4.5 Cykle toczenia poprzecznego - heidenhain
4.5 Cykle toczenia poprzecznego - heidenhain 4.5 Cykle toczenia poprzecznego - heidenhain
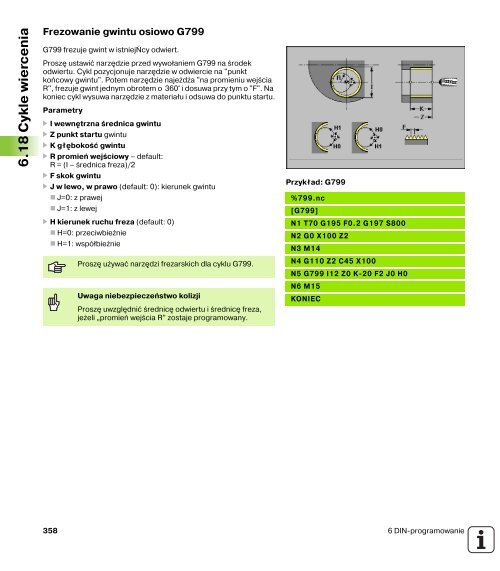
6.18 Cykle wiercenia Frezowanie gwintu osiowo G799 G799 frezuje gwint w istniejŃcy odwiert. Prosz ustawić narzdzie przed wywołaniem G799 na środek odwiertu. Cykl pozycjonuje narzdzie w odwiercie na "punkt końcowy gwintu". Potem narzdzie najeżdża "na promieniu wejścia R", frezuje gwint jednym obrotem o 360° i dosuwa przy tym o "F". Na koniec cykl wysuwa narzdzie z materiału i odsuwa do punktu startu. Parametry I wewntrzna średnica gwintu Z punkt startu gwintu K głbokość gwintu R promień wejściowy – default: R = (I – średnica freza)/2 F skok gwintu J w lewo, w prawo (default: 0): kierunek gwintu J=0: z prawej J=1: z lewej H kierunek ruchu freza (default: 0) H=0: przeciwbieżnie H=1: współbieżnie Prosz używać narzdzi frezarskich dla cyklu G799. Uwaga niebezpieczeństwo kolizji Prosz uwzgldnić średnic odwiertu i średnic freza, jeżeli „promień wejścia R” zostaje programowany. Przykład: G799 %799.nc [G799] N1 T70 G195 F0.2 G197 S800 N2 G0 X100 Z2 N3 M14 N4 G110 Z2 C45 X100 N5 G799 I12 Z0 K-20 F2 J0 H0 N6 M15 KONIEC 358 6 DIN-programowanie
6.19 Polecenia dla osi C Przesunicie punktu zerowego osi C G152 G152 definiuje punkt zerowy osi C absolutnie (baza: parametr maszynowy 1005, "punkt referencyjny osi C"). Punkt zerowy obowizuje do końca programu. Parametry C kt: pozycja wrzeciona „nowego” punktu zerowego osi C Normowanie osi C G153 G153 wycofuje kt przemieszczenia >360° lub
- Page 307 and 308: Przesunicie punktu zerowego absolut
- Page 309 and 310: Naddatek równolegle do konturu (ek
- Page 311 and 312: Obróbka zgrubna konturu wzdłuż G
- Page 313 and 314: Obróbka zgrubna konturu wzdłuż z
- Page 315 and 316: Wskazówki dotyczce odpracowania cy
- Page 317 and 318: Obróbka zgrubna równolegle do kon
- Page 319 and 320: 6.12 Proste cykle toczenia Obróbka
- Page 321 and 322: Prosty cykl powtarzania konturu G83
- Page 323 and 324: Odcinek z fazk G88 G88 wytwarza faz
- Page 325 and 326: Wskazówki dotyczce odpracowania cy
- Page 327 and 328: Wskazówki dotyczce odpracowania cy
- Page 329 and 330: Toczenie poprzeczne na gotowo osiow
- Page 331 and 332: 6.14 Cykle toczenia poprzecznego Sp
- Page 333 and 334: Cykl toczenia poprzecznego wzdłuż
- Page 335 and 336: 6.15 Cykle gwintowania Uniwersalny
- Page 337 and 338: Prosty cykl gwintowania G32 G32 wyt
- Page 339 and 340: Metryczny ISO-gwint G35 G35 wytwarz
- Page 341 and 342: Rozszerzony, wielozwojowy gwint pod
- Page 343 and 344: Gwint stożkowy G353 G353 wytwarza
- Page 345 and 346: Cykl podcicia G85 G85 wytwarza podc
- Page 347 and 348: Podcicie DIN 509 E z obróbk cylind
- Page 349 and 350: Podcicie DIN 76 z obróbk cylindra
