NarzÄdzia z wÄglika spiekanego
NarzÄdzia z wÄglika spiekanego NarzÄdzia z wÄglika spiekanego
Narzędzia z węglika spiekanego | Wskazówki techniczneWskazówki odnośnie użycia wymiennych główek wiertła TTDPraktyczne wskazówkiPilotowanie Od głębokości wiercenia równej 5xD zaleca sięwykonanie otworu pilotowego. Nawiercenie po pilotowaniu jest wykonywane przy tejsamej geometrii głowicy wiertarskiej przy zastosowaniuzredukowanych parametrów skrawania (około 1/2 v ciokoło 1/2 v f). Następnie wiercenie jest wykonywaneprzy użyciu regularnych parametrów skrawania bezodsuwania narzędzia. Wprowadzenie wiertła w otwór pilotowy powinnonastąpić ze zredukowanymi obrotami i bez dopływuchłodziwa – do 1 mm od dna otworu pilotowego.Wskazówki odnośnie wiercenia przy użyciu uchwytu 12xD W przypadku głębokości wiercenia równej 12xDkonieczny jest otwór pilotowy. Ciśnienie chłodziwa musi wynosić przynajmniej40 barów. Przy obróbce materiałów stalowych nie jest konieczneodmocowywanie. W przypadku napędzanego narzędzia możliwe jest jegoużycie na tokarce. Zaleca się podwyższenie prędkości skrawania o 30% wstosunku do wartości standardowej. W przypadku materiałów stalowych, żeliwnych wzgl. zestali VA zaleca się użycie wymiennej główki wiertła TTDtypu 02.Nieporuszające się narzędzie W przypadku nieporuszającego się narzędziazakończenie obszaru wiórów należy ustawić poziomo,aby nie powstawał zator wiórów.Dokładność biciamaks. 0,02 mmmaks. 0,04 mmSytuacja dotycząca chłodziwa Ciśnienie chłodziwa jest zależne od głębokości wiercenia:maks.1xD1xD: 8 barów3xD: 8 barów5xD: 12 barów8xD: 25 barów12xD: 40 barów238
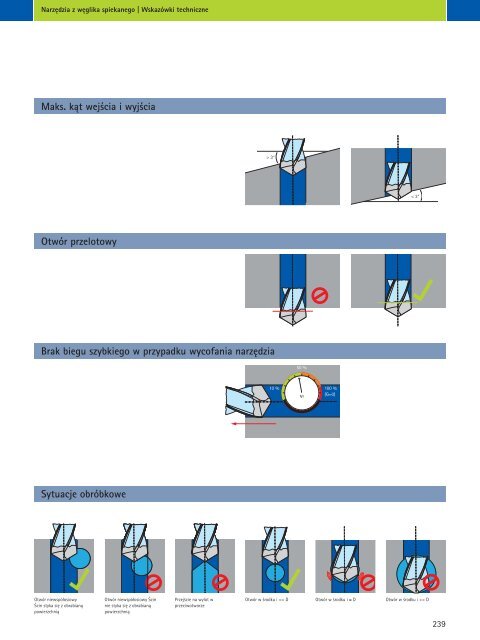
Narzędzia z węglika spiekanego | Wskazówki techniczneMaks. kąt wejścia i wyjścia> 3°< 3°Otwór przelotowyBrak biegu szybkiego w przypadku wycofania narzędzia50 %10 %vfvf100 %(G=0)Sytuacje obróbkoweOtwór niewspółosiowyŚcin styka się z obrabianąpowierzchniąOtwór niewspółosiowy Ścinnie styka się z obrabianąpowierzchniąPrzejście na wylot wprzeciwotworzeOtwór w środku i > D239
- Page 188 and 189: Narzędzia z węglika spiekanego |
- Page 190 and 191: Narzędzia z węglika spiekanego |
- Page 192 and 193: Narzędzia z węglika spiekanego |
- Page 194 and 195: Narzędzia z węglika spiekanego |
- Page 196 and 197: Narzędzia z węglika spiekanego |
- Page 198 and 199: Narzędzia z węglika spiekanego |
- Page 200 and 201: 200
- Page 202 and 203: Narzędzia z węglika spiekanego |
- Page 204: Narzędzia z węglika spiekanego |
- Page 207 and 208: Narzędzia z węglika spiekanego |
- Page 209 and 210: Narzędzia z węglika spiekanego |
- Page 211 and 212: Narzędzia z węglika spiekanego |
- Page 213 and 214: Narzędzia z węglika spiekanego |
- Page 215 and 216: Narzędzia z węglika spiekanego |
- Page 217 and 218: Narzędzia z węglika spiekanego |
- Page 219 and 220: Narzędzia z węglika spiekanego |
- Page 221 and 222: Narzędzia z węglika spiekanego |
- Page 223 and 224: Narzędzia z węglika spiekanego |
- Page 225 and 226: Rozwiązania praktyczneRozwiązania
- Page 227 and 228: Narzędzia z węglika spiekanego |
- Page 229 and 230: Narzędzia z węglika spiekanego |
- Page 231 and 232: Rozwiązania praktyczneRozwiązania
- Page 233 and 234: Narzędzia z węglika spiekanego |
- Page 235 and 236: Narzędzia z węglika spiekanego |
- Page 237: Wskazówki techniczneWskazówki tec
- Page 241 and 242: Narzędzia z węglika spiekanego |
- Page 243 and 244: Narzędzia z węglika spiekanego |
- Page 245 and 246: Narzędzia z węglika spiekanego |
- Page 247 and 248: Narzędzia z węglika spiekanego |
- Page 249 and 250: Narzędzia z węglika spiekanego |
- Page 251 and 252: Narzędzia z węglika spiekanego |
- Page 253 and 254: Narzędzia z węglika spiekanego |
- Page 255 and 256: Narzędzia z węglika spiekanego |
- Page 257 and 258: Narzędzia z węglika spiekanego |
- Page 259 and 260: Narzędzia z węglika spiekanego |
- Page 261 and 262: Narzędzia z węglika spiekanego |
- Page 263 and 264: Narzędzia z węglika spiekanego |
- Page 265 and 266: Narzędzia z węglika spiekanego |
Narzędzia z węglika <strong>spiekanego</strong> | Wskazówki techniczneMaks. kąt wejścia i wyjścia> 3°< 3°Otwór przelotowyBrak biegu szybkiego w przypadku wycofania narzędzia50 %10 %vfvf100 %(G=0)Sytuacje obróbkoweOtwór niewspółosiowyŚcin styka się z obrabianąpowierzchniąOtwór niewspółosiowy Ścinnie styka się z obrabianąpowierzchniąPrzejście na wylot wprzeciwotworzeOtwór w środku i > D239


