0 C<br />
Bảng 1.8 - 1.10 đưa ra các tiêu chuẩn BDF của một số quốc gia.<br />
Bảng 1.8 <strong>–</strong> Tiêu chuẩn BDF nguyên chất (B100) của Hoa Kỳ - ASTM D6751<br />
[18]<br />
Tính chất Đơn vị Phương pháp thử Giới hạn<br />
Canxi và magie, max ppm EN 14538 5<br />
Điểm chớp cháy, min<br />
Hàm lượng cồn<br />
Phải đáp ứng:<br />
o 0<br />
C ( F) D 93 93 (199)<br />
1. hàm lượng MeOH, max % thể tích EN 14100 0,2<br />
2. điểm chớp cháy, min<br />
0<br />
C<br />
D 93<br />
130<br />
Nước và tạp chất, max % thể tích D 2709 0,050<br />
Độ nhớt động <strong>học</strong>, 40 o C mm 2 /s D 445 1,9 - 6,0<br />
Tro sunfat, max %kl D 874 0,020<br />
Lưu huỳnh, max %kl (ppm) D 5453 0,050 (500)<br />
Ăn mòn tấm đồng, max D 130 Số 3<br />
Trị số cetan, min D 613 47<br />
Điểm đông đặc<br />
o<br />
C D 2500 -<br />
Cặn carbon, 100% mẫu thử,<br />
max<br />
%kl D 4530 0,050<br />
Chỉ số acid, max mgKOH/g D 664 0,50<br />
Glycerin tự do, max %kl D 6584 0,020<br />
Glycerin <strong>tổng</strong>, max %kl D 6584 0,240<br />
Hàm lượng photpho, max %kl D 4951 0,001<br />
Nhiệt độ chưng cất, 90% V,<br />
max<br />
o 0<br />
C ( F) D 1160 360 (680)<br />
Natri và Kali, max ppm EN 14358 5<br />
Độ ổn định oxy hóa, min Giờ EN 14112 3<br />
Bảng 1.9 <strong>–</strong> Tiêu chuẩn Châu Âu cho động cơ diesel <strong>–</strong> EN 14214 (E) [18]<br />
Tính chất Đơn vị<br />
Phương pháp<br />
thử<br />
Giới hạn<br />
Hàm lượng este, min % EN 14103 96,5<br />
Tỷ trọng 15 0 C kg/m 3 EN ISO 3675<br />
EN ISO 12185<br />
860 - 900<br />
Độ nhớt, 40 o C mm 2 /s EN ISO 3104 3,5 <strong>–</strong> 5,0<br />
Điểm chớp cháy, min<br />
o 0<br />
C ( F) PrEN ISO 3679 120 (248)<br />
Lưu huỳnh, max mg/kg PrEN ISO 20846 10<br />
13
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Cặn carbon của 10% chưng<br />
cất, max<br />
%<br />
PrEN ISO 20884<br />
EN ISO 10370 0,30<br />
Trị số xêtan, min EN ISO 5165 51,0<br />
Tro sunfat, max % ISO 3987 0,02<br />
Nước, max mg/kg EN ISO 12937 500<br />
Độ nhiễm bần, max mg/kg EN 12662 24<br />
Ăn mòn tấm đồng ở 50 o C,<br />
3giờ, max<br />
EN ISO 2106 Số 1<br />
Độ ổn định oxy hóa ở 110<br />
0 0<br />
C ( F), min<br />
giờ EN 14112 6,0<br />
Chỉ số acid, max mgKOH/g EN 14104 0,50<br />
Chỉ số iod, max gr iod/100g EN 14111 120<br />
Metil este của acid<br />
Linolenic, max<br />
% EN 14103 12,0<br />
Metil este của acid béo bất<br />
bão hòa (≥ 4 nối đôi), max<br />
% - 1<br />
Hàm lượng MeOH, max % EN 14110 0,20<br />
Monoglycerid, max % EN 14105 0,80<br />
Diglycerid, max % EN 14105 0,20<br />
Triglycerid, max % EN 14105 0,20<br />
Glycerin tự do, max %<br />
EN 14105<br />
EN 14106<br />
0,02<br />
Glycerin <strong>tổng</strong>, max %kl EN 14105 0,25<br />
Kim loại nhóm I (Na + K),<br />
max<br />
mg/kg<br />
EN 14108<br />
EN 14109<br />
5,0<br />
Kim loại nhóm I (Ca + Mg),<br />
max<br />
mg/kg PrEN 14538 5,0<br />
Hàm lượng photpho, max mg/kg EN 14107 10,0<br />
Natri và Kali, max ppm EN 5<br />
Độ ổn định oxy hóa, min Giờ EN 3<br />
Bảng 1.10 <strong>–</strong> Tiêu chuẩn BDF nguyên chất (B100) của Việt Nam [16]<br />
Tính chất Đơn vị Phương pháp thử Giới hạn<br />
Hàm lượng este, min % kl TCVN….(EN 14103) 1 96,5<br />
Nước và cặn, max % thể tích<br />
TCVN 7757 (ASTM D<br />
2709)<br />
0,050<br />
Nhiệt độ chưng cất, 90 %<br />
V, max<br />
o<br />
C ASTM D 1160 360<br />
Ăn mòn tấm đồng ở<br />
50 o C, 3giờ, max<br />
TCVN 2694 (ASTM D<br />
130)<br />
Số 1<br />
14
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Khối lượng riêng 15 0 C kg/m 3<br />
Độ nhớt động <strong>học</strong> tại 40<br />
o C<br />
mm 2 /s<br />
Tro sulphát, max % kl<br />
Trị số cetan, min<br />
Chỉ số acid, max mg KOH/g<br />
Độ ổn định ôxy hoá, tại<br />
110 o C, min<br />
Glycerin tự do, max % kl<br />
Glycerin <strong>tổng</strong>, max % kl<br />
15<br />
TCVN 6594 (ASTM D<br />
1298)<br />
TCVN 3171 (ASTM D<br />
445)<br />
TCVN 2689 (ASTM D<br />
874)<br />
TCVN 7630 (ASTM D<br />
613)<br />
TCVN 6325 (ASTM D<br />
664)<br />
860 - 900<br />
1,9 - 6,0<br />
0,020<br />
47<br />
0,50<br />
giờ EN 14112 6<br />
TCVN …(ASTM D<br />
6584) 1<br />
TCVN …(ASTM D<br />
6584) 2<br />
0,020<br />
0,240<br />
Phospho, max % kl ASTM D 4951 0,001<br />
Hàm lượng lưu huỳnh,<br />
max<br />
Điểm chớp cháy cốc kín,<br />
min<br />
% kl<br />
o C<br />
1.2.3. Tính năng sử dụng của nhiên <strong>liệu</strong> biodiesel<br />
ASTM D 5453/<br />
TCVN 6701 (ASTM D<br />
2622)<br />
TCVN 2693 (ASTM D<br />
93)<br />
0,05<br />
BDF có thể sử dụng trực tiếp hoặc phối trộn với DO với mọi tỉ lệ . Các phối trộn<br />
phổ biến nhất là các B5, B10, B20, B100 (Bảng 1.11).<br />
Tên<br />
B5<br />
Tỉ lệ phối<br />
trộn<br />
5% BDF<br />
95% DO<br />
Bảng 1.11 <strong>–</strong> Tính chất các phối trộn BDF [35]<br />
Tính chất<br />
130<br />
Gần giống với DO, nhìn chung đáp ứng yêu cầu của<br />
các nhà sản xuất động cơ. Giảm ô nhiễm không khí do<br />
các hydrocarbon cháy không hết, CO và vật chất dạng
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
B10<br />
B20<br />
10% BDF<br />
90% DO<br />
20% BDF<br />
80% DO<br />
B100 100% BDF<br />
hạt và thải ra CO2 thấp hơn DO.<br />
Giảm ô nhiễm không khí, giảm được các khi gây hiệu<br />
16<br />
ứng nhà kính.<br />
Có thể làm giảm nhẹ (1-2%) công suất máy và tiết<br />
kiệm nhiên <strong>liệu</strong>. Giảm 21% các hydrocarbon không<br />
cháy, 11% CO, 10% bụi lơ lửng (PM). Trước đây cho<br />
rằng tăng khoảng 2% NOx tuy nhiên những nghiên cứu<br />
gần đây cho thấy rằng nhìn chung tăng không đáng kể<br />
hàm lượng NOx.<br />
Có thể làm giảm từ 5 <strong>–</strong> 10% công suất máy và tiết<br />
kiệm nhiên <strong>liệu</strong>.<br />
Nhóm nghiên cứu Chen Hu, Wang Jianxin, Shuai Shijin, Trung Quốc hệ phối<br />
trộn B5 (5% BDF + 95% DO), B20 (20% BDF + 80% DO) chạy thử nghiệm ở động<br />
cơ nặng tốc độ 1200 vòng/phút thì bụi lơ lửng (PM) giảm 25%, trong khi đó khí<br />
NOx thay đổi không đáng kể [50].<br />
Masjuki và các công sự đã nghiên cứu metil este được gia nhiệt của dầu cọ<br />
(POME) trên động cơ diesel. Họ nhận thấy rằng, do gia nhiệt POME nên hoạt động<br />
của động cơ, đặc biệt công suất lực hãm và chỉ tiêu khí thải được cải thiện đáng kể<br />
[28]<br />
Scholl và Sorenson đã nghiên cứu sự đốt cháy metil este từ dầu đậu nành (SEM)<br />
trên động cơ phun trực tiếp. Họ nhận thấy rằng hầu hết các thông số đốt cháy liên<br />
<strong>quan</strong> của SEM chẳng hạn kích nổ chậm, áp lực đỉnh và áp suất danh định tương<br />
đương với sự đột cháy diesel. Họ còn nghiên cứu sự đốt cháy và chỉ tiêu khí thải<br />
của SEM và DO đối với đường kính jiclơ khả vi. Qua đó cho thấy rằng sự kích nổ<br />
chậm của SEM nhạy với đường kính kim phun hơn DO. Khí thải CO sinh ra từ<br />
SEM không đáng kể, HC giảm mạnh, NOx phát sinh từ hai nhiên <strong>liệu</strong> có thể so sánh<br />
được và thông số khói của SEM thấp hơn DO [28].
