plastid kokkuvote
plastid kokkuvote
plastid kokkuvote

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
POLÜMEERIDE JA POLÜMEERKOMPOSIITIDE TÖÖTLEMISTEHNOLOOGIAD<br />
1. Polümeeride olemus ja liigitus<br />
Polümeerid: kõrgmolekulaarsed ühendid (molaarmass jääb vahemikku 2000-2 000 000)<br />
Makromolekulid on ülesehitatud madalamolekulaarsetest ainetest- monomeeridest<br />
Plastid: polümeeride baasil valmistatud tehismaterjalid, mille põhikomponendiks on polümeer ning mis<br />
töötlemisfaasis on plastsed, tavaliselt kõrgendatud temperatuuri ja rõhu mõjul<br />
Polümeerkomposiidid (plastkomposiidid): on materjalid, mis koosnevad polümeersest maatriksist<br />
(sideainest) ning tugevdavast ehk armeerivast lisandist (täiteaine – teraline või kiud materjal ).<br />
NB! Kõik <strong>plastid</strong> on polümeerid aga kõik polümeerid ei pruugi olla <strong>plastid</strong> (kummid, liimid,<br />
pinnakattematerjalid)<br />
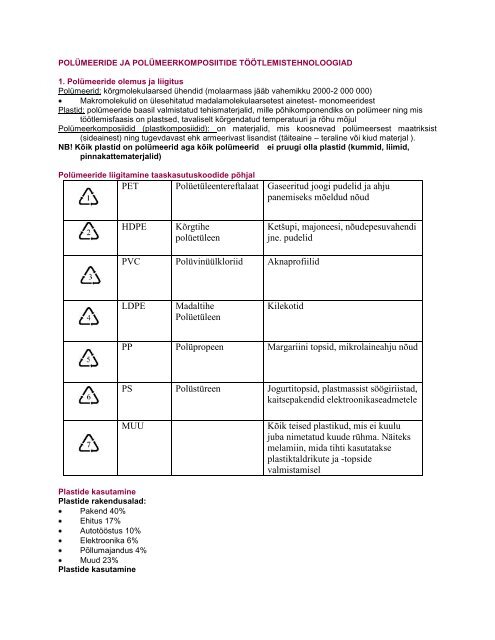
Polümeeride liigitamine taaskasutuskoodide põhjal<br />
PET Polüetüleentereftalaat Gaseeritud joogi pudelid ja ahju<br />
panemiseks mõeldud nõud<br />
HDPE<br />
Kõrgtihe<br />
polüetüleen<br />
Ketšupi, majoneesi, nõudepesuvahendi<br />
jne. pudelid<br />
PVC Polüvinüülkloriid Aknaprofiilid<br />
LDPE<br />
Madaltihe<br />
Polüetüleen<br />
Kilekotid<br />
PP Polüpropeen Margariini topsid, mikrolaineahju nõud<br />
PS Polüstüreen Jogurtitopsid, plastmassist söögiriistad,<br />
kaitsepakendid elektroonikaseadmetele<br />
MUU<br />
Kõik teised plastikud, mis ei kuulu<br />
juba nimetatud kuude rühma. Näiteks<br />
melamiin, mida tihti kasutatakse<br />
plastiktaldrikute ja -topside<br />
valmistamisel<br />
Plastide kasutamine<br />
Plastide rakendusalad:<br />
Pakend 40%<br />
Ehitus 17%<br />
Autotööstus 10%<br />
Elektroonika 6%<br />
Põllumajandus 4%<br />
Muud 23%<br />
Plastide kasutamine
PE 35%<br />
PP 20%<br />
PVC 18%<br />
Termo<strong>plastid</strong> 90%<br />
Reakto<strong>plastid</strong> 10%<br />
3. Plastide töötlemise põhiprotsessid<br />
Termo<strong>plastid</strong>e töötlemise põhiprotsessid:<br />
Survevalu<br />
Ekstrusioon<br />
Termovormimine<br />
Rotovormimine<br />
Põhiprotsesse võib jaotada:<br />
Primaarsed – toote lõplik vormimine toimub ühe protsessina<br />
Sekundaarsed – toote vormimine toimub pooltootest<br />
Survevalu protsess<br />
Survevalu teostamiseks on vaja plast muuta sisestatud tahkest olekust (tavaliselt pelletite või pulbri<br />
vormis) töödeldavasse sulaolekusse.<br />
sisestatud materjali plastifitseerimine pöörleva teo abil (samm 1)<br />
peale vormi sulgemist järgneb plastifitseeritud materjali surumine vormi läbi teo edasi liikumise<br />
(samm 2),<br />
surve hoidmine ja detaili jahutamine vormis (samm 3)<br />
teo tagasiliikumine ja uus tsükkel(samm 4)<br />
viimane protsessi samm on vormi avamine ja detaili väljutamine vormist (samm 5).<br />
Survevalu masina komponendid<br />
Sõltumata töödeldavast materjalist, koosneb survevalu masin järgmistest komponentidest:<br />
Masina raam toetab sisestusüksust ja sulgemisüksust (vormi avamine ja sulgemine tootmistsüklis)<br />
Survevalu tsükli jada kontrollitakse kontrollsüsteemi poolt<br />
