4.5 Cykle toczenia poprzecznego - heidenhain
4.5 Cykle toczenia poprzecznego - heidenhain 4.5 Cykle toczenia poprzecznego - heidenhain
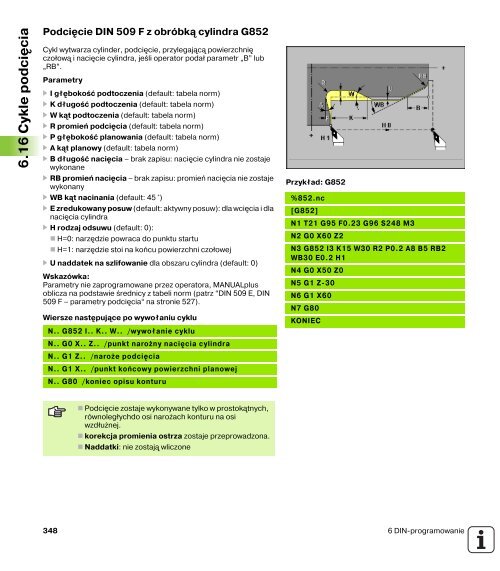
6.16 Cykle podcicia Podcicie DIN 509 F z obróbk cylindra G852 Cykl wytwarza cylinder, podcicie, przylegajc powierzchni czołow i nacicie cylindra, jeśli operator podał parametr „B” lub „RB”. Parametry I głbokość podtoczenia (default: tabela norm) K długość podtoczenia (default: tabela norm) W kt podtoczenia (default: tabela norm) R promień podcicia (default: tabela norm) P głbokość planowania (default: tabela norm) A kt planowy (default: tabela norm) B długość nacicia – brak zapisu: nacicie cylindra nie zostaje wykonane RB promień nacicia – brak zapisu: promień nacicia nie zostaje wykonany WB kt nacinania (default: 45 °) E zredukowany posuw (default: aktywny posuw): dla wcicia i dla nacicia cylindra H rodzaj odsuwu (default: 0): H=0: narzdzie powraca do punktu startu H=1: narzdzie stoi na końcu powierzchni czołowej U naddatek na szlifowanie dla obszaru cylindra (default: 0) Wskazówka: Parametry nie zaprogramowane przez operatora, MANUALplus oblicza na podstawie średnicy z tabeli norm (patrz “DIN 509 E, DIN 509 F – parametry podcicia“ na stronie 527). Wiersze nastpujce po wywołaniu cyklu N.. G852 I.. K.. W.. /wywołanie cyklu N.. G0 X.. Z.. /punkt narożny nacicia cylindra N.. G1 Z.. /naroże podcicia N.. G1 X.. /punkt końcowy powierzchni planowej N.. G80 /koniec opisu konturu Podcicie zostaje wykonywane tylko w prostoktnych, równoległychdo osi narożach konturu na osi wzdłużnej. korekcja promienia ostrza zostaje przeprowadzona. Naddatki: nie zostaj wliczone Przykład: G852 %852.nc [G852] N1 T21 G95 F0.23 G96 S248 M3 N2 G0 X60 Z2 N3 G852 I3 K15 W30 R2 P0.2 A8 B5 RB2 WB30 E0.2 H1 N4 G0 X50 Z0 N5 G1 Z-30 N6 G1 X60 N7 G80 KONIEC 348 6 DIN-programowanie
Podcicie DIN 76 z obróbk cylindra G853 Cykl wytwarza cylinder, podcicie, przylegajc powierzchni czołow i nacicie cylindra, jeśli operator podał parametr „B” lub „RB”. Parametry FP skok gwintu I średnica podcicia (wymiar średnicy) (default: tabela norm) K długość podtoczenia (default: tabela norm) W kt podtoczenia (default: tabela norm) R promień podcicia (default: tabela norm) P naddatek P nie podane: podcicie zostaje wykonane jednym przejściem P podane: podział na toczenie wstpne i toczenie na gotowo – P = naddatek wzdłużny – Naddatek planowy wynosi zawsze 0,1 mm. B długość nacicia – brak zapisu: nacicie cylindra nie zostaje wykonane RB promień nacicia – brak zapisu: promień nacicia nie zostaje wykonany WB kt nacinania (default: 45 °) E zredukowany posuw (default: aktywny posuw): dla wcicia i dla nacicia cylindra H rodzaj odsuwu (default: 0): H=0: narzdzie powraca do punktu startu H=1: narzdzie stoi na końcu powierzchni czołowej Wskazówka: Parametry nie