7. pÅednáška
7. pÅednáška
7. pÅednáška

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Fakulta strojního inženýrství VUT v Brně<br />
Ústav konstruování<br />
KONSTRUOVÁNÍ STROJŮ<br />
strojní součásti<br />
Přednáška 7
Svarové, lepené<br />
a nýtové spoje<br />
Entia non multiplicantor sunt prater<br />
necessitatum.<br />
GALILEO GALILEI
Obsah<br />
Spoje svarové<br />
• Způsoby svařování. Druhy tavných svarů.<br />
• Stanovení napětí v tupém svaru.<br />
• Stanovení napětí v čelním koutovém svaru.<br />
• Výpočtový model koutového svaru.<br />
• Výpočet svarů při základních druzích namáhání.<br />
Spoje lepené<br />
• Využití lepidel v jednotlivých průmyslových odvětvích.<br />
• Druhy lepidel.<br />
• Konstrukce lepených spojů.<br />
• Pevnostní výpočet lepených spojů.<br />
Spoje nýtové<br />
• Nýtování a použití nýtových spojů<br />
• Pevnostní výpočet konstrukčních nýtových spojů<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Svařování<br />
Svařováním vznikají nerozebíratelná spojení místním roztavením spojovaných částí<br />
působením tepla (např. elektrickým obloukem, plamenem, elektronovým paprskem,<br />
laserem, termitem, slévárenské), tlaku (např. ultrazvukem) nebo obou současně (např.<br />
elektrickým odporem, třením, indukční), a to bez použití nebo s použitím přídavného<br />
materiálu.<br />
Spojování působením tepla<br />
Spojování působením tepla a tlaku<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Svařování elektrickým obloukem<br />
Jedná se o nejpoužívanější způsob tavného svařování. Zdrojem tepla je elektrický oblouk<br />
o teplotě až 4 000 °C, který vznikne mezi elektrodou a svařovaným materiálem. Při<br />
svařování se používá stejnosměrného nebo střídavého proudu o napětí 10 až 70 V a<br />
proudu 30 až 500 A. Elektrody mohou být netavné či tavné (holé, obalené).<br />
plynová clona<br />
kovové jádro<br />
obal<br />
svařovací agregát<br />
(zdroj proudu)<br />
držák elektrody<br />
struska<br />
elektroda<br />
el. oblouk<br />
housenka<br />
závar<br />
pracovní kabel<br />
základní<br />
materiál<br />
kabel elektrody<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Svařování el. obloukem v ochranné atmosféře<br />
Při tomto druhu svařování hoří elektrický oblouk v ochranné atmosféře uvnitř plynového<br />
pláště. Jeli použito kovové tavné elektrody metoda se označuje jako GMAW (Gas Metal<br />
Arc Welding) a podle použitého plynu se dále dělí na MAG (Metal Active Gas) v případě<br />
oxidu uhličitého a MIG (Metal Inert Gas) v případě argonu. Jeli použito netavné<br />
wolframové elektrody a argonu, metoda se označuje jako TIG (Tungsten Inert Gas).<br />
Gas Metal Arc Welding<br />
Tungsten Inert Gas<br />
drátová elektroda<br />
směr<br />
svařování<br />
kabel<br />
plyn<br />
přídavný kov<br />
plyn<br />
el. oblouk<br />
svar<br />
dýza<br />
kontakt<br />
plynová clona<br />
wolframová<br />
elektroda<br />
dýza<br />
plyn tryska<br />
el. proud<br />
plynová clona<br />
závar<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Svařování plazmou<br />
Svařování plazmou PAW (Plasma Arc Welding) je metoda velmi podobná TIG. Vznikla<br />
jejím vývojem a zaručuje vyšší produktivitu. Svařování plazmou využívá koncentrace<br />
tepla a dynamického účinku plazmy, což je výsledkem zúžení elektrického oblouku, který<br />
se tvoří mezi wolframovou elektrodou a svařencem. Plazmový plyn, který proudí okolo<br />
elektrody, se vlivem tepla oblouku prudce roztahuje, mění se v plazmu a proudí otvorem<br />
velmi vysokou rychlostí. Sekundární plyn se využívá k vlastní ochraně tavné lázně (Ar,<br />
Ar+H 2<br />
). Svařování plazmou se používá pro náročné spoje v leteckém, kosmickém,<br />
obráběcím, chemickém a ropném průmyslu.<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
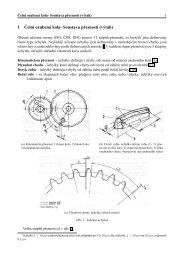
Svařování bodové (odporové)<br />
