numer 01 (22) 2005 - Forum NarzÄdziowe Oberon
numer 01 (22) 2005 - Forum NarzÄdziowe Oberon
numer 01 (22) 2005 - Forum NarzÄdziowe Oberon

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
6Artykuł sponsorowanyVENTURE – optyczna maszynapomiarowa do drobnych przedmiotówz tworzyw sztucznych i nie tylkoW technice często występują drobne elementy z tworzyw sztucznych. Ich zastosowanie jest bardzo różne, od przemysłu samochodowego,gdzie obejmuje uszczelki, wyłączniki, przełączniki, rączki i uchwyty, poprzez elementy elektryczne, jak np. fragmenty bezpieczników, aż do przemysłumedycznego, gdzie mierzone są elementy strzykawek, stenty i elementy wspomagające pracę organów wewnętrznych człowieka. Są to z regułyprzedmioty bardzo małe i delikatne, stąd ich pomiary metodami stykowymi są praktycznie niemożliwe. W artykule przedstawiono zastosowanieoptycznej maszyny pomiarowej do analizy tego typu przedmiotów. Pozwala ona na szybkie pomiary 3D mierzonych przedmiotów, w trybie CNC,włącznie ze skaningiem. Do maszyny można dołączyć dodatkowo głowicę stykową do pomiaru cech w miejscach niedostępnych dla optyki.Urządzeniem pomiarowym opracowanym do takich pomiarów jestoptyczna maszyna pomiarowa Venture firmy BATY. Nowo opracowany zakreswielkości tych maszyn obejmuje trzy wielkości: VI-2<strong>01</strong>0 ma zakres przemieszczeńosi X, Y i Z odpowiednio 200mm x 100mm x 169mm, VI-3030 ma 300mmx 300mm x 169mm, a VI-6040 ma 600mm x 400mm x 169mm. Wszystkiete urządzenia mogą pracować w wersji dwu- lub trzyosiowej oraz w trybieręcznym lub CNC. Celem stworzenia tego urządzenia było ponadto połączenienajbardziej zaawansowanych technologii optycznych i funkcjonalności oprogramowaniaze sprawdzonym układem konstrukcyjnym stosowanym przezBATY z powodzeniem w innych urządzeniach optycznych.System standardowy obejmuje:• liniały o podwyższonej rozdzielczości 0,5 mikrona w celu osiągnięcia lepszejdokładności,• obiektyw z zoom 6.5:1 z opcją adaptera 2.0x lub 0,5x do wyboru odpowiedniegopowiększenia,• kamera CCD o wysokiej rozdzielczości z obrazem kolorowym wysokiej definicjii możliwością łatwego zapamiętywania i zapisu obrazu,• w pełni programowalny system oświetlenia LED (kąt, kierunek),• ślizgowe mocowanie osi Z (większy udźwig),• automatyczny sensor krawędziowy z narzędziami skaningu: okrąg, łuk, linia,punkt oraz skaning swobodny umożliwiający zebranie tysięcy punktówpomiarowych w ciągu sekund,• auto-fokus (CNC) i system znajdowania ogniska dla przyrządów ręcznych,• funckja Best fit umożliwiająca dopasowanie i porównanie do rysunku z plikuDXF, natychmiastowa ocena dobry – zły nawet dla bardzo złożonych kształtów,• tworzenie zwymiarowanego rysunku mierzonego przedmiotu,• SPC z histogramem i prostymi kartami statystycznymi,• automatyczne łącze do Excel’a.Jednym z podstawowych problemów przy pomiarach optycznych,aby zapewnić poprawność obserwacji mierzonej krawędzi jest właściwe oświetlenie.Specjalnie zaprojektowana programowalna głowica z oświetleniemskładającym się z 64 diod LED pozwala użytkownikowi dowolnie zdefiniować,który segment diod ma być włączony, a który nie. Dzięki temu bez zmiany położeniamożna uzyskać oświetlenie pod różnymi kątami, do pokazania różnychkrawędzi trudnych optycznie. Segmenty oświetlenia można ponadto obracaći regulować ich intensywność. Po pierwszym ustawieniu, warunki oświetleniazostają zapamiętane i zostają przywołane przez software przy uruchomieniudanego programu pomiarowego. Tak dobre światło zapewnia również wysokąjakość kolorowego obrazu, uzyskiwanego przez kamerę. Opcją dodatkową jestoświetlenie poprzez obiektyw, np. do pomiaru otworów nieprzelotowych.Kolejną ważną cechą jest zaskakującałatwość i dokładność pomiarów w osi pionowej,zarówno w systemach z przesuwem CNC, jaki ręcznym. W CNC stosowany jest system autofokus, szybko znajdujący najlepsze położenie,a w systemach ręcznych tzw. ogniskomierzpozwalający szybko ustawić odpowiednie położeniaoraz software’owo wyeliminować niedokładnościi błędy operatora. To wszystko dajeVenture’owi bardzo wszechstronne możliwościpomiarowe. Pozwala też na inspekcję i pomiarybardzo trudnych przedmiotów z plastiku lubgumy, wykonanych w czarnym kolorze.Opcją dodatkową dokamery jest również dołożeniegłowicy stykowej. Pozwala to napomiar tego samego przedmiotuczęściowo optycznie, a częściowostykowo. Jest to szczególnie użyteczneprzy pomiarze fragmentówniewidocznych dla kamery – np.otwory w płaszczyźnie XZ lub YZpowiązane z cechami geometrycznymiw XY. Cały przedmiot możnawięc zmierzyć w jednym tylkozamocowaniu, bez specjalnychi skomplikowanych konieczności bazpośrednich. Do bardziej zaawansowanychaplikacji możliwe jest równieżdołożenie magazynka głowic.
Artykuł sponsorowany7MOŻLIWOŚCI OPROGRAMOWANIANarzędzia oprogramowania pozwalają na pomiary linii krzywych.Urządzenie skanuje nieznany przedmiot i rozpisuje go na proste elementygeometryczne lub porównuje z plikiem DXF oceniając poprawność wykonaniaprzedmiotu na podstawie zadanych tolerancji.obraz przedmiotu można teraz wydrukować dołączając nawet obowiązującątabelkę, zawierającą dane firmy, przedmiotu mierzonego, datę i czas oraz daneoperatora.Dzięki temu oprogramowanie jest bardzo przyjazne dla użytkownikaniezależnie od zastosowania. Wyniki można ponadto jednym klawiszemwysłać do Excel’a, a obraz z kamery zapisać jako plik graficzny. Po zmierzeniupartii takich samych przedmiotów wyniki pomiarów można przedstawić wformie statystycznej, z wartością średnią, rozrzutem i odchyleniem standardowym,ale również z histogramem i prostymi kartami SPC.LASEROWE POMIARY KONTURUTechnika skanowania laserowego może być obecnie wykorzystanado szybkiego zbierania tysięcy punktów z powierzchni mierzonego przedmiotu.Firma BATY zintegrowała współogniskowy laser przechodzący przezobiektyw bezpośrednio związany z systemem CNC. Efektem jest szybki bezstykowyskaning powierzchni 3D. Wystarczy określić obszar skanowania i oś Zsama automatycznie będzie nadążać za zmianami wysokości. Otrzymany zbiórpunktów można wyeksportować dla celów modelowania 3D lub porównać zewzorcem. Laser można również wykorzystać do szybkich i bardzo dokładnychpomiarów wysokości, płaskości i prostoliniowości.Po wczytaniu profilu z pliku, oprogramowanie wykonuje operacjęnajlepszego dopasowania punktów rzeczywistych do nominalnych. Następniepunkty pokazują się jako „zielone” (poprawne) lub „czerwone” (poza tolerancją).Do skanowania można dołączyć również standardowe wymiarowanie.Wyniki pomiarów podawane są w formie zwymiarowanego rysunku przypominającegorysunek konstrukcyjny. Wymiary w tolerancji znów podawane sąna zielono, a poza tolerancją na czerwono, co umożliwia błyskawiczną ocenęwzrokową przedmiotu. Odchyłki kształtu i położenia pokazywane są równieżzgodnie z obowiązującymi zasadami rysunku technicznego. Gotowy zmierzonyOptyczna maszyna pomiarowa Venture firmy BATY może się zatemzmienić w zależności od potrzeb w konturoskop optyczny.Venture jest więc świetnym sposobem na szybkie i dokładne pomiarymałych i miękkich przedmiotów z tworzyw sztucznych i nie tylko.Michał Wieczorowski
ZWIEKSZ SWOJE OBROTYELEKTROWRZECIONA NSKPrecyzja & NiezawodnośćRobert Dyrda, 88-100 Inowroc∏aw, ul. Cicha 15, tel.fax (052) 353-39-83, 354-24-00, fax (052) 358-00-90, www.oberon.pl
10RaportRaportTARGIGdzie spotkać ludzi z branży, uzyskać dokładnych informacji technicznych, wypróbować najnowsze technologie? Niewątpliwie targi branżowe to najlepszeku temu miejsce. Każdego roku w Polsce i w Europie odbywa się kilkadziesiąt imprez targowych dotyczących przetwórstwa tworzyw sztucznych i gumy, narzędzi, maszynoraz szeroko pojętych kwestii narzędziowych.Stale obserwujemy wzrost ilości wystawców, a co za tym idzie powierzchni ekspozycyjnych. Organizatorzy targów wciąż rozszerzają swój zasięg – szczególnieod momentu przystąpienia Polski do UE. Kładą również silny nacisk na prezentację nowości technologicznych. To już nie tylko zwykłe stoiska, ale specjalne przestrzenieprezentacyjne, gdzie można samodzielnie wypróbować interesujące nas maszyny i urządzenia oraz skorzystać z profesjonalnej wiedzy sprzedawców. To takżedoskonała okazja zdobycia wiedzy oraz praktycznych umiejętności poprzez uczestnictwo w seminariach i warsztatach.W imieniu organizatorów targów serdecznie zapraszamy do uczestnictwa w przedstawionych poniżej imprezach. Nas również możecie Państwo tam spotkać.Do zobaczenia…Monika TwarużekImprezy krajowe:<strong>2005</strong> MARZEC KWIECIEŃ MAJ CZERWIEC LIPIEC SIERPIEŃ WRZESIEŃ PAŹDZIERNIK LISTOPAD GRUDZIEŃMiędzynarodowe Targi Narzędzii Obrabiarek06-09 SZCZEGÓŁY NA STR. 13TOOLEXPO KatowiceIX Międzynarodowe TargiPrzetwórstwa Tworzyw Sztucznych31-03PLASTPOL KielceXI Międzynarodowe TargiTechnologii dla Odlewnictwa28-30METAL KielceIV Wystawa Technologii,Przetwórstwa i ZastosowaniaMetali Nieżelaznych28-30NONFERMET KielceV Targi Przemysłowej TechnikiPomiarowej28-30CONTROL-TECH KielceX Targi Obrabiarek, Narzędzii Urządzeń do Obróbki MateriałówEUROTOOL KrakówTargiITM Polska Poznań 20-23Imprezy zagraniczne:<strong>2005</strong> MARZEC KWIECIEŃ MAJ CZERWIEC LIPIEC SIERPIEŃ WRZESIEŃ PAŹDZIERNIK LISTOPAD GRUDZIEŃEUROMOLD – Światowe TargiKonstrukcji Form, Narzędzi,Projektowania i Rozwoju Wyrobu– Frankfurt, NiemcySZCZEGÓŁY NA STR. 1630-03INTERTOOL– Kijów, Ukraina 19-<strong>22</strong>EMO Hanower <strong>2005</strong>– Hanower, Niemcy 14-21RESALE <strong>2005</strong> – MiędzynarodoweTargi Maszyn Używanych– Karlsruhe, Niemcy18-20BLECHEXPO – MiędzynarodoweTargi Obróbki Blachy– Sinsheim, Niemcy<strong>01</strong>-04INTERNATIONAL ENGINEERINGFAIR <strong>2005</strong> – MiędzynarodoweTargi Przemysłowe: Górnictwo,Energetyka, Metalurgia, Maszyny24-27– Nitra, SłowacjaMSV – Międzynarodowe TargiMaszynowe– Brno, Czechy03-07MACH-TECHMiędzynarodowa WystawaProdukcji i Technologii Maszyn19-<strong>22</strong>– Budapeszt, WęgryEUROSTAMPI - Europejska Wystawai Konferencja Matryc i Form–Parma, Włochy31-02METALOBRABOTKA– Moskwa, Rosja20-23SZCZEGÓŁY NA STR. 1112-14SZCZEGÓŁY NA STR. 9