zaprogramowane przez operatora, MANUALplus oblicza na podstawie danych z tabeli norm (patrz “DIN 76 – parametry podtoczenia“ na stronie 525): FP na podstawie średnicy I, K, W i R na podstawie FP (skok gwintu) Wiersze nastpujce po wywołaniu cyklu N.. G853 FP.. I.. K.. W.. /wywołanie cyklu N.. G0 X.. Z.. /punkt narożny nacicia cylindra N.. G1 Z.. /naroże podcicia N.. G1 X.. /punkt końcowy powierzchni planowej N.. G80 /koniec opisu konturu Podcicie zostaje wykonywane tylko w prostoktnych, równoległychdo osi narożach konturu na osi wzdłużnej. korekcja promienia ostrza zostaje przeprowadzona. Naddatki: nie zostaj wliczone Przykład: G853 %853.nc [G853] N1 T21 G95 F0.23 G96 S248 M3 N2 G0 X60 Z2 N3 G853 FP1.5 I47 K15 W30 R2 P1 B5 RB2 WB30 E0.2 H1 N4 G0 X50 Z0 N5 G1 Z-30 N6 G1 X60 N7 G80 KONIEC HEIDENHAIN MANUALplus 4110 349 6.16 Cykle podcicia
- Page 297 and 298: 6.6 Posuw, prdkość obrotowa Ogran
- Page 299 and 300: Stała prdkość skrawania G96/G196
- Page 301 and 302: Zasadniczy sposób pracy SRK/FRK N.
- Page 303 and 304: Addytywna korekcja G149 MANUALplus
- Page 305 and 306: 6.9 Przesunicia punktu zerowego Prz
- Page 307 and 308: Przesunicie punktu zerowego absolut
- Page 309 and 310: Naddatek równolegle do konturu (ek
- Page 311 and 312: Obróbka zgrubna konturu wzdłuż G
- Page 313 and 314: Obróbka zgrubna konturu wzdłuż z
- Page 315 and 316: Wskazówki dotyczce odpracowania cy
- Page 317 and 318: Obróbka zgrubna równolegle do kon
- Page 319 and 320: 6.12 Proste cykle toczenia Obróbka
- Page 321 and 322: Prosty cykl powtarzania konturu G83
- Page 323 and 324: Odcinek z fazk G88 G88 wytwarza faz
- Page 325 and 326: Wskazówki dotyczce odpracowania cy
- Page 327 and 328: Wskazówki dotyczce odpracowania cy
- Page 329 and 330: Toczenie poprzeczne na gotowo osiow
- Page 331 and 332: 6.14 Cykle toczenia poprzecznego Sp
- Page 333 and 334: Cykl toczenia poprzecznego wzdłuż
- Page 335 and 336: 6.15 Cykle gwintowania Uniwersalny
- Page 337 and 338: Prosty cykl gwintowania G32 G32 wyt
- Page 339 and 340: Metryczny ISO-gwint G35 G35 wytwarz
- Page 341 and 342: Rozszerzony, wielozwojowy gwint pod
- Page 343 and 344: Gwint stożkowy G353 G353 wytwarza
- Page 345 and 346: Cykl podcicia G85 G85 wytwarza podc
- Page 347: Podcicie DIN 509 E z obróbk cylind
- Page 351 and 352: Podcicie forma H G857 G857 wytwarza
- Page 353 and 354: 6.17 Cykl obcinania Cykl obcinania
- Page 355 and 356: Cykl wiercenia głbokiego G74 G74 z
- Page 357 and 358: Gwintowanie G36 G36 zostaje używan
- Page 359 and 360: 6.19 Polecenia dla osi C Przesunici
- Page 361 and 362: Liniowo powierzchnia czołowa G101
- Page 363 and 364: Liniowy rowek strona czołowa G791
- Page 365 and 366: Q typ cyklu (default: 0): znaczenie
- Page 367 and 368: J kierunek frezowania: definiuje w
- Page 369 and 370: Definicja figury prostokt strona cz
