Frezowanie (Pdf 29,4 MB) - Poltra Sp. z oo
Frezowanie (Pdf 29,4 MB) - Poltra Sp. z oo
Frezowanie (Pdf 29,4 MB) - Poltra Sp. z oo

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Rich Mill - Informacja techniczna<br />
E<br />
System chłodzenia wewnętrznego<br />
‣ Użyto odpowiedniej śruby z doprowadzeniem chłodziwa aby<br />
uzyskać lepsze odprowadzanie wiór oraz skuteczniejsze i<br />
wydajniejsze chłodzenie. Aby uzyskać optymalne<br />
odprowadzenie zaprojektowano wtrysk czynnika chłodniczego w<br />
taki sposób, aby chłodził bezpośrednio każdą krawędź<br />
skrawającą. (Jednak w tym przypadku potrzebny jest trzpień z<br />
doprowadzeniem chłodziwa)<br />
Zagłębianie skośne i frezowanie po linii śrubowej<br />
1. Zagłębianie skośne i frezowanie po<br />
lini śrubowej<br />
System chłodzenia wewnętrznego celem ograniczenia<br />
ciepła skrawania i dobrego odprowadzania wiór.<br />
2. <strong>Frezowanie</strong> po lini śrubowej otworów<br />
nieprzelotowych<br />
3. <strong>Frezowanie</strong> po lini śrubowej otworów<br />
przelotowych<br />
Kierunek<br />
<strong>Frezowanie</strong><br />
1. Zagłębianie skośne i frezowanie po lini śrubowej<br />
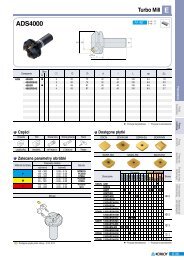
Oznaczenie<br />
RM4PS3014HR<br />
RM4PS3016HR<br />
RM4PS3018HR<br />
RM4PS3020HR<br />
RM4PS3025HR<br />
RM4PS3032HR<br />
RM4PS3040HR<br />
RM4PS3050HR<br />
RM4PC(M)3040HR<br />
RM4PC(M)3050HR<br />
RM4PC(M)3063HR<br />
RM4PC(M)3080HR<br />
RM4PCM3100HR<br />
RM4PS4032HR<br />
RM4PS4040HR<br />
RM4PS4050HR<br />
RM4PS4063HR<br />
RM4PC(M)4050HR<br />
RM4PC(M)4063HR<br />
RM4PC(M)4080HR<br />
RM4PCM4100HR<br />
RM4PC(M)4125HR<br />
RM4PC(M)4160R<br />
D<br />
14<br />
16<br />
18<br />
20<br />
25<br />
32<br />
40<br />
50<br />
40<br />
50<br />
63<br />
80<br />
100<br />
32<br />
40<br />
50<br />
63<br />
50<br />
63<br />
80<br />
100<br />
125<br />
160<br />
α °<br />
5<br />
4<br />
4<br />
4<br />
3.5<br />
3<br />
2<br />
1.5<br />
2<br />
1.5<br />
1<br />
1<br />
0.5<br />
2.5<br />
2.0<br />
2.0<br />
2.0<br />
2.0<br />
2.0<br />
1.5<br />
1.0<br />
1.0<br />
0.5<br />
Lmin<br />
114<br />
143<br />
143<br />
143<br />
163<br />
191<br />
286<br />
382<br />
286<br />
382<br />
573<br />
573<br />
1146<br />
2<strong>29</strong><br />
286<br />
286<br />
286<br />
286<br />
286<br />
382<br />
573<br />
573<br />
1146<br />
2. <strong>Frezowanie</strong> po lini śrubowej otworów nieprzelotowych 3. Frez. po l.i śrub. otworów przel.<br />
Maksymalna<br />
średnica<br />
otworu<br />
27<br />
31<br />
35<br />
39<br />
49<br />
63<br />
79<br />
99<br />