12System 3RMacroCombi czyli dwa w jednymDwa mocowania w jednym uchwycie, czyli mocowanie małychi średnich elektrod w jednym uchwycie i przeniesienie ich z frezarki nadrążarkę wgłębną, tokarkę, szlifierkę czy drążarkę drutową – bez stratyczasu na pozycjonowanie i ustawianie.Macro Combi na frezarce do grafituw FORMET SA Bydgoszcz.MacroCombi jest jednymz popularniejszych systemówmocowań na rynku.Ma w sobie dwa systemypozycjonowania – Junior,do małych elektrod i Macrodo większych elektrod. Stądnazwa MacroCombi, dwaw jednym.Na uchwycie frezarskimmożna mocować elektrodyo wadze do 5 kilogramów napaletach o wymiarach 54x54mm i o wadze do 10 kg napaletach o wymiarach 70x70mm – system Macro. Małeelektrody o wadze do 1 kgbez problemów mocowanesą na paletach okrągłych,o średnicy 25 mm – systemJunior. Na paletach tych mocowanesą również gotowepółfabrykaty z grafitu i z miedzi,czyli 3Ready-to-Run. Jestto bardzo dobre rozwiązaniew przypadku, gdy wykonujeciedużo elektrod i chcecie mieć spokojną głowę o materiał na nie. Po prostu pobierasię z magazynu gotowy półfabrykat o właściwych wymiarach i ... na frezarkę.Wdrożenie System 3R w FORMECIE to była swoista rewolucjatechnologiczna „na produkcji”. W tym samym czasie firma zakupiła dwie nowefrezarki do grafitu i elektrodrążarkę wgłębną. FORMET przeskoczył o jednąepokę w przód. Skończyły się długotrwałe ustawienia elektrod na maszynach,zaczęły się poważne oszczędności czasowe, a co za tym idzie i finansowe.Nowe maszyny, w które zainwestowano dużą kwotę pieniędzy pracują (!)a nie stoją i są ustawiane. Te czasy bezpowrotnie się zakończyły. System zostałrównież przyjęty bardzo pozytywnie przez operatorów poszczególnych maszyn.Początkowo byli nieufni, jak większość pracowników firm, które instalująsystem pozycjonowania, ale później bardzo szybko docenili jego walory. Mająco prawda teraz więcej pracy, ale firma wykonuje narzędzia szybciej, jest konkurencyjna.Macro Combi na frezarce do grafitu w FORMET SA Bydgoszcz.3Ready-to-RunMacroCombi zastosowano pod koniec ubiegłego roku w największejbydgoskiej narzędziowni, w FORMECIE. Osiem drążarek wgłębnych i czteryfrezarki produkujące elektrody zostały wyposażone w uchwyty MacroCombi.Elektrody mocowane są na ponad 1000 sztukach palet typu Junior i około 100sztukach palet Macro.Instalacja Systemu 3R w FORMECIE odbiła się szerokim echemw innych bydgoskich narzędziowniach. Zaowocowało to kolejnym wdrożeniemw nowopowstałej narzędziowni firmy SIROPOL. Przewaga techniczna, stabilnośći sztywność mocowań System 3R została doceniona w tej narzędziowni.Zakupione maszyny zostały wyposażone w odpowiednie uchwyty System 3R.Po Siropolu kolejna narzędziownia wybrała System 3R, i jak poprzedniez tego samego powodu – stabilność, sztywność systemu i prostota wjego obsłudze są o wiele większe, niż systemów konkurencyjnych. Ponadto System3R jest o wiele mniej podatny na uszkodzenia mechaniczne i przypadkoweutraty bazowania, na co bardzo wrażliwe są rozwiązania konkurencyjne. Paletaw System 3R to jeden kawałek metalu, który przenosi bazy – u konkurencji to6 różnych, drobnych części, które bardzo łatwo można uszkodzić, przekręcić,zgubić. System 3R jest tego typu problemów pozbawiony. Jeżeli nie wierzycie,zaproście mnie na test. Udowodnię to w praktyce.Grzegorz Kugler
Artykuł sponsorowany13TARGINARZÊDZI I OBRABIAREKKATOWICE <strong>2005</strong> oraz TOOLEXPO <strong>2005</strong>Na 6 miesięcy przed imprezą:- już 350 firm z 15 krajów!- 18 000 mTOOLEXPOMIÊDZYNARODOWE 2 powierzchni!TARGI DOBRYCH INTERESÓWKatowice6-9 wrzeœnia <strong>2005</strong>www.toolexpo.mtk.katowice.plMiêdzynarodowe TargiKatowickie Sp. z o.o.40-955 Katowice, ul. Bytkowska 1btel. (032)78-99-192, 78-99-194fax (032)25-40-<strong>22</strong>7, 25-88-919Komisarz targów: Robert Torkae-mail: r.torka@mtk.katowice.plPatron Medialny InternetowyPatron Medialny
High-Speed-Machining Award2004Prawdziwy HSM poni˝ej 150.000 EUR!Niemo˝liwe? Najpierw zapytaj eksperta!
Mikron znowu wygrywa!Nagroda za najlepszà obróbk´ HSM w kategoriiobróbki mechanicznej znowu w r´kach Mikrona!!!Szwajcarska firma Mikron otrzyma∏a nagrod´ za element referencyjnyw 12 tym konkursie obróbki HSM przeprowadzanym Austrii.Celem konkursu by∏o wy∏onienie wÊród przodujàcych firm Êwiatowychdostawcy , który zaprezentuje najwy˝szypoziom jakoÊci i kompetencji obróbki detaluwykonanego z aluminium zgodnie z rysunkiemprzekazanym przez organizatorów.Brane pod uwag´ by∏y czas obróbki , jakoÊçwykonania detalu, strategie obróbki orazoczywiÊcie poziom innowacyjnoÊci obrabiarkii technologii.WÊród jury znalaz∏y si´ zarówno postacieÊwiata nauki z takich oÊrodków naukowychjak Uniwersytet Darmstadt , Graz jak i praktycynp. z firm Swarowski, Philips, SKF, Steyr,Siemens itp.HSM 600U ProdMod.Detal referencyjny wykonano na maszynie XSM400 UZaprojektowana dla:• Ciàg∏ej interpolacji 5-cio osiowej w technologii HSM• Kompletnej obróbki detali w obróbce ma∏o i Êrednioseryjnej• Ró˝norodnych zastosowaƒ np. turbiny, przemys∏ medyczny, lotniczy,sport samochodowy i motocyklowy, produkcja narz´dzi i form.• Wymiary elementów Êrednica d=350 mm , wysokoÊç 350 mmNiektóre informacje o procesie Obróbka zgrubna detalu przy u˝yciu narz´dzia toroidalnegoPosuw 24.000 mm/minPr´dkoÊç obrotowa wrzeciona 41.000 obr/minCzas 2’10”8 R1 Obróbka wykaƒczajàca frezem kulistym 5Posuw 6.000 mm/minPr´dkoÊç obrotowa wrzeciona 42.000 obr/minChropowatoÊç Ra 0,4 µm Obróbka wykaƒczajàca p∏aszczyzn frezem kulistym 5Posuw 4.500 mm/minPr´dkoÊç obrotowa wrzeciona 30.000 obr/minChropowatoÊç Ra 0,2 µm Obróbka wykaƒczajàca p∏aszczyzn czo∏owych ˝eber gruboÊç 0,5/ 1/2.0frezem kulistym 4Posuw 5.000 mm/minPr´dkoÊç obrotowa wrzeciona 42.000 obr/minB∏àd kszta∏tu 3 µm przy posuwie 5.000 mm/min!!!Produkcja detali wysokiej jakoÊci? Odpowiedê brzmi „Mikron”!Agie Charmilles Sp. z o.o.ul. Perkuna 85, 04-164 Warszawatel. + 48 <strong>22</strong> 672 33 00, fax + 48 <strong>22</strong> 672 <strong>01</strong> 41www.agie-charmilles.plemail: info@agie-charmilles.pl
www.euromold.com„Od wzoru przemys∏owego poprzez prototyp a˝ do serii”Zostaƒ naszym wystawcà!Mistrz Êwiata w dziedzinie konstrukcjinarz´dzi i form, rozwoju wzorówprzemys∏owych i produktów30.11. - 03.12. <strong>2005</strong>Tereny targowe weFrankfurcie nad MenemHalle 9.0, 8.0NowoÊç: 6.0, 5.0Tematy specjalne:Lotnictwo + astronautyka,Technika medycznaEuroMold 2004:1.503 wystawców z 39 krajów!58.942 zwiedzajàcych z 58 krajów!Organizator: DEMAT GmbHPostfach 11 06 11D-60041 Frankfurt / MainTel. + 49-(0) 69 - 274 003-0E-mail: euromold@demat.comFax + 49-(0) 69 - 274 003-40Prosz´ wys∏aç do nasinformacje dotyczàcewystawcówFirmaNazwiskoUlicaKod pocztowyMiejscowoÊçKrajTel.FaxE-mailInternetEM_Polnisch_050<strong>22</strong>2
18Artykuł sponsorowanyWYPOSAŻ SWOJĄ MASZYNĘW WYSOKIE OBROTYSZYBKOŚĆ OBRÓBKI WYKAŃCZAJĄCEJ DZIĘKI ELEKTROWRZECIONUNSK NAKANISHI TYP HES 500Witam ponownie na łamach <strong>Forum</strong> Narzędziowego OBERON. W tym <strong>numer</strong>ze czas podzielić się z Państwem informacjamio „perełce” w gamie obrotowych, ultraprecyzyjnych narzędzi NSK Nakanishi, a mianowicie o wrzecionie wysokoobrotowymtypu HES500.Urządzenie topowstało w myślach konstruktorówjako narzędzie,które pozwoli na zwiększenieobrotów w maszynachCNC. Maszyny te sązaawansowane techniczne,ale bardzo często brakuje imistotnej rzeczy, mianowicieobrotów!Szybkość obrotowa tego urządzenia to zakres od6.000~50.000 obrotów na minutę. Wymagana jest maszyna dośćstabilna, o szybkich posuwach stołu. Jeśli chodzi o wyposażenie, towrzeciono posiada własny sterownik typu NE 147, pozwalający na płynnesterowanie obrotami w wyżej wymienionym zakresie oraz zmianękierunku obrotowego. Zwartość budowy sterownika pozwala na zainstalowaniego na maszynie.Wrzeciono natomiast jest ultra lekkim, nowoczesnym wytworemmyśli inżynierów z kraju kwitnącej wiśni.Waga wrzeciona to 2,3 kg dzięki obudowie z ultra lekkichstopów metali. Silnik na łożyskach ceramicznych, znajduje się wewnątrzkorpusu, wieńczy go natomiast wymienny chwyt narzędzia (tulejkazaciskowa), której średnice można zmieniać w zakresie od Û0,5mmdo Û6.35mm co 0.1 mm. Wyposażono je również w nietypowe tulejkizaciskowe Û2.35, Û3.175, Û6.35mm.Jakość wykonania najlepiej obrazuje parametr bicia wrzeciona,którego wielkość wewnątrz tulejki zaciskowej wynosi 1µm. Jest toklasa sama dla siebie.Przykładowe parametry:Moc wyjściowa: 250WObroty: 6.000 do 50.000Standardowa tulejka zaciskowa CHK - 3.0Moment obrotowy: max. 7,5cN m w zakresie obrotów od 5.000~35.000Istnieje również możliwość instalacji HES500 w maszynachCNC posiadających stożki typu: BT-30, NT-30, BT40, NT40, IT40, BT50,IT50, HSK A63, HSK A100.Ostatnio z naszej oferty skorzystała prawdziwa legendai historia polskiej myśli narzędziowej - Fabryka Form Metalowych FOR-MET S.A w Bydgoszczy. Firma ta będąca potentatem w produkcji formwtryskowych w Polsce, jak i w Europie, zaadoptowała na maszynę CME- elektrowrzeciono NSK Nakanishi typ HES500 - ISO50.