Při bodovém svařování se součásti přeplátují a sevřou mezi dvě vodou chlazené elektrody,<br />
kterými prochází elektrický proud. Roztavení a svaření nastává ve stykových plochách<br />
obou součástí, v místě největšího přechodového odporu. Bodové svařování je rychlé a<br />
přesné a lze jej snadno automatizovat.<br />
pohyblivá elektroda<br />
svařované<br />
součásti<br />
pevná elektroda<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Svařování třením<br />
Svařování třením FSW (Friction Stir Welding) lze použít při spojování plechů, v poslední<br />
době hlavně hliníkových, aniž by se dosáhlo jejich bodu tavení. Při svařování třením se<br />
nástroj s cylindrickým ramenem a profilovaným kolíkem otáčí a pomalu se ponořuje do<br />
místa spoje mezi dva kusy plechu nebo do desky materiálu, které se k sobě svařují natupo.<br />
Teplo vzniklé mezi svařovacím nástrojem odolným proti opotřebení a svařencem<br />
způsobuje, že svařenec může změknout, aniž by dosáhl bodu tavení, a tak umožní, že<br />
nástroj přechází podél linie svaru.<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
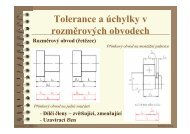
Druhy tavných svarů<br />
Svary tupé<br />
Tvary průřezů svarů<br />
svar<br />
základní materiál<br />
tepelně ovlivněná oblast<br />
Svary koutové přeplátovaných součástí<br />
I nepodložený<br />
V nepodložený<br />
základní materiál<br />
svar<br />
1/2 V nepodložený V dvojstranný<br />
tepelně ovlivněná oblast<br />
Svary koutové skloněných součástí<br />
U nepodložený<br />
U dvojstranný<br />
základní materiál<br />
svar<br />
tepelně ovlivněná oblast<br />
1/2 U nepodložený 1/2 U dvojstranný<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Napětí v tupém svaru<br />
Tupý svar namáhaný na tah<br />
svar<br />
místo koncentrace<br />
napětí<br />
Tupý svar namáhaný na smyk<br />
svar<br />
l<br />
l<br />
F<br />
F<br />
F<br />
F<br />
h<br />
průměrné<br />
normálové napětí<br />
F<br />
σ = průměrné<br />
F<br />
τ =<br />
h ⋅ l<br />
smykové napětí h ⋅ l<br />
h<br />
Zásady pro výpočet svarů:<br />
• Předpokládá se, že rozložení napětí ve svaru je stejné jako v základním materiálu.<br />
• Výpočtový průřez svaru by měl respektovat jen tu jeho část, která má plnohodnotný<br />
průřez - převýšení nebo podložení svaru se ve výpočtu neuvažují.<br />
• Při kombinovaném namáhání svaru se pro jeho posuzování používá redukované napětí.<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
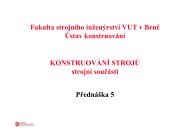
Napětí v čelním koutovém svaru<br />
2F<br />
h<br />
a<br />
h<br />
h<br />
F<br />
F<br />
x<br />
t<br />
F n<br />
F S<br />
θ<br />
45º<br />
90 - θ<br />
h<br />
F<br />
F = F⋅sinθ<br />
F = F⋅<br />
cosθ<br />
S<br />
n<br />
y<br />
t h h 2 ⋅ h<br />
= = =<br />
<br />
sin 45 sin 90 45 sin 135 cos sin<br />
( + −θ) ( −θ) θ + θ<br />
t<br />
=<br />
h<br />
cosθ<br />
+ sinθ<br />
( )<br />
F F ⋅ sinθ cosθ + sinθ<br />
S<br />
F<br />
τ = = = θ ⋅ θ + θ<br />
A h⋅<br />
l h⋅<br />
l<br />
2<br />
( sin cos sin )<br />
( )<br />
F F ⋅ cosθ cosθ + sinθ<br />
n<br />
F<br />
σ = = = θ + θ ⋅ θ<br />
A h⋅<br />
l h⋅<br />
l<br />
( cos 2 sin cos )<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Napětí v čelním koutovém svaru<br />
Poloha maximálního smykového napětí<br />
2<br />
( θ ⋅ θ + θ)<br />
dτ<br />
F d sin cos sin F 2 2<br />
= ⋅ = ⋅( cos θ − sin θ + 2 ⋅sinθ ⋅ cosθ)<br />
= 0<br />
dθ<br />
h⋅<br />
l dθ<br />
h⋅<br />
l<br />
( θ θ )<br />
cos2 + sin 2 = 0<br />
<br />
θ = 67,5<br />
Velikost maximálního smykového napětí<br />
F<br />
F<br />
τ<br />
max<br />
= sinθ ⋅ cosθ + sin θ = sin67,5 ⋅ cos67,5 + sin 67,5<br />
h⋅<br />
l<br />
h⋅<br />
l<br />
2 2 <br />
( ) ( )<br />
τ<br />
max<br />
=<br />
1, 21 ⋅ F<br />
h⋅<br />
l<br />
Velikost normálového napětí v místě θ = 67,5º<br />
F 2 F 2 0,5 ⋅ F<br />
σ = ( cos θ + sinθ ⋅ cosθ) = ( cos 67,5 + sin 67,5 ⋅ cos67,5)<br />
