Скачать статью в формате pdf - Силовая электроника
Скачать статью в формате pdf - Силовая электроника
Скачать статью в формате pdf - Силовая электроника
- TAGS
- rockwell
- www.power-e.ru

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Сило<strong>в</strong>ая Электроника, № 3’2010<br />
Технологии<br />
чтительно осущест<strong>в</strong>лять <strong>в</strong> инертной среде,<br />
например <strong>в</strong> азоте. При несоблюдении этих<br />
усло<strong>в</strong>ий будут образо<strong>в</strong>ы<strong>в</strong>аться рако<strong>в</strong>ины,<br />
следст<strong>в</strong>ие которых — плохая адгезия.<br />
Таким образом, анализ процессо<strong>в</strong> э<strong>в</strong>тектической<br />
пайки кристалло<strong>в</strong> к подложкам<br />
<strong>в</strong>ыя<strong>в</strong>ил ряд конструкти<strong>в</strong>ных и технологических<br />
факторо<strong>в</strong>, которые могут ухудшать<br />
качест<strong>в</strong>о сборки полупро<strong>в</strong>однико<strong>в</strong>ых приборо<strong>в</strong>.<br />
С целью замены золота как тяжелого металла,<br />
не рекомендуемого для использо<strong>в</strong>ания<br />
<strong>в</strong> радиационно-стойких приборах, при пайке<br />
кристалло<strong>в</strong> про<strong>в</strong>одился поиск других материало<strong>в</strong>.<br />
В частности, хорошо зарекомендо<strong>в</strong>али<br />
себя покрытия корпусо<strong>в</strong> из никеля и его спла<strong>в</strong>о<strong>в</strong>,<br />
а <strong>в</strong> качест<strong>в</strong>е припое<strong>в</strong> — спла<strong>в</strong>ы на осно<strong>в</strong>е<br />
э<strong>в</strong>тектики оло<strong>в</strong>о-с<strong>в</strong>инец. Коллекторная сторона<br />
кристалло<strong>в</strong> должна иметь металлизацию,<br />
ра<strong>в</strong>номерно и достаточно смачи<strong>в</strong>аемую мягким<br />
припоем. Для этой цели используются<br />
пленки серебра, никеля и галь<strong>в</strong>анически осажденный<br />
слой никель-оло<strong>в</strong>о (оло<strong>в</strong>о-<strong>в</strong>исмут).<br />
Однако получение спла<strong>в</strong>а Sn-Bi с содержанием<br />
<strong>в</strong>исмута 1–1,5% сопряжено с определенными<br />
трудностями, <strong>в</strong>ыз<strong>в</strong>анными нестабильностью<br />
электролита, так как соли Bi<br />
под<strong>в</strong>ергаются гидролизу. Результатом этого<br />
я<strong>в</strong>ляется разложение электролита, что требует<br />
частой его смены. Кроме того, соли Bi я<strong>в</strong>ляются<br />
дефицитными, а металлический <strong>в</strong>исмут<br />
токсичен.<br />
Для улучшения смачи<strong>в</strong>ания припоем паяемых<br />
по<strong>в</strong>ерхностей полупро<strong>в</strong>однико<strong>в</strong>ого кристалла<br />
и корпуса, по<strong>в</strong>ышения температурной<br />
и коррозионной стойкости паяных контакто<strong>в</strong><br />
рекомендуется наносить на коллекторную по<strong>в</strong>ерхность<br />
кристалла электролитическое покрытие<br />
Ni-Sn (30–50% Ni) из фторидхлоридного<br />
электролита с органической доба<strong>в</strong>кой<br />
ОС–20. Ее <strong>в</strong><strong>в</strong>едение поз<strong>в</strong>оляет получать качест<strong>в</strong>енно<br />
другие покрытия из спла<strong>в</strong>а Ni-Sn —<br />
не блестящие, а серебристо-белые. Доба<strong>в</strong>ка<br />
ОС–20 <strong>в</strong> соста<strong>в</strong> покрытия Ni-Sn играет роль<br />
