4.5 Cykle toczenia poprzecznego - heidenhain
4.5 Cykle toczenia poprzecznego - heidenhain 4.5 Cykle toczenia poprzecznego - heidenhain
4.9 Wzory wiercenia i frezowania Wiercenie/frezowanie wzoru liniowo radialnie Liniowy wzór wiercenia radialnie Wybór „wiercenia“ „Wiercenie radialnie“ wybrać (ilustracja po prawej u góry) Wiercenie głbokie radialnie“ wybrać (ilustracja po prawej na środku) „Gwintowanie radialnie“ wybrać (ilustracja po prawej u dołu) Wzór liniowo włczyć Liniowy wzór frezowania radialnie Wybór „frezowania“ „Rowek radialnie“ wybrać (ilustracja na nastpnej stronie u góry) „Kontur radialnie ICP“ wybrać (ilustracja na nastpnej stronie na środku) Wzór liniowo włczyć „Wzór liniowo” zostaje włczony w cyklach wiercenia lub frezowania, dla wytwarzania wzorów wiercenia/frezowania z równomiernymi odstpami na linii na powierzchni bocznej. 232 4 Programowanie cykli