Artykuł sponsorowany19Zastosowanie wrzeciona na tej obrabiarce okazało się strzałemw “10”, było to pierwsze wrzeciono, które zaczęło pracować na takdużej maszynie.Wykonywanie obróbkiwstępnej tak gigantycznychform niosło za sobą koniecznośćwykończenia ich na innej,bardziej precyzyjnej maszynie.Jednak w przypadku zastosowaniaHES500 całość procesuobróbki-skrawaniem odbywasię w jednym miejscu.Możliwość łatwegomontażu i demontażu wrzecionato dodatkowy atut przybardzo częstych zmianachnarzędzi.Dyrektor Produkcji Pan Krzysztof Błażejczyk, jak i operatorzymaszyny CME są z tego zakupu bardzo zadowoleni.Jeśli chcecie Państwo zapoznać się z szeroką gamą precyzyjnychnarzędzi NSK zapraszamy na targi Plastpol Kielce <strong>2005</strong>, jak równieżdo salonu Machtool w Poznaniu.Do zobaczeniaRafał ChmielewskiZAPRASZAMY!!!Wyłączny dystrybutor NSK Nakanishi na terenie Polski:OBERON Robert Dyrda.ul. Cicha 1588-100 Inowrocławtel.: (052) 354 24 00fax: (052) 358 00 90
20RaportRaportEDMJaką maszynę wybrać, jaką drążarkę kupić, gdy na rynku jest ich taka masa, a jedna jest lepsza od drugiej. Aby dobrze wydać ponad stotysięcy euro za jedną maszynę, trzeba bardzo głęboko się zastanowić. Trzeba przeprowadzić swoiste „śledztwo”, zadawać dziesiątki pytań sprzedawcom,a na koniec zobaczyć maszynę podczas pracy. Podkreślam zobaczyć maszynę podczas pracy, a nie same wyniki testów. Jeżeli pokazywanesą Wam wyniki testów, pięknie wydrążony detal, gładkość bez zarzutu, na papierze czas drążenia rewelacyjny, znacznie lepszy od konkurentów,to powinno się Wam natychmiast zapalić czerwone światło. Nie ma bowiem na rynku maszyn znacznie odbiegających „na plus” od pozostałych.Decydują tu szczegóły, niuanse techniczne i często fakt, jak dana maszyna sprawuje się, np. w znajomej firmie. Tam bowiem jest najlepszy test, testz życia, nie w warunkach laboratoryjnych. Każda maszyna ma coś w sobie, coś co w Waszych oczach będzie decydowało o zakupie. Trzeba to tylkoznaleźć. Mam nadzieję, że artykuły dotyczące drążarek wgłębnych zamieszczone w tym <strong>numer</strong>ze, pozwolą Wam to coś odszukać. Powodzenia!Grzegorz KuglerNazwa firmyOferowanamarkaNr telefonu E-mail Strona wwwDrążarkiwgłębneDrążarki wgłębnedo otworówstartowychDrążarkiwgłębneużywaneAbplanalp ConsultingOPS-IngersollMitsubishiAccutex(0<strong>22</strong>) 858 78 54janzych@abplanalp.com.pltp@abplanalp.com.plwww.abplanalp.com.plXXXXXXXAgie Charmilles Sp. z o.o.CharmillesActspark(0<strong>22</strong>) 672 33 00 info@agie-charmilles.plwww.charmilles.comwww.actspark.cnXXXXXXAkel E.D.M. SerwisJSEDM EBxxxNJSEDM CNC EBxxxN(071) 342 81 57(071) 781 71 74akel@onet.plwww.wco.wroc.plXXXXSure FirstXAPX Technologie Sp. z o.o.Castek(0<strong>22</strong>) 863 66 <strong>22</strong> apx@apx.pl www.apx.plXCormacXGalika Sp. z o.o. Agie (0<strong>22</strong>) 848 24 46 galika-wars@galika.pl www.galika.pl X X XMEF.tech AG Posalux (0<strong>22</strong>) 446 13 08 meftech@onet.plwww.posalux.chwww.mef.chXCHMERXXXMDT Sp z o.o.ONA(0<strong>22</strong>) 842 95 66 info@mdt.net.pl www.mdt.net.plXXXMAKINOXXXRomatex Exeron (0<strong>22</strong>) 313 17 30 romatex@romatex.pl www.romatex.pl X X(0<strong>22</strong>) 870 00 79SoditronikSodick(0<strong>22</strong>) 810 02 97info@soditronik.pl www.soditronik.pl X X X0 603 677 057Zakład AutomatykiPrzemysłowej BPZAP BP(041) 372 74 75(024) 253 74 46zapbp@plocman.pl www.zapbp.com.pl X X X
Aby dowiedzieæ siê wiêcej, odwiedŸ stronê www.charmilles.com„Forma jest koncentracj¹wiedzy i doœwiadczenia”S³owa specjalistyRoboform 350/550 – pierwsze dr¹¿arki wyposa¿onew inteligentny interfejs u¿ytkownika DPControlKa¿da forma jest wyzwaniemAby sprostaæ tym wyzwaniom producenci form powinnigromadziæ jak najwiêksz¹ wiedzê i doœwiadczenie.Na szczêœcie, mog¹ oni polegaæ tak¿e na nowym,inteligentnym interfejsie DPControl oraz nadzoruj¹cychobróbkê systemach eksperckich. S¹ one przeznaczonedo wykonania ka¿dego rodzaju dr¹¿enia.Z nowymi obrabiarkami Roboform 350/550 jesteœw stanie sprostaæ wszystkim zadaniom,które napotkasz na swojej drodze…Agie Charmilles Sp. z o.o.ul. Perkuna 85, 04-164 Warszawatel. (0-<strong>22</strong>) 672 33 00, fax (0-<strong>22</strong>) 672 <strong>01</strong> 41Dynamiczne zarz¹dzanie produkcj¹Wœród nowych mo¿liwoœci znajduje siê pomoc przyprojektowaniu elektrod, zarz¹dzanie kolejnoœci¹produkcji, mo¿liwoœæ przerwania programui dokoñczenia go po wykonaniu innego programu,zdalny nadzór pracy maszyny, powiadomienie przezSMS, sprzêgniêcie z maszyn¹ pomiarow¹ poprzezsieæ komputerow¹. Tak wyposa¿one, dr¹¿arkiRoboform 350/550 odgrywaj¹ czynn¹ rolêw procesie wytwarzania form, gwarantuj¹cmaksymaln¹ produktywnoœæ.AGIE CHARMILLES GroupGEORG FISCHER à Manufacturing Technology
<strong>22</strong>Artykuł sponsorowanyMaszyny odpowiednie do polskichnarzędziowni - nieustanny postęp.W poprzednim naszym artykule przedstawiliśmy nowy typ sterowania o symbolu EB dla drążarekwgłębnych firmyz wbudowaną quasi inteligencją do automatycznego generowania programu drążeniazarówno dla drążarek konwencjonalnych, jak i CNC. Dla tego nowego sterowania został też opracowanynowoczesny generator o parametrach i możliwościach dorównujących konstrukcjom najlepszych producentów na świecie.Ciąg dalszyGeneratorysą zaawansowanymi konstrukcjamibędącymi efektem 25 lat doświadczeń firmy w dziedzinie elektroerozji.W generatorach jako klucze dużej mocy zastosowano tranzystory MOS-FET, gwarantujące wysoką trwałość i niezawodność oraz stabilnośćparametrów elektrycznych impulsu roboczego. Są to niezwykle ważneparametry, ale nie jedyne, które decydują o jego jakości. Do niezwykleważnych właściwości generatora należy kształt impulsu roboczego,sposób kontrolowania energii dostarczanej w impulsie oraz czułośći poziom wykrywania punktu ARC. W nowym generatorze powyższeparametry kontrolowane są z wykorzystaniem nowoczesnych technikelektronicznych oraz procesorów sygnałowych. Ta zaawansowanatechnika służy jednemu celowi, aby z jednej strony stworzyć generatoro dużej wydajności a z drugiej strony, by umożliwiał on wykonanie jaknajlepszej powierzchni. Jeden i drugi warunek jest spełniony przez generatorzbudowany w dziale badań i rozwoju firmy .W tegorocznym artykule śpieszymy donieść polskim narzędziowcom,że dostarczane przez naszą firmę drążarki firmy, której przedstawicielem w Polsce jesteśmy, spełniają wymogi najbardziejwymagających użytkowników drążarek. Otóż generatory drążarekkonwencjonalnych z programowaną osią Z, jak i drążarek CNC seriiEB, umożliwiają wykonanie powierzchni poniżej 0,2 mikrometra Ra.Ponieważ wykonanie tej klasy powierzchni jest trudne, producentdostarcza aplikacje z technologiami dla wykonania powierzchni o takiejgładkości. W przypadku drążarki klasy NC uzyskanie powierzchniponiżej 0,2μm Ra jest procesem skomplikowanym, ponieważ drążarkanie wykonuje ruchów orbitujących, które bardzo ułatwiających uzyskanietakiej powierzchni. W wypadku maszyn klasy NC z programowalnągłębokością osi Z proces polega na stopniowym dochodzeniudo gładkości. Są to 4 etapy, z których pierwszy służy do wykonaniazagłębienia, drugi do wstępnego wykończenia, trzeci do polerowania,z wyłączonym układem kontroli energii wyładowania iskrowego oraz4 tego do polerowania powierzchni z odwrotną polaryzacją. Ponieważdrążarki konwencjonalne nie mają możliwości programowania i wykonywaniaruchów orbitujących sterowanie maszyn konwencjonalnychserii EB zostało wyposażone w unikalną funkcję zegara odliczającegoczas do zakończenia procesu. Ustawiony czas jest czasem odliczanymdo zera a w momencie wyzerowania zegara proces jest kończony. Jestto bardzo przydatna funkcja, ponieważ proces polerowania nie jestprocesem zagłębiania, a jedynie wykańczania powierzchni i z tegopowodu nie nastąpi osiągnięcie założonej głębokości. Łatwiej wykonaćpolerowaną powierzchnię na drążarce CNC, ponieważ ruchy orbitującewe wszystkich osiach umożliwiają dochodzenie do wymiaru mikron pomikronie. Oczywiście z tego powodu maszyna CNC jest dokładniejsza,a dzięki możliwości programowania jest możliwa obróbka w jednymcyklu od początku do końca. Tak, więc dzięki dołączonym aplikacjomdla maszyny NC, jak i CNC istnieje możliwość wykorzystania generatorao doskonałych parametrach w maksymalnym stopniu. Napierwszym zdjęciu widoczny jest detal wykonany na drążarce EB707Ni widoczna jest sfera, wydrążona z powierzchnią 0.14 μm Ra. Na zdjęciudrugim widoczny jest detal o dużej powierzchni roboczej i wykonany nadrążarce EB60E z powierzchnią 0,18μm Ra.Fot. 1. Detal wykonany na drążarce EB707NFot. 2. Detal wykonany na drążarce EB60EJakość powierzchni w obu przypadkach jest bardzo dobrai świadczy o wysokiej klasie generatora firmyi dlatego jestargumentem na ”TAK” dla narzędziowni chcących nabyć drążarkę wnajbliższym czasie. Możliwość wykonania wysokiej klasy powierzchnioraz duża wydajność generatora dochodząca przy pełnej mocy do6 gramów na minutę jest argumentem do wzięcia pod uwagę nabyciadrążarki firmy przez wszystkie narzędziownie, nawet te któreuważają, że tylko zachodnie maszyny są najlepsze. Drążarkinie ustępują w zasadniczych parametrach maszynom najlepszych pro-
Artykuł sponsorowany23Fot. 3. Drążarka EB707Nducentów na świecie, a ich ceny są bardzo konkurencyjne. Połączeniedobrego sterowania z quasi inteligencją, nowoczesnym generatoremo dużej wydajności i wysokiej klasie drążonej powierzchni oraz niskąceną jest gwarancją zadowolenia użytkowników naszych maszyn i tych,którzy je aktualnie nabywają - 3 kolejne maszyny w realizacji.Mając na uwadze, iż grono zadowolonych użytkownikówdrążarekjest coraz większe oraz wysoką jakość maszynpolecamy Państwu bez zastrzeżeń drążarki wgłębne oraz drutowetego producenta. Oprócz drążarek pracują w Polsce dostarczoneprzez nas frezarki CNC serii YT zdobywając sobie uznanie i zaufanieużytkowników co sprawia, że coraz większe narzędziownie zaczynająinteresować się dobrymi i tanimi frezarkami, dostarczanymi przez nas.Zakres naszych dostaw jest dużo szerszy, ponieważ w naszej ofercie sąteż tokarki CNC serii YT tego samego producenta oraz od zeszłego rokuFot. 4. Suwmiarka IP65Fot. 5. Czujnik mikronowyelektroniczne narzędzia pomiarowe, jak suwmiarki w klasie szczelnościIP65 z unikalnym układem pomiarowym chronione patentem, elektroniczneczujniki mikrometryczne i mikrometry oraz wiele innych narzędzipomiarowych. Oferta naszych dostaw jest z roku na rok coraz szerszai dlatego chcemy powiadomić naszych dotychczasowych klientów orazprzyszłych, że realizujemy pierwszą dostawę dwóch grawerek laserowychdo znakowania detali. Znakowarki laserowe zagościły do naszejoferty na stałe, ponieważ wkrótce znakowanie podzespołów stanie sięnormą i dlatego już od maja tego roku nasza firma uruchamia usługęznakowania laserowego.Kończąc nasz tegoroczny artykuł o drążarkach wgłębnychprzypominamy użytkownikom maszyn dostarczonych i serwisowanychprzez nas, że jesteśmy do ich dyspozycji w zakresie programowaniai przygotowania technologii dla drążarek i wycinarek. A narzędziowniomrozważającym zakup maszynw najbliższym czasie i w przyszłościpoddajemy pod rozwagę naszedrążarki, frezarki, tokarki, grawerkilaserowe oraz elektroniczne narzędziapomiarowe. Oferujemykonkurencyjne ceny i bardzo doświadczonySerwis oraz usługi narzędziowe,w narzędziowni którawyposażona jest tylko i wyłączniew maszyny dostarczane przez nas.Cdn.
