4.5 Cykle toczenia poprzecznego - heidenhain
4.5 Cykle toczenia poprzecznego - heidenhain 4.5 Cykle toczenia poprzecznego - heidenhain
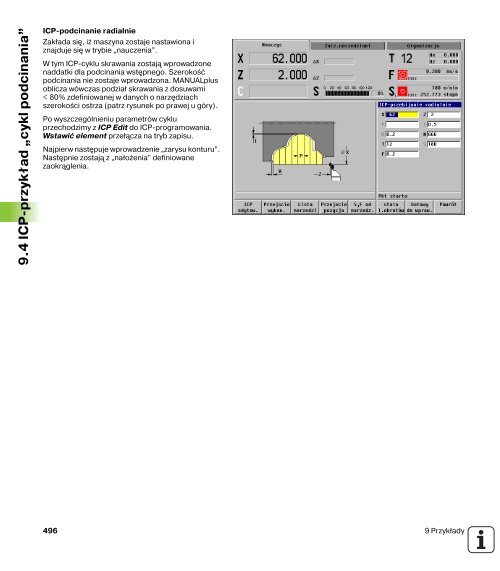
9.4 ICP-przykład „cykl podcinania” ICP-podcinanie radialnie Zakłada si, iż maszyna zostaje nastawiona i znajduje si w trybie „nauczenia”. W tym ICP-cyklu skrawania zostaj wprowadzone naddatki dla podcinania wstpnego. Szerokość podcinania nie zostaje wprowadzona. MANUALplus oblicza wówczas podział skrawania z dosuwami < 80% zdefiniowanej w danych o narzdziach szerokości ostrza (patrz rysunek po prawej u góry). Po wyszczególnieniu parametrów cyklu przechodzimy z ICP Edit do ICP-programowania. Wstawić element przełcza na tryb zapisu. Najpierw nastpuje wprowadzenie „zarysu konturu”. Nastpnie zostaj z „nałożenia” definiowane zaokrglenia. 496 9 Przykłady
Element konturu 1 Kontur rozpoczyna si z poziomej linii, przechodzcej „tangencjalnie” do nastpujcego łuku kołowego. Podanie punktu startu ICP-konturu nastpuje przy definicji pierwszego elementu konturu w „XS, ZS”. Po wprowadzeniu „punktu docelowego Z” linia jest jednoznacznie określona. MANUALplus przedstawia element konturu. HEIDENHAIN MANUALplus 4110 497 9.4 ICP-przykład „cykl podcinania”
- Page 445 and 446: Nastawienia w trybie „szeregowo
- Page 447 and 448: Wybór grupy programów Program nac
- Page 449 and 450: Przesyłanie programu (tryb szerego
- Page 451 and 452: Przesyłanie parametrów Parametry
- Page 453 and 454: 8.4 Serwis i diagnoza Po wyborze Se
- Page 455: Serwis systemowy W „serwisie syst
- Page 458 and 459: 9.1 Praca z MANUALplus 9.1 Praca z
- Page 460 and 461: 9.1 Praca z MANUALplus Wybór progr
- Page 462 and 463: 9.1 Praca z MANUALplus Drugi cykl o
- Page 464 and 465: 9.1 Praca z MANUALplus Wytwarzanie
- Page 466 and 467: 9.1 Praca z MANUALplus Trzeci cykl
- Page 468 and 469: 9.1 Praca z MANUALplus Lista progra
- Page 470 and 471: 9.2 ICP-przykład „czop gwintowan
- Page 472 and 473: 9.2 ICP-przykład „czop gwintowan
- Page 474 and 475: 9.2 ICP-przykład „czop gwintowan
- Page 476 and 477: 9.2 ICP-przykład „czop gwintowan
- Page 478 and 479: 9.2 ICP-przykład „czop gwintowan
- Page 480 and 481: 9.2 ICP-przykład „czop gwintowan
- Page 482 and 483: 9.2 ICP-przykład „czop gwintowan
- Page 484 and 485: 9.3 ICP-przykład „matryca” ICP
- Page 486 and 487: 9.3 ICP-przykład „matryca” Ele
- Page 488 and 489: 9.3 ICP-przykład „matryca” Ele
- Page 490 and 491: 9.3 ICP-przykład „matryca” Zao
- Page 492 and 493: 9.3 ICP-przykład „matryca” Wpr
- Page 494 and 495: 9.3 ICP-przykład „matryca” Pro
- Page 498 and 499: 9.4 ICP-przykład „cykl podcinani
- Page 500 and 501: 9.4 ICP-przykład „cykl podcinani
- Page 502 and 503: 9.4 ICP-przykład „cykl podcinani
- Page 504 and 505: 9.4 ICP-przykład „cykl podcinani
- Page 506 and 507: 9.4 ICP-przykład „cykl podcinani
- Page 508 and 509: 9.5 ICP-przykład „frezowanie”
- Page 510 and 511: 9.5 ICP-przykład „frezowanie”
- Page 512 and 513: 9.5 ICP-przykład „frezowanie”
- Page 514 and 515: 9.5 ICP-przykład „frezowanie”
- Page 516 and 517: 9.6 Przykład DIN-programowania „
- Page 518 and 519: 9.6 Przykład DIN-programowania „
- Page 520 and 521: 9.7 Przykład DIN-programowanie „
- Page 523 and 524: Tabele i przegld informacji HEIDENH
- Page 525 and 526: 10.2 Parametry podtoczenia DIN 76 -
- Page 527 and 528: DIN 509 E, DIN 509 F - parametry po
- Page 529 and 530: Funkcje operatora Tryb pracy obsłu
- Page 531 and 532: Oprzyrzdowanie Elektroniczne kółk
- Page 533 and 534: Index Symbols Łuk kołowy DIN-prog
- Page 535 and 536: H Hardware-Handshake (szeregowe prz
- Page 537 and 538: G836 obróbka zgrubna równolegle d
- Page 539 and 540: Kontur ICP Podcicie DIN 509 E ... 2
- Page 541 and 542: Stop interpretatora (G909) ... 400
- Page 543 and 544: Przegld funkcji G Opis półwyrobu
- Page 545: Obróbka powierzchni czołowej Stro
9.4 ICP-przykład „cykl podcinania”<br />
ICP-podcinanie radialnie<br />
Zakłada si, iż maszyna zostaje nastawiona i<br />
znajduje si w trybie „nauczenia”.<br />
W tym ICP-cyklu skrawania zostaj wprowadzone<br />
naddatki dla podcinania wstpnego. Szerokość<br />
podcinania nie zostaje wprowadzona. MANUALplus<br />
oblicza wówczas podział skrawania z dosuwami<br />
< 80% zdefiniowanej w danych o narzdziach<br />
szerokości ostrza (patrz rysunek po prawej u góry).<br />
Po wyszczególnieniu parametrów cyklu<br />
przechodzimy z ICP Edit do ICP-programowania.<br />
Wstawić element przełcza na tryb zapisu.<br />
Najpierw nastpuje wprowadzenie „zarysu konturu”.<br />
Nastpnie zostaj z „nałożenia” definiowane<br />
zaokrglenia.<br />
496 9 Przykłady