- Page 371 and 372: 6.21 Obróbka powierzchni bocznej S
- Page 373 and 374: Liniowo powierzchnia boczna G111 Po
- Page 375 and 376: Prosz zdefiniować punkt końcowy/p
- Page 377 and 378: Cykl frezowania konturu i figury po
- Page 379 and 380: Frezowanie rowka spiralnego G798 G7
- Page 381 and 382: Definicja figury prostokt powierzch
- Page 383 and 384: 6.22 Obróbka szablonów Szablon li
- Page 385 and 386: Wzór kołowo powierzchnia czołowa
- Page 387 and 388: Wzór liniowo powierzchnia boczna G
- Page 389 and 390: Wzór kołowo powierzchnia boczna G
- Page 391 and 392: 6.23 Inne funkcje G Czas zatrzymani
- Page 393 and 394: 6.25 Wprowadzanie danych, wydawanie
- Page 395 and 396: PRINT PRINT (Wydawanie informacji)
- Page 397 and 398: #-zmienne MANUALplus rozróżnia ob
6.16 <strong>Cykle</strong> podcicia<br />
Podcicie DIN 509 F z obróbk cylindra G852<br />
Cykl wytwarza cylinder, podcicie, przylegajc powierzchni<br />
czołow i nacicie cylindra, jeśli operator podał parametr „B” lub<br />
„RB”.<br />
Parametry<br />
I głbokość pod<strong>toczenia</strong> (default: tabela norm)<br />
K długość pod<strong>toczenia</strong> (default: tabela norm)<br />
W kt pod<strong>toczenia</strong> (default: tabela norm)<br />
R promień podcicia (default: tabela norm)<br />
P głbokość planowania (default: tabela norm)<br />
A kt planowy (default: tabela norm)<br />
B długość nacicia – brak zapisu: nacicie cylindra nie zostaje<br />
wykonane<br />
RB promień nacicia – brak zapisu: promień nacicia nie zostaje<br />
wykonany<br />
WB kt nacinania (default: 45 °)<br />
E zredukowany posuw (default: aktywny posuw): dla wcicia i dla<br />
nacicia cylindra<br />
H rodzaj odsuwu (default: 0):<br />
H=0: narzdzie powraca do punktu startu<br />
H=1: narzdzie stoi na końcu powierzchni czołowej<br />
U naddatek na szlifowanie dla obszaru cylindra (default: 0)<br />
Wskazówka:<br />
Parametry nie zaprogramowane przez operatora, MANUALplus<br />
oblicza na podstawie średnicy z tabeli norm (patrz “DIN 509 E, DIN<br />
509 F – parametry podcicia“ na stronie 527).<br />
Wiersze nastpujce po wywołaniu cyklu<br />
N.. G852 I.. K.. W.. /wywołanie cyklu<br />
N.. G0 X.. Z.. /punkt narożny nacicia cylindra<br />
N.. G1 Z.. /naroże podcicia<br />
N.. G1 X.. /punkt końcowy powierzchni planowej<br />
N.. G80 /koniec opisu konturu<br />
Podcicie zostaje wykonywane tylko w prostoktnych,<br />
równoległychdo osi narożach konturu na osi<br />
wzdłużnej.<br />
korekcja promienia ostrza zostaje przeprowadzona.<br />
Naddatki: nie zostaj wliczone<br />
Przykład: G852<br />
%852.nc<br />
[G852]<br />
N1 T21 G95 F0.23 G96 S248 M3<br />
N2 G0 X60 Z2<br />
N3 G852 I3 K15 W30 R2 P0.2 A8 B5 RB2<br />
WB30 E0.2 H1<br />
N4 G0 X50 Z0<br />
N5 G1 Z-30<br />
N6 G1 X60<br />
N7 G80<br />
KONIEC<br />
348 6 DIN-programowanie


