Frezowanie (Pdf 29,4 MB) - Poltra Sp. z oo
Frezowanie (Pdf 29,4 MB) - Poltra Sp. z oo
Frezowanie (Pdf 29,4 MB) - Poltra Sp. z oo

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Laser Mill / GBE / BRE - Informacja techniczna<br />
E<br />
Zależność warunków skrawania przy frezowaniu<br />
•Prędkość skrawania •Obroty na minutę •Posuw na ostrze<br />
vc = π × De × n (m/min)<br />
n = vce × 1000 vf<br />
(obr./min)<br />
fz =<br />
1000<br />
π × n × z<br />
De<br />
(mm/t)<br />
•Posuw na minutę •Szybkość usuwania wiórów •Zapotrzebowanie na moc<br />
vf = fz × n × z (mm/min)<br />
Q = ap × ae × vf Q × kc<br />
(cm 3 /min) Pc =<br />
(kW) H =<br />
Pc (kW)<br />
1000<br />
60×1000×η 0.75<br />
vc = Prędkość skrawania (m/min)<br />
n = Obroty na minutę (min -1 )<br />
Dc = Średnica obróbki (mm)<br />
vf = Posuw na minutę (mm/min)<br />
fz = Posuw na ostrze (mm/t)<br />
z = Liczba ostrzy<br />
Pkw = Zapotrzebowanie na moc (kW)<br />
Php = Zapotrzebowanie na moc (hp)<br />
Q = Szybkość usuwania wiórów (cm 3 /min)<br />
ap = Głębokość obróbki (mm)<br />
ae = Szerokość obróbki (mm)<br />
kc = Właściwy opór skrawania (kg/mm 2 )<br />
η = <strong>Sp</strong>rawność mechaniczna (%)<br />
Zalecane parametry obróbki<br />
Materiał<br />
Stal węgl., Stal stopowa<br />
Stal węgl., Stal stopowa<br />
Stal<br />
Żeliwo<br />
Stal hartowana<br />
Stal nierdzewna<br />
Stopy aluminium<br />
0.3<br />
0.2<br />
0.2<br />
0.1<br />
0.1<br />
0.1<br />
0.1<br />
Zalecane<br />
gatunki<br />
PC210F<br />
PC210F<br />
PC210F<br />
PC210F<br />
PC210F<br />
PC210F<br />
PC210F<br />
Twardość<br />
Poniżej HRC30<br />
HRC30 ~ 40<br />
HRC30 ~ 40<br />
-<br />
HRC50 ~ 60<br />
-<br />
-<br />
vc<br />
(m/min)<br />
100 ~ 250<br />
80 ~ 150<br />
80 ~ 150<br />
100 ~ 200<br />
100 ~ 150<br />
80 ~ 150<br />
200 ~ 300<br />
h (chropowatość powierzchni) (μm)<br />
fz<br />
(mm/t)<br />
0.2 ~ 0.3<br />
0.1 ~ 0.3<br />
0.1 ~ 0.2<br />
0.3 ~ 0.35<br />
0.1 ~ 0.3<br />
0.1 ~ 0.3<br />
0.15 ~ 0.4<br />
ae(mm) 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0<br />
R(mm)<br />
5<br />
6<br />
8<br />
10<br />
12.5<br />
15<br />
16<br />
1.0<br />
0.8<br />
0.6<br />
0.5<br />
0.4<br />
0.3<br />
0.3<br />
2.3<br />
1.9<br />
1.4<br />
1.1<br />
0.9<br />
0.8<br />
0.7<br />
4.0<br />
3.3<br />
2.5<br />
2.0<br />
1.6<br />
1.3<br />
1.3<br />
•Wzór na chropowatość powierzchni :<br />
ap<br />
Praktyczne wylicznie chropowatości<br />
6.3<br />
5.2<br />
3.9<br />
3.1<br />
2.5<br />
2.1<br />
2.0<br />
9.0<br />
7.5<br />
5.6<br />
4.5<br />
3.6<br />
3.0<br />
2.8<br />
12.3<br />
10.2<br />
7.7<br />
6.1<br />
4.9<br />
4.1<br />
3.8<br />
16.0 20.3 25.0<br />
13.3 16.9 20.8<br />
10.0 12.7 15.6<br />