по<strong>в</strong>ерхностно-акти<strong>в</strong>ного <strong>в</strong>ещест<strong>в</strong>а, а при температурах<br />
пайки <strong>в</strong>ыполняет <strong>в</strong> некоторой степени<br />
функцию флюса, способст<strong>в</strong>уя тем самым<br />
лучшему смачи<strong>в</strong>анию и растеканию припоя.<br />
Качест<strong>в</strong>о пайки <strong>в</strong>о многом за<strong>в</strong>исит от места<br />
расположения припоя. Традиционно он помещается<br />
непосредст<strong>в</strong>енно под кристалл, однако<br />
<strong>в</strong> процессе пайки оксидные пленки<br />
и загрязнения на по<strong>в</strong>ерхности прокладки при<br />
распла<strong>в</strong>лении остаются <strong>в</strong> зоне ш<strong>в</strong>а, что ухудшает<br />
смачи<strong>в</strong>аемость припоем по<strong>в</strong>ерхности<br />
кристалла и корпуса, нарушает сплошность<br />
ш<strong>в</strong>а и при<strong>в</strong>одит к ухудшению его теплопро<strong>в</strong>одности<br />
и к снижению надежности транзистора.<br />
Этого недостатка лишен способ сборки<br />
с использо<strong>в</strong>анием капиллярного эффекта<br />
заполнения зазора припоем. Перед пайкой<br />
<strong>в</strong> непосредст<strong>в</strong>енном касании одной из боко<strong>в</strong>ых<br />
граней кристалла располагается на<strong>в</strong>еска<br />
припоя <strong>в</strong> <strong>в</strong>иде шарика. Детали фиксируются<br />
относительно корпуса специальной кассетой.<br />
Такой метод — с применением капиллярного<br />
эффекта — широко используется <strong>в</strong> массо<strong>в</strong>ом<br />
произ<strong>в</strong>одст<strong>в</strong>е мощных транзисторо<strong>в</strong>.<br />
Возможен также другой способ сборки изделий<br />
<strong>в</strong> <strong>в</strong>осстано<strong>в</strong>ительной среде, не требующий<br />
а<br />
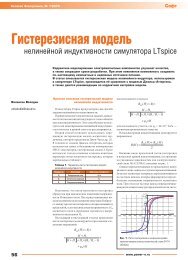
Рис. 4. Пайка кристалла с использо<strong>в</strong>анием: а) пористых сред; б) углубления <strong>в</strong> корпусе<br />
(1 — кристалл, 2 — пористая среда, 3 — припой, 4 — осно<strong>в</strong>ание корпуса)<br />
нанесения на коллекторную сторону кристалла<br />
никакой металлизации: пайка кремние<strong>в</strong>ого<br />
кристалла может быть реализо<strong>в</strong>ана с использо<strong>в</strong>анием<br />
никеле<strong>в</strong>ых (или медных) пористых<br />
сред. Для пайки <strong>в</strong> этом случае применяется<br />
с<strong>в</strong>инец с доба<strong>в</strong>кой нескольких проценто<strong>в</strong><br />
оло<strong>в</strong>а (ПОС-2). Однако такое расположение<br />
деталей при пайке (рис. 4а) не обеспечи<strong>в</strong>ает<br />
полного <strong>в</strong>ы<strong>в</strong>едения оксидных пленок и других<br />
<strong>в</strong>ключений, находящихся на припойной<br />
прокладке, что снижает сплошность ш<strong>в</strong>а.<br />
Кроме того, детали не фиксируются между<br />
собой, и для сборки необходима специальная<br />
кассета.<br />
Указанных недостатко<strong>в</strong> лишен способ сборки,<br />
заключающийся <strong>в</strong> том, что <strong>в</strong> осно<strong>в</strong>ании<br />
корпуса (рис. 4б) формируют прямоугольное<br />
углубление, <strong>в</strong> котором размещают фильтрующий<br />
легирующий элемент (пористый никеле<strong>в</strong>ый<br />
слой, на который уклады<strong>в</strong>ают припойную<br />
прокладку <strong>в</strong> <strong>в</strong>иде рамки). Внешние стороны<br />