Vormitud detaili jahutamisel, peab vormitud segu olema jahutatud enne vormist väljavõttu<br />
(temperatuuri kontrollerid).<br />
Survevalu eelised:<br />
Võimalus valmistada avatud anumaid.<br />
Valudetaili omahind on madal tingituna masstootmisest;<br />
Valmistoode enamasti ei vaja järeltöötlust, kui siis minimaalselt<br />
Protsessi automatiseeritus;<br />
Suur tootlikkus – ööpäevas 5000 – 10 000 detaili;<br />
Vormide pikk tööiga (10 000 000 tsüklit);<br />
Lühike tootmistsükkel;<br />
Võimalik reguleerida tootmistsüklit ja suurendada toodangut.<br />
Survevalu puudused:<br />
Vormide kõrge hind, tingituna keerulisest ehitusest ning pinnakvaliteedist;<br />
Kallid seadmed, keeruline seadistus;<br />
Keerulise kuju ja suurte mõõtude suhtega detaile ei saa valmistada;<br />
Teisest materjalist lisade sissevormimine on keeruline ja kallis;<br />
Vormi ümbertegemine on kulukas<br />
Ekstrusioon<br />
Ekstrusioon on pooltoodete nagu toru, profiili või lehe pidevtootmine plastist.<br />
Lisaks teistele komponentidele, sisaldub ekstrusioonsüsteemis: ekstruuder, ekstrusioonipea,<br />
kalibreerimis/jahutus osa, ajam, lõikemehhanism.<br />
Ekstruuderi kuumas silindris (140 – 240 °C) muudetakse plastikud pöörleva teo toimel plastseks
Plastne segu surutakse läbi vormiva kanali (ekstrusioonipea ehk suulise) ja seejärel toode<br />
jahutatakse.<br />
Ekstrusioon-puhumisvormimine<br />
Ekstrusioon puhumisvormimisel toimub kaks protsessi paralleelselt:<br />
vormitooriku ekstrusioon<br />
ekstrudeeritud vormitooriku puhumine õhu abil<br />
soovitud tooteks<br />
Venitus-puhumisvormimine<br />
Venitus puhumisvormimine on erivariatsioon<br />
puhumisvormimisest.<br />
Kasutatav efekt – sarnane nagu kile puhul – venitus<br />
ligilähedal klaasistumis või kristalliitide<br />
sulamistemperatuurile<br />
Sellel teel tõstetakse mehaanilisi omadusi<br />
märgatavalt.<br />
Sellel protsessil ei venitata vormitoorikut<br />
mitte ainult radiaalselt (nagu ekstrusioon<br />
puhumisvormimisel) vaid ka pikisuunaliselt.<br />
Termovormimine (pneumo- ja vaakumvormimine)<br />
Lehtmaterjlide korral kasutatakse üle- või alarõhu abil<br />
vormimist, vastavalt pneumo- või vaakumvormimist.<br />
Termo<strong>plastid</strong> soojendatakse temperatuurini 100 – 200<br />
°C ja surutakse (rõhk kuni 2,5 MPa) või tekitatakse<br />
vaakumi abil alarõhk, mille abil surutakse leht vastu vormi, mille kuju ta jahtudes omandab.<br />
Pneumovormimine võimaldab võrreldes<br />
vaakumvormimisega valmistada sügavamaid ja suurema seinapaksusega tooteid.<br />
Rotovormimine<br />
Rotatsioonvalu korral surutakse pulbriline plast tsentrifugaaljõu mõjul<br />
vastu kuuma vormi, jahtudes omandab sulanud materjal vormi kuju.<br />
Nii saab vormida suuri ja keeruka kujuga esemeid.<br />
Rotovormimise meetodil valmistatavad plasttooted:<br />
anumad ja mahutid,<br />
välisvalgustite kuplid,
settekaevud ja kuivtualetid<br />
erineva suuruse ja kujuga merepoid).<br />
sanitaartoodetest valmistatakse kuivkäimlaid,<br />
autotööstusele Volvo ja Scania veoautode ja teemasinate kütusepaagid<br />
Rotovormimine<br />
Rotovormimise eelised:<br />
Tooted on ilma sisepingeteta – seega pragunemisele<br />
vastupidavad.<br />
Ei jää keevitusjälgi<br />
Ökonoomselt saab toota suuremahulisi detaile<br />