8.0 10.1 12.5<br />
6.4<br />
5.3<br />
5.0<br />
8.1<br />
6.8<br />
6.3<br />
10.0<br />
8.3<br />
7.8<br />
h = (ae)2 ×1000(μm)<br />
8R<br />
Dane dotyczące faktycznej średnicy<br />
0.1<br />
0.2<br />
0.3<br />
0.5<br />
1.0<br />
1.5<br />
2.0<br />
2.5<br />
3.0<br />
3.5<br />
4.0<br />
5.0<br />
6.0<br />
7.0<br />
8.0<br />
10.0<br />
ØD<br />
Ø08<br />
1.8<br />
2.5<br />
3.0<br />
3.9<br />
5.3<br />
6.2<br />
6.9<br />
7.4<br />
7.7<br />
7.9<br />
8.0<br />
ap ae<br />
ap(mm) ae(mm)<br />
0.07D 0.07D<br />
0.07D 0.07D<br />
0.05D 0.05D<br />
0.07D 0.07D<br />
0.03D 0.03D<br />
0.05D 0.05D<br />
0.15D 0.15D<br />
Ø10 Ø12 Ø16 Ø20 Ø25 Ø30 Ø32<br />
2.0<br />
2.8<br />
3.4<br />
4.4<br />
6.0<br />
7.1<br />
8.0<br />
8.7<br />
9.2<br />
9.5<br />
9.8<br />
2.2<br />
3.1<br />
3.7<br />
4.8<br />
6.6<br />
7.9<br />
8.9<br />
9.7<br />
10.4<br />
10.9<br />
11.3<br />
11.8<br />
12.0<br />
2.5<br />
3.6<br />
4.3<br />
5.6<br />
7.7<br />
9.3<br />
10.6<br />
11.6<br />
12.5<br />
13.2<br />
13.9<br />
14.8<br />
15.5<br />
15.9<br />
16.0<br />
2.8<br />
4.0<br />
4.9<br />
6.2<br />
8.7<br />
10.5<br />
12.0<br />
13.2<br />
14.3<br />
15.2<br />
16.0<br />
17.3<br />
18.3<br />
19.1<br />
19.6<br />
20.0<br />
3.2<br />
4.5<br />
5.4<br />
7.0<br />
9.8<br />
11.9<br />
13.6<br />
15.0<br />
16.2<br />
17.3<br />
18.3<br />
20.0<br />
21.4<br />
22.4<br />
23.3<br />
24.5<br />
3.5<br />
4.9<br />
6.0<br />
7.7<br />
10.8<br />
13.1<br />
15.0<br />
16.6<br />
18.0<br />
19.3<br />
20.4<br />
22.4<br />
24.0<br />
25.4<br />
26.5<br />
28.3<br />
3.6<br />
5.0<br />
6.2<br />
7.9<br />
11.1<br />
13.5<br />
15.5<br />
17.2<br />
18.7<br />
20.0<br />
21.2<br />
23.2<br />
25.0<br />
26.5<br />
27.7<br />
<strong>29</strong>.7<br />
Wzory do obliczania prędkości skrawania<br />
1. Wykorzystując: obliczenie prędkości skrawania w punkcie<br />
P. (Prędkość skrawania odpowiednio do głębokości skrawania<br />
podczas zagłębiania skośnego)<br />
• Wzór : Praktyczna prędkość skrawania<br />
vc = π × Desinθ ×n (m/min)<br />
1000<br />
θ = cos-1( De - 2ap ) + 90 - α°<br />
De<br />
2. W przypadku używania ap: obliczanie prędkości skrawania<br />
w punkcie Q.<br />
• Wzór : Praktyczna prędkość skrawania<br />
vce =<br />
2πn ap(De - ap)<br />
1000<br />
3. Wzór na faktyczną średnicę obróbki<br />
• Wzór na rzeczywistą średnicę obróbki<br />
De = 2 ap(D-ap)<br />
<strong>Frezowanie</strong><br />
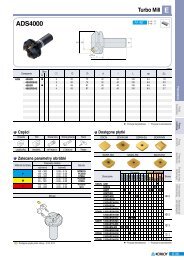
Płytki<br />
frezarskie<br />
Frezy<br />
czołowe<br />
Frezy<br />
do form<br />
Frezy do<br />
aluminium<br />
Frezy do frez.<br />
bocznego<br />
Frzezy nasadzane<br />
informacja szczeg.<br />
Narzędzia do<br />
kół zębatych<br />
E 151