- Page 351 and 352: Podcicie forma H G857 G857 wytwarza
- Page 353 and 354: 6.17 Cykl obcinania Cykl obcinania
- Page 355 and 356: Cykl wiercenia głbokiego G74 G74 z
- Page 357: Gwintowanie G36 G36 zostaje używan
- Page 361 and 362: Liniowo powierzchnia czołowa G101
- Page 363 and 364: Liniowy rowek strona czołowa G791
- Page 365 and 366: Q typ cyklu (default: 0): znaczenie
- Page 367 and 368: J kierunek frezowania: definiuje w
- Page 369 and 370: Definicja figury prostokt strona cz
- Page 371 and 372: 6.21 Obróbka powierzchni bocznej S
- Page 373 and 374: Liniowo powierzchnia boczna G111 Po
- Page 375 and 376: Prosz zdefiniować punkt końcowy/p
- Page 377 and 378: Cykl frezowania konturu i figury po
- Page 379 and 380: Frezowanie rowka spiralnego G798 G7
- Page 381 and 382: Definicja figury prostokt powierzch
- Page 383 and 384: 6.22 Obróbka szablonów Szablon li
- Page 385 and 386: Wzór kołowo powierzchnia czołowa
- Page 387 and 388: Wzór liniowo powierzchnia boczna G
- Page 389 and 390: Wzór kołowo powierzchnia boczna G
- Page 391 and 392: 6.23 Inne funkcje G Czas zatrzymani
- Page 393 and 394: 6.25 Wprowadzanie danych, wydawanie
- Page 395 and 396: PRINT PRINT (Wydawanie informacji)
- Page 397 and 398: #-zmienne MANUALplus rozróżnia ob
- Page 399 and 400: V-zmienne MANUALplus rozróżnia na
- Page 401 and 402: 6.27 Rozgałzienie programu, powtó
- Page 403 and 404: 6.28 Zmienna jako parametr adresowy
- Page 405 and 406: Operator może generować wiersze N
- Page 407 and 408: Można włczyć do podprogramu do 2
6.18 <strong>Cykle</strong> wiercenia<br />
Frezowanie gwintu osiowo G799<br />
G799 frezuje gwint w istniejŃcy odwiert.<br />
Prosz ustawić narzdzie przed wywołaniem G799 na środek<br />
odwiertu. Cykl pozycjonuje narzdzie w odwiercie na "punkt<br />
końcowy gwintu". Potem narzdzie najeżdża "na promieniu wejścia<br />
R", frezuje gwint jednym obrotem o 360° i dosuwa przy tym o "F". Na<br />
koniec cykl wysuwa narzdzie z materiału i odsuwa do punktu startu.<br />
Parametry<br />
I wewntrzna średnica gwintu<br />
Z punkt startu gwintu<br />
K głbokość gwintu<br />
R promień wejściowy – default:<br />
R = (I – średnica freza)/2<br />
F skok gwintu<br />
J w lewo, w prawo (default: 0): kierunek gwintu<br />
J=0: z prawej<br />
J=1: z lewej<br />
H kierunek ruchu freza (default: 0)<br />
H=0: przeciwbieżnie<br />
H=1: współbieżnie<br />
Prosz używać narzdzi frezarskich dla cyklu G799.<br />
Uwaga niebezpieczeństwo kolizji<br />
Prosz uwzgldnić średnic odwiertu i średnic freza,<br />
jeżeli „promień wejścia R” zostaje programowany.<br />
Przykład: G799<br />
%799.nc<br />
[G799]<br />
N1 T70 G195 F0.2 G197 S800<br />
N2 G0 X100 Z2<br />
N3 M14<br />
N4 G110 Z2 C45 X100<br />
N5 G799 I12 Z0 K-20 F2 J0 H0<br />
N6 M15<br />
KONIEC<br />
358 6 DIN-programowanie