26Artykuł sponsorowanyNowości firmy Sodickna Targach JIMTOF 2004Targi JIMTOF 2004 w Tokio, odbywające się w końcu ubiegłego roku były kolejną okazją zapoznania się z najnowszątechnologią i szczytowymi osiągnięciami w dziedzinie produkcji obrabiarek. Targi odwiedziło ponad 147.000 zwiedzającychz całego świata. Podobnie jak 2 lata temu były one zdominowane przez azjatyckich producentów, choć nie brakowało producentówz Europy. Jest to bardzo ważna wystawa dla producentów wielu rodzajów obrabiarek, w tym dla producentów obrabiarekelektroerozyjnych. Należy pamiętać, że japoński rynek obrabiarek elektroerozyjnych szacuje się na 2700 maszyn w skali jednegoroku. Jest to wartość 300 milionów Euro rocznie.Dla porównania na największym rynku europejskim,w Niemczech, sprzedaje się ok. 800 elektrodrążarek tj. ponad3-krotnie mniej niż w Japonii. Firma Sodick, zdecydowany liderna rynku azjatyckim, wg. niezależnego źródła - biznesowegomagazynu Toyo Keizai posiada udziały w sprzedaży w wysokościRys. 1 – Rynek obrabiarek elektroerozyjnych w Japonii49,2 %. Druga firma w tym rankingu ma o ok. 20% mniej zaśtrzecia o ok. 40%. Równie wysokie udziały firma Sodick posiadaw Chinach. Ta ugruntowana pozycja ma swoje głębokie uzasadnieniew zaawansowaniu technologicznym obrabiarek i w wielu nowatorskichrozwiązaniach. Firma Sodick przyzwyczaiła nas do częstegowprowadzania wielu nowości. Tym razem zaprezentowano jew trzech dziedzinach:• 3 nowe elektroerozyjne wycinarki drutowe: AQ300L, AQ327L,AQ537L• centrum obróbkowe MC430 wyposażono w 4-tą i 5-tą oś• przedstawiono nową wersję sterowania przestrzennego zwanegoQvic 3 solution lub LQ.Nowe wycinarki drutowe uzupełniają i tak bogatą ofertę obrabiarek.Poniżej strony przedstawiamy tabelaryczne zestawienie drutówekwraz z podstawowymi parametrami (Rys. 5):Czym nowe obrabiarki się różnią od dotychczas oferowanychmaszyn (AQ327L- rys 2, AQ537L)? Już na pierwszy rzut okamaszyny zachwycają swą ergonomią. Dostęp do maszyny jest wygodniejszy,przez co łatwiejsza wydaje się być adaptacja obrabiarki dowspółpracy z robotem, czy systemami paletyzacji. Opuszczany zbiornikz trzech stron (oryginalne rozwiązanie firmy Sodick) nie oznaczatego, że ściany zbiornika wchodzą w dół maszyny. Tego typu rozwiązanie,często okazywało się zawodne w dłuższym okresie eksploatacjize względuna gromadzeniesię zanieczyszczeńw szczelinie,w której chowająsię ściany zbiornika.W przypadkuwersji oferowanejprzez firmęSodick ścianyzbiornika składająsię, nie wchodzącw dół maszyny.Górna część ścianyzbiornika poRys. 2 – Nowa wycinarka drutowa AQ327L LQ33 opuszczeniu znaj-TypPosuwy (mm)Ciężar Najlepsza Szybki Sterowaniemaszyny X Y Z U V detalu chropowatość generatorAQ300L* 300 200 200 80 80 300 0,2 ** LNAQ325L* 350 250 <strong>22</strong>0 80 80 300 0,2 opcja LQ***AQ327L* 370 270 250 120 120 350 0,1 standard LQAQ535L* 550 350 300 80 80 1000 0,2 opcja LQAQ537L* 570 370 350 120 120 1000 0,1 standard LQAQ750L* 750 500 400 770 520 3000 0,2 opcja LQAQ750LH* 750 500 500 770 520 3000 0,2 opcja LQ* - obrabiarka zanurzeniowa** - nie występuje wersja High Speed.*** - obrabiarki objęte specjalną promocją cenową. Promocja obowiązuje do wyczerpania zapasów.Rys. 5 – Wycinarki drutowe Sodick’a
Artykuł sponsorowany27duję się poniżej powierzchni stołu. W/w maszyny posiadają większeposuwy, co daje większe możliwości cięcia z jednego zamocowaniabez konieczności przestawiania detalu. Udoskonalony układ filtracjii obiegu dielektryka zwiększa wydajność o 300%. Wprowadzonoukład samooczyszczający płytę uszczelnienia zbiornika. Użytkownicywycinarek znają doskonale problem osadzania się zanieczyszczeńna ścianach zbiornika i na uszczelnieniu. Jeżeli operator nie czyściregularnie ścian maszyny to po pewnym czasie może się pojawićproblem płynnego posuwy wzdłuż osi X, warunkujący dokładnośćobróbki. Układ samooczyszczania ma temu zapobiec. Kolejna innowacjato układ odprowadzania drutu. Drut odprowadzany jestw strumieniu powietrza a nie wody jak miało to miejsce w maszynachfirmy Sodick i innych producentów. Erę pasków odprowadzającychdrut Sodick już dawno temu ma za sobą. Paski to jednakw Polsce jeszcze standard, wynikający z dostępnych maszyn w Polscew poprzednim okresie. Stwierdzono, że odprowadzanie drutuw strudze powietrza wydłuża 5-ciokrotnie trwałość kół prowadzącychw porównaniu do odprowadzania w strudze wody. Poprawionoukład nawlekania. Pełny cykl nawlekania (łącznie z obcięciem drutu)trwa 15 sekund. Jest to na obecną chwilę rekord świata.Podsumowując serię Premium (AQ327L, AQ537) należyzwrócić uwagę na następujące walory:• generator LQ33, umożliwiający bardzo wydajne cięcie;• układ Super-Pika-W, zapewniający chropowatość poniżej 0,1 Ra• opuszczany i podnoszony zbiornik(oryginalne rozwiązanie firmy Sodick)• układ chłodzenia dielektryka• szybki układ automatycznego nawlekania – High Speed AWT• 15-calowy, kolorowy monitor wykonany w technologii TFTNie należy zapominać o takich rozwiązaniach jak :• podzespoły ceramiczne zapewniające sztywność• napędy liniowe osi X,Y,U,V• sterowanie przestrzenne LQktóre są wyznacznikiem firmy, wyróżniającym Sodick’a od innychproducentów obrabiarek.małych detali o ciężarze nieprzekraczającym 300 kg. Przemyślanakonstrukcja obrabiarki pozwala ją wstawić do małych pomieszczeńnarzędziowni (wymiary maszyny w cm szerxgłwys: 180 x 250 x <strong>22</strong>0).Sterowanie serii LN1. AQ300L to najtańsza zanurzeniowa drutówkaw ofercie firmy Sodick.Korporacja Sodick produkuje oprócz obrabiarek elektroerozyjnychprecyzyjne prasy, wtryskarki i frezarki. Podczas MiędzynarodowychTargów w Poznaniu zostanie zaprezentowane nowecentrum obróbkowe serii MC. Centra obróbkowe przeznaczone sądo obróbki typu high speed. Wrzeciono charakteryzuje się obrotamiw zakresie 6000 - 40.000 min -1 , szybkim posuwem 36 m/min.,posuwem roboczym 36 m/min, przyspieszeniem 1G, maksymalnąśrednicą narzędzia 6 mm. Maszyny mają konstrukcję bramową,w osiach zastosowano napędy liniowe. Podczas targów w Tokio zaprezentowano5-cioosiową obrabiarkę MC 430L (rys. 4).Podczas targów JIMTOF dużym zainteresowaniem cieszyłorównież sterowanie przestrzenne LQ. Sterowanie LQ, określane równieżjako Q 3 vic solution jest stosowane w obrabiarkach najnowszejgeneracji. W skrócie można powiedzieć, że to nowe sterowaniepozwala na pełne zautomatyzowanie funkcji programowaniaRys.3 Nowa wycinarka drutowaAQ300L LN1ObrabiarkaAQ300L (rys. 3) zostałazaprojektowany dla klientów,którzy chcą wejśćw technikę napędów liniowych,chcą posiadać maszynęopartą na sztywnymżeliwnym odlewie i podzespołachceramicznych. Maszynama nowy układ filtracji,układ samooczyszczaniapłyty i 15-calowy monitor.Maszynę wyposażono w 4-osiowy program CAD/CAMz opcją do programowaniaścieżki cięcia kół zębatych.Maszyna przeznaczonajest do precyzyjnej obróbkiRys. 4 Centrum obróbkowe MC430Lw oparciu o bryłę 3D. Automatyczna identyfikacją powierzchni bryłyi analiza pozwala na automatyczne dokonanie konwersji przestrzennegorysunku na język maszyny. Ta rewolucyjna koncepcja eliminujebłędy i maksymalizuje osiągi przez symulację i kontrolę procesuw trzech wymiarach od samego początku produkcji.Targi JIMTOFM 2004 można uznać za bardzo interesującem.in. ze względu na ciekawą ofertę firmy Sodick.Jeżeli interesuje Państwa inwestycja w postaci nowoczesnej,niezawodnej, wydajnej obrabiarki elektroerozyjnej lub precyzyjnegocentrum obróbkowego polecamy kontakt z w wyłącznymprzedstawicielem firmy Sodick w Polsce firmą – Soditronik.Soditronikul. Chrzanowskiego 4/16, 04-381 Warszawa, tel./fax 810-02-97,e-mail : info@ soditronik.pl, www: soditronik.pl, sodick.org
Artykuł sponsorowany29DMG Polska i FAMOTDziękujemy i ZapraszamyPragniemy złożyć Państwu serdeczne podziękowania zazainteresowanie, okazane produktom Deckel Maho Gildemeister.To właśnie dzięki Państwu udało nam się w 2004 roku pobić kolejnyrekord sprzedaży obrabiarek. Chcielibyśmy ten sukces powtórzyći w tym roku.Do zeszłorocznego powodzenia w dużej mierze przyczyniłysię produkty FAMOT – centra obróbkowe DMC 63V/103Voraz tokarki NEF320/520K i CTX 210. Ta ostatnia obrabiarka miałaswoją komercyjną premierę podczas trwania MiędzynarodowychTargów Poznańskich w czerwcu 2004 roku. Zdobyła Złoty MedalMTP a do końca roku około 170 tych maszyn znalazło nabywców,z czego blisko 50 na rodzimym, polskim rynku.Z ufnością i nadzieją patrzymy w przyszłość. Sądzimy,że i nowości z tego roku znajdą Państwa uznanie. Będą to nowetokarki serii NEF 400 oraz udoskonalone centra DMC 635V.I mówimy tu tylko o nowościach, które produkuje lub produkcjęrozpocznie FAMOT.FAMOT z Pleszewa to jeden z zakładów produkcyjnychkoncernu Gildemeister A.G. Rokrocznie zwiększa swoją produkcję.Stąd w końcu ubiegłego roku została podjęta decyzja o jegorozbudowie. W ciągu dwóch lat wzrośnie o 1/3 powierzchniazakładu i znacznie zwiększy się zatrudnienie. Nową siedzibęotrzyma również i DMG Polska.Pragniemy już teraz, wspólnie, wszystkich Państwazaprosić do naszego Centrum Technologicznego w Pleszewie.W DMG Polska mogą się Państwo zapoznać z wycinkiem szerokiegoprogramu produkcyjnego obrabiarek, znanych pod nazwamiDeckel, Maho i Gildemeister. W FAMOT, dla odmiany, możnaprześledzić produkcję wysokiej jakości obrabiarek.Zapraszamy już teraz!DMG Polska i FAMOT