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
CO2 sinh ra từ BDF có nguồn gốc từ thực vật nên là nguồn cung cấp cho cây<br />
thực hiện quá trình <strong>quan</strong>g hợp trong khi đó lượng CO2 sinh ra từ DO không được<br />
tiêu thụ, là một trong những nguồn gây hiệu ứng nhà kính (Hình 1.1 và Hình 1.2).<br />
Hình 1.1 <strong>–</strong> Vòng đời của CO2 từ biodiesel [50]<br />
17
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Hình 1.2 <strong>–</strong> Vòng đời của CO2 từ diesel [50]<br />
Trong biodiesel hầu như không chứa lưu huỳnh và hydrocarbon nên giảm được<br />
vấn đề mưa acid, ceton, benzen và bụi lơ lửng (PM) (Bảng 1.12), ảnh hưởng đến<br />
sức khỏe con người đặc biệt là hệ hô hấp [36],[50], xem thành phần của bụi lơ lửng<br />
Hình 1.3<br />
Hình 1.3 <strong>–</strong> Thành phần của bụi lơ lửng (PM) [50]<br />
Bảng 1.12 <strong>–</strong> Mức độ giảm khí thải khi sử dụng BDF [50]<br />
Loại khí thải B100 (%) B20 (%)<br />
Hydrocarbon - 93 -30<br />
Cacbon monixit (CO) - 50 - 20<br />
Bụi lơ lửng (PM) - 30 - 22<br />
NOx + 13 + 2<br />
Sunfat - 100 - 20<br />
PAH - 80 - 13<br />
Khí gây phá hủy tầng ô zôn - 50 - 10<br />
Một số lợi ích về mặt kinh tế - kỹ thuật khi sử dụng BDF: Sử dụng BDF làm<br />
nhiên <strong>liệu</strong> tạo sự <strong>chủ</strong> động cho những nước phải nhập nhiên <strong>liệu</strong> và tạo một hướng<br />
18
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
đi mới cho các sản phẩm nông, ngư nghiệp, cải thiện cán cân thương mại. Độ nhớt<br />
tốt, giảm được hiện tượng mài mòn và va đập trong động cơ [72]. Trị số cetan cao<br />
làm tăng khả năng kích nổ cho động cơ. Không chứa lưu huỳnh nên trong quá trình<br />
cháy không tạo SO2 gây ăn mòn và tạo cặn trong buồng đốt. Điểm chớp cháy của<br />
BDF cao hơn DO tạo sự an toàn trong quá trình vận chuyển và tồn trữ [23].<br />
Một số khó khăn khi sử dụng BDF: BDF có giá trị nhiệt lượng thấp hơn DO dẫn<br />
đến tăng lượng tiêu hao nhiên <strong>liệu</strong> biodiesel. Điểm đông đặc và điểm chảy cao gây<br />
khó khăn cho việc sử dụng nhiên <strong>liệu</strong> này ở những vùng có khí hậu lạnh. Biodiesel<br />
thường bị oxy hóa nhanh hơn do đặc điểm thành phần hóa <strong>học</strong>, do đó khó có thể<br />
tích trữ loại nhiên <strong>liệu</strong> này lâu, cần có thêm chất phụ gia để giữ nhiên <strong>liệu</strong> được lâu<br />
hơn. Một số khảo sát gần đây cảnh báo về nguy cơ gây ăn mòn của dầu biodiesel<br />
cao hơn so với dầu diesel [23]. Giá thành của BDF hiện nay cao hơn so với DO<br />
truyền thống do giá thành cao của nguyên <strong>liệu</strong> và sự giới hạn của nguồn nguyên <strong>liệu</strong><br />
dầu, mỡ.<br />
1.2.4. Tình hình phát triển biodiesel trên thế giới<br />
Hiện có khoảng 50 nước trên thế giới khai thác và sử dụng nhiên <strong>liệu</strong> sinh <strong>học</strong> ở<br />
các mức độ khác nhau. Đó là những nhiên <strong>liệu</strong> được sản xuất từ dầu thực vật sạch,<br />
ethanol (chiết xuất từ ngô, mía đường, sắn, phụ phẩm nông nghiệp), diesel sinh<br />
<strong>học</strong>... Năm 2006 toàn thế giới đã sản xuất khoảng 50 tỷ lít etanol (75% dùng làm<br />
nhiên <strong>liệu</strong>) so với năm 2003 là 38 tỷ lít, dự kiến năm 2012 là khoảng 80 tỷ lít. Năm<br />
2005 sản xuất 4 triệu tấn diesel sinh <strong>học</strong> và năm 2010 sẽ tăng lên khoảng 20 triệu<br />
tấn diesel sinh <strong>học</strong> (B100), đến 2010 tăng lên 20 triệu tấn [10].<br />
Ủy ban Nhiên <strong>liệu</strong> Sinh <strong>học</strong> Quốc gia (Mỹ) đã ước tính trong năm 2006, Mỹ đã<br />
sản xuất được 250 triệu galông và 450 triệu galông biodiesel trong năm 2007. Texas<br />
là nhà sản xuất biodiesel lớn nhất ở Mỹ. Bang này đã sản xuất khoảng hơn 100 triệu<br />
galông biodiesel mỗi năm. Chính phủ liên bang thực hiện chính sách giảm thuế và<br />
các khích lệ khác cho ngành công nghiệp biodiesel. EPA (giấy phép chất lượng<br />
không khí và thử nghiệm khí thải) là một ví dụ, quản lí hiệp hội tiêu chuẩn nhiên<br />
<strong>liệu</strong> tái sinh (RSF), khuyến khích tăng lượng sử dụng nhiên <strong>liệu</strong> sinh <strong>học</strong> từ 4 tỉ<br />
19
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
galông trong năm 2006 lên 9 tỉ galông trước năm 2008 và 36 tỉ galông trước năm<br />
2022 [35].<br />
Biodiesel là nhiên <strong>liệu</strong> sinh <strong>học</strong> <strong>quan</strong> trọng nhất ở Châu Âu (EU), chiếm khoảng<br />
80% <strong>tổng</strong> tiêu thụ nhiên <strong>liệu</strong> sinh <strong>học</strong> ở liên minh này (còn lại 20% là etanol). EU là<br />
thị trường tiêu thụ biodiesel lớn nhất thế giới bởi vì hơn một nửa lượng xe ô tô và<br />
xe tải ở Châu Âu dùng động cơ diesel. Châu Âu cũng là nơi sản xuất biodiesel sớm<br />
nhất, bắt đầu từ năm 2002. Chính sách nông nghiệp chung EU bao gồm <strong>chương</strong><br />
trình dự trữ chi trả cho những nông dân không trồng cây lương thực dựa vào tỉ lệ<br />
đất nông nghiệp của họ. Họ được khuyến khích trồng các loại cây như cây cải dầu,<br />
hoa hướng dương, đậu tương cho mục đích công nghiệp. Chính điều này đã thúc<br />
đẩy ngành công nghiệp biodiesel ở Châu Âu phát triển. Năm 2003, EU đã đề ra mục<br />
tiêu sử dụng 2% nhiên <strong>liệu</strong> sinh <strong>học</strong> vào cuối năm 2005 bởi các nước thành viên cho<br />
mục đích vận chuyển và thực tế 1,4% nhiên <strong>liệu</strong> sinh <strong>học</strong> đã được sử dụng đến cuối<br />
năm 2005. Hội đồng Châu Âu tiếp tục đề ra mục tiêu mới đó là tăng lượng sử dụng<br />
lên 8% vào năm 2015 và 25% nhiên <strong>liệu</strong> sinh <strong>học</strong> vào năm 2030. Năm 2004 EU có<br />
14 nước thành viên sản xuất biodiesel, năm 2005 tăng lên thành 20 nước sản xuất.<br />
Tình hình sản xuất biodiesel tăng nhanh đạt 65% giữa năm 2004 và 2005 nâng <strong>tổng</strong><br />
số sản lượng BDF từ 2,9 triệu tấn năm 2005 lên 6,1 triệu tấn trong năm 2007 [35].<br />
Canada là nước xuất khẩu dầu canola lớn (<strong>chủ</strong> yếu sang Nhật). Công nghệ sản<br />
xuất BDF của Canada tập trung theo hướng làm sạch dầu thực vật bằng hidro để tạo<br />
cetan sinh <strong>học</strong> rồi pha vào diesel, sản phẩm gọi là diesel xanh .<br />
Braxin là nước đi đầu trên thế giới về sử dụng nhiên <strong>liệu</strong> tái sinh. Etanol đã được<br />
sử dụng từ năm 1970. Tất cả các loại xăng của nước này đều pha khoảng 25%<br />
etanol (E25), mỗi năm tiết kiệm được trên 2 tỷ USD do không phải nhập dầu mỏ.<br />
Hiện tại, ở nước này có khoảng 3 triệu ôtô sử dụng hoàn toàn ethanol và trên 17<br />
triệu ôtô sử dụng E25 [12]. Tuy nhiên ngành công nghiệp biodiesel ở nước này còn<br />
trẻ nhưng được kỳ vọng là sẽ phát triển nhanh chóng khi chính phủ đề ra mục tiêu<br />
sẽ sử dụng 2% biodiesel vào năm 2008 và 5% vào năm 2013 [35].<br />
20
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Ấn Độ là nước tiêu thụ DO lớn (40 triệu tấn hàng năm) đã có kế hoạch phát triển<br />
các đồn điền trồng cây jatropha ở những vùng đất khô cằn (13 triệu hecta trong kế<br />
hoạch 2002-2007) chỉ để cung cấp nguyên <strong>liệu</strong> sản xuất BDF để năm 2010 thay thế<br />
khoảng 10% diesel dầu mỏ. Nước này đang triển khai một dự án thí điểm chạy BDF<br />
từ dầu hạt bông vải và jatropha cho 5 đến 10 trạm di động thông tin vô tuyến [35].<br />
Trung Quốc là nước nhập khẩu dầu lớn sau Mỹ, năm 2004 nhập gần 100 triệu<br />
tấn dầu thô. Hiện tại, quốc gia này có khoảng 24 triệu ô tô và dự đoán đến năm<br />
2020 vào khoảng 100 triệu ô tô nên lượng xăng dầu sử dụng rất lớn. Vì vậy, nhiều<br />
năm nay đã có <strong>chương</strong> trình phát triển sản xuất etanol từ ngũ cốc và pha 10% etanol<br />
khan vào xăng. Từ năm 2002 đã thí điểm sử dụng xăng pha etanol ở 5 Thành phố:<br />
Trịnh Châu, Lạc Dương, Nam Dương, Tỉnh Hà Nam, Cáp Nhĩ Tân, Triều Đông,<br />
tỉnh Hắc Long Giang. Hiện tại 80% thị phần nhiên <strong>liệu</strong> xăng pha ethanol được sử<br />
dụng tại tỉnh Hắc Long Giang, Tế Lâm, Liễu Ninh và Hà Nam. Đến cuối năm 2005<br />
có thêm 27 Thành phố tại tỉnh Sơn Đông, Hồ Bắc, Giang Tô và Hà Bắc bắt buộc sử<br />
dụng xăng pha etanol. Lượng xăng dầu sử dụng ở các khu vực thí điểm trên chiếm<br />
đến 25% <strong>tổng</strong> mức xăng dầu tiêu thụ quốc gia. Theo <strong>chương</strong> trình phát triển xăng<br />
pha etanol trong kế hoạch 5 năm 2005 - 2010 của Uỷ ban cải cách và phát triển,<br />
Trung Quốc sẽ sản xuất trên 1,1 triệu tấn etanol mỗi năm. Nhà máy sản xuất ethanol<br />
lớn nhất thế giới công suất trên 600.000 tấn/năm bắt đầu hoạt động tại tỉnh Sơn<br />
Đông. Mục tiêu của Trung Quốc là sản xuất 12 triệu tấn nhiên <strong>liệu</strong> sinh <strong>học</strong> (bao gồm<br />