79<br />
99<br />
125<br />
159<br />
199<br />
62<br />
78<br />
98<br />
124<br />
98<br />
124<br />
158<br />
198<br />
248<br />
318<br />
Lmin w przypadku gdy głębokość obróbki wynosi 10.0mm (Lmin = 10/tan α)<br />
Zalecane parametry obróbki<br />
Skok<br />
maksymalny<br />
3<br />
3<br />
3<br />
4<br />
4<br />
4.5<br />
4<br />
3.5<br />
4<br />
3.5<br />
3<br />
4<br />
2<br />
4<br />
4<br />
5<br />
5<br />
5<br />
5<br />
5<br />
5<br />
5<br />
4<br />
Minimalna<br />
średnica<br />
otworu<br />
25<br />
<strong>29</strong><br />
33<br />
37<br />
47<br />
61<br />
77<br />
97<br />
77<br />
97<br />
123<br />
157<br />
197<br />
59.5<br />
75.5<br />
95.5<br />
121.5<br />
95.5<br />
121.5<br />
155.5<br />
195.5<br />
245.5<br />
315.5<br />
Skok<br />
maksymalny<br />
2.5<br />
2.0<br />
3.0<br />
3.0<br />
4.0<br />
4.0<br />
3.5<br />
3.5<br />
4.0<br />
3.5<br />
3.0<br />
4.0<br />
2.0<br />
3.0<br />
3.0<br />
4.0<br />
5.0<br />
4.0<br />
5.0<br />
5.0<br />
4.5<br />
5.0<br />
3.5<br />
Minimalna<br />
średnica<br />
otworu<br />
19<br />
23<br />
27<br />
31<br />
41<br />
55<br />
71<br />
91<br />
71<br />
91<br />
117<br />
151<br />
191<br />
49<br />
65<br />
85<br />
111<br />
85<br />
111<br />
145<br />
185<br />
235<br />
305<br />
Skok<br />
maksymalny<br />
LNM(E)X100605PNR-MF<br />
ISO Gatunek LNM(E)X100605PNR-MM LNEX100605PNR-MA<br />
LNM(E)X151008PNR-MF<br />
Max-ap<br />
LNM(E)X151008PNR-MM LNEX151008PNR-MA<br />
Max-ap<br />
vc(m/min) fz(mm/t) vc(m/min) fz(mm/t) vc(m/min) fz(mm/t) vc(m/min) fz(mm/t) vc(m/min) fz(mm/t) vc(m/min) fz(mm/t)<br />
NCM325 -<br />
-<br />
-<br />
-<br />
-<br />
-<br />
150~300 0.05~0.3 120~300 0.05~0.35 150~300 0.03~0.2<br />
P<br />
PC3500 150~300 0.05~0.25 120~300 0.05~0.3 150~300 0.03~0.2<br />
150~300 0.05~0.3 120~300 0.05~0.35 150~300 0.03~0.2<br />
9.0mm<br />
14.0mm<br />
K PC6510 150~300 0.08~0.3 120~300 0.08~0.35 -<br />
-<br />
150~300 0.08~0.35 120~300 0.08~0.35 -<br />
-<br />
M PC5300 120~180 0.05~0.25 100~180 0.05~0.3 120~200 0.03~0.2<br />
120~180 0.05~0.3 100~180 0.05~0.3 120~200 0.03~0.2<br />
Skok<br />
Skok<br />
1.0<br />
1.0<br />
2.0<br />
2.0<br />
3.0<br />
3.5<br />
3.0<br />
3.0<br />
3.0<br />
3.0<br />
2.5<br />
3.5<br />
2.0<br />
2.0<br />
2.0<br />
3.5<br />
5.0<br />
3.5<br />
5.0<br />
5.0<br />
4.0<br />
5.0<br />
3.5<br />
Płytki<br />
frezarskie<br />
Frezy<br />
czołowe<br />
Frezy<br />
do form<br />
Frezy do<br />
aluminium<br />
Frezy do frez.<br />
bocznego<br />
Frzezy nasadzane<br />
informacja szczeg.<br />
Narzędzia do<br />
kół zębatych<br />
E 51