30Artykuł sponsorowanyWykonywanie otworów metodą elektroerozyjnąZakład Automatyki Przemysłowej Braci Poterałów od 25 lat zajmujesię techniką elektroerozyjną. W ostatnich latach na polskim rynku pojawiło sięzapotrzebowanie na wykonanie otworów metodą elektroerozyjną. Dotyczy tow szczególności otworów o stosunkowo dużych głębokościach i małych średnicach.W wyniku kilkuletnich prób opracowano w zakładzie dodatkowe wyposażenie– głowica wiertarska – możliwe do współpracy w zasadzie z dowolnąelektrodrążarką wgłębną. Wykonywane są standardowo głowice wiertarskiew dwóch zakresach średnie Û 0,3 : 3mm – średnica elektrody oraz Û 3 : 6mm.Jako elektroda używane są handlowe rurki miedziane, a w przypadku nietypowychśrednic firma dostarcza oczka pozwalające wyciągnąć rurkę o żądanej średnicy.W zestaw głowicy na zakres 0,3 : 3mm wchodzi sama głowiczka z regulatoremotworów, pompa wysokociśnieniowa z regulatorem ciśnienia, rozdzielacz orazhydrauliczne przewody ciśnieniowe do podłączenia zespołu. Zakres regulacji ciśnieniawysokości 5 : 100 bar. Pompa jest zasilana poprzez filtr bezwzględnie czystymdielektrykiem. W przypadku małych otworów i zanieczyszczonego dielektryka np.śrucinami wyerodowanego metalu istnieje niebezpieczeństwo zatkania elektrody.Wielkość ciśnienia dielektryka związana jest z długością elektrody, średnicą otworuw elektrodzie, głębokością wierconego otworu oraz żądaną wydajnością wiercenia.Należy pamiętać, iż zasilanie elektrody przy wierceniu jest impulsem o ujemnejpolaryzacji. Parametry impulsu elektrycznego w zasadzie są zgodne z parametramitypowych generatorów. Dobór amplitudy prądu, czasu impulsu i przerwy związanesą z wielkościami średnic i grubości ścianek rurek elektrodowych oraz oczekiwanąwydajnością wiercenia i zużyciem rurki oraz rozbiciem otworu.Firmaprzygotowaławersję głowiczki wiertarskiej z integralnymposuwem rurki do zamocowaniabezpośrednio na drążarkachdrutowych. Głowiczka ta umożliwiawykonanie otworów o głębokoścido 150 mm i średnicach 0,3 : 1,5 mm– przede wszystkim jako otworystartowe do dalszej pracy. Do zasilaniatej głowiczki wykorzystuje sięwydłużone impulsy ze standardowegogeneratora wyładowczego, orazautomatykę posuwu i ewentualnewyjście do zasilania silnika krokowegodwufazowego.Montażgłowiczkiwiertarskiej jest stosunkowo prostyGłowiczka obrotowai w przypadku niezbyt wielkiej ilościwykonywanych otworów startowych użycie głowiczki jest ze wszech miar zasadne.Głowiczka wyposażona jest również w pompę ciśnieniową, a w raziekonieczności dodatkowy zbiornik i filtr wody. Z doświadczeń firmy wynika, iżstosowane dodatki, np. p. korozyjne do wody w niektórych drążarkach drutowychpogarszają uzyskiwane efekty przy wierceniu.Wspomniane głowiczki wiertarskie można zamontować na dowolnymurządzeniu mechanicznym: wykorzystać jego pionowy posuw do wykonaniaotworów. W szczególnym zastosowaniu była to nieomal ręczna wiertarka na statywie.Należy jednak pamiętać, że jest to możliwe, gdy chłodzenie obszaru erozjiodbywa się wodą no i , że potrzebny jest generator wyładowczy. Chłodzenie elektrodyjest możliwe z wodą (czystą) lub dielektrykami organicznymi. Lepsze wynikiuzyskuje się jednak z wodą (*).Niezależnie od przedstawionych tu głowiczek wiertarskich firma opracowaławiertarkę elektroerozyją jako samodzielne urządzenie, w opcjach dł. wykonywanegootworu 200 i 300mm. Jest to praktycznie wiertarka współrzędnościowaz możliwością programowania rozstawów otworów, np. startowych, albo np.otworów pod wypychacze, otwory odpowietrzające itd. Obrabiarka zbudowanajest na bazie stołu współrzędnościowego drążarek typu BP 93 o zakresach posuwuw osiach X – 300mm Y – 200mm i dopuszczalnym obciążeniu stołu 60 kg . Ciężarcałkowity obrabiarki 240 kg . Istnieje możliwość demontażu członu operacyjnegoi użycia do wykonywania otworów w znacznie większych elementach np.w szynach kolejowych o ciężarze 3,5 tony. Wykorzystano również obrabiarkę dowykonania otworów o średnicy Û 3mm i długości ponad 650mm.Niektóre aspekty wykonywania otworów metodą elektroerozyjną:1. Możliwość obróbki materiałów utwardzonych, np. po obróbce cieplnej, a takżespieków.• Ma to istotny wpływ np. w przypadku stempli do kucia, gdzie tradycyjne otworyodgazowywujące biegną płytko pod powierzchnią i w czasie obróbki cieplnejcienkie ścianki podatne są na zmiany nawęglenia oraz niejednorodne dla całejstruktury stempla naprężenia. Otwory wykonane po obróbce cieplnej metodąelektroerozyjną spowodowały czterokrotny wzrost trwałości stempli.2. Wzrost trwałości obrabianej powierzchni podnosi trwałość np. matrycy gdziewykonano techniką otwory pod wypychacze.3. Wejście w materiał może odbyć się pod dowolnym kątem do jego powierzchni.Mogą zaistnieć problemy do momentu powstania ciekłej poduszki prowadzącejrurkę w otworze.4. Tempo wiercenia otworów, nawet stali nie ulepszonej jest wyższa, niż przy użyciutradycyjnych wierteł, a już szczególnie dla otworów o średnicy poniżej 1 mm .Należy jednak pamiętać, iż obróbka ta ma swoje wymagania.1. Oś obrotu rurki – elektrody musi być paralelna do osi jej ruchu postępowego.2. Wiercenie długich otworów praktycznie może odbywać się tylko w pionie.Przy odchyłkach od pionu można otrzymać otwory, które nie tworzą prostej.3. Rurka musi być prosta i jej oś powinna zgadzać się z osią obrotu, gdzie osie się niezgadzają znacznie maleje wydajność obróbki.• Zgodność osi można uzyskać poprzez prostowanie zmiękczonej rurki miedzianejzamontowanej w uchwycie wiertarki, na obrotach• Wprowadzenie wysokich obrotów wrzeciona tak, aby dynamicznie rurka „wyprostowałasiꔕ Wprowadzenie dodatkowego punktu podparcia dla rurki – szczególnie w momenciestartu przy długiej rurce4. W przypadku stosowania rurek o zbyt dużym otworze wewnątrz pozostajerdzeń nawet o znacznych długościach, który w rytm procesu podgrzewaniai studzenia u podstawy może odkształcić się prowadząc do powstania zwarć,a nawet zablokowania elektrody.5. W momencie przecinania dolnej powierzchni obrabianego materiału następujezmiana kierunku przepływu zanieczyszczonego dielektryka, a w rezultaciezmniejszenia średnicy otworu, oraz spowolnienie procesu erozji.6. W przypadku braku dostatecznego płukania elektroda może stapiać się z wyerodowanymmateriałem tworząc w części roboczej zgrubienie przypominającegruszkę o bardzo złych własnościach erozyjnych i bywa nieomal niemożliwą dousunięcia z materiału ( ani w górę ani w dół)Ze wzrostu zainteresowania tą techniką wykonywania otworów orazsporymi nowymi możliwościami technicznymi można wnioskować, iż ta metodabędzie rozwijać się, a proces będzie systematycznie doskonalony.
32Artykuł sponsorowanyDni otwarte czy targi?W dniach <strong>22</strong> i 23 lutego odbyły się w Pfronten w Niemczech kolejne Dni Otwarte firmy DMG. Pytanie brzmi: czy były todni otwarte, czy były to targi? Odpowiedź jest przewrotna: były to dni otwarte, gdyż pokazano nam wszystkie zakamarki fabryki,byliśmy w każdej hali, widzieliśmy cały proces produkcji maszyn, i były to targi, gdyż umożliwiono nam oglądanie w sumie43 maszyn, które reprezentowały wszystko co najlepsze w DMG, które wystawione były w dwóch specjalnie przygotowanychhalach. Co bardzo ważne, każda z maszyn pracowała, można było zobaczyć je w akcji, zobaczyć wyniki ich pracy.Firma DMG zorganizowała Dni Otwarte z myśląo swoim aktualnych i przyszłych klientach. Do Pfronten zjechałoponad tysiąc osób z całego świata. Byli klienci z Europy, z Japonii,Korei Południowej i z USA. Z Polski było ponad 100 osób, dwa pełneautokary i klienci którzy przyjechali własnym transportem. To naprawdęimponujący wynik. Jak przyznał prezes firmy DMG PolskaPan Piotr Bębel, w przyszłym roku na dwóch autokarach zapewnesię nie skończy.Kilka maszyn miało swoją światową premierę podczas DniOtwartych w Pfronten:• GMX 250 linear – centrum tokarskie ze skrętną głowicą frezarskąi osią Y oraz tarczą tokarską do sześciostronnej obróbki z możliwościąsymultanicznej obróbki pięcioosiowej i jednoczesnej obróbki2 narzędziami;Uniwersalne centrum frezarskie DMU 50 eVo linearCentrum tokarskie GMX 250 linear• TWIN 65 – kompaktowe centrum tokarskie do pracy z prętao średnicy do 65 mm;Kompaktowe centrum tokarskie TWIN 65• DMU 50 eVo linear – 5 osiowe, uniwersalne centrum frezarskiez napędem liniowym;• DMU 340 FD – 5-osiowe mega-centrum obróbkowe ze stołemtokarskim.Ponadto pokazano po raz pierwszy stół obrotowo-uchylnyNC do maszyn typu P. Stół ten zamontowany był na maszynieDMU 100P duoBlock ® . To co pokazywała ta maszyna budziło podziwwśród klientów, którzy najczęściej się przy niej zatrzymywali.Nowością było także urządzenie 5x-torqueMASTER ® , czylizintegrowanie osi B ze skrzynią przekładniową wrzeciona. Rozwiązanieto zostało zastosowane w maszynach DMU 100P, DMU 125P,DMU 160P, DMU 200P i DMU 340P i umożliwia 5-osiową obróbkęz momentem obrotowym wrzeciona 1240Nm (modele 100 i 160) lubnawet 1550Nm (modele 200 i 340).Ponadto zaprezentowano 14 maszyn, w których nowerozwiązania techniczne są nowościami, które znacznie usprawniająkażdą z tych maszyn i poprawiają ich osiągnięcia obróbkowe.I to znacznie poprawiają!Firma DMG kontynuuje kierunek produkcji kolejnych obrabiarekz koncepcją opartą na rozwiązaniu duoBlock ® . Rozwiązanieto zastosowano ostatnio w maszynie DMU 80P duoBlock ® , przezco zwiększono o 20% dokładność maszyny, o 30% sztywność,o 40% przestrzeń roboczą i o aż 50% zwiększono dynamikę maszyny.duoBlock ® zastosowano dotychczas w 12 rodzajach frezarek.