bioetanol và biodiesel) hàng năm và tới năm 2020, đưa tỷ lệ nhiên <strong>liệu</strong> sinh <strong>học</strong> lên<br />
15% <strong>tổng</strong> mức sử dụng nhiên <strong>liệu</strong> trong giao thông vận tải của cả nước. Nguyên <strong>liệu</strong><br />
tiềm năng đầu vào để sản xuất biodiesel gồm có hạt cải dầu, hạt hướng dương, lạc,<br />
vừng, quả hồ trăn,…Sản lượng biodiesel hiện tại của Trung Quốc khoảng 100 - 200<br />
ngàn tấn và đến năm 2010 theo kế hoạch sẽ đạt 2 triệu tấn [26].<br />
Thái Lan đã thành lập Uỷ ban quốc gia về etanol nhiên <strong>liệu</strong> để chỉ đạo thực hiện,<br />
thúc đẩy <strong>chủ</strong> trương phát triển nhiên <strong>liệu</strong> sinh <strong>học</strong>. Dự án Hoàng gia để sản xuất<br />
xăng pha etanol được triển khai từ năm 1985 với sự tham gia của các <strong>Trường</strong> <strong>Đại</strong><br />
<strong>học</strong>, Viện nghiên cứu và các doanh nghiệp. Ngày 26/12/2000, Chính phủ Thái Lan<br />
21
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
đã phê duyệt chính sách xúc tiến mạnh mẽ sản xuất và sử dụng etanol là nhiên <strong>liệu</strong><br />
thay thế. Để phục vụ cho <strong>chương</strong> trình sản xuất sử dụng nhiên <strong>liệu</strong> sinh <strong>học</strong>, các<br />
chính sách nhằm tăng diện tích trồng mía và sắn cho sản xuất cồn đã được ban<br />
hành. Niên vụ 2002 - 2003, Thái Lan có khoảng 1 triệu ha trồng mía với khoảng 60<br />
triệu tấn mía, gấp 4 lần Việt Nam và 20 triệu tấn sắn tươi. Thái Lan đang phấn đấu<br />
đến năm 2015 sử dụng trên 2,5 triệu m 3 etanol chiếm 10% lượng xăng dầu sử dụng<br />
trong nước [26].<br />
Malaysia và Phillipin là các quốc gia có thế mạnh về nghiên cứu và sản xuất<br />
diesel sinh <strong>học</strong> từ cây có dầu tại Đông Nam Á. Malaysia đã hợp tác thành công với<br />
công ty Mitshubishi nghiên cứu sản xuất diesel sinh <strong>học</strong> từ dầu cọ và đã có sản<br />
phẩm bán sang Châu Âu. Trong khi đó, Phillipin đã ban hành Luật về Nhiên <strong>liệu</strong><br />
sinh <strong>học</strong> vào ngày 12/1/2007. Theo đó, xăng và dầu diesel của Philipin sẽ phải pha<br />
1% nhiên <strong>liệu</strong> sinh <strong>học</strong>. Tỷ lệ pha trộn này tăng lên 2-5% sau 2 năm và dự tính sẽ<br />
tăng lên 4% sau 4 năm) [26].<br />
1.2.5. Nghiên cứu biodiesel ở Việt Nam<br />
Tiềm năng dầu khí của nước ta không phải là lớn, từ chỗ xuất khẩu năng lượng<br />
(dầu, than), trong vòng 15 năm tới sẽ phải nhập năng lượng (dự báo tỷ lệ nhập khẩu<br />
khoảng 11-20% vào năm 2020, tăng lên 50-58% vào năm 2050). Xăng dầu dùng<br />
cho giao thông vận tải thường chiếm đến 30% nhu cầu của cả nước (hiện tại phải<br />
nhập hoàn toàn). Nhận thấy tầm <strong>quan</strong> trọng của việc phát triển nguồn nhiên <strong>liệu</strong><br />
sinh <strong>học</strong>. Bộ Công Thương đang triển khai xây dựng "Đề án phát triển nhiên <strong>liệu</strong><br />
sinh <strong>học</strong>" đến năm 2015, tầm nhìn đến 2020, với mục tiêu sản xuất xăng E10 (loại<br />
xăng pha cồn với hàm lượng cồn tối đa là 10% đáp ứng hoàn toàn mọi hoạt động<br />
bình thường của ôtô, xe máy) và dầu sinh <strong>học</strong> nhằm thay thế một phần nhiên <strong>liệu</strong><br />
truyền thống hiện nay [10].<br />
Trong những năm gần đây nước ta bắt đầu đẩy mạnh việc nghiên cứu, đầu tư<br />
máy móc thiết bị, công nghệ để tiến hành sản xuất nhiên <strong>liệu</strong> sinh <strong>học</strong>:<br />
22
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
- Phân viện <strong>Khoa</strong> <strong>học</strong> Vật <strong>liệu</strong> thuộc Viện <strong>Khoa</strong> <strong>học</strong> Công nghệ Việt Nam,<br />
nhóm Hồ Sơn Lâm dùng phản ứng transeste hóa điều chế biodiesel từ dầu hạt cao<br />
su, xúc tác acid, tác chất etanol [3].<br />
- Nhóm Vũ An, Đào Văn Tường Viện <strong>Khoa</strong> <strong>học</strong> Công nghệ Việt Nam dùng<br />
phản ứng transeste để điều chế biodiesel từ dầu cọ, xúc tác kiềm, tác chất là metanol<br />
dùng phương pháp khuấy gia nhiệt [1].<br />
- Nhóm nghiên cứu của Lê Ngọc Thạch, trường <strong>Đại</strong> <strong>học</strong> <strong>Khoa</strong> <strong>học</strong> Tự nhiên, <strong>Đại</strong><br />
<strong>học</strong> Quốc gia TP.Hồ Chí Minh, nghiên cứu <strong>tổng</strong> hợp biodiesel từ mỡ cá tra với tác<br />
chất carbonat dimetyl (DMC); xúc tác KOH, KF/Al2O3, H2SO4, CH3ONa (metoxit<br />
natri) sử dụng phương pháp nhiệt, hóa siêu âm và vi sóng [19].<br />
- Nhóm Phan Minh Tân, trường <strong>Đại</strong> <strong>học</strong> Bách khoa, <strong>Đại</strong> <strong>học</strong> Quốc gia TP.Hồ<br />
Chí Minh: BDF từ dầu dừa, dầu thải, mỡ cá basa...; phương pháp hóa <strong>học</strong>, xúc tác<br />
kiềm, enzyme, p-toluen sunfonic. Sở <strong>Khoa</strong> <strong>học</strong> Công nghệ Thành Phố dã đầu tư<br />
cho dự án sản xuất thử ở quy mô nhỏ [4,5].<br />
- Nhóm Đinh Thị Ngọ, Nguyễn Hữu Trịnh, trường <strong>Đại</strong> <strong>học</strong> Bách khoa Hà Nội,<br />
tập trung vào xúc tác dị thể, kiềm,…để điều chế biodiesel từ mỡ cá, dầu nành, dầu<br />
thực vật [2] [6] [9] [11] [18].<br />
- Cho đến hết năm 2007, <strong>Trường</strong> <strong>Đại</strong> <strong>học</strong> Thành Tây đã thu thập được nhiều<br />
giống Jatropha tốt có xuất xứ từ Trung Quốc, Thái Lan, Indonexia, đến năm 2008,<br />
đủ giống trồng 3 - 5 nghìn ha, từ năm 2009 trở đi, đủ giống trồng hàng trăm nghìn<br />
ha/năm, có nghĩa là đủ giống tốt cung cấp thoả mãn cho dân trồng trong phạm vi cả<br />
nước. Quy trình kỹ thuật thâm canh Jatropha cũng đã được xây dựng, hướng tới<br />
mục tiêu đạt trên 10 tấn hạt/ha/năm.<br />
Đến tháng 8/2007, <strong>Trường</strong> <strong>Đại</strong> Học Thành Tây (Hà Đông <strong>–</strong> Hà Nội) đã phối hợp<br />
với Công ty cổ phần Minh Sơn (Hà Nội), Công ty TNHH Núi Đầu (Lạng Sơn) trồng<br />
được 150 ha Jatropha, trong đó có 120ha ở Lạng Sơn, 30 ha ở Sơn La, hiện nay cây<br />
đang sinh trưởng phát triển tốt. <strong>Trường</strong> đã cộng tác với các nhà đầu tư Hàn Quốc,<br />
Trung Quốc, Malayxia xây dựng các dự án sản xuất và chế biến dầu diesel sinh <strong>học</strong><br />
quy mô lớn ở miền bắc và miền trung, trong đó, trường đã ký biên bản hợp tác với<br />
23
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Công ty Han HWa của Hàn Quốc trồng 25 nghìn ha jatropha và xây dựng nhà máy<br />
diesel sinh <strong>học</strong> 100 nghìn tấn/năm ở Lạng Sơn và Sơn La trong 3 năm 2008 - 2010,<br />
sau đó sẽ tiếp tục mở rộng [19].<br />
Công ty Cổ phần cồn sinh <strong>học</strong> Việt Nam đã đầu tư xây dựng nhà máy sản xuất<br />
cồn công nghiệp với công suất 66.000 m 3 cồn/ năm tại tỉnh Đăk Lắk. Để đảm bảo<br />
nguồn nguyên <strong>liệu</strong> ổn định, công ty đã có kế hoạch triển khai trồng cây tinh bột<br />
Tiboca trên 4.000 ha đất dự án [26].<br />
Công ty đường Biên Hòa và Công ty Fair Energy Asia Ltd của Singapo đã ký<br />
kết bản ghi nhớ ngày 15/8/2007 hợp tác đầu tư xây dựng nhà máy sản xuất cồn sinh<br />
<strong>học</strong>, công suất 50.000 tấn cồn nguyên <strong>liệu</strong>/năm. Nhà máy sẽ được xây dựng tại Cụm<br />
công nghiệp phía Tây sông Vàm Cỏ Đông thuộc huyện Châu Thành, tỉnh Tây Ninh<br />
[26].<br />
Công ty Petrosetco (Việt Nam) và Itochu (Nhật Bản) đang tiến hành dự án<br />
khoảng 80-100 triệu USD để xây dựng nhà máy có công suất 100 triệu lít ethanol<br />
mỗi năm từ nguồn nguyên <strong>liệu</strong> sắn lát. Nhà máy dự định sẽ được đặt tại Khu công<br />
nghiệp Hiệp Phước, TP HCM. Dự kiến, 99,8% sản phẩm sẽ được cung ứng cho thị<br />
trường để pha vào xăng sinh <strong>học</strong> [26].<br />
Công ty trách nhiệm hữu hạn Minh Tú đã khởi công làm nhà máy sản xuất dầu<br />
biodiesel từ mỡ cá basa và dầu hạt jatropha, đầu tư một khoản tiền khá lớn 12 tỷ<br />
đồng [26].<br />
Trước tình hình leo thang của giá dầu và sản lượng khai thác dầu thô của thể<br />
giới bắt đầu giảm các nghiên cứu về điều chế biodiesel được chú ý nhiều, <strong>chủ</strong> yếu<br />
theo phương pháp transeste hóa với nguồn nguyên <strong>liệu</strong> từ dầu đậu nành, dầu dừa,<br />
dầu ăn phế thải, mỡ cá basa. Tuy nhiên, kết quả đạt được của các nghiên cứu trên<br />
chỉ mang tính định hướng, thăm dò và việc thử nghiệm biodiesel chưa phát triển<br />
rộng khắp. Khó khăn lớn nhất khi mở rộng sản xuất biodiesel từ dầu thực vật, mỡ<br />
động vật là giá thành sản xuất cao hơn nhiều so với DO, do đó cần có ưu đãi về<br />
thuế. Nếu sử dụng dầu thực vật không thực phẩm như dầu từ cây jatropha, dầu mỡ<br />
phế thải để sản xuất BDF thì giá thành sẽ giảm đi rất nhiều và mang lại hiệu quả<br />
24
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
kinh tế.<br />
1.3. Quá trình sản xuất biodiesel<br />