=<br />
h⋅ l h⋅l h⋅l<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Napětí v čelním koutovém svaru<br />
Průběh napětí podél úseků AB a BC<br />
Průběh napětí podél úseku DB<br />
D<br />
C<br />
A<br />
B<br />
Norris CH, Welding J. 1945<br />
Salakian AG, Claussen GE, Welding J. 1937<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Výpočtový model čelního koutového svaru<br />
V současné době není možné analyticky přesně spočítat rozložení napětí ve svarovém<br />
spoji. Proto se při jeho výpočtu používá jednoduchý konzervativní model. Ten vychází z<br />
předpokladu, že vnější zatížení je přenášeno pouze prostřednictvím smykových sil,<br />
které působí na účinném průřezu svaru. Normálové napětí se zanedbává.<br />
45º<br />
a<br />
místo stanovení<br />
účinného průřezu<br />
h 45º<br />
Účinný průřez svaru<br />
1<br />
a= h⋅ cos45 = h⋅ ⋅ 2 0,707 ⋅h<br />
2<br />
a je výška největšího rovnoramenného<br />
trojúhelníku vepsaného do průřezu svaru bez<br />
závaru.<br />
Smykové napětí<br />
F<br />
h<br />
l<br />
2F<br />
F 1, 414 ⋅ F<br />
τ = =<br />
0,707 ⋅h⋅l<br />
h⋅l<br />
F<br />
τ 1,17 ⋅τ<br />
max<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Koutové svary – namáhané krutem<br />
smykové napětí od posouvající síly:<br />
smykové napětí od kroutícího momentu:<br />
kroutící moment k těžišti<br />
svarové skupiny<br />
vzdálenost od těžiště svarové skupiny<br />
k nejvzdálenějšímu místu na svaru<br />
polární kvadratický moment průřezu<br />
jednotkový polární kvadratický<br />
moment průřezu, který nejdeme<br />
v tab. 9-1 např.:<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Koutové svary – namáhané ohybem<br />
smykové napětí od posouvající síly:<br />
smykové napětí od ohybového momentu:<br />
ohybový moment<br />
vzdálenost od těžiště svarové<br />
skupiny k nejvzdálenějšímu místu<br />
na svaru v rovině kolmé na rovinu,<br />
kde leží vektor ohyb. momentu<br />
kvadratický moment průřezu<br />
jednotkový kvadratický moment<br />
průřezu, který nejdeme v tab. 9-2<br />
např. pro uvedený typ svaru:<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Výpočet svarů při základních druzích namáhání<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Výpočet svarů při základních druzích namáhání<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Výpočet svarů při základních druzích namáhání<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Označení a vlastnosti elektrod pro ruční svařování<br />
Podle American Welding Sosiety (AWS) se elektrody označují písmenem E a čtyř- nebo<br />
pěti-místným číslem (E6013). První dvě nebo tři číslice značí přibližnou mez pevnosti Rm.<br />
Význam poslední číslice je závislý na svařovací technice, např. značí velikost svařovacího<br />
proudu. Předposlední číslice označuje polohu při svařování, např. vodorovné, svislé<br />
svařování nebo svařování nad hlavou.<br />
Mechanické vlastnosti materiálu elektrod (přídavného materiálu)<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Označení a vlastnosti elektrod pro ruční svařování<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Dovolené napětí ve svaru<br />
Podle American Institute of Steel Construction (AISC) pro konstrukce budov se dovolené<br />
napětí vypočítá z meze kluzu Re. Při stejném typu namáhání svaru je dovolené napětí<br />
stejné jak pro svarový tak i základní materiál. Platí, že Re = 0,5Rm. AISC stanovuje<br />
dovolená napětí podle typu namáhání a typu svaru takto:<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Lepení<br />
Při lepení vznikají spojení pomocí tenké vrstvy (0,05 až 0,15 mm) přídavného materiálu<br />
(lepidla), které při tuhnutí přilne adhezí ke spojovaným částem. Často se kombinuje<br />
lepení s jiným typem spoje. Soudržnost lepeného spoje závisí na adhezi (přilnavosti<br />