Artykuł sponsorowany33więcej oczekiwać. Było wspaniale!Niech żałują Ci, którzynie przyjęli zaproszenia firmyDMG Polska.Urządzenie 5x-torqueMASTER ®W drodzepowrotnej odwiedziłemjeszcze fabrykę FAMOT S.A.w Pleszewie, która wchodziw skład koncernu DMG. Sztandarowymproduktem jest tutokarka CTX 210, której w ciąguroku wyprodukowano 155sztuk, to imponujący wynik.Istotnym jest tu stosunek cenydo jakości i możliwości technicznychtej maszyny. Fabrykaponadto wykonuje szereg komponentówdo innych maszyn,które są wysyłane do fabrykw Niemczech.Drugim konsekwentnie realizowanym kierunkiem produkcjijest wyposażanie maszyn w napędy liniowe, które zastępują napędyze śrubą. Maszyny te oznaczone są nazwą „linear”. Napęd liniowyw maszynach DMG to przede wszystkim:• produktywność – wysoka dynamika i przyspieszenie, posuwyszybkie, redukcja czasu maszynowego, oszczędność czasu do 58%;• niezawodność – bezdotykowe, nie do zużycia, bardzo ciche, brakkonieczności użycia serwisu;• precyzja – wysoka dokładność pozycjonowania, sterowanie cyfrowe,bardzo dobre właściwości sterownicze.Główna zaletą napędów liniowych jest ich prostotai efektywność. Rezygnacja z komponentów mechanicznych, tarcia,bezwładności, zużycia i złożoności przy zdumiewającej wprostmocy. Dzięki napędom liniowym można zdecydowanie polepszyćwszystkie parametry pracy. Jest to co prawda rozwiązanie droższe,ale zalety znacznie przewyższają koszty. Napędy te zastosowanow 21 tokarkach i 14 frezarkach.Oglądanie fabryki w Pfronten oczywiście nie było jedynąatrakcją wyjazdu. Zwiedzanie zamku Neuschwanstein wybudowanegoprzez króla Ludwika II Bawarskiego jest stałym punktem programu.Zamek (zdjęcie obok) jest piękny z zewnątrz, wzorowo sprzedanymarketingowo, ale wewnątrz trochę rozczarowuje. Zwiedzanie trwa35 minut, pokazanych jest 6 pomieszczeń. Trochę mało.O wiele lepsze wrażenie pozostawiła w uczestnikachwycieczki uroczysta kolacja wydana na zakończenie pobytuw Pfronten przez prezesa DMG Polska Piotra Bębla. Bawarskie jedzeniepopite bawarskim piwem przy bawarskiej muzyce – czegoZamek NeuschwansteinGrzegorz Kugler
34Artykuł sponsorowanySupertwarde,przeciwzużyciowe powłokiPVD BALINIT ® . Obróbka plastyczna, na zimno i na gorąco.Wybrane zastosowania.Supertwarde, przeciwzużyciowe powłoki PVD BALINIT®Obróbka plastyczna, na zimno i na gorąco. Wybrane zastosowania.Powłoki BALINIT ® oferowane przez Balzers charakteryzująsię następującymi cechami:• Niski współczynnik tarcia• Niski współczynnik tarcia,• Obojętność chemiczna (właściwości antyadhezyjne),• Wysoka twardość,• Wysoka twardość• Odporność na działanie wysokiej temperatury,• Grubość rzędu 4 µm.Wyproduk owanedetale X 1'00090080070060050040030020<strong>01</strong>000Zastosowanie powłok na narzędzia typu tłoczniki, wykrojniki,stemple, matryce, matryce do kucia na gorącą pozwala na:· zwiększa żywotność narzędzia,· umożliwia skrócenie cyklu produkcyjnego,· uzyskana wypraska (wytłoczka) ma lepszą jakość powierzchni, brakzaciągnięć zarysowań itd.,· zastosowanie powłok pozwala na wyeliminowania lub ograniczeniaśrodków smarujących.Powłoki BALINIT® oferowane przez Balzers charakteryzują się następującymi cechami:10 000• Obojętność chemiczna (właściwości antyadhezyjne)• Odporność na działanie wysokiej temperatury• Grubość rzędu 4 µmWszystkie wymienione powyżej czynniki mają wpływ nazmniejszenie kosztów produkcji w przeliczeniu na wyprodukowanydetal. Można produkować więcej i szybciej, stając się bardziej konkurencyjnymna rynku.Jaką powłokę zastosować w danym Porównanie przypadku, jakie pracy warunki tłocznikamusi spełniać narzędzie, aby można na Formowanie nanieść powłokę kołnierza, BALINIT element ® , zaczy w określonej sytuacji warto stosować pokrycia, jakich rezultatów sammożna się spodziewać? Na te i inne pytania z przyjemnością Państwuodpowiemy.Narzędzie: stempel, materTwardość 6Aby właściwie dobrać pokrycie można posłużyć Chropowatość się interaktywnymnarzędziem – Coating Guide (ang. Przewodnik Materiałpo obrabiany: powłokach), blacha 7
Lider wÊród producentów oprogramowania PLMCAD/CAM/CAE/PDMUGS Sp. z o.o. Al. Stanów Zjednoczonych 61A, 04-028 WarszawaTel.: (<strong>22</strong>) 516 30 90, fax: (<strong>22</strong>) 516 30 99, www.ugs.pl, e-mail: info@ugs.pl®®®®®Solid Edge 2D Layoutbezplatne oprogramowanie2D dla projektantów®Nowe konfiguracje Unigraphics NX CADzawierajàce narz´dzia do zarzàdzania NX Managerw cenie od 35 500 PLN®
36Artykuł sponsorowanySzlifierki typu WOODTRONICFirma WALTER MASCHINENBAU GmbH budując rodzinę produktów WOODTRONIC stawia na profesjonalne szlifowaniepił tarczowych wyposażonych w ostrza z węglików spiekanych.Przedstawiciele rodziny WALTER WOODTRONIC:NOWOŚCI !!!WOODTRONIC C4WOODTRONIC C5idealne do ostrzalni !!!WOODTRONIC C4Szlifierka z 4 <strong>numer</strong>ycznie sterowanymi osiami (z 2 osiamimanualnymi B/D) do ostrzenia, a także produkcji pił tarczowychz zębami z płytek z węglika spiekanego:- obróbka szlifowania powierzchni natarcia i przyłożenia zębówpiły w dwóch przejściach roboczych przy jednorazowym zamocowaniupiły bez zmiany ściernic,WOODTRONIC C5Szlifierka z 5 <strong>numer</strong>ycznie sterowanymi osiami (z 1 osiąmanualną D) do ostrzenia, a także produkcji pił tarczowych z zębamiz płytek z węglika spiekanego:- kompletna obróbka szlifowania powierzchni natarcia i przyłożeniazębów piły w jednym przejściu roboczym przy jednorazowymzamocowaniu piły,- głowica szlifierska z manualnie ustawianym kątem osiowym(Oś D ) do obróbki pił tarczowych z prostą i skośną powierzchniąprzyłożenia,- wrzeciono szlifierskie z możliwością równoczesnego montażu2 ściernic (do powierzchni przyłożenia i natarcia zęba),- opcjonalnie możliwość trwałego zabudowania wysokoobrotowegowrzeciona szlifierskiego do obróbki zębów wklęsłych,- inteligentny system pomiaru do automatycznego pomiaru geometriizęba oraz kontroli i korekcji zużycia tarczy szlifierskiej,- wbudowany modem do wymiany danych i teleserwisu,- zintegrowana obudowa do pracy na mokro, na masywnym żeliwnymłożu tłumiącym drgania i zapewniającą wysoką jakość szlifowanejpowierzchni.SZLIFIERKI ZNANEI PRODUKOWANE OD KILKU LATWOODTRONIC CNC RAPIDEWOODTRONIC CNC 6F RAPIDEdla zakładów produkcyjnych i ostrzalni !!!- głowica szlifierska z manualnie ustawianym kątem osiowym(Oś D) do obróbki pił tarczowych z prostą i skośną powierzchniąprzyłożenia,- wrzeciono szlifierskie z możliwością równoczesnego montażu2 ściernic (do powierzchni przyłożenia i natarcia zęba),- opcjonalnie możliwość trwałego zabudowania wysokoobrotowegowrzeciona szlifierskiego do obróbki zębów wklęsłych,- pomoc przez sygnał świetlny przy szybkim ustawianiu i pozycjonowaniupiły w maszynie,- wbudowany modem do wymiany danych i teleserwisu,- zintegrowana obudowa do pracy na mokro, na masywnym żeliwnymłożu tłumiącym drgania i zapewniającą wysoką jakość szlifowanejpowierzchni.Woodtronic CNC 5D RAPIDE to kompaktowa wysokowydajnaszlifierka produkcyjna, o 5 sterowanych <strong>numer</strong>ycznie osiach:- możliwość automatycznego pomiaru kąta natarcia, długości szlifuna powierzchni natarcia, kąta przyłożenia, grubości tarczypiły, szerokości skrawania, wzajemnego przesunięcia pomiędzyzębem i tarczą piły,- szlifowanie grzbietu zęba, czoła, zęba wklęsłego, rozdzielaczai łamacza wióra z jednego zamocowania,- automatyczne kompensowanie zużycia ściernic,- dokładne pozycjonowanie osi przez serwomotory z zintegrowanymsystemem pomiarowym,- wszystkie osie sterowane CNC,- zintegrowana obudowa do pracy na mokro, na masywnym żeliwnymłożu tłumiącym drgania i zapewniającą wysoką jakość szlifowanejpowierzchni.
Artykuł sponsorowany37Woodtronic CNC 6F RAPIDE rewolucjonizuje obróbkę bokówzębów – przez całkiem nowe stopnie swobody, 6 sterowanych<strong>numer</strong>ycznie osi i krótkie czasy obróbki:- jasne prowadzenie operatora przy pomocy Walter Window Mode(menu i elementy graficzne dla wszystkich rodzajów pracy i pakietówoprogramowania),- obróbka różnych geometrii boków, aż do specjalnych kształtów,- zminimalizowane czasy pomocnicze,- automatyczne kompensowanie zużycia ściernic,- wszystkie osie sterowane CNC,- zintegrowana obudowa do pracy na mokro, na masywnym żeliwnymłożu tłumiącym drgania i zapewniającą wysoką jakość szlifowanejpowierzchni.DANE TECHNICZNERODZINA WOODTRONICTYP SZLIFIERKI C 4 , C 5 CNC 5D RAPIDE CNC 6F RAPIDECharakterystyka piłŚrednica zewnętrzna piły 80 - 710 mm 80 – 850 (1000) mm 80 – 850 (1000) mmŚrednica otworu piły od 10 mm od 10 mm od 10 mmGrubość piły do 8 mm do 12 mm do 12 mmPodziałka zębów 4 - 110 mm 4 – 125 mm 4 – 125 mmKat natarcia ( czoło) -25° do +30° - 40° do +40°Kąt przyłożenia (grzbiet) 0° do 25° 1° do 40°Głowica szlifierskaŚrednica tarczy szlifierskiej max 160 mm max 200 mm max 120 mmMoc przy 3 000 obr/min 1,1 kW 1,1 kW 1,1 kWWaga 2 000 kg 1 950 kg 1 950 kgZdzisław BabikWalter Maschinenbau GmbHe-mail: zdzisław.babik@walter-machines.comtel. kom. 604 524 <strong>01</strong>1
38Artykuł sponsorowanyWiertło CoroDrill 880- ekonomiczne rozwiązaniedo wytwarzania otworów o wysokiej jakościRozwój narzędzi skrawających zmierza w kierunku zapewnienia największej wydajności i bezpieczeństwa na każdym etapieprodukcji, niezależnie od tego czy obróbka materiału przeprowadzana jest przez frezowanie, toczenie czy wiercenie. Szybkość wykonaniai jakość to czynniki bardzo często decydujące o sprzedaży końcowego wyrobu.Chcąc sprostać tym wyzwaniom Sandvik Coromant, jako światowy lider w produkcji narzędzi skrawających, wprowadzaobecnie nowe wiertło na płytki wymienne CoroDrill 880.Doskonała i nowoczesna konstrukcjaWiertło CoroDrill 880 zbudowane jest w oparciu o jedyną w swoim rodzaju technologię - Step Technology, która pozwala na szybszeuzyskiwanie otworów o wyższej jakości, a przez to znaczne obniżenie kosztów.To unikalna konstrukcja płytki centralnej,która w połączeniu z optymalnym ustawieniempłytki zewnętrznej, zapewnia gładkie wejściew materiał obrabiany oraz doskonałe zrównoważeniesiły skrawającej. Dzięki tej technologiimożliwe jest zwiększenie posuwów naweto 100 %, a także w niezawodny sposób wykonanieprecyzyjnych otworów.CoroDrill 880 pozwala na długotrwałei bezpieczne wiercenie. Otwarta konstrukcjaspiralnych rowków wiórowych, możliwość podawaniachłodziwa przez środek narzędzia orazdobre formowanie wiórów przez nowe płytki,zapewniają niezakłócone usuwanie wiórów,a przez to wydłużenie okresu niezawodnościwiertła.Czym jest Step Technology?
Artykuł sponsorowany39Nowe gatunki węglików i nowe geometrie płytek dowiertła CoroDrill 880Zarówno płytka centralna, pracująca w technologii Step Technology,jak i płytki zewnętrzne wykonane są w wąskich tolerancjach,które odpowiadają jakości płytek szlifowanych. Każda z płytek, co jestniewątpliwą zaletą, posiada cztery krawędzie skrawające. Dla wyeliminowaniapomyłek płytki wykonane są w różnych kolorach i w różnychkształtach, a sposób montażu do korpusu wiertła jest bardzo prosty.CoroDrill 880 to bardzo uniwersalne wiertło. Może wykonywaćwiercenie, wytaczanie oraz wiercenie przecinających się otworów.Sprawdza się zarówno w zastosowaniach obrotowych, jak i stacjonarnych,dzięki czemu stanowi pierwszy wybór dla większości maszynprodukcyjnych, z maszynami wielozadaniowymi włącznie.W operacjach, gdzie konieczne jest uzyskanie dobrej jakościpowierzchni, bądź tam gdzie zwiększenie posuwu jest sprawą priorytetową.Do wiertła CoroDrill 880 można zastosować płytki zewnętrznew technologii Wiper. Należy podkreślić, że wszystkie geometrie płytekzostały zoptymalizowane - uwzględniają rodzaj obróbki i własnościmateriałów. Informacje o parametrach wiercenia można znaleźć naopakowaniach płytek.• więcej otworów w tym samym czasie • znacznie niższe koszty produkcjiDodatkowych informacji dotyczących najnowszych systemów mocowania udzielają przedstawiciele firmy Sandvik.
