4.5 Cykle toczenia poprzecznego - heidenhain
4.5 Cykle toczenia poprzecznego - heidenhain 4.5 Cykle toczenia poprzecznego - heidenhain
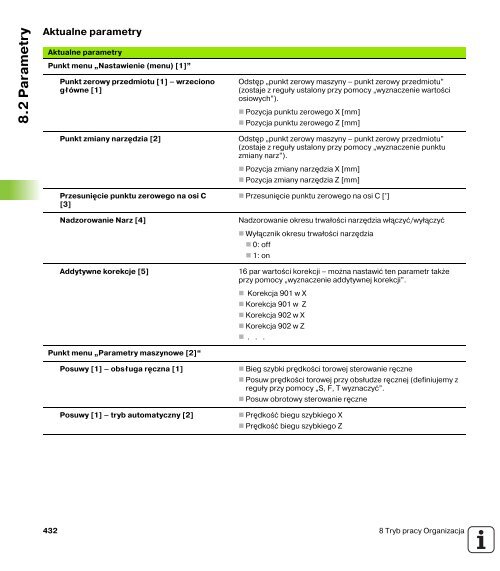
8.2 Parametry Aktualne parametry Aktualne parametry Punkt menu „Nastawienie (menu) [1]” Punkt zerowy przedmiotu [1] – wrzeciono główne [1] Odstp „punkt zerowy maszyny – punkt zerowy przedmiotu” (zostaje z reguły ustalony przy pomocy „wyznaczenie wartości osiowych”). Pozycja punktu zerowego X [mm] Pozycja punktu zerowego Z [mm] Punkt zmiany narzdzia [2] Odstp „punkt zerowy maszyny – punkt zerowy przedmiotu” (zostaje z reguły ustalony przy pomocy „wyznaczenie punktu zmiany narz”). Pozycja zmiany narzdzia X [mm] Pozycja zmiany narzdzia Z [mm] Przesunicie punktu zerowego na osi C [3] Przesunicie punktu zerowego na osi C [°] Nadzorowanie Narz [4] Nadzorowanie okresu trwałości narzdzia włczyć/wyłczyć Wyłcznik okresu trwałości narzdzia 0: off 1: on Addytywne korekcje [5] 16 par wartości korekcji – można nastawić ten parametr także przy pomocy „wyznaczenie addytywnej korekcji”. Korekcja 901 w X Korekcja 901 w Z Korekcja 902 w X Korekcja 902 w Z . . . Punkt menu „Parametry maszynowe [2]“ Posuwy [1] – obsługa rczna [1] Bieg szybki prdkości torowej sterowanie rczne Posuw prdkości torowej przy obsłudze rcznej (definiujemy z reguły przy pomocy „S, F, T wyznaczyć”. Posuw obrotowy sterowanie rczne Posuwy [1] – tryb automatyczny [2] Prdkość biegu szybkiego X Prdkość biegu szybkiego Z 432 8 Tryb pracy Organizacja
Aktualne parametry Prdkości obrotowe [2] Dla wrzeciona 1 (wrzeciono główne) i wrzeciona 2 (napdzane narzdzie): Przesunicie punktu zerowego (M19) [°] Określa przesunicie położenia pomidzy punktem referencyjnym wrzeciona i punktem referencyjnym układu pomiarowego narzdzia (przetwornik obrotowy). Po impulsie zerowym od przetwornika zostaje nadpisana aktualna pozycja rzeczywista wartości parametru. Liczba obrotów przy wyjściu z materiału Liczba dodatkowych obrotów wrzeciona dla odciżenia narzdzia przy zatrzymaniu wrzeciona. M5/M19 kt (zostaje z reguły definiowany z „S, F, T wyznaczyć”) Wartość prdkości obrotowej V (G96) (zostaje z reguły definiowana z „S, F, T wyznaczyć”) Wartość prdkości obrotowej Nkonstanta (G97) (zostaje z reguły definiowana z „S, F, T wyznaczyć”) Ograniczenie prdkości obrotowej V (G26) (zostaje z reguły definiowane z „S, F, T wyznaczyć”) Punkt menu „NC-wyłcznik [3]” Rodzaj wskazania [1] Wyświetlanie nastpuje w polach „wyświetlacz wartości rzeczywistej” (okno maszynowe). Rodzaj wyświetlania wartości rzeczywistej – odznaczenie rodzajów wyświetlania: 0 wartość rzeczywista 1: błd opóźnienia 2: odcinek dystansu 3: ostrze narzdzia – baz jest zerowy punkt maszyny 4: pozycja sań 5: dystans krzywka referencyjna/impuls zerowy 6: wartość zadana położenia 7: różnica ostrze narzdzia/pozycja sań 8: IPO-pozycja zadana NARZ-rodzaj pomiaru [2] Parametr określa, jak zostaj ustalane długości narzdzia w trybie nastawienia. Rodzaj (pomiaru narzdzia): 0: zarysowanie 1: sonda pomiarowa 2: optyka pomiarowa Posuw pomiaru: szybkość posuwu dla najazdu sondy pomiarowej Droga pomiarowa: Droga pomiarowa: narzdzie zostaje zatrzymane, jeśli droga pomiarowa została pokonana, bez osignicia czujnika pomiarowego. HEIDENHAIN MANUALplus 4110 433 8.2 Parametry
- Page 381 and 382: Definicja figury prostokt powierzch
- Page 383 and 384: 6.22 Obróbka szablonów Szablon li
- Page 385 and 386: Wzór kołowo powierzchnia czołowa
- Page 387 and 388: Wzór liniowo powierzchnia boczna G
- Page 389 and 390: Wzór kołowo powierzchnia boczna G
- Page 391 and 392: 6.23 Inne funkcje G Czas zatrzymani
- Page 393 and 394: 6.25 Wprowadzanie danych, wydawanie
- Page 395 and 396: PRINT PRINT (Wydawanie informacji)