lepidla na povrch spojovaných součástí) a na kohezi (vlastní soudržnosti, pevnosti<br />
lepidla).<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Využití lepidel v jednotlivých odvětvích průmyslu<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Lepené spoje v automobilovém průmyslu<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Druhy lepidel<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Konstrukce lepených spojů<br />
Lepené spoje mají značnou únosnost při namáhání na smyk, špatně však přenášejí tah<br />
případně tzv. loupání. Snahou je konstruovat spoj tak, aby byl zatížen jen smykem.<br />
Součásti namáhané tahem se spojují jako přeplátované nebo se zkosením. Výhodné je také<br />
spojovat tenké plechy lemováním a tlustší plechy pomocí spojovacích dílů s drážkami.<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Konstrukce lepených spojů<br />
Experimenty a analytické výpočty ukázaly, že ohybové napětí na koncích spoje ve<br />
slepovaných součástech může být několikrát vyšší než průměrné smykové napětí v těchto<br />
součástech. To může způsobit tzv. loupání (peel).<br />
Smykové napětí a<br />
ohybové napětí<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Konstrukce lepených spojů<br />
V případě loupání (peel) se volí takové konstrukční řešení aby vliv ohybového napětí na<br />
koncích lepeného spoje byl minimální a plocha lepeného spoje byla dostatečná.<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Pevnostní výpočet lepených spojů<br />
Při návrhu a kontrole lepeného spoje vycházíme z toho, že lepený spoj by měl mít stejnou<br />
únosnost jako lepený díl. Pak je možné vypočítat jeden z rozměrů spoje.<br />
σ Dt<br />
je dovolené napětí v tahu dílce.<br />
τ D2<br />
je pevnost lepidla ve střihu, σ pl<br />
je pevnost lepidla v tahu.<br />
F τ<br />
τ = ≤ τD<br />
=<br />
lb . n<br />
sb .. σ = lb .. τ<br />
Dt<br />
D2<br />
D<br />
D<br />
F σ<br />
σ = ≤ σD<br />
=<br />
lb . n<br />
pl<br />
D<br />
Dt<br />
⇒ l = s. σ n<br />
D<br />
= 3÷<br />
4<br />
τ D<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Nýtové spoje<br />
Nýtování probíhá nejčastěji tak, že po vložení nýtu do otvoru ve spojovaných součástech<br />
se podepře přípěrná hlava nýtu a závěrná hlava nýtu se vytvoří roznýtováním<br />
vyčnívajícího konce dříku za tepla nebo za studena pomocí hlavičkáře údery ručního nebo<br />
pneumatického kladiva nebo pomocí strojního lisování. Nýtový spoj lze vytvořit i tak, že<br />
roznýtujeme jednu součást v druhé.<br />
Nýtování se uplatňuje v ocelových konstrukcích různých jeřábů, mostů, budov apod. Dále<br />
se uplatňuje při výrobě kotlů, nádrží a potrubí s přetlakem, kde spoje musí kromě přenosu<br />
zatížení splňovat i požadavek těsnosti. Často se nýtování používá při výrobě plášťů strojů.<br />
Konstrukční a kotlové nýty mají různé tvary hlav. Pro připevnění kůže a plastů se požívají<br />
rozvidlené nýty, tam kde je nýt přístupný jen z jedné strany se užívají nýty výbušné.<br />
Přednáška 7 – Svarové, lepené a nýtové spoje
Pevnostní výpočet konstrukčního nýtového spoje<br />
Je-li působící síla větší než síla třecí dojde k posunutí spojených součástí po sobě v<br />
rozmezí vůle mezi dříkem a dírou. Tato vůle může vzniknout buď jako důsledek výrobní<br />
chyby nebo v důsledku velkého tlaku a omačkání zejména díry v plechu. Dřík je pak<br />
namáhán na střih, otlačení a na ohyb. Dřík průměru d by měl zcela vyplňovat nýtovou<br />
díru, proto uvažujeme namáhání pouze na střih a na otlačení. Dovolené tlaky jsou u<br />
dynamického namáhání o třetinu menší.<br />
F<br />
F<br />
τ = ≤ τ = (60 80) MPa<br />
2 D<br />
÷<br />
π d<br />
.. is<br />
4<br />
p<br />
F<br />
= ≤ pD<br />
= (120 ÷ 150) MPa<br />
tdi . .<br />
s...počet střižných ploch (1 nebo 2)<br />
i...počet nýtů<br />
F<br />
t...nejmenší tloušťka spojovaných součástí<br />
Přednáška 7 – Svarové, lepené a nýtové spoje