1.3.1. Nguyên <strong>liệu</strong> cho sản xuất biodiesel<br />
Nguyên <strong>liệu</strong> đầu sử dụng trong sản xuất BDF bao gồm dầu thực vật (dầu đậu<br />
tương, dầu hạt hướng dương, dầu cọ, dầu hạt nho, dầu dừa, dầu mè, dầu ăn thải…),<br />
mỡ động vật (mỡ cá, mỡ gia cầm và gia súc) và các loại dầu mỡ đã qua sử dụng.<br />
Thành phần cơ bản của những nguyên <strong>liệu</strong> này là lipid và các acid béo (C8 - C22) tự<br />
do. Trong đó, lipid là este của glycerin với các acid béo, hay còn gọi là triglyceride<br />
có công thức chung như sau:<br />
CH 2OCOR 1<br />
CHOCOR 2<br />
CH 2OCOR 3<br />
R1, R2, R3 là các gốc hydrocarbon<br />
Ngoài thành phần chính là các glyceride và các acid béo tự do, trong dầu, mỡ<br />
chưa xử lý còn chứa các hợp chất của phosphore, lưu huỳnh và nước...<br />
Các acid béo thường thấy trong dầu, mỡ, tồn tại dưới dạng glycerid và acid tự do<br />
được trình bày theo Bảng 1.13; thành phần của các acid này trong một số loại<br />
nguyên <strong>liệu</strong> được trình bày trong Bảng 1.14.<br />
Bảng 1.13 - Tên và công thức hóa <strong>học</strong> của các acid béo có trong dầu và mỡ [44]<br />
Tên một số loại Số lượng carbon Công thức Phân tử Điểm nóng<br />
acid<br />
và nối đôi hóa <strong>học</strong> lượng chảy, 0 C<br />
Acid captilic C8:0 C7H15COOH 142,2 16,0<br />
Acid capric C10:0 C9H19COOH 172,3 31,3<br />
Acid lauric C12:0 C11H23COOH 200,3 43,5<br />
Acid myristic C14:0 C13H27COOH 228,4 54,4<br />
Acid panmitic C16:0 C15H31COOH 256,4 62,9<br />
Acid stearic C18:0 C17H35COOH 284,5 69,6<br />
Acid arasidic C20:0 C19H39COOH 312,5 75,4<br />
Acid linolic C18:2 C17H31COOH 280,4 -9,5<br />
Acid oleic C18 :1 C17H33COOH 282,4 14<br />
Acid elaidic C18 :1 C17H33COOH 282,4 51<br />
Acid linoleic C18:3 C17H29COOH 278,4 -<br />
25
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Acid elaeostearic C18:3 C17H29COOH 278,4 -<br />
Acid eruxic C22:1 C21H41C00H 338,4 34<br />
Acid rixinolenic C18:2 C18H34O3 298 -<br />
Bảng 1.14 - Thành phần các acid béo có trong một loại dầu, mỡ (% kl) [13] [60]<br />
Acid béo<br />
Mỡ cá<br />
ba sa<br />
Dầu đậu<br />
nành<br />
Dầu dừa<br />
26<br />
Dầu<br />
hướng<br />
dương<br />
Dầu lạc<br />
Dầu hạt<br />
cao su<br />
Myristic 1,21 0 13-19 - - -<br />
Palmitic 28,66 11,7 8-11 3 10,9 5<br />
Stearic 6,49 3,2 1-3,7 4 3,2 2<br />
Arachidic 0,34 0 - 0,8 1,4 -<br />
Oleic 33,60 23,3 5-8 37 39,2 20<br />
Linoleic 12,63 55,5 2,2 55 39,4 18<br />
Linolenic 1,48 6,3 2 - - 55<br />
Lauric - 0,1 44-52 - - -<br />
Capric - - 6-10 - - -<br />
Với thành phần chính là glyceride của acid trong Bảng 1.14 và các acid béo tự<br />
do, dầu thực vật, mỡ động vật có các tính chất khá gần với diesel về trị số cetan và<br />
nhiệt trị, đây là cơ sở để sử dụng dầu, mỡ làm BDF.<br />
Tiềm năng nguồn nguyên <strong>liệu</strong> cho sản xuất diesel sinh <strong>học</strong> nước ta:<br />
Đậu tương: Diện tích đậu tương cả nước tăng từ 110.000 ha năm 1990 lên<br />
124.000 ha năm 2000 với tốc độ tăng bình quân 22,5%, đến năm 2005 cả nước hiện<br />
có khoảng 203.600 ha gieo trồng đậu tương, năng suất bình quân đạt 1,4 tấn/ha,<br />
tăng 6,3%, sản lượng đậu tương cả nước đạt 291,5 nghìn tấn, cao gấp 2,6 lần so với<br />
năm 1990. Gần 50% sản lượng đậu tương hàng năm được sản xuất ở đồng bằng<br />
sông Hồng và vùng Đông Bắc [26].<br />
Lạc: Diện tích lạc của cả nước tăng từ 200 nghìn ha năm 1990 lên 269 nghìn ha<br />
năm 2005 với tốc độ tăng bình quân 1,5%/năm. Vùng Bắc Trung bộ có diện tích<br />
gieo trồng cao nhất, chiếm 30% <strong>tổng</strong> diện tích lạc hàng năm của cả nước. Năng suất<br />
lạc thời kỳ 1990-2000 đạt tốc độ tăng 4,1%/năm. Năm 2005, năng suất bình quân<br />
của cả nước đạt 1,8 tấn/ha, tăng 0,74 tấn/ha so với năm 1990. Mức tăng năng suất<br />
cao nhất đạt được ở đồng bằng sông Cửu Long với 2,3 tấn/ha. Tốc độ tăng sản
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
lượng lạc trong giai đoạn 1990-2000 đạt 5,3%/năm, sản lượng tăng 90% trong thời<br />
kỳ trên do năng suất tăng 57% và diện tích tăng 20%. Hơn 50% sản lượng lạc của<br />
cả nước được sản xuất ở vùng Bắc Trung bộ và Đông Nam Bộ [26].<br />
Dừa: Về mặt kỹ thuật, các nghiên cứu đã chứng minh rằng dầu dừa là một trong<br />
các nguồn nguyên <strong>liệu</strong> phù hợp cho sản xuất diesel sinh <strong>học</strong>. Cây dừa là cây có khả<br />
năng phát triển tốt tại nước ta. Đây là loại cây dễ trồng, chi phí sản xuất thấp, mang<br />
lại cho người nông dân nhiều giá trị kinh tế. Tổng diện tích trồng dừa tại Việt Nam<br />
năm 2005 là khoảng 132.100 ha và sản lượng là 972.200 tấn, năng suất trung bình<br />
7,35 tấn quả/ ha. Hai khu vực trồng dừa lớn nhất là Đồng bằng sông Cửu long và<br />
miền Duyên hải Nam Trung bộ với diện tích tương ứng là 105.000 và 20.000 ha.<br />
Sản lượng năm 2003 xấp xỉ 714.000 và 136.000 tấn (tính theo trọng lượng quả).<br />
Diện tích trồng dừa của các vùng còn lại khá nhỏ, không đáng kể xét về mặt sản<br />
xuất công nghiệp. Diện tích trồng dừa tiềm năng ở nước ta vào khoảng 220.000 -<br />
250.000 ha, sản lượng trái theo tính toán là khoảng 1.300.000 000 - 1.440.000.000<br />
trái/năm [26].<br />
Mỡ cá ba sa : Việt Nam là một trong những quốc gia xuất khẩu cá basa mạnh<br />
nhất trên thế giới. Tổng lượng cá tra, basa xuất khẩu của Việt Nam năm 2007 đạt<br />
383,2 nghìn tấn với kim ngạch đạt 974,12 triệu USD, tăng 31% về lượng và 26,07%<br />
so với năm 2006. Trong 6 tháng đầu năm 2008, các doanh nghiệp thu mua chế biến<br />
cá tra, basa nguyên <strong>liệu</strong> để chế biến xuất khẩu khoảng 500.000 tấn, trung bình mỗi<br />
ngày thu mua chế biến 3.000 tấn cá nguyên <strong>liệu</strong>, tăng 1.000 tấn/ngày so với cùng kỳ<br />
năm 2007, ước tính doanh nghiệp xuất khẩu trên 50.000 tấn sản phẩm cá tra, basa<br />
chế biến, tăng hơn 65% so với tháng 6/2007. Năm 2007 sản lượng cá tra, ba sa<br />
nguyên <strong>liệu</strong> đạt trên 800.000 tấn/năm tương ứng với lượng mỡ cá trên 200.000<br />
tấn/năm và dự kiến năm 2008 sẽ đạt hơn 1 triệu tấn/năm tương ứng với lượng mỡ cá<br />
khoảng 300.000 tấn/năm [8]. Đây cũng là một trong những nguồn nguyên <strong>liệu</strong> <strong>quan</strong><br />
trọng có thể đáp ứng cho việc sản xuất biodiesel ở Việt Nam tuy nhiên việc sản xuất<br />
mỡ cá cũng cần được quản lí và kiểm soát chặt chẽ để tránh tình trạng gây ô nhiễm<br />
môi trường.<br />
27
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Mức tiêu thụ dầu và mỡ tính theo đầu người ở Việt Nam là rất thấp so với thế<br />
giới, theo số <strong>liệu</strong> mới nhất (TAB Technical Bullectin N 0 12, 2004) năm 2004 là 7<br />
kg/năm.<br />
Theo tổ chức sức khỏe thế giới WHO, một người mỗi ngày cần 2005 calories,<br />
trong đó hơn 30% được lấy từ dầu mỡ. Một gam dầu hoặc mỡ cung cấp khoảng 9<br />
calories từ đó tính được nhu cầu dầu và mỡ trên đầu người/năm là khoảng 30 kg.<br />
Tuy nhiên, WHO khuyến cáo nên sử dụng tối đa 22 kg/năm cho mỗi người. Nếu chỉ<br />
tính riêng dầu thực vật thì Tổ chức Nông nghiệp và lương thực thế giới FAO đưa ra<br />
con số 13,5 kg/người/năm (trong đó 9 kg cho thực phẩm và 4,5 kg cho các nhu cầu<br />
khác như xà phòng, mỹ phẩm, dược phẩm...). Như thế, lấy theo mốc khuyến cáo<br />
của FAO, với dân số của Việt Nam hiện nay là 84 triệu người, thì Việt Nam thiếu<br />
hụt hơn 533.000 tấn dầu thực vật [10,11]. Như vậy, ở điều kiện nước ta hiện nay<br />
việc sử dụng các loại dầu thực vật có tính thực phẩm như dầu dừa, dầu cọ, dầu đậu<br />
phộng, dầu hạt hướng dương… để sản xuất nhiên <strong>liệu</strong> sinh <strong>học</strong> là chưa thực tế và<br />
không đáp ứng về mặt kinh tế, cần phải được xem xét kỹ lưỡng.<br />
Do đó, để có thể phát triển biodiesel ở Việt Nam cần thiết tìm những loại dầu<br />
thực vật và mỡ động vật có giá thành rẻ, sản lượng cao không ảnh hưởng đến an<br />
ninh lương thực và chưa có nhiều ứng dụng trong công nghiệp thực phẩm, một<br />
trong số đó là dầu hạt jatropha.<br />
Jatropha và triển vọng sản xuất biodiesel: Cây jatropha (Jatropha curcas L.)<br />
thuộc chi jatropha, họ Thầu dầu. Chi jatopha có nguồn gốc từ tiếng Hy Lạp, ghép từ<br />
hai chữ Iatrós (bác sĩ) và trophé (thức ăn), ám chỉ công dụng làm thuốc của cây này.<br />
Curcas là tên gọi thông thường của cây Physic nut ở Malabar, Ấn Độ. Tên thông<br />
thường ở các nước hiện nay là jatropha, ở Việt Nam gọi là cây Cọc giậu, Cọc rào,<br />
Cây li, Ba đậu nam, Dầu mè... Jatropha là một loài cây có lịch sử 70 triệu năm,<br />
nguồn gốc từ Mexico (nơi duy nhất có hóa thạch của cây này) và Trung Mỹ, được<br />
người Bồ Đào Nha đưa qua Cape Verde, rồi lan truyền sang châu Phi, châu Á, sau<br />