- Page 397 and 398: #-zmienne MANUALplus rozróżnia ob
- Page 399 and 400: V-zmienne MANUALplus rozróżnia na
- Page 401 and 402: 6.27 Rozgałzienie programu, powtó
- Page 403 and 404: 6.28 Zmienna jako parametr adresowy
- Page 405 and 406: Operator może generować wiersze N
- Page 407 and 408: Można włczyć do podprogramu do 2
- Page 409: Polecenia maszynowe Jakie działani
- Page 412 and 413: 7.1 Tryb pracy zarzdzanie narzdziam
- Page 414 and 415: 7.2 Organizacja narzdzi 7.2 Organiz
- Page 416 and 417: 7.3 Teksty do narzdzi 7.3 Teksty do
- Page 418 and 419: 7.4 Dane o narzdziach 7.4 Dane o na
- Page 420 and 421: 7.4 Dane o narzdziach Neutralne nar
- Page 422 and 423: 7.4 Dane o narzdziach Narzdzia do g
- Page 424 and 425: 7.4 Dane o narzdziach Narzdzia do g
- Page 426 and 427: 7.5 Dane o narzdziach - dodatkowe p
- Page 429 and 430: Tryb pracy Organizacja
- Page 431: 8.2 Parametry Parametry, ważne dla
- Page 435 and 436: Parametry konfiguracji Punkt menu K
- Page 437 and 438: Parametry maszynowe (MP) Zamocowani
- Page 439 and 440: Parametry sterowania (SP) Symulacja
- Page 441 and 442: 8.3 Transfer „Transfer“ zostaje
- Page 443 and 444: Sterowanie dostpem dla sieci Partne
- Page 445 and 446: Nastawienia w trybie „szeregowo
- Page 447 and 448: Wybór grupy programów Program nac
- Page 449 and 450: Przesyłanie programu (tryb szerego
- Page 451 and 452: Przesyłanie parametrów Parametry
- Page 453 and 454: 8.4 Serwis i diagnoza Po wyborze Se
- Page 455: Serwis systemowy W „serwisie syst
- Page 458 and 459: 9.1 Praca z MANUALplus 9.1 Praca z
- Page 460 and 461: 9.1 Praca z MANUALplus Wybór progr
- Page 462 and 463: 9.1 Praca z MANUALplus Drugi cykl o
- Page 464 and 465: 9.1 Praca z MANUALplus Wytwarzanie
- Page 466 and 467: 9.1 Praca z MANUALplus Trzeci cykl
- Page 468 and 469: 9.1 Praca z MANUALplus Lista progra
- Page 470 and 471: 9.2 ICP-przykład „czop gwintowan
- Page 472 and 473: 9.2 ICP-przykład „czop gwintowan
- Page 474 and 475: 9.2 ICP-przykład „czop gwintowan
- Page 476 and 477: 9.2 ICP-przykład „czop gwintowan
- Page 478 and 479: 9.2 ICP-przykład „czop gwintowan
- Page 480 and 481: 9.2 ICP-przykład „czop gwintowan
8.2 Parametry<br />
Aktualne parametry<br />
Aktualne parametry<br />
Punkt menu „Nastawienie (menu) [1]”<br />
Punkt zerowy przedmiotu [1] – wrzeciono<br />
główne [1]<br />
Odstp „punkt zerowy maszyny – punkt zerowy przedmiotu”<br />
(zostaje z reguły ustalony przy pomocy „wyznaczenie wartości<br />
osiowych”).<br />
Pozycja punktu zerowego X [mm]<br />
Pozycja punktu zerowego Z [mm]<br />
Punkt zmiany narzdzia [2] Odstp „punkt zerowy maszyny – punkt zerowy przedmiotu”<br />
(zostaje z reguły ustalony przy pomocy „wyznaczenie punktu<br />
zmiany narz”).<br />
Pozycja zmiany narzdzia X [mm]<br />
Pozycja zmiany narzdzia Z [mm]<br />
Przesunicie punktu zerowego na osi C<br />
[3]<br />
Przesunicie punktu zerowego na osi C [°]<br />
Nadzorowanie Narz [4] Nadzorowanie okresu trwałości narzdzia włczyć/wyłczyć<br />
Wyłcznik okresu trwałości narzdzia<br />
0: off<br />
1: on<br />
Addytywne korekcje [5] 16 par wartości korekcji – można nastawić ten parametr także<br />
przy pomocy „wyznaczenie addytywnej korekcji”.<br />
Korekcja 901 w X<br />
Korekcja 901 w Z<br />
Korekcja 902 w X<br />
Korekcja 902 w Z<br />
. . .<br />
Punkt menu „Parametry maszynowe [2]“<br />
Posuwy [1] – obsługa rczna [1] Bieg szybki prdkości torowej sterowanie rczne<br />
Posuw prdkości torowej przy obsłudze rcznej (definiujemy z<br />
reguły przy pomocy „S, F, T wyznaczyć”.<br />
Posuw obrotowy sterowanie rczne<br />
Posuwy [1] – tryb automatyczny [2] Prdkość biegu szybkiego X<br />
Prdkość biegu szybkiego Z<br />
432 8 Tryb pracy Organizacja


