Frezowanie (Pdf 29,4 MB) - Poltra Sp. z oo
Frezowanie (Pdf 29,4 MB) - Poltra Sp. z oo
Frezowanie (Pdf 29,4 MB) - Poltra Sp. z oo

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
E<br />
Rich Mill - Informacja techniczna<br />
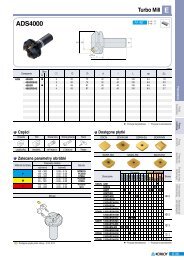
Rich Mill RM16<br />
‣ Ekonomiczne 16 krawędzi skrawających.<br />
‣ Obniżka kosztów przy frezowaniu średnim.<br />
‣ Płytka Wiper stosowana do uzyskania lepszej jakości powierzchni.<br />
‣ Optymalne dopasowanie specjalnej geometrii krawędzi skrawającej i różnych nowych<br />
gatunków, to doskonałe połączenie gwarantujące zwiększenie żywotności płytek.<br />
‣ W przypadku użycia 16 naroży, maksymalna głębokość frezowania wynosi 5.5 mm, ale w<br />
przypadku użycia 8 naroży, ta głębokość wynosi 13 mm.<br />
‣ Płytkę Wiper umieszcza się 0,05 mm poniżej płytki sąsiedniej we frezie.<br />
‣ W przypadku, gdy posuw przekracza długość krawędzi skrawającej Wiper (7 mm),<br />
umieszcza się symetrycznie dwie płytki Wiper.<br />
Łamacz<br />
Płytka Kraw. tnąca Właściwości<br />
<strong>Frezowanie</strong><br />
Płytki<br />
frezarskie<br />
Obróbka aluminium<br />
Obróbka lekka<br />
MA<br />
Lekka obróbka<br />
MF<br />
Obróbka ogólna<br />
MM<br />
Uzyskano lepszą produktywność przy ostrej krawędzi szczególnie przy frezowaniu aluminium.<br />
Ze względu na niskie opory skrawania, nadaje się do lekkiego frezowania oraz materiałów<br />
trudn<strong>oo</strong>brabialnych.<br />
Nadaje się do ogólnego frezowania.<br />
Frezy<br />
czołowe<br />
Typu Wiper<br />
W<br />
Daje lepszą jakość powierzchni niż łamacz wiór MM, MF.<br />
Frezy<br />
do form<br />
Frezy do<br />
aluminium<br />
Frezy do frez.<br />
bocznego<br />
Instrukcja dotycząca płytki Wiper<br />
Kierunek Dobre ustawienie Złe ustawienie<br />
Prawy<br />
○ × × × ×<br />
System wewnętrznego<br />
chłodzenia<br />
• Dobrze zaprojektowany rowek wiórowy celem<br />
spływu wiór.<br />
• System chłodzenia wewnętrznego zmniejsza<br />
ciepło skrawania i poprawia odprowadzanie<br />
wiór.<br />
Frzezy nasadzane<br />
informacja szczeg.<br />
Lewy<br />
Narzędzia do<br />
kół zębatych<br />
○ × × × ×<br />
Zalecane parametry obróbki<br />
ISO<br />
Gatunek ONM(H)X060608-MM<br />
vc(m/min) fz(mm/t)<br />
ONM(H)X060608-MF<br />
vc(m/min) fz(mm/t)<br />
ONHX060608-W<br />
vc(m/min) fz(mm/t)<br />
ONM(H)X080608-MM<br />
vc(m/min) fz(mm/t)<br />
ONM(H)X080608-MF<br />
vc(m/min)<br />
fz(mm/t)<br />
ONHX080608-W<br />
vc(m/min) fz(mm/t)<br />
P<br />
M<br />
K<br />
NCM325<br />
PC3500<br />
PC3535<br />
PC5300<br />
PC6510<br />
150~300<br />
150~300<br />
120~250<br />
120~180<br />
150~300<br />
0.1~0.35<br />
0.1~0.35<br />
0.1~0.35<br />
0.1~0.35<br />
0.1~0.4<br />
200~300<br />
200~300<br />
150~250<br />
100~180<br />
150~300<br />
0.05~0.3<br />
0.05~0.3<br />
0.05~0.3<br />
0.05~0.3<br />
0.08~0.35<br />
200~300<br />
200~300<br />
150~250<br />
100~180<br />
150~300<br />
0.05~0.2<br />
0.05~0.2<br />
0.05~0.2<br />
0.05~0.2<br />
0.05~0.25<br />
150~300<br />
150~300<br />
120~250<br />
120~180<br />
150~300<br />
0.1~0.4<br />
0.1~0.4<br />
0.1~0.4<br />
0.1~0.4<br />
0.1~0.45<br />
200~300<br />
200~300<br />
150~250<br />
100~180<br />
150~300<br />
0.05~0.35<br />
0.05~0.35<br />
0.05~0.35<br />
0.05~0.35<br />
0.08~0.4<br />
200~300<br />
200~300<br />
150~250<br />
100~180<br />
150~300<br />
0.05~0.25<br />
0.05~0.25<br />
0.05~0.25<br />
0.05~0.25<br />
0.05~0.3<br />
E 52