Vormide valmistamine on odavam kui teistel tehnoloogiatel.<br />
Suurem vabadus on toote kuju projekteerimisel<br />
Rotovormimise puudused:<br />
Pikk tootmistsükkel (30-40min)<br />
Ei saa valmistada avatud anumaid<br />
Polümeerkomposiitide olemus ja liigitus<br />
Kompsiitmaterjalid: kahest või enamast faasist koosnevad<br />
heterogeensed materjalid. Tavaliselt on üks faasidest kõva ja<br />
tugev, mida nimetatakse armatuuriks, ja teine plastne ja<br />
elastne, mida nimetatakse maatriksiks.<br />
Tehnikas kasutatavad komposiitmaterjalid liigitatakse:<br />
valmistamisviisi<br />
kasutusvaldkonna<br />
maatriksi koostise (metall-, keraamilised-, süsinik- ja polümeerkomposiidid)<br />
armatuuri kuju alusel (dispersse armatuuriga, diskreetse armatuuriga ja pideva kiudarmatuuriga)<br />
Polümeerkomposiitide koostisosad<br />
Polümeerkomposiidid on materjalid, mis koosnevad<br />
polümeersest maatriksist (sideainest) ning tugevdavast ehk
armeerivast lisandist (täiteaine – teraline või kiudmaterjal ).<br />
Maatriksiksi omadused määravad enamiku polümeerkomposiidi<br />
omadustest va. tugevuse ja jäikuse.<br />
Kiudarmatuur suurendab tõmbetugevust, elastsust,<br />
kõvadust, roomekindlust, paindetugevust, survetugevust,<br />
löögisitkust, mõõtmetepüsivust ja vähendab mahukahanemist<br />
Enamlevinud kiud: klaaskiud (klaas<strong>plastid</strong>), süsinikkiud<br />
(süsinik<strong>plastid</strong>), boorkiud (boor<strong>plastid</strong>), orgaanilised kiud<br />
(organo<strong>plastid</strong>), metallkiud (metallo<strong>plastid</strong>)<br />
Polümeerkomposiidid leiavad kasutamist tingimustes, kus on oluline minimaalne mass, korrosioonikindlus,<br />
kemikaalikindlus, hea isolatsioonivõime<br />
Polümeerkomposiittoodete valmistamise tehnoloogiad<br />
Käsitsi lamineerimine (hand-lay-up)<br />
Käsitsi lamineerimisel (hand-lay-up) kasutatakse ühepoolseid vorme,<br />
sobilik suurte mõõtmetega toodete (vannid, basseinid, paadid)<br />
väikeseeria tootmiseks, kõvenemine toimub ruumitemperatuuril<br />
Vormimine vaakumkotis (Vacuum bag moulding),<br />
Vormimine vaakumkotis (Vacuum bag moulding), mille korral<br />
käsitsi asetatud materjalikihid (klaaskiudmatt, kärgpaneelid, jt)<br />
surutakse kokku elastse diafragma või vaakumkoti abil, kasutades<br />
ülerõhku või vaakumit. Üheks variandiks on ka vormimine<br />
autoklaavis, kus kasutatavad kõrgendatud temperatuurid<br />
kiirendavad toote kõvenemist.<br />
Injektsioonvormimine<br />
Injektorvormimine erineb vaakumvormimisest selle poolest,<br />
et kõvendiga segatud vaigu vormiviimiseks kasutatakse alarõhu<br />
asemel ülerõhku (kuni 20 bar),millega surutakse vaik vormi. Vormist õhu välja saamiseks kasutatakse<br />
õhutus kanalit.<br />
Pihustamismeetod (spray-up)<br />
Pihustamismeetodi (spray-up), puhul pihustatakse<br />
sideaine ja kiudude segu vormile.<br />
Kerimine ehk mähkimine (filament winding)<br />
Kerimine ehk mähkimine (filament winding), tehnoloogilisim<br />
meetod tsisternide ja mahutite valmistamiseks. Reeglina<br />
kasutatakse ringja või ovaalse ristlõikega toodete valmistamiseks.<br />
Loengumaterjalid: www.ttu.ee/mti (õppetöö > bak. õpe > materjalitehnika><strong>plastid</strong> ja komposiidid)