đó được trồng ở nhiều nước, trở thành cây bản địa ở khắp các nước nhiệt đới, cận<br />
nhiệt đới trên toàn thế giới [15].<br />
28
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Jatropha vốn dĩ là một cây dại, bán hoang dại mà người dân các nước trồng chỉ<br />
để làm bờ rào và làm thuốc, nhưng với những phát hiện mới của khoa <strong>học</strong>, đã cho<br />
thấy Jatropha có tiềm lực giá trị to lớn, được đánh giá rất cao trong việc dùng làm<br />
nguyên <strong>liệu</strong> sản xuất dầu diesel sinh <strong>học</strong>. Cây có chiều cao trung bình từ 3 <strong>–</strong> 5 m và<br />
có thể đạt độ cao đến 8 hoặc 10 m trong điều kiện thuận lợi [66]. Vỏ cây màu xám,<br />
trơn, khi cắt thì cho mủ hơi trắng. Jatropha là cây lâu năm, phủ đất cực kỳ tốt, tuổi<br />
thọ 50 năm, sinh trưởng phát triển được ở hầu hết các loại đất xấu, nghèo kiệt, đất<br />
dốc, đất trơ sỏi đá, không cháy, gia súc không ăn. Bởi vậy cây Jatropha trồng trên<br />
các vùng đất dốc sẽ được coi là cây "lấp đầy" lỗ hổng sinh thái ở các vùng sinh thái<br />
xung yếu miền núi, sớm tạo ra thảm thực bì dày đặc chống xói mòn, chống cháy,<br />
nâng cao độ phì của đất. Không những vậy, jatropha còn có thể trồng ở các vùng đất<br />
sa mạc hóa, bãi thải khai thác khoáng sản, góp phần phục hồi hệ sinh thái các vùng<br />
này. Vì vậy cây jatropha được đánh giá là "vệ sĩ sinh thái", tạo ra hiệu ứng to lớn về<br />
bảo vệ môi trường. Hiện nay jatropha được trồng ở nhiều khu vực như Trung Mỹ,<br />
Bắc Mỹ, Châu Phi và một số nước Châu Á, … [27] [68]. Ở Việt Nam, jatropha mọc<br />
hoang và được trồng phổ biến ở các vùng miền núi phía bắc, miền trung, các vùng<br />
đất cát ven biển từ Hà Tĩnh đến Bình Thuận [19]...<br />
Hạt jatropha chứa hàm lượng dầu từ 20 <strong>–</strong> 40% tùy thuộc vào giống, vùng đất<br />
trồng và kỹ thuật chăm sóc, từ hạt ép ra dầu thô, từ dầu thô tinh luyện được diesel<br />
sinh <strong>học</strong> và glycerin. Mặc dầu diesel sinh <strong>học</strong> được sản xuất từ nhiều loại nguyên<br />
<strong>liệu</strong>: cải dầu, hướng dương, đậu tương, dầu cọ, mỡ động vật…[66], nhưng sản xuất<br />
từ jatropha vẫn có giá thành rẻ nhất, chất lượng tốt, tương đương với dầu diesel hóa<br />
thạch truyền thống.<br />
29
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Hình 1.9 <strong>–</strong> Một số hình ảnh về jatropha<br />
Nếu 1 ha Jatropha đạt năng suất 8-10 tấn hạt/ha/năm có thể sản xuất được 3 tấn<br />
diesel sinh <strong>học</strong>. Loại dầu này sẽ thay thế được 1 phần dầu diesel truyền thống đang<br />
cạn kiệt, giảm thiểu được lượng khí thải gây hiệu ứng nhà kính, là loại dầu cháy hết<br />
và không có lưu huỳnh, là dầu sạch, thân thiện với môi trường. Hạt Jatropha sau khi<br />
ép dầu, 30% là sản phẩm dầu, 70% là khô dầu, có hàm lượng protein khoảng 30%,<br />
dùng làm phân hữu cơ quý, nếu khử hết độc tố có thể làm thức ăn gia súc cao đạm.<br />
1 ha Jatropha, giả thiết đạt 10 tấn hạt/ha/năm sẽ thu được các loại sản phẩm <strong>chủ</strong> yếu<br />
có giá trị cao như sau:<br />
- dầu diesel sinh <strong>học</strong>: 3 tấn x 700 USD/tấn = 2.100 USD<br />
- bã khô dầu: 7 tấn x 300 USD/tấn = 2.100 USD<br />
Như vậy 1 ha Jatropha tạo ra giá trị khoảng 4.200 USD/năm (hơn 60 triệu<br />
đồng/ha/năm), lợi nhuận thu được sẽ phân phối cho nông dân sản xuất nguyên <strong>liệu</strong><br />
và nhà đầu tư công nghiệp chế biến dầu. Jatropha còn tạo ra hiệu ứng xã hội cực kỳ<br />
to lớn. Do trồng ở các vùng miền núi nghèo túng, cây Jatropha sẽ tạo nhiều việc làm<br />
và thu nhập khả <strong>quan</strong> cho đồng bào các dân tộc, trong khi cho đến nay, trên đất dốc<br />
30
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
còn lại của các vùng này vẫn chưa tìm kiếm được bất cứ cây gì khả dĩ trồng được<br />
trên diện tích lớn, có thu nhập cao, lại có thị trường ổn định [25].<br />
Thực tế, trước tình hình khủng hoảng năng lượng chất đốt trên thế giới và các<br />
vấn đề ô nhiễm môi trường toàn cầu đang ngày một gia tăng, các nước đều có xu<br />
hướng đi tìm những nguồn năng lượng sạch hơn, an toàn hơn và bền vững hơn, đó<br />
là loại năng lượng sinh <strong>học</strong>, có thể tái tạo để dần thay thế các nguồn năng lượng hoá<br />
thạch ngày càng bị cạn kiệt. Bộ NN&PTNT đã tuyển chọn và giao cho Viện KHLN<br />
Việt Nam thực hiện đề <strong>tài</strong> “Nghiên cứu gây trồng phát triển cây Cọc rào (Jatropha<br />
curcas)”. Qua khảo sát tại các tỉnh Đồng Nai, Đắc Lắc, Ninh Thuận, Bình Thuận và<br />
Phú Thọ, đề <strong>tài</strong> đã thu thập được 8 xuất xứ hạt hiện có tại Việt Nam và tuyển chọn<br />
được 29 cây trội, đã xây dựng thiết lập vườn tập hợp các giống, cây trội và tiến<br />
hành khảo nghiệm các xuất sứ tại <strong>Đại</strong> Lải, Ninh Thuận và Phú Thọ [15].<br />
1.3.2. Các quá trình chuyển hóa dầu, mỡ thành biodiesel<br />
a) Phương pháp sấy nóng [22]<br />
Phương pháp sấy nóng nhằm giảm độ nhớt nhiên <strong>liệu</strong> vì độ nhớt sẽ giảm khi<br />
nhiệt độ tăng. Tuy nhiên phương pháp này không hiệu quả vì để dầu thực vật và mỡ<br />
đạt được độ nhớt cần thiết cho nhiên <strong>liệu</strong> diesel thì đòi hỏi nhiệt độ khá cao (ví dụ<br />
như đối với dầu canola ở nhiệt độ môi trường thì độ nhớt của nó gấp 12 lần so với<br />
nhiên <strong>liệu</strong> diesel, ở nhiệt độ 80 o C thì độ nhớt vẫn còn gấp 6 lần so với nhiên <strong>liệu</strong><br />
diesel). Hơn nữa hệ thống gia nhiệt cho dầu, mỡ không thể duy trì mãi khi động cơ<br />
không hoạt động, làm cho dầu, mỡ sẽ bị đông lại, đặc biệt là vào mùa đông; trước<br />
khi khởi động dầu, mỡ cần phải được đốt nóng, gây bất tiện cho người lái xe. Hiện<br />
nay ít sử dụng phương pháp này vì không thích hợp, cần có nhiệt độ trên 80 o C.<br />
b) Phương pháp pha loãng [22]<br />
Pha loãng là giải pháp đơn giản, dễ dàng thực hiện ở mọi qui mô. Pha trộn được<br />
tiến hành bằng phương pháp cơ <strong>học</strong>, không đòi hỏi thiết bị phức tạp, hỗn hợp nhận<br />
được bền vững và ổn định trong thời gian dài. Nhược điểm lớn nhất của giải pháp<br />
này là khi tỷ lệ dầu thực vật, mỡ động vật lớn hơn 50% thì không thích hợp, bởi vì<br />
lúc này độ nhớt của hỗn hợp lớn hơn độ nhớt nhiên <strong>liệu</strong> diesel nhiều và đây là khó<br />
31
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
khăn khi sử dụng với tỷ lệ dầu thực vật, mỡ động vật cao làm nhiên <strong>liệu</strong>. Pha loãng<br />
diesel bằng dầu thực vật, mỡ động vật; hỗn hợp 10% dầu thực vật, mỡ động vật có<br />
độ nhớt gần bằng diesel và thể hiện tính năng kỹ thuật tốt đối với động cơ diesel.<br />
c) Phương pháp cracking [22] [28] [57]<br />
Quá trình cracking dầu, mỡ động thực vật gần giống với quá trình cracking dầu<br />
mỏ. Nguyên tắc cơ bản của quá trình là cắt ngắn mạch hydrocarbon của dầu thực<br />
vật, mỡ động vật bằng tác dụng của nhiệt và chất xúc tác thích hợp. Sản phẩm của<br />
quá trình cracking dầu thực vật, mỡ động vật thông thường bao gồm: khí (90%<br />
hydrocarbon), xăng (octan 86, d = 0,75 g/cm 3 ), nhiên <strong>liệu</strong> DO (d = 0,82) và một số<br />
sản phẩm phụ khác. Phương pháp này có nhược điểm là tốn năng lượng, khó thực<br />
hiện ở qui mô nhỏ và sản phẩm gồm nhiều dạng nhiên <strong>liệu</strong>.<br />
d) Phương pháp nhũ tương hóa [22] [28]<br />
Nguyên <strong>liệu</strong> ban đầu là dầu thực vật hay mỡ động vật, rượu, và chất tạo sức<br />
căng bề mặt. Với thiết bị tạo nhũ có thể tạo ra nhũ tương dầu thực vật, mỡ động vật<br />
- rượu trong đó các hạt rượu có kích thước hạt từ 1-150 μm được phân bố đều trong<br />
nhũ tương. Nhược điểm là khó khăn trong việc tạo và duy trì nhũ, lọc nhiên <strong>liệu</strong> và<br />
do rượu bay hơi (nhiệt độ hóa hơi của rượu thấp) làm cản trở hoạt động bình thường<br />
của hệ thống cấp nhiên <strong>liệu</strong> cho động cơ.<br />
e) Hydroprocessing dầu thực vật [22]<br />
Thực chất bao gồm 3 quá trình: hydrocracking (bẻ gãy các phân tử lớn),<br />
hydrotreating (tách oxy), hydrogen hóa (bão hòa nối đôi). Phương pháp này đòi hỏi<br />
cần có xúc tác nên cũng gặp phải những vấn đề của xúc tác. Sản phẩm là siêu cetan<br />
(hydrocarbon no mạch thẳng cùng khoảng nhiệt độ sôi như diesel, chỉ số cetan 55 -<br />
90), hiệu suất khoảng 80%. Pha với DO → diesel xanh. Sản phẩm phụ: C1 - C5;<br />
H2O, CO2. Nhược điểm là diesel xanh không thích hợp cho nhiệt độ thấp, nhiên <strong>liệu</strong><br />
khó phân hủy (giống DO).<br />
f) Phương pháp transeste hóa [22] [40]<br />
Transeste hóa (quá trình rượu phân) là phản ứng hóa <strong>học</strong> giữa một triglycerid<br />
với rượu tạo ra este và glycerin. So với các phương pháp trên, phản ứng transeste<br />
32
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