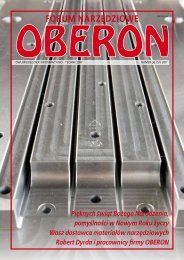
40Artykuł sponsorowanyMetoda oceny dokładności elementów na podstawiemodelu CAD przy użyciu współrzędnościowejmaszyny pomiarowejmgr inż. Tomasz KĘDZIERSKImgr inż. Łukasz MĄDRYStreszczenieW artykule przedstawiono nowe trendy panujące we współrzędnościowejtechnice pomiarowej. Opisano procedurę inspekcji elementów części maszynpoprzez porównanie ich z modelami wzorcowymi, jakimi są modele 3D. Wymienionosystemy modelowania 3D współpracujące z programami CMM. Wyszczególnionofunkcje używane do oceny elementów geometrycznych, powierzchniswobodnych, krzywizn i przekrojów.1. WstępRozwój systemów pomiarowych opartych o ocenę elementów częścimaszyn na podstawie modeli CAD nabiera coraz bardziej na znaczeniu. Systemytakie nazywamy często inspekcyjnymi. Coraz więcej konstruowanych wyrobównie można opisać poprzez podstawowe elementy geometryczne jak płaszczyzny,proste, walce, stożki czy kule itp. Obecnie wiele wytwarzanych elementów częścimaszyn jak karoserie samochodów, łopatki turbin, części optyczne, zawiera krzywei powierzchnie swobodne, w których opis matematyczny jest skomplikowany. Takieprzypadki często występują w produkcji form i matryc, do części metalowych jak iwyrobów z tworzyw sztucznych.Rys.1 Przykład modelu o złożonych kształtach - łopatka turbinyZ początku filozofia pomiarów współrzędnościowych polegała napomiarze elementów geometrycznych, jednak wraz z ekspansją oprogramowańwspomagających konstruowanie części maszyn, nastała potrzeba sprzężeniaprogramów CAD z maszynami współrzędnościowymi. Powstały, więc dodatkowemoduły oprogramowań maszyn pomiarowych współpracujące z systemami CAD.Dzięki nowoczesnym oprogramowaniom współrzędnościowych maszyn pomiarowychistnieje możliwość porównywania rzeczywistej powierzchni wyrobu z jej cyfrowymzapisem w postaci idealnego modelu bryłowego. Możliwość porównaniaidealnego modelu CAD z rzeczywistym wyrobem ma ogromne znaczenie w fazieprojektowania, gdzie to porównanie pierwszej partii produkcji daje nam konkretnedane do korekcji programu na obrabiarkę <strong>numer</strong>yczną. Jest to więc połączeniesystemów CAD/CMM/CAM jako sprzężenie konstrukcji wraz z procesem wytworzeniawyrobu poprzez współrzędnościową maszynę pomiarową.2. Konwersja modelu CAD do systemu CMM (Orientacja modelu w układziewspółrzędnych maszyny, bestfit)Pierwszym etapem pracy w systemie CAD/CMM jest import danych wróżnych formatach zapisu do systemu pomiarowego współrzędnościowej maszynypomiarowej. Najpopularniejszym formatem opisującym krzywe i powierzchnieswobodne trójwymiarowe 3D, jest stworzony przez Stowarzyszenie Niemieckiegoprzemysłu samochodowego format VDA – FS. Format VDA – FS jest generowany zdanych CAD i przeniesiony do systemu pomiarowego. Import danych CAD do systemówpomiarowych możliwy jest poprzez różne formaty plików. Obowiązująceformaty współpracujące z CMM to:• ACIS (rozszerzenie: .SAT / .SAB / .SAX)• VDA (rozszerzenie: .VDA)• IGES (rozszerzenie: .IGS)• STEP (rozszerzenie: .STP)• CATIA (rozszerzenie: .EXP lub.MODEL)• ProEngineer (rozszerzenie: .PRT)• Unigraphics (rozszerzenie: .PRT)• Parasolid (rozszerzenie: .X_T lub .X_B)Większość producentów oprogramowań do współrzędnościowychmaszyn pomiarowych wyodrębnia konwersje do systemu CMM konkretnych formatówplików jako osobne moduły. Odczytanie modeli w programie pomiarowymwymaga wybrania odpowiedniego poziomu konwersji, zabezpieczając się przedodczytaniem zbędnych dla nas wolnych krzywych (konstrukcyjnych), powierzchniczy punktów.Problemem pojawiającym się w technice CAD/CMM jest orientacjamodelu na maszynie, czyli dopasowanie układu współrzędnych modelu CADdo rzeczywistego modelu zamocowanego w przestrzeni pomiarowej maszyny.Nadanie rzeczywistemu modelowi układu współrzędnych powinno się odbyćna powierzchniach bazowych, co do których jesteśmy przekonani o dokładnościwykonania. Dopasowanie układu współrzędnych do modelu wykonujemy poprzezpomiar charakterystycznych punktów na powierzchni modelu rzeczywistego,umiejscawiając je tak by zblokować stopnie swobody, a następnie przejąć je dotworzonego nowego układu współrzędnych.Dopasowanie przedmiotu możemy wykonać również poprzez charakterystyczneelementy geometryczne występujące w mierzonym przedmiocie. Dlawybranych elementów, co do których mamy dane konstrukcyjne informujące naso położeniu ich w układzie CAD, możemy przypisać nowy układ współrzędnychorientując element według „minimum” czy „zera” w odpowiedniej osi układuwspółrzędnych. Jest to tak zwana metoda „bestfit” – czyli najlepszego dopasowania.Polega ona na tym , że zaznaczamy na modelu CAD charakterystyczne punkty ielementy geometryczne ( tak aby zablokować wszystkie stopnie swobody mierzonegoelementu) a następnie dokonujemy ich pomiaru w trybie ręcznym lub CNC.Oprogramowanie maszyny dokonuje tzw. najlepszego dopasowania, czyli przypisujemierzonemu elementowi układ współrzędnych narzucony przez konstruktorana modelu.Rys.2 Definicje funkcji bestfit dla bryły swobodnejJeżeli nie mamy narzuconych z góry przez konstruktora powierzchnibazowych, na których mamy dokonać dopasowania (bestfitu), lub też nie jesteśmypewni dokładności użytych przez nas elementów, konieczne jest wykonanieraportu pomiarowego z procedury bestfitu, czyli tworzenia układu współrzędnych.Należy zdawać sobie sprawę, że od dokładności stworzonego układu współrzędnychzależą wyniki pomiarów. Aby wyniki pomiarów mogły być porównywanemiędzy różnymi operatorami konieczne jest przyjęcie wspólnych baz i założeń codo dokładności procedury dopasowania.
Artykuł sponsorowany413. Możliwości pomiarowe modułu SURF 3D – oprogramowanie firmyMetrosoft (WENZEL)Oprogramowanie SURF 3D Metrosoft jest częścią składową całego pakietuaplikacji oprogramowania dla współrzędnościowych maszyn pomiarowych.Dzięki modułowi SURF 3D, możemy dokonywać analizy powierzchni krzywoliniowychna bazie modeli CAD. Opcja ta porównuje powierzchnie CAD przekonwertowanedo systemu pomiarowego (dane CAD zostają przekonwertowane naformat wewnętrzny oprogramowania maszyny pomiarowej) z powierzchnią rzeczywistąna drodze pomiarowej poprzez współrzędnościową maszynę pomiarową.W oprogramowaniu maszyny pomiarowej zostaje dokonany podział elementu napojedyncze struktury geometryczne jak powierzchnie, krzywe, okręgi itp.Program pomiarowy na dany przedmiot tworzony jest automatycznie.Operator wskazuje tylko myszką na modelu miejsca, które mają zostać poddaneinspekcji.3.1. Pomiar powierzchni swobodnychBryłę elementu mierzonego możemy przedstawiać w dowolnym widokuw oknie programu. Do wyboru mamy widoki standardowe, jak rzut z przoduz boku oraz i dowolną orientację w przestrzeni.Chcąc dokonać analizy powierzchni należy ją uaktywnić i określić ścieżkępomiarową poprzez określeniewektorów kierunkowychnajazdu na poszczególnepunkty pomiarowe płaszczyzny.Ocena odchyłekod wartości rzeczywistejw stosunku do nominalnychw poszczególnych punktachpomiarowych jest generowanaautomatycznie w okniepomiarowym z zaznaczeniemwartości.Rys.3 Powierzchnia z zaznaczoną ścieżką pomiarowąoraz wektorami kierunkowymi najazdu końcówkipomiarowej3.2. Pomiar krzywych – przecięciaRys.4 Pomiar krzywej utworzonej w wyniku przecięciamodelu z płaszczyzną równoległą do jednej z płaszczyznukładu współrzędnych3.3. Pomiar krawędziRys.5 Pomiar krawędzi z wyznaczonymi wektoramipomiarowymi najazdu trzpienia pomiarowegoMierząc krzywe swobodnew programie pomiarowymnależy je wpierw wygenerowaćpoprzez przecięcieelementu z płaszczyzną wokreślonej płaszczyźnie układuwspółrzędnych. Do wygenerowaniakrzywej należyokreślić płaszczyznę cięciaw układzie współrzędnychoraz odległość cięcia.W programie MetrosoftSURF 3D możemy równieżdokonać pomiaru krawędzipomiędzy dwoma swobodnymipowierzchniami. Przyokreśleniu krawędzi należywygenerować krzywą, naktórej określone będą wektorypomiarowe pomiarupunktów w pobliżu wyznaczonychpłaszczyzn.Do pomiarów stosuje się proste głowice dotykowo – impulsowe (najczęściejstosowane to TP 20, TP 200 - firmy Renishaw), zbierając z powierzchnidetalu punkty charakterystyczne. Efektywniejszą digitalizację powierzchni wrazze skróceniem czasu otrzymujemy poprzez głowice skanujące (SP 600, SP 25,SP 80 firmy Renishaw) gdzie podczas pomiaru końcówka pomiarowa przemieszczasię po powierzchni w ciągłym styku przejmując punkty pomiarowei dając nam najwięcej informacji o kształcie wytworzonego wyrobu.Rys. 6 Widok protokołu pomiarowego mierzonych punktówna krzywej z wartościami rzeczywistymi oraz tolerancją4. PodsumowanieCoraz częściej konstrukcja elementów opiera się na powierzchniachswobodnych których odpowiednik matematyczny nie jest zdefiniowanypoprzez typowe elementy geometryczne. Nowoczesne systemy wytwórczepozwalają jednak na nadawanie dowolnego kształtu wyrobom. Istnieje więckonieczność stosowania metod kontrolno – pomiarowych, które będą zintegrowaneze zautomatyzowanymi systemami wytwarzania. Pojawiającym siępotrzebom sprostać mogą jedynie współrzędnościowe maszyny pomiarowewraz z odpowiednim oprogramowaniem. Ocena pomiarowa przedmiotu obrobionego,przez porównanie powierzchni rzeczywistej z modelem CAD, staje sięstandardem w technice współrzędnościowej.Możliwości pomiarowe z wykorzystaniem opcji SURF 3D są bardzoszerokie, możemy oceniać zarówno proste struktury geometryczne jak i skomplikowaneczęści składające się z powierzchni swobodnych.Duże znaczenie ma również możliwość eksportu pomierzonych punktów wformacie VDA do systemów CAD. Dzięki temu możemy dokonywać procesutak zwanej inżynierii odwrotnej (RE). Mając dany element, np. formę czy matrycę,dokonujemy jego digitalizacji, zmierzone punkty eksportujemy do programuCAD a następnie tworząc na nich powierzchnie otrzymujemy gotowądokumentację wyrobu w postaci modelu 3D. Na podstawie tego modelu tworzonyjest program na obrabiarkę <strong>numer</strong>yczną CNC a gotowy wyrób ponownieporównujemy na maszynie pomiarowej z modelem 3D.Literatura[1] Gawlik J., Juras B., Karbowski K., Wójcik A., Koncepcja oceny dokładnościpowierzchni swobodnych w systemie inżynierii odwrotnej. Metrologia w technicewytwarzania, Politechnika krakowska, Kraków 2003.[2] Gawlik J., Wójcik A., Modelowanie i ocena dokładności powierzchni swobodnychw systemie WMP CAD CAM. Prace Naukowe Instytutu Technologii i AutomatyzacjiPolitechniki Wrocławskiej, Nr 84, Kraków 2003.[3] www. wenzel cmm.com[4] Szelewski M., Grzelka M., Wykorzystanie współrzędnościowej techniki pomiarowejoraz systemów CAD 3D w inżynierii odwrotnej. Pomiary, automatyka,kontrola. Nr 2/2004.mgr inż. Tomasz KĘDZIERSKImgr inż. Łukasz MĄDRY