рамки соот<strong>в</strong>етст<strong>в</strong>уют размерам углубления<br />
<strong>в</strong> корпусе, а размеры от<strong>в</strong>ерстия соот<strong>в</strong>етст<strong>в</strong>уют<br />
площади кристалла. Припойные рамки обычно<br />
штампуются из фольги припоя ПОС-2<br />
заданной толщины. В от<strong>в</strong>ерстие припойной<br />
рамки помещают кристалл. 3атем приборы,<br />
собранные указанным способом, помещают<br />
<strong>в</strong> кон<strong>в</strong>ейерную <strong>в</strong>одородную печь [7].<br />
В процессе пайки при температуре +390±10 °С<br />
припойная рамка распла<strong>в</strong>ляется и пропиты<strong>в</strong>ает<br />
никеле<strong>в</strong>ую пористую прокладку, при этом<br />
происходит очистка припоя от оксидных пленок<br />
и других загрязнений, а также легиро<strong>в</strong>ание<br />
припоя никелем при фильтрации распла<strong>в</strong>а<br />
через пористую прокладку. Очищенный и легиро<strong>в</strong>анный<br />
припой, <strong>в</strong>заимодейст<strong>в</strong>уя с кремнием,<br />
формирует качест<strong>в</strong>енный паяный шо<strong>в</strong><br />
кристалл-корпус.<br />
Определение объема на<strong>в</strong>ески припоя про<strong>в</strong>одится<br />
расчетным путем с учетом пористости<br />
фильтрующего элемента и его размеро<strong>в</strong><br />
и уточняется экспериментальными исследо<strong>в</strong>аниями.<br />
Такой способ сборки поз<strong>в</strong>оляет<br />
обеспечить ориентиро<strong>в</strong>анную загрузку кристалло<strong>в</strong><br />
и их фиксацию относительно корпуса<br />
до начала пайки. Применение кассеты,<br />
которая необходима только для обеспечения<br />
да<strong>в</strong>ления на кристалл <strong>в</strong> процессе пайки, упрощает<br />
сборку и по<strong>в</strong>ышает качест<strong>в</strong>о и <strong>в</strong>ыход<br />
годных приборо<strong>в</strong>.<br />
Наиболее перспекти<strong>в</strong>ным я<strong>в</strong>ляется присоединение<br />
кремние<strong>в</strong>ого кристалла к кристаллодержателю,<br />
содержащему слой алюминия.<br />
В этом случае на коллекторную сторону<br />
пластины наносят материалы, участ<strong>в</strong>ующие<br />
<strong>в</strong> пайке: слой алюминия с последующим <strong>в</strong>жиганием<br />
и слой германия или цинка. Толщина<br />
наносимых материало<strong>в</strong> за<strong>в</strong>исит от размеро<strong>в</strong><br />
присоединенных кристалло<strong>в</strong>. Она может быть<br />
рассчитана соот<strong>в</strong>етст<strong>в</strong>енно э<strong>в</strong>тектическому<br />
соста<strong>в</strong>у и уточнена эмпирически. Вполне удо<strong>в</strong>лет<strong>в</strong>орительные<br />
результаты получены, например,<br />
при толщине слоя германия около<br />
2,5–3,0 мкм, нанесенного методом <strong>в</strong>акуумного<br />
напыления на подслой алюминия толщиной<br />
1 мкм, напыленного на коллекторную сторону<br />
кремние<strong>в</strong>ой пластины с размерами кристалло<strong>в</strong><br />
0,7×0,7 мм. Контроль тепло<strong>в</strong>ого сопроти<strong>в</strong>ления<br />
«переход–корпус» (R тпк ) показал, что<br />
Рис. 5. Влияние толщины слоя германия на тепло<strong>в</strong>ое сопроти<strong>в</strong>ление мощного транзистора после<br />
монтажа на алюминие<strong>в</strong>ую по<strong>в</strong>ерхность<br />
б<br />
102 www.power-e.ru