Toczenie gwintów
Toczenie gwintów
Toczenie gwintów

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
D<br />
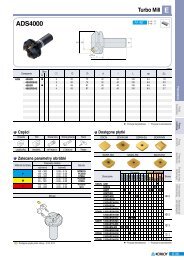
<strong>Toczenie</strong> gwintów – Informacje techniczne<br />
Parametry obróbki – zależności<br />
Materiał obrabiany<br />
Typ materiału<br />
Wymiary materiau<br />
Chakter wióra<br />
długość i średnica<br />
Chłodzenie<br />
Typ chłodzenia<br />
Przekrój oprawki<br />
L<br />
D<br />
<strong>Toczenie</strong><br />
gwintów<br />
Płytki do toczenia<br />
gwintów<br />
Oprawki do<br />
toczenia gwintów<br />
Zastosowanie<br />
gwintu<br />
Obrabiarka<br />
Materiał hartowny<br />
Zewnętrzny/ wewnętrzny<br />
Kształt profilu<br />
Jakość powierzchni<br />
Stabilność obróbki<br />
Maksymalne obroty<br />
Stabilność zamocowania<br />
Oprawka<br />
Płytka<br />
Wysunięcie oprawki<br />
Opcja otworu na chłodziwo<br />
Rodzaj uchwytu, węglikowy,<br />
stalowy<br />
Zastosowany gatunek<br />
węglika<br />
Kształt zarysu: skok i głebokość<br />
Promień naroża<br />
Rodzaj łamacza<br />
n<br />
Wysięg<br />
P M K<br />
Płytki do<br />
frezowania<br />
gwintów<br />
Frezy palcowe<br />
do frezowania<br />
gwintów<br />
Usuwanie usterek<br />
Problem Możliwe przyczyny Rozwiązanie<br />
Zwiększone<br />
zużycie na<br />
powierzchni<br />
przyłożenia<br />
Zbyt duża prędkość skrawania.<br />
Za mała głębokość skrawania/za dużo przejść.<br />
Nieodpowiedni rodzaj węglika spiekanego.<br />
Za małe chłodzenie.<br />
Zmniejszyć prędkość skrawania/użyć płytkę pokrytą.<br />
Zwiększyć głębokość skrawania na przejście.<br />
Użyć węglika pokrywanego.<br />
Zwiększyć ilość przepływu chłodziwa.<br />
Nierówne<br />
zużycie<br />
krawędzi<br />
skrawającej<br />
Nadmierne<br />
odkształcenie<br />
plastyczne<br />
Uszkodzenie<br />
krawędzi<br />
skrawającej<br />
Nieprawidłowy kąt linii śrubowej.<br />
Nieprawidłowa metoda posuwu wgłębnego.<br />
Zbyt duża głębokość skrawania.<br />
Niewystarczające chłodzenie<br />
Zbyt duża prędkość skrawania.<br />
Nieodpowiedni rodzaj węglika spiekanego.<br />
Zbyt mały promień wierzchołka.<br />
Zbyt duża głębokość skrawania.<br />
Nadmierne odkształcenie plastyczne.<br />
Niewystarczające chłodzenie.<br />
Nieodpowiedni rodzaj węglika spiekanego.<br />
Niestabilność.<br />
Dobrać odpowiednią płytkę podporową.<br />
Zastosować metodę alternatywną bocznego posuwu<br />
wgłębnego.<br />
Zmniejszyć głębokość skrawania/Ilość przejść.<br />
Zwiększyć szybkość przepływu chłodziwa.<br />
Zmniejszyć prędkość skrawania.<br />
Użyć twardszego węglika.<br />
Użyć wkładkę o większym promieniu jeżeli jest to możliwe.<br />
Zmniejszyć głębokość skrawania/Zwiększyć ilość przejść.<br />
Użyć twardszego węglika.<br />
Zwiększyć szybkość przepływu oraz/lub skorygować kierunek przepływu.<br />
Użyć twardszego węglika.<br />
Sprawdzić stabilność systemu.<br />
Narost<br />
Nieprawidłowa prędkość skrawania.<br />
Nieodpowiedni gatunek węglika.<br />
Zmienić prędkość skrawania.<br />
Użyć węglika pokrytego.<br />
Zbyt płytki<br />
zarys gwintu<br />
Narzędzie nie znajduje się na wysokości osi obrabianego materiału.<br />
Płytka nie obrabia wierzchołka występu gwintu.<br />
Zużyta płytka.<br />
Zmienić wysokość narzędzia.<br />
Zmierzyć średnicę obrabianego materiału.<br />
Wcześniej wymieniać krawędź tnącą.<br />
Zła jakość<br />
powierzchni<br />
Zbyt mała prędkość skrawania.<br />
Nieprawidłowa płytka podporowa.<br />
Metoda posuwu bocznego wgłębnego jest nieodpowiednia.<br />
Zwiększyć prędkość skrawania.<br />
Dobrać odpowiednią płytkę podporową.<br />
Użyć metody alternatywnego posuwu wgłębnego bocznego<br />
lub promieniowego<br />
D 08