hóa là lựa chọn tối ưu do quá trình phản ứng tương đối đơn giản và tạo ra sản phẩm<br />
este có tính chất hóa lý gần giống nhiên <strong>liệu</strong> diesel. Hơn nữa, các este có thể được<br />
đốt cháy trực tiếp trong buồng đốt của động cơ và khả năng hình thành cặn thấp<br />
[12]. Phương pháp này không phức tạp, có thể thực hiện ở qui mô nhỏ với điều kiện<br />
cần có các hiểu biết cơ bản về phản ứng este hóa.<br />
1.3.3. Phương pháp transeste hóa và các kỹ thuật thực hiện<br />
Transeste hóa (quá trình rượu phân) là phản ứng hóa <strong>học</strong> giữa một triglycerid<br />
với rượu tạo ra este và glycerin.<br />
Transeste hóa dầu thực vật, mỡ động vật là phương pháp được chú ý nhiều trong<br />
thời gian qua. Nguyên lý chuyển hóa cơ bản có thể mô tả như là phản ứng của một<br />
phân tử triglyceride (đây là acid béo không no, có độ nhớt cao) và ba phân tử rượu<br />
tạo ra ba phân tử este với một phân tử glycerin (Hình 1.4).<br />
H 2C OCOR 1<br />
HC OCOR 2<br />
H 2C OCOR 3<br />
+ 3ROH<br />
33<br />
H2C OH<br />
HC OH<br />
H 2C OH<br />
+<br />
ROCOR 1<br />
ROCOR 2<br />
ROCOR3<br />
Hình 1.4 - Phản ứng transeste hóa dầu thực vật, mỡ động vật nói chung<br />
Phản ứng transeste hóa xảy ra theo ba giai đoạn như sau [64]:<br />
H 2C<br />
Triglycerid Alcol Glycerin Este<br />
Giai đoạn 1:<br />
OCOR 1<br />
HC OCOR 2<br />
C OCOR 3<br />
H 2<br />
KOH<br />
H2C OH<br />
+ R'OH HC OCOR2<br />
H 2C OCOR 3<br />
+ R 1COOR'<br />
Triglycerid Alcol Diglycerid Este<br />
( 1. 1)
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
H 2C<br />
Giai đoạn 2:<br />
OCOR 1<br />
HC OCOR 2<br />
C OCOR 3<br />
H 2<br />
H 2C<br />
Giai đoạn 3:<br />
OCOR 1<br />
HC OCOR 2<br />
C OCOR 3<br />
H 2<br />
KOH<br />
H2C OH<br />
+ R'OH HC OH<br />
34<br />
H 2C OCOR 3<br />
KOH<br />
H2C OH<br />
+ R'OH HC OH<br />
H 2C OH<br />
+ R 2COOR'<br />
Triglycerid Alcol Diglycerid Este<br />
+ R 3COOR'<br />
Triglycerid Alcol Glycerin Este<br />
Metanol, etanol, propanol, butanol…là các alcol có thể sử dụng trong phản ứng<br />
transeste hóa. Metanol và etanol thường được sủ dụng phổ biến nhất đặc biệt là<br />
MeOH do giá thành thấp và những thuận lợi về tính chất hóa lý (tính phân cực và<br />
mạch ngắn) có thể phản ứng dễ dàng với triglycerid và có thể hòa tan NaOH dễ<br />
dàng [71].<br />
Phản ứng transeste hóa là quá trình thuận nghịch, tuy nhiên sự hiện diện của xúc<br />
tác (các acid, baz mạnh hoặc enzim…) sẽ thúc đẩy quá trình phản ứng. Để đạt được<br />
sản lượng cao nhất, alcol ban đầu phải được dùng với lượng dư.<br />
Ứng dụng của phản ứng transeste hóa không chỉ giới hạn trong phòng thí<br />
nghiệm. Rất nhiều quy trình công nghiệp sử dụng phản ứng này sản xuất ra nhiều<br />
loại hợp chất khác nhau, thí dụ: sản xuất PET (polyetilene terphtalat), hay các dẫn<br />
xuất của acid acrylic.<br />
1.3.3.1. Các kỹ thuật thực hiện hiện phản ứng transeste hóa dầu, mỡ<br />
Có nhiều kỹ thuật mới được đưa ra để thực hiện phản ứng transeste hóa dầu mỡ<br />
động thực vật như:
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Kỹ thuật cổ điển: Khuấy trộn hỗn hợp tạo diện tích tiếp xúc tốt giữa hai pha<br />
đồng thời cung cấp nhiệt cho quá trình phản ứng. Phương pháp này dễ thực hiện, có<br />
thể đạt phản ứng hoàn toàn nhưng đòi hỏi thời gian khá dài [1] [19].<br />
Kỹ thuật siêu âm: trong những nghiên cứu gần đây, phương pháp siêu âm<br />
thường được áp dụng cho phản ứng transeste hóa vì có ưu điểm là rút ngắn thời gian<br />
phản ứng đồng thời độ chuyển hóa của phản ứng tương đối cao.<br />
Kỹ thuật vi sóng : cũng là một trong những phương pháp mới được dùng để thực<br />
hiện các phản ứng hóa <strong>học</strong>. Phương pháp vi sóng áp dụng cho phản ứng transeste<br />
hóa cho độ chuyển hóa cao và thời gian phản ứng ngắn [30,31].<br />
Sử dụng môi trường alcohol siêu tới hạn: một trong những hướng nghiên cứu<br />
mới về BDF trong thời gian gần đây tập trung vào phương pháp điều chế không xúc<br />
tác trong môi trường alcol siêu tới hạn. Đối với phản ứng transeste hóa thông<br />
thường, người ta phải giải quyết hai vấn đề: thời gian phản ứng và thời gian tách<br />
BDF (loại xúc tác và xà phòng ra khỏi sản phẩm). Trong phương pháp dùng alcol<br />
siêu tới hạn không có xúc tác, những vấn đề trên không xảy ra. Phản ứng transeste<br />
hóa dầu hạt cải trong metanol siêu tới hạn cho độ chuyển hóa hơn 95% trong vòng 4<br />
phút [55]. Điều kiện tối ưu là nhiệt độ 350 o C, áp suất 30 Mpa, tỷ lệ mol<br />
metanol:dầu là 42:1. Năm 2002, Thổ Nhĩ Kỳ cũng dùng phương pháp này để <strong>tổng</strong><br />
hợp biodiesel từ dầu thực vật với metanol (850K, 100 Mpa) [63]. Năm 2003, nhóm<br />
tác giả Y.Warabi thuộc đại <strong>học</strong> Kyoto nghiên cứu phản ứng transeste hóa<br />
triglyceride và acid béo với metanol siêu tới hạn (300 o C), kết quả nhận được phản<br />
ứng hoàn toàn sau 14 phút [73]. Năm 2004 [58] nghiên cứu phản ứng transeste hóa<br />
dầu hạt hướng dương trong metanol siêu tới hạn cho độ chuyển hóa 78 - 96% trong<br />
vòng 10 - 40 phút ở điều kiện 200 - 400 0 C, áp suất 200 bar, tỷ lệ mol metanol:dầu là<br />
40:1. Năm 2007, nhóm Nguyễn Đình Lâm, Lê Đăng <strong>Khoa</strong> <strong>Trường</strong> <strong>Đại</strong> <strong>học</strong> Đà<br />
Nẵng dùng phản ứng transeste hóa dầu thực vật để điều chế biodiesel bằng phương<br />
pháp siêu tới hạn metanol và thu hồi glycerin có độ tinh khiết cao [7]. Năm 2008,<br />
nhóm tác giả Hiroaki Imahara, Shiro Saka, Jiayu Xin Nhật Bản điều chế biodiesel<br />
với metanol siêu tới hạn nhiệt độ trên 300 o C và thời gian phản ứng 30 phút [51].<br />
35
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Tuy vậy, phương pháp này không phù hợp với điều kiện Việt Nam hiện nay do các<br />
thiết bị cao áp rất đắt tiền.<br />
1.3.3.2. Xúc tác<br />
Phản ứng transeste hóa thường sử dụng các loại xúc tác acid, baz, enzim, xúc tác<br />
rắn và cả một số baz hữu cơ.<br />
Xúc tác acid: Thường sử dụng các acid Bronsted như H2SO4, HCl [42] và<br />
sulfonic (acid p-toluensulfonic) [5]. Cơ chế phản ứng được biểu diễn như sau [61]:<br />
R'<br />
R'<br />
o<br />
OH<br />
OR''<br />
+ + O<br />
OR"<br />
R"= OCOR'<br />
OCOR'<br />
Hình 1.5 <strong>–</strong> Cơ chế phản ứng transeste hóa xúc tác acid<br />
Sự kết hợp proton với nhóm carbonil của este dẫn tới sự hình thành carbocation,<br />
sau đó tác nhân thân hạch là alcol tấn công vào carbocation này sinh ra hợp chất<br />
trung gian tứ diện, loại glycerin để hình thành este mới và tái sinh xúc tác H + .<br />
Theo cơ chế này, những acid carboxylic có thể được tạo thành bởi phản ứng của<br />
carbocation với sự hiện diện của nước trong hỗn hợp phản ứng. Vì vậy nên thực<br />
hiện phản ứng transeste hóa xúc tác acid mà không có nước để tránh sự tạo thành<br />
acid carboxylic, làm giảm hiệu suất phản ứng.<br />
H<br />
R<br />
R'<br />
:Glycerid<br />
+ OH<br />
R'<br />
Phản ứng transeste hóa xúc tác acid cho độ chuyển hóa các alkyl este cao. Tuy<br />
nhiên, phản ứng diễn ra chậm, thời gian phản ứng là hơn 3 giờ để đạt tới độ chuyển<br />
hóa hoàn toàn. Phản ứng chọn lọc, đòi hỏi nhiệt độ cao trên 100 o C [7]. Ngoài ra,<br />
36<br />
OR"<br />
OH<br />
+ O<br />
H<br />
R'<br />
OH<br />
R<br />
OR"<br />
R: nhóm alkil của alcol<br />
R’: nhóm hidrocacbon<br />
của acid béo<br />
+<br />
- H + /R"OH<br />
OR"<br />
O<br />
R' OR
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
xúc tác acid có giá thành khá cao và còn gây ăn mòn thiết bị phản ứng, đây cũng là<br />
nguyên nhân làm cho loại xúc tác này không được sử dụng trong công nghiệp.<br />
Thường chỉ dùng xúc tác acid khi dầu thực vật có hàm lượng acid tự do cao [74]<br />
[52].<br />
Xúc tác kiềm: Phản ứng transeste hóa dầu thực vật, mỡ động vật xúc tác baz diễn<br />
ra nhanh hơn xúc tác acid. Vì lý do này, cùng với việc xúc tác baz ít ăn mòn thiết bị<br />
hơn acid nên loại xúc tác baz rất được ưa chuộng trong công nghiệp, như là alkoxit<br />
kim loại kiềm, các hydroxit cũng như các muối carbonat của kali và natri.<br />
Bước đầu tiên là phản ứng của baz với alcol, sinh ra một alkoxit và một xúc tác<br />
proton hóa. Tác nhân thân hạch alkoxit tấn công vào nhóm carbonil của triglyceride<br />
tạo ra hợp chất trung gian tứ diện, từ alkyl este và anion tương ứng của diglyceride<br />
được tạo thành…, do đó tái tạo hoạt tính, lúc bấy giờ có thể phản ứng với phân tử<br />
alcol tiếp theo, bắt đầu một chu trình xúc tác mới. Các diglyceride và<br />
monoglyceride được chuyển hóa với cùng cơ chế tạo ra một hỗn hợp alkyl este và<br />
glycerin [7] [40]. Cơ chế phản ứng [29] [32] [40] [64]:<br />
R'COO CH2<br />
R''COO CH<br />
H 2C OCR'''<br />
R'COO CH 2<br />
R"COO CH<br />
