

PRZEGLĄD MECHANICZNY 5/2015

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
otworem ch∏odzàcym. Rdzeƒ kszta∏towy ma dwie<br />
Êrednice zewn´trzne, z ∏agodnym przejÊciem mi´dzy<br />
powierzchniami tworzàcymi oraz rowki wzd∏u˝ne równomiernie<br />
rozmieszczone na jego obwodzie, przy<br />
czym cz´Êç rdzenia kszta∏towego o wi´kszej Êrednicy<br />
wystaje poza czo∏o g∏owicy o wielkoÊç od u∏amka<br />
do kilku Êrednic. Innym rozwiàzaniem jest g∏owica<br />
wyt∏aczarska [5] sk∏adajàca si´ z cz´Êci sta∏ej i cz´Êci<br />
obrotowej, wyposa˝ona w element rurowy utwierdzony<br />
jednym koƒcem w korpusie, a drugim – w kszta∏cie<br />
spr´˝ystego wyst´pu, osadzony suwliwie w kanale<br />
przep∏ywu tworzywa.<br />
Nowa konstrukcja g∏owicy wyt∏aczarskiej<br />
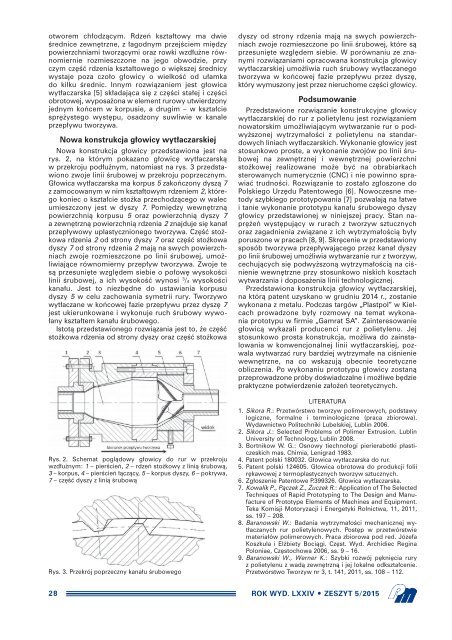
Nowa konstrukcja g∏owicy przedstawiona jest na<br />
rys. 2, na którym pokazano g∏owic´ wyt∏aczarskà<br />
w przekroju pod∏u˝nym, natomiast na rys. 3 przedstawiono<br />
zwoje linii Êrubowej w przekroju poprzecznym.<br />
G∏owica wyt∏aczarska ma korpus 5 zakoƒczony dyszà 7<br />
z zamocowanym w nim kszta∏towym rdzeniem 2, którego<br />
koniec o kszta∏cie sto˝ka przechodzàcego w walec<br />
umieszczony jest w dyszy 7. Pomi´dzy wewn´trznà<br />
powierzchnià korpusu 5 oraz powierzchnià dyszy 7<br />
a zewn´trznà powierzchnià rdzenia 2 znajduje si´ kana∏<br />
przep∏ywowy uplastycznionego tworzywa. Cz´Êç sto˝kowa<br />
rdzenia 2 od strony dyszy 7 oraz cz´Êç sto˝kowa<br />
dyszy 7 od strony rdzenia 2 majà na swych powierzchniach<br />
zwoje rozmieszczone po linii Êrubowej, umo˝liwiajàce<br />
równomierny przep∏yw tworzywa. Zwoje te<br />
sà przesuni´te wzgl´dem siebie o po∏ow´ wysokoÊci<br />
linii Êrubowej, a ich wysokoÊç wynosi 3 /4 wysokoÊci<br />
kana∏u. Jest to niezb´dne do ustawiania korpusu<br />
dyszy 5 w celu zachowania symetrii rury. Tworzywo<br />
wyt∏aczane w koƒcowej fazie przep∏ywu przez dysz´ 7<br />
jest ukierunkowane i wykonuje ruch Êrubowy wywo-<br />
∏any kszta∏tem kana∏u Êrubowego.<br />
Istotà przedstawionego rozwiàzania jest to, ˝e cz´Êç<br />
sto˝kowa rdzenia od strony dyszy oraz cz´Êç sto˝kowa<br />
Rys. 2. Schemat poglàdowy g∏owicy do rur w przekroju<br />
wzd∏u˝nym: 1 – pierÊcieƒ, 2 – rdzeƒ sto˝kowy z linià Êrubowà,<br />
3 – korpus, 4 – pierÊcieƒ ∏àczàcy, 5 – korpus dyszy, 6 – pokrywa,<br />
7 – cz´Êç dyszy z linià Êrubowà<br />
Rys. 3. Przekrój poprzeczny kana∏u Êrubowego<br />
dyszy od strony rdzenia majà na swych powierzchniach<br />
zwoje rozmieszczone po linii Êrubowej, które sà<br />
przesuni´te wzgl´dem siebie. W porównaniu ze znanymi<br />
rozwiàzaniami opracowana konstrukcja g∏owicy<br />
wyt∏aczarskiej umo˝liwia ruch Êrubowy wyt∏aczanego<br />
tworzywa w koƒcowej fazie przep∏ywu przez dysz´,<br />
który wymuszony jest przez nieruchome cz´Êci g∏owicy.<br />
Podsumowanie<br />
Przedstawione rozwiàzanie konstrukcyjne g∏owicy<br />
wyt∏aczarskiej do rur z polietylenu jest rozwiàzaniem<br />
nowatorskim umo˝liwiajàcym wytwarzanie rur o podwy˝szonej<br />
wytrzyma∏oÊci z polietylenu na standardowych<br />
liniach wyt∏aczarskich. Wykonanie g∏owicy jest<br />