Obróbka EDMa jakość powierzchni wkładki43Wstęp – dlaczego EDMWiększość prac można wykonać nie tylko jedną właściwąmetodą, ale stosując jedną z kilku „ścieżek” prowadzących do celu.Decydując się na elektrodrążenie (tytułowy EDM) najpewniej mamydo wykonania skomplikowany kształt, z ostrymi narożami. Rzadziejchodzi o ujednolicenie faktury na większej powierzchni detalu. Czasemo wyborze drążarki decyduje fakt, że akurat na niej są wolnemoce „przerobowe”. Jaka by nie była przyczyna wyboru tej obróbki,musimy pamiętać, że rozmaite materiały drążą się w różny sposób,z różną szybkością i wymagają różnego nakładu sił podczas wykańczającejobróbki ręcznej.Drążenie, w porównaniu do obróbek skrawaniem w większymstopniu wpływa na strukturę powierzchni materiału, nie tylkona jej np. chropowatość. Zmiany zachodzące w materiale obrabianym,podczas działania łuku elektrycznego w wąskiej szczelinie,z niedostatecznym płukaniem, gdzie temperatura osiąga tysiącestopni nie powinny nikogo dziwić. Często tylko pomysły inżynierówkonstruujących coraz wymyślniejsze, „mądrzejsze” maszyny chroniąmateriał przed rozerwaniem na kawałki.Na powyższych zdjęciach pokazujemy nasze prywatnetesty, pozwalające stwierdzić o ile wyprzedzamy konkurencjęw praktycznym sprawdzaniu jakości towarów które sprzedajemy.Latem 2004 wykonywaliśmy próby drążenia różnymi grafitamiw stali. Dzięki uprzejmości firmy SOLFORM która udostępniła namdrążarki i firmie ITA z Poznania, która pozwoliła korzystać ze sprzętupomiarowego uspokoiliśmy się, jaki grafit jest wiodący. Wiodącyw tym przypadku to dla mnie uzyskanie najlepszego efektu w najkrótszymczasie i bez niespodzianek jakie widać na jednej z elektrod,która nie była wykonana z grafitu POCO Graphite. W dodatku efektw przypadku POCO uzyskujemy za „normalne” pieniądze.Materiał a jego polerowalnośćPolerowalność to nie najładniejsze słowo, ale określa krótkozdolność materiału do polerowania w celu uzyskania lustrzanejpowierzchni (high gloss polishability). Skład chemiczny stali (czyobrabianego stopu aluminium) determinuje efekt końcowy częstozanim rozpoczniemy drążenie. Producenci materiałów narzędziowychróżnie określają łatwość polerowania poszczególnych gatunków.Różnice wynikają z tego, że dla każdego gatunku podajesię „średni skład chemiczny”, często różny od idealnego. Z koleiduże różnice jakości powierzchni pomiędzy gatunkami wynikająz dodatków stopowych, twardości powierzchni, struktury wewnętrznej,jednorodności czy stopnia czystości stali. Niektórepierwiastki stopowe albo i zanieczyszczenia powodują powstawaniewtrąceń w roztworze stali. Podczas procesu polerowania takiewtrącenie jest jak zadzior, który po wyrwaniu robi w ładnej i gładkiejpowierzchni dziurę.Hutnicy znając zapotrzebowanie ryku wymyślają rozmaitegatunki aby dostarczyć klientowi stal o pożądanych własnościach.W tym przypadku mówimy o stali która się dobrzepoleruje. Analizując składy chemiczne stali, widać żepierwiastki stopowe polepszające zdolność do polerowaniato: nikiel (Ni), molibden (Mo), mangan (Mn).Z kolei pierwiastki takie jak: siarka (S), fosfor (P), węgiel(C) powodują pogorszenie połysku powierzchni.Nie są to poza tym zanieczyszczenia, bowiem w niektórychzastosowaniach siarka poprawia skrawalnośćczy węgiel podnosi twardość stali. Ale nie można wtedymówić, że stal ta da się wypolerować na lustro.Wyższa twardość powierzchni, co już w pierwszejchwili przychodzi na myśl, wpływa ujemnie naszybkość polerowania. Po pierwsze twarde dłużejsię szlifuje, a po drugie podczas drążenia b. twardychpowierzchni (często twardych z uwagi na dużą zawartośćwęgla) powstaje grubsza warstwa zmieniona cieplnie. Nie chodzitylko o białą strefę, ale leżącą pod nią warstwę o grubości5 – 30 µm. Elementy z tego samego gatunku stali, np. 1.2343 (WCL)ale zmiękczone lub zahartowane będą miały różnie zmienionąstrukturę wskutek drążenia. Próbka zmiękczona będzie zmieniała
44się mniej i wolniej od próbki zahartowanej do twardości np. 54 HRC.Powstające podczas drążenia zmiany strukturalne, o ile stosownoszybkie i wydajne wybieranie materiału mogą prowadzić do spękańa nawet późniejszego kruszenia się warstwy wierzchniej materiału.Jednorodna struktura materiału ma istotny wpływ na polerowalność.Frezowana i szlifowana wkładka ma pozornie zwartąi jednolitą strukturę. Technologia produkcji jak kucie czy walcowaniewprowadza pasmowość struktury materiału. Może przesadnymjest mówienie że „stal żyje”. Ale biegnące wzdłuż materiału włóknaz różną zawartością siarki (S) dają czasem efekt pasów na polerowanychpowierzchniach. Stale z takimi niespodziankami to gatunki1.2312 i 1.2085. Mają więcej siarki, aby ułatwić obróbkę skrawaniem,ale ta sama siarka daje bardziej matowe powierzchnie. Istnieją narynku stale jak PH42FM - produkowane przez ThyssenKrupp w Witten- o dużej zawartości siarki (0,1%), ale aby poprawić ich zdolnośćdo polerowania dodano aluminium (Al) i miedź (Cu) aż po 1% orazobniżono węgiel do 0,15 % zawartości. Pytanie tylko jaka jest cenai dostępność takich stali w stosunku do wymagającego pospiechurynku producentów form. Inna metodą na uzyskiwanie lepszychpowierzchni jest stosowanie stali proszkowych (uzyskiwanych przezspiekanie proszków), ale i tu rodzi się pytanie o łatwą dostępnośćtych stali.Aby ułatwić zrozumienie i zobrazować który gatunek polerujesię lepiej czy gorzej proponuję popatrzeć na wykres 1. Wykresten stworzyliśmy w oparciu o materiały hut i własne doświadczenia.Dane poszczególnych hut różnią się minimalnie pomiędzy sobą. Wynikato jak sądzę z małych, ale możliwych i znormalizowanych różnicw składzie chemicznym i wielkości ziarna stali tego samego gatunku,ale od różnych producentów. Zaznaczam, że wykres dotyczyposzczególnych gatunków stali w wykonaniu standardowym, poprawionastruktura (EFS), przetop elektrożużlowy (ESR) poprawiazdolność stali do polerowania na wysoki połysk, czyli np. gatunek1.2083 ESR miałby dłuższy niebieski pasek od „zwykłego” 1.2083.Należy wtedy rozważyć czy konieczne jest stosowanie 1.2083 ESR,a nie 1.2767 czy 1.2343. Bo jakość powierzchni jest wtedy podobna,inne są ceny materiału i jego dostępność na rynku. Stale już w huciewstępnie ulepszone do 30 HRC, jak 1.2311 i 1.2738, wobec którychnie stosuje się późniejszych obróbek cieplnych, są doskonałe dopolerowania w większości popularnych zastosowań.Wpływ materiału elektrody na powierzchnię(miedź, grafit, miedziografit)Elektroda wykonana z grafitu EDM 150 w zakładach FORMET S.A.Nie bez znaczenia dla jakości powierzchni jest materiałelektrody użyty podczas drążenia. Materiał i kształt elektrodydeterminuje wielkość prądu przykładanego poprzez elektrodę doobrabianego przedmiotu. Drążyć można dowolnym przewodnikiemjako elektrodą. Pomijając ekstremalne przypadki, najczęściej używaRys. 1 Zdolność stali do uzyskania lustrzanego połysku w zależności od gatunku. Najwyższy słupek oznacza najlepszą, lustrzaną powierzchnię.
45się do drążenia grafitu, miedzi, lub grafitu impregnowanego (wypełnionego)miedzią.Materiały takie, jak stal lub aluminium obrabiamy grafitemlub miedzią. Grafit pozwala na szybszą pracę, większe elektrodyprzy tej samej ich wadze (jest 5 razy lżejszy od miedzi). Jestteż dostępny w większych blokach niż największe płaskowniki miedziane.Szybkość drążenia grafitu wynika z tego, że grafit pozwalastosować większą gęstość prądu przy tej samej wielkości elektrody.Miedź topi się podczas drążenia w temperaturze powyżej1083 C, grafit natomiast sublimuje (odparowuje) w temperaturze3300 CMateriały takie, jak brązy berylowe BB2, Hovadur, Ampcoloy83 czy MoldMax drążymy grafitem impregnowanym miedziąbowiem tylko ten materiał elektrody pozwala na kilkukrotnie (do10x) niższe zużycie elektrody niż elektroda z czystej miedzi.Im materiał elektrody ma bardziej jednorodną strukturę,tym lepszy efekt osiągniemy. W rezultacie drążenia porowatamiedź da gorszą powierzchnię niż drobnoziarnisty grafit. Czasaminatomiast, jak w przypadku ze zdjęcia obok wybieramy grafit, abyuzyskać dobrą powierzchnię żeberek przy jednoczesnym minimalnymupaleniu elektrody. Łatwiej i szybciej jest zrobić jedną takąelektrodę z dobrego, drobnoziarnistego grafitu niż kilka z taniego,ale pękającego podczas frezowania. To co pozornie straciliśmykupując droższy materiał na elektrodę wielokrotnie zwraca się namw zaoszczędzonym czasie obróbki. A dodatkowo mogę powiedzieć,że im bardziej drobnoziarnisty grafit stosujemy, tym lepsze ma onwłasności mechaniczne. Mówiąc bardziej po ludzku, nie tylko łatwiejsię go skrawa, ale i rzadziej pęka podczas przypadkowych uderzeń.Drobnoziarnisty grafit pomimo dużej wytrzymałości ma wyższąelastyczność od gruboziarnistego. Myślę, że bardziej zasadne jestpytanie sprzedawcy nie o jego ziarno, ale podanie jaką powierzchnięchcemy osiągnąć. Podając materiał, np. stal 1.2311 i powierzchnięnp. VDI 24 wymagajmy od sprzedawcy doboru grafitu. Więcejo różnicach w pracy z różnymi materiałami na elektrody pisałemw <strong>numer</strong>ach 6, 7, 8 <strong>Forum</strong> Narzędziowego z roku 20<strong>01</strong>.Jak poprawić jakość powierzchni dla danegomateriału już podczas obróbkiJeżeli już stało się i drążymy, zarówno tanim jak i drogimgrafitem – mamy kilka sposobów aby jeszcze bardziej poprawić powierzchnię.Zmniejszamy prąd na koniec pracy, zmniejszamy odskoklub na chwilę zmniejszamy płukanie. Powierzchnia drążonego materiałubędzie wtedy lepsza. Nie załatwi tego niestety automatykamaszyny, ale operator przestawiający parametry podczas pracy.Z doświadczenia wiemy, że w stali 1.2343 ESR grafitem POCO EDMAF5 można osiągnąć lustrzaną niemal powierzchnię o chropowatości4 VDI (Ra 0,16 µm). Potrzebne są takie gładkości jeżeli nie będziejuż potem możliwości ręcznego czy mechanicznego wygładzeniapowierzchni wkładki, np. podczas drążenia napisów z koniecznymgładkim tłem.Zdjęcie mikroskopowe stali 1.2311 drążonej zgrubnie,widać stopione kratery i chropowatą powierzchnię.O grubości warstwy zmienionej też lepiej tu nie mówić,wynosi kilkadziesiąt µm.Powierzchnia po drążeniu, jak na zdjęciu powyżej,w dużym powiększeniu pod mikroskopem wygląda jak powierzchniaksiężyca. Tylko od operatora zależy, jak dobierze parametry,jakie wielkie będą zagłębienia i w rezultacie ile ręcznej pracy będziemiał ślusarz aby uzyskać to, co konstruktor wymyślił.PodsumowanieJak w każdej branży widać, że zasady są „generalne”. A odnas zależy efekt końcowy. Rodzaj materiału, jego gatunek, szybkośćobróbki i doświadczenie pracowników to czynniki z których budujesię efekt końcowy. Ciekawe byłoby zestawienie o ile lepsza jestpowierzchnia gatunku stali w wykonaniu zwykłym, EFS, czy ESR.Albo, ile krócej trwa polerowanie w przypadku zakupu droższychwykonań stali.Szukając wiadomości w różnych wydawnictwach i interneciena ten temat stwierdziłem jedno – o stalach na formy nie ma zbytwiele wiadomości. Podręczniki metaloznawstwa temat stali na narzędziado przetwórstwa tworzyw pomijają wstydliwie. Spotyka sięstale do pracy na zimno, na gorąco i szybkotnące. Jak 20 lat temu.Myślę, że powyższy temat polerowalności różnych gatunkówstali byłby dobry na kilka prac magisterskich, z doktoratem nakońcu, który mówiłby o ekonomii doboru materiałów w zależnościod ich składu chemicznego i sposobu wykonania. Ciekaw jestem,kiedy temat stali do przetwórstwa tworzyw sztucznych pojawi się wpodręcznikach do metaloznawstwa. Mamy przecież już od kilku latXXI wiek.Robert Dyrda
Szwajcarski CHARMILLES… i to w dobrej cenie !ROBOFIL 240 SL i 440 SL . 100% Charmilles, 100% Swiss-madeDzięki nowej serii wycinarek drutowychROBOFIL 240 SL -440 SL szwajcarska tradycjai jakość jest jeszcze bardziej dostępna.Obrabiarki ROBOFIL 240 SL -440 SL sąskonstruowane i produkowane w Szwajcarii.Oferują one rozwiązania techniczne spełniającenajtrudniejsze wymagania użytkowników.Są precyzyjne, stabilne i powtarzalne.Zapewniają wysoki poziom konkurencyjnościnaszym klientom na całym świecie. Unikalnakonstrukcja gwarantuje, że obrabiarki ROBOFIL240 SL -440 SL są najbardziej wszechstronnespośród wszystkich oferowanych na rynku.259803502/PL/03.05AGIE CHARMILLES GroupGEORG FISCHER ‡ Manufacturing TechnologyAgie Charmilles Sp. z o.o.ul. Perkuna 85, 04-164 Warszawatel. + 48 <strong>22</strong> 672 33 00, fax + 48 <strong>22</strong> 672 <strong>01</strong> 41www.agie-charmilles.plemail: info@agie-charmilles.pl