O<br />
OR<br />
H 2C O C R'''<br />
R'COO CH 2<br />
R''COO CH<br />
H2C O -<br />
O -<br />
+<br />
ROH B RO - BH +<br />
- OR<br />
+ BH +<br />
37<br />
R'COO CH 2<br />
R''COO CH<br />
R'COO CH 2<br />
H 2C O C R'''<br />
R''COO CH ROOCR'''<br />
H2C O -<br />
R'COO CH2<br />
R''COO CH<br />
H2C OH<br />
OR<br />
O -<br />
+ B<br />
( 1 )<br />
( 2 )<br />
( 3 )<br />
( 4 )
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Hình 1.6 <strong>–</strong> Cơ chế phản ứng transete hóa xúc tác baz<br />
Các alkoxid kim loại kiềm (CH3ONa trong phản ứng metanol giải) [56] là những<br />
xúc tác hoạt động nhất, cho hiệu suất chuyển đổi hoặc phản ứng rất cao (> 98%)<br />
trong thời gian ngắn (30 phút) ngay cả ở nồng độ thấp (0,5% mol); tuy nhiên yêu<br />
cầu khan nước, điều này không phù hợp với một số quy trình công nghiệp. Hydroxit<br />
kim loại kiềm (KOH và NaOH) rẻ hơn alkoxit kim loại, nhưng cũng kém hoạt động<br />
hơn. Tuy vậy chúng vẫn là những xúc tác tốt vì cho độ chuyển hóa cao khi tăng<br />
nồng độ xúc tác lên 1 - 2% mol [23]. Ngay cả khi sử dụng hỗn hợp alcol/dầu khan<br />
nước, một lượng nhỏ nước vẫn được sinh ra trong hệ thống bởi phản ứng giữa<br />
hydroxit với alcol. Sự hiện diện của nước làm tăng sự thủy giải những este tạo<br />
thành, kết quả là tạo ra xà phòng. Phản ứng xà phòng hóa không mong đợi này làm<br />
giảm hiệu suất tạo este và gây khó khăn cho việc thu hồi glycerin đồng thời tạo nhũ<br />
trong sản phẩm [37] [69].<br />
Kali carbonat ở nồng độ 2 - 3% mol cho hiệu suất alkyl este cao và giảm lượng<br />
xà phòng. Điều này có thể giải thích do sự hình thành bicarbonat thay vì tạo ra nước<br />
nên không thủy phân este sinh ra [40].<br />
Xúc tác rắn: Phản ứng transeste hóa xúc tác rắn cho độ chuyển hóa các alkyl<br />
este cao. Tuy nhiên, phản ứng diễn ra chậm, thời gian phản ứng là hơn 1 giờ để đạt<br />
tới độ chuyển hóa hoàn toàn [48,49]. Các xúc tác rắn như ZrO2, WOx/ ZrO2 được<br />
sử dụng cho phản ứng transete hóa dầu đậu nành với metanol ở nhiệt độ 475 <strong>–</strong> 575K<br />
và phản ứng este hóa axit n-otanoic với metanol ở nhiệt độ 450 <strong>–</strong> 475K.<br />
ZrO2/Al2(WO4)3 là một xúc tác đầy triển vọng cho quá trình điều chế biodiesel do<br />
hoạt tính xúc tác transete hóa tương tự như phản ứng etse hóa [40].<br />
Xúc tác enzim: Do tính sẵn có và sự thân thiện môi trường, các enzyme thủy giải<br />
ngày càng được ứng dụng rộng rãi trong <strong>tổng</strong> hợp hữu cơ. Chúng có tính chọn lọc<br />
cao, tương đối ổn định và chịu được môi trường dung môi hữu cơ.<br />
Mặc dù phản ứng transeste hóa xúc tác lipaze chưa được đưa vào sản xuất công<br />
nghiệp, những nghiên cứu về xúc tác enzim vẫn được phát triển mạnh mẽ. Điểm<br />
<strong>chủ</strong> yếu của những công trình này là tối ưu hóa các điều kiện phản ứng (dung môi,<br />
38
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
nhiệt độ, pH, cơ chế sinh ra enzim…) để thiết lập những đặc tính phù hợp để áp<br />
dụng vào sản xuất. Tuy nhiên, hiệu suất phản ứng vẫn chưa hiệu quả bằng phản ứng<br />
transeste hóa xúc tác kiềm và thời gian phản ứng kéo dài (hàng chục giờ) [40].<br />
Nhóm Huang Ping-De, Huang Feng-Hong, Huang Qin-Jie, Wang Jian-Xun,<br />
Wang Jiang-Wei Trung Quốc điều chế biodiesel từ dầu ăn thải có giá trị acid cao sử<br />
dụng xúc tác enzyme, dùng phương pháp hóa siêu âm tác chất 1-propanol, tần số 28<br />
kHz, nhiệt độ 40 - 50 0 C, cho hiệu suất 94,86%, trong khi phương pháp hóa <strong>học</strong> cho<br />
hiệu suất 84,43% [39].<br />
Xúc tác baz không ion: Một số baz hữu cơ đã được phát triển và sử dụng làm<br />
xúc tác cho phản ứng transeste hóa dầu thực vật, mỡ động vật. Hình 1.7 thể hiện<br />
một số baz hữu cơ thường được sử dụng trong phản ứng transeste hóa xúc tác baz<br />
không ion.<br />
N<br />
N<br />
N<br />
N N<br />
H<br />
TBD<br />
P<br />
Me7P<br />
N<br />
N<br />
N<br />
N<br />
DBU<br />
N N<br />
CH3<br />
MTBD<br />
N<br />
H17C8<br />
Hình 1.7 - Công thức cấu tạo của một số baz hữu cơ<br />
Trong Bảng 1.15 hoạt tính xúc tác của một số alkylguanidin đã được so sánh với<br />
các baz khác như amidin DBU và DBN, triaminophosphoran BEMP và Me7P.<br />
Bảng 1.15 - Hoạt tính xúc tác của một số baz hữu cơ trong phản ứng transeste<br />
hóa dầu cải với metanol [51]<br />
Xúc tác pKa Hiệu suất (%)<br />
39<br />
H<br />
N<br />
N<br />
N<br />
N<br />
DBN<br />
DCOG<br />
N H<br />
N<br />
- N<br />
N<br />
N - P +<br />
BEMP<br />
H<br />
N<br />
N<br />
TCG<br />
N H
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
40<br />
sau 1 giờ<br />
TBD 25,9 91<br />
BEMP - 66<br />
Me7P 27,52 63<br />
MTBD 25,43 47<br />
DBU 24,32 32<br />
TMG 23,30 18<br />
DBN 23,79 4,5<br />
Bảng 1.15 cho thấy, dùng xúc tác TBD (1, 5, 7-triazabicyclo[4.4.0]dec-5-ene)<br />
dù chỉ với nồng độ 1% vẫn thu được hơn 90% metil este sau một giờ phản ứng. Khi<br />
sử dụng những baz khác trong cùng điều kiện thì hiệu suất không vượt quá 66%.<br />
Điều này không liên <strong>quan</strong> đến độ baz của các hợp chất mà được giải thích bằng<br />
động <strong>học</strong> của phản ứng.<br />
Do đôi điện tử tự do trên nguyên tử nitơ của TBD không bị cản trở nên cho phép<br />
metanol tiếp cận dễ dàng, trong khi với các baz khác đều có chướng ngại lập thể.<br />
H<br />
H<br />
H<br />
N<br />
N N<br />
TBD<br />
H<br />
N<br />
N P<br />
H<br />
H H<br />
H<br />
BEMP<br />
Hình 1.8 - Công thức lập thể của TBD, BEMP, Me7P<br />
Kết quả so sánh hoạt tính xúc tác của TBD với các loại xúc tác thông thường<br />
trong công nghiệp (NaOH và K2CO3) được trình bày trong bảng 1.16.<br />
N N<br />
H H<br />
Bảng 1.16 - So sánh hoạt tính các loại xúc tác.<br />
H<br />
N<br />
N<br />
P<br />
H<br />
Me 7P<br />
N<br />
N<br />
H<br />
H
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
NaOH K2CO3 TBD<br />
Nồng độ xúc tác, % 1 1 2 3 1 2 3<br />
Hiệu suất sau 1 giờ 98,7 84,0 90,3 92,4 89,0 91,4 93,0<br />
Hiệu suất phản ứng transeste hóa với xúc tác TBD gần bằng xúc tác NaOH và<br />
không có sản phẩm phụ là xà phòng. Khi so với K2CO3, TBD luôn hoạt động hơn<br />
ngay cả ở nồng độ thấp. Mặc dù TBD kém hoạt động hơn natri metoxit nhưng nó<br />
không yêu cầu bất cứ điều kiện đặc biệt nào.<br />
1.4. Kỹ thuật siêu âm trong điều chế biodiesel<br />
1.4.1. Khả năng ứng dụng siêu âm trong phản ứng hóa <strong>học</strong><br />
Siêu âm là âm thanh có tần số nằm ngoài ngưỡng nghe của con người (tai người<br />
nghe được các âm có tần số nằm trong khoảng 20Hz <strong>–</strong> 20kHz). Về mặt thực hành,<br />
siêu âm được chia làm hai vùng:<br />
- Vùng có tần số cao (5 <strong>–</strong> 10MHz), ứng dụng trong y <strong>học</strong> để chuẩn đoán bệnh.<br />
- Vùng có tần số thấp hơn (20 <strong>–</strong> 100kHz), ứng dụng trong các ngành khác (kích<br />
hoạt phản ứng hóa <strong>học</strong>, hàn chất dẻo, tẩy rửa, cắt gọt,...) dựa trên khả năng cung cấp<br />
năng lượng của siêu âm.<br />
Hình 1.10 <strong>–</strong> Biên độ tần số sóng âm [61]<br />
Siêu âm cung cấp năng lượng thông qua hiện tượng tạo và vỡ “bọt” (khoảng<br />
cách liên phân tử). Trong môi trường chất lỏng, bọt có thể hình thành trong nửa chu<br />
41
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
kỳ đầu và sẽ vỡ trong nửa chu kỳ sau, giải phóng một năng lượng rất lớn. Năng<br />
lượng này có thể sử dụng tẩy rửa các chất bẩn ngay trong những vị trí không thể tẩy<br />
rửa bằng phương pháp thông thường, khoan cắt những chi tiết tinh vi, hoạt hóa<br />
nhiều loại phản ứng, làm chảy và hòa tan lẫn vào nhau trong việc chế tạo những sản<br />
phẩm bằng nhựa nhiệt dẻo,...<br />
Các thiết bị siêu âm hiện nay <strong>chủ</strong> yếu bao gồm hai dạng: Bồn siêu âm (Hình<br />
1.11), thanh siêu âm (Hình 1.12)<br />
Hình 1.11 - Bồn siêu âm thực hiện phản ứng<br />
42
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Hình 1.12 <strong>–</strong> Thanh siêu âm<br />
Kết quả nghiên cứu tác động của siêu âm lên vật chất cho rằng phản ứng hóa<br />
<strong>học</strong> thực hiện trong siêu âm gồm 3 loại:<br />
Phản ứng đồng thể trong pha lỏng: chịu tác động của siêu âm thông qua cơ chế<br />
gốc tự do hay cơ chế ion hóa.<br />
Phản ứng dị thể pha rắn và pha lỏng: chịu tác động của siêu âm trên loại phản<br />
ứng này thông qua tác động cơ <strong>học</strong> của lỗ hổng giúp làm sạch bề mặt, tăng hoạt tính<br />
kim loại hoặc làm giảm kích cỡ hạt làm tăng diện tích tiếp xúc giữa pha rắn và pha<br />
lỏng.<br />
Phản ứng dị thể pha lỏng - lỏng: trong trường hợp hai pha lỏng không tan vào<br />
nhau và phân thành hai lớp tách biệt thì siêu âm tác động lên phản ứng tại bề mặt<br />
tiếp giáp của hai pha. Sự tạo và vỡ những bọt ở ranh giới giữa hai pha tạo thành<br />
dạng nhũ tương, gia tăng diện tích tiếp xúc giữa hai pha và cung cấp động năng<br />
43
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
cũng như nhiệt năng cho phản ứng. Siêu âm thay thế rất tốt cho các phương pháp cổ<br />
điển trong loại phản ứng này như khuấy từ, đun cổ điển.<br />
Ưu, nhược điểm của việc sử dụng siêu âm trong hóa <strong>học</strong>: Các ưu điểm của siêu<br />
âm không ngừng được phát hiện và chứng minh. Do đó việc ứng dụng rộng rãi siêu<br />
âm trong hóa <strong>học</strong> thực nghiệm, vật <strong>liệu</strong> nano là một hướng phát triển mới của công<br />
nghệ hóa <strong>học</strong> [43]. Trong lĩnh vực hợp chất thiên nhiên, siêu âm <strong>chủ</strong> yếu sử dụng để<br />
hỗ trợ cho phương pháp tẩm trích giúp thu ngắn thời gian ly trích. Trong một số<br />
trường hợp phương pháp siêu âm cho hiệu suất cao hơn phương pháp khuấy từ.<br />
Trong trường hợp tinh dầu vì sự ly trích bằng siêu âm được thực hiện ở nhiệt độ<br />
phòng nên sản phẩm luôn có mùi thơm tự nhiên [20]. Trong <strong>tổng</strong> hợp hữu cơ, siêu<br />
âm giúp tăng tiếp xúc giữa các pha, tăng năng suất và nhiệt độ cho phản ứng, làm<br />
tăng tốc độ phản ứng, thay thế được một số xúc tác chuyển pha.<br />
Các kỹ thuật siêu âm phân hủy ô nhiễm hữu cơ nở rộ trong vài năm gần đây.<br />
Sóng siêu âm với tần số từ 15kHz - 10kHz tác động mạnh lên các phản ứng hóa<br />
<strong>học</strong>. Dưới tác dụng của sóng siêu âm các hợp chất hữu cơ phân hủy theo hai cơ chế:<br />
các hợp chất bay hơi không phân cực như cloroform và clorobenzene <strong>chủ</strong> yếu bị<br />
nhiệt phân trong các bọt bong bóng, trong khi các chất phân cực bị ôxy hóa bởi các<br />
tác chất hoạt động hình thành trong dung dịch do sự phân hủy của nước. Các hợp<br />
chất hữu cơ có chứa clo gây ô nhiễm nước là <strong>chủ</strong> yếu. Hàng loạt các nghiên cứu về<br />
sự phân hủy nhờ tác động của sóng siêu âm đã được tiến hành với các dẫn xuất<br />
halogen như các clorophenol, o-clorotoluen, trichloroetilen, diclorobenzen [43].<br />
Nhiều công trình nghiên cứu cho thấy siêu âm với tần số 200kHz dể dàng khử ion<br />
kim loại. Như vậy mở ra xu hướng mới trong công nghệ xử lý môi trường, đó là<br />
việc xử lý nước chứa các ion kim loại độc hại đưa các ion kim loại độc hại về dạng<br />
ít độc hại hơn, và điều chế các hạt xúc tác oxit kim loại dùng cho phản ứng oxy hóa<br />
<strong>quan</strong>g hóa các chất độc hại có trong nước.<br />
Tóm lại siêu âm có thể tăng hiệu suất phản ứng, làm giảm thời gian phản ứng và<br />
đóng góp <strong>quan</strong> trọng trong hóa <strong>học</strong> xanh, cải thiện môi trường.<br />
44
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
Mặc dù có những ưu điểm nổi bật kể trên nhưng siêu âm còn có khuyết điểm là<br />
không thể áp dụng cho pha rắn. Việc sử dụng siêu âm trong công nghiệp cũng gặp<br />
nhiều khó khăn do thiết bị siêu âm tương đối đắt tiền [43].<br />
1.4.2. Ứng dụng siêu âm trong điều chế biodiesel<br />
Ngoài việc tạo môi trường phản ứng có nhiệt độ cao, sóng siêu âm còn tạo sự<br />
pha trộn các pha khó hòa tan vào nhau. Chính vì vậy nhiều nhà khoa <strong>học</strong>, đi tiên<br />
phong là Nhật Bản, đã nghiên cứu sử dụng siêu âm cho phản ứng transester hóa dầu<br />
thực vật và đã thu được nhiều kết quả khả <strong>quan</strong>. Ngoài ra, Viện Công nghệ Môi<br />
trường - Viện <strong>Khoa</strong> <strong>học</strong> Công nghệ Việt Nam, nhóm Nguyen The Dong, Hoang<br />
Duc Hanh dùng phản ứng transeste hóa điều chế biodiesel từ triolein với nhiều<br />
alcohol khác nhau dùng xúc tác kiềm sử dụng phương pháp siêu âm [46,47]; <strong>Khoa</strong><br />
Hóa, <strong>Trường</strong> <strong>Đại</strong> <strong>học</strong> <strong>Khoa</strong> <strong>học</strong> Tự nhiên, <strong>Đại</strong> <strong>học</strong> Quốc gia TP. Hồ Chí Minh, BDF<br />
từ dầu thải (dầu nành thải trong quá trình tinh luyện, dầu hạt bông vải, dầu cọ thải<br />
trong quá trình sản xuất mỳ ăn liền, dầu ăn thải sau chiên rán, dầu thải từ các nhà<br />
hàng kentucky - chứa hàm lượng cao mỡ gà,...) dùng phương pháp hóa siêu âm<br />
[23]; nhóm nghiên cứu Lê Ngọc Thạch, <strong>Trường</strong> <strong>Đại</strong> <strong>học</strong> <strong>Khoa</strong> <strong>học</strong> Tự nhiên, <strong>Đại</strong><br />
<strong>học</strong> Quốc gia TP.Hồ Chí Minh, nghiên cứu <strong>tổng</strong> hợp biodiesel từ mỡ cá tra dùng<br />
phương pháp hóa siêu âm tác chất carbonat dimetil (DMC); xúc tác KOH,<br />
KF/Al2O3, H2SO4, CH3ONa (metoxit natrium), [14]; nhóm Huang Ping-De, Huang<br />
Feng-Hong Trung Quốc thì điều chế biodiesel từ dầu ăn thải có giá trị acid cao sử<br />
dụng xúc tác enzim, dùng phương pháp hóa siêu âm [37]; nhóm H. Bandow, Y.<br />
Maeda, Carmen Stavarache, M. Vinatoru ở <strong>Đại</strong> <strong>học</strong> Rumani và Nhật Bản áp dụng<br />
phương pháp hóa siêu âm dùng phản ứng transeste hóa điều chế biodiesel từ dầu<br />
thực vật sử dụng xúc tác kiềm [33]…<br />
Ưu điểm của phương pháp hóa âm điều chế BDF [33] [45,46,47] [54] [59]<br />
[70,71].<br />
- Giảm thời gian phản ứng.<br />
- Giảm thời gian tách sản phẩm.<br />
- Giảm đáng kể lượng xúc tác.<br />
45
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
- Sản phẩm thu được có độ tinh khiết cao, đặc biệt là glycerin thu được khá<br />
tinh khiết, mở rộng phạm vi ứng dụng.<br />
Tất cả những điều này dẫn tới tiết kiệm chi phí và năng lượng cho quá trình điều<br />
chế, do đó sẽ hạ giá thành sản phẩm.<br />
Trên cơ sở phân tích ưu nhược điểm của các phương pháp điều chế BDF kể trên,<br />
trong điều kiện trang thiết bị nghiên cứu và kinh nghiệm hiện có, chúng tôi chọn<br />
phương pháp hóa siêu âm để điều chế BDF dầu hạt jatropha.<br />
1.5. Điều chế biodiesel từ dầu hạt jatropha<br />
Những phát hiện của khoa <strong>học</strong> về tiềm năng sản xuất BDF từ cây jatropha, đến<br />
nay trên thế giới và nước ta đã có rất nhiều công trình nghiên cứu điều chế biodiesel<br />
với các phương pháp khác nhau từ loại cây này. Cụ thể:<br />
Nhóm nghiên cứu E. L. M. Rabé, L. M. T. Somers và L. P. H. de Goey đã điều<br />
chế biodiesel từ dầu hạt jatropha trồng ở Tanzania sử dụng xúc tác NaOH, dùng<br />
phương pháp hóa <strong>học</strong> một giai đoạn với tác chất metanol, nhiệt độ 60 <strong>–</strong> 70 0 C, cho<br />
hiệu suất khoảng 90% [72].<br />
Nhóm A. K. Tiwari, A. Kumar, H. Reheman, nghiên cứu <strong>tổng</strong> hợp metil ester từ<br />
dầu hạt jatropha trồng ở West Bengal, Ấn Độ. Nhóm này dùng phương pháp hóa<br />
<strong>học</strong> hai giai đoạn với tác chất metanol, sử dụng xúc tác acid H2SO4 trong giai đoạn<br />
một và xúc tác KOH trong giai đoạn hai ở nhiệt độ 60 0 C, cho hiệu suất hơn 99%<br />
[59].<br />
Nhóm M. G. Devanesan và các cộng sự đã sử dụng dòng vi khuẩn Pseudomonas<br />
Fluorescens thu hồi MTC 103 để xúc tác cho phản ứng transeste hóa dầu hạt<br />
jatropha, sử dụng tác chất metanol trong hexan với tỉ lệ mol dầu/metanol là 1:4, pH<br />
~ 7, nhiệt độ 40 0 C trong 48 giờ, cho hiệu suất 72% [43].<br />
Nhóm H. J. Berchmans, S. Hirata, đã điều chế BDF từ dầu hạt jatropha bằng<br />
phương pháp hóa <strong>học</strong> hai giai đoạn. Sử dụng xúc tác acid H2SO4 trong giai đoạn 1<br />
và xúc tác baz NaOH trong giai đoạn 2, cho hiệu suất 90% trong 2 giờ [36].<br />
Nhóm nghiên cứu H. Lu và các cộng sự điều chế BDF từ dầu hạt jatropha bằng<br />
phương pháp hóa <strong>học</strong> hai giai đoạn. Trong nghiên cứu này họ sử dụng tác chất<br />
46
Nguyễn Thành Tiến Luận văn thạc sỹ<br />
metanol và hai loại xúc tác trong giai đoạn 1 là H2SO4 và xúc tác rắn SO4 2- /TiO2,<br />
cho hiệu suất chuyển hóa các acid tự do thành metil este tương đương nhưng với<br />
xúc tác rắn phải sử dùng lượng tác chất metanol nhiều hơn và nhiệt độ phản ứng cao<br />
hơn xúc tác H2SO4. Trong giai đoạn 2, họ sử dụng 1,3% KOH, tỉ lệ mol<br />
dầu/metanol 1:6, cho hiệu suất chuyển hóa BDF hơn 98% ở 64 0 C trong 20 phút<br />
[61].<br />
Nhóm Lê Viết Hải và cộng sự, trường <strong>Đại</strong> <strong>học</strong> <strong>Khoa</strong> <strong>học</strong> Tự nhiên, <strong>Đại</strong> <strong>học</strong><br />
Quốc gia TP.Hồ Chí Minh, đang thực hiện đề <strong>tài</strong> sản xuất biodiesel quy mô công<br />
nghiệp từ dầu hạt jatropha dùng xúc tác kiềm, tác chất metanol và etanol, sử dụng<br />
phương pháp hóa <strong>học</strong> và hóa siêu âm. Bước đầu thu được kết quả khả <strong>quan</strong>.<br />
47









![TÀI LIỆU THAM KHẢO Tiếng Việt [1]. Vũ An, Đào Văn Tường (2006 ...](https://img.yumpu.com/7882663/1/184x260/tai-lieu-tham-khao-tieng-viet-1-vu-an-ao-van-tuong-2006-.jpg?quality=85)