stosunkowo proste, a wykonanie zwojów po linii Êrubowej<br />
na zewn´trznej i wewn´trznej powierzchni<br />
sto˝kowej realizowane mo˝e byç na obrabiarkach<br />
sterowanych numerycznie (CNC) i nie powinno sprawiaç<br />
trudnoÊci. Rozwiàzanie to zosta∏o zg∏oszone do<br />
Polskiego Urz´du Patentowego [6]. Nowoczesne metody<br />
szybkiego prototypowania [7] pozwalajà na ∏atwe<br />
i tanie wykonanie prototypu kana∏u Êrubowego dyszy<br />
g∏owicy przedstawionej w niniejszej pracy. Stan napr´˝eƒ<br />
wyst´pujàcy w rurach z tworzyw sztucznych<br />
oraz zagadnienia zwiàzane z ich wytrzyma∏oÊcià by∏y<br />
poruszone w pracach [8, 9]. Skr´cenie w przedstawiony<br />
sposób tworzywa przep∏ywajàcego przez kana∏ dyszy<br />
po linii Êrubowej umo˝liwia wytwarzanie rur z tworzyw,<br />
cechujàcych si´ podwy˝szonà wytrzyma∏oÊcià na ciÊnienie<br />
wewn´trzne przy stosunkowo niskich kosztach<br />
wytwarzania i doposa˝enia linii technologicznej.<br />
Przedstawiona konstrukcja g∏owicy wyt∏aczarskiej,<br />
na którà patent uzyskano w grudniu 2014 r., zostanie<br />
wykonana z metalu. Podczas targów „Plastpol” w Kielcach<br />
prowadzone by∏y rozmowy na temat wykonania<br />
prototypu w firmie „Gamrat SA”. Zainteresowanie<br />
g∏owicà wykazali producenci rur z polietylenu. Jej<br />
stosunkowo prosta konstrukcja, mo˝liwa do zainstalowania<br />
w konwencjonalnej linii wyt∏aczarskiej, pozwala<br />
wytwarzaç rury bardziej wytrzyma∏e na ciÊnienie<br />
wewn´trzne, na co wskazujà obecnie teoretyczne<br />
obliczenia. Po wykonaniu prototypu g∏owicy zostanà<br />
przeprowadzone próby doÊwiadczalne i mo˝liwe b´dzie<br />
praktyczne potwierdzenie za∏o˝eƒ teoretycznych.<br />
LITERATURA<br />
1. Sikora R.: Przetwórstwo tworzyw polimerowych, podstawy<br />
logiczne, formalne i terminologiczne (praca zbiorowa).<br />
Wydawnictwo Politechniki Lubelskiej, Lublin 2006.<br />
2. Sikora J.: Selected Problems of Polimer Extrusion. Lublin<br />
University of Technology, Lublin 2008.<br />
3. Bortnikow W. G.: Osnowy tiechno∏ogi pierierabotki p∏asticzeskich<br />
mas. Chimia, Lenigrad 1983.<br />
4. Patent polski 180032. G∏owica wyt∏aczarska do rur.<br />
5. Patent polski 124605. G∏owica obrotowa do produkcji folii<br />
r´kawowej z termoplastycznych tworzyw sztucznych.<br />
6. Zg∏oszenie Patentowe P.399326. G∏owica wyt∏aczarska.<br />
7. Kowalik P., Pàczek Z., ˚uczek R.: Application of The Selected<br />
Techniques of Rapid Prototyping to The Design and Manufacture<br />
of Prototype Elements of Machines and Equipment.<br />
Teka Komisji Motoryzacji i Energetyki Rolnictwa, 11, 2011,<br />
ss. 197 – 208.<br />
8. Baranowski W.: Badania wytrzyma∏oÊci mechanicznej wyt∏aczanych<br />
rur polietylenowych. Post´p w przetwórstwie<br />
materia∏ów polimerowych. Praca zbiorowa pod red. Józefa<br />
Koszkula i El˝biety Bociàgi. Cz´st. Wyd. Archidiec Regina<br />
Poloniae, Cz´stochowa 2006, ss. 9 – 16.<br />
9. Baranowski W., Werner K.: Szybki rozwój p´kni´cia rury<br />
z polietylenu z wadà zewn´trznà i jej lokalne odkszta∏cenie.<br />
Przetwórstwo Tworzyw nr 3, t. 141, 2011, ss. 108 – 112.<br />
28 ROK WYD. LXXIV ZESZYT 5/<strong>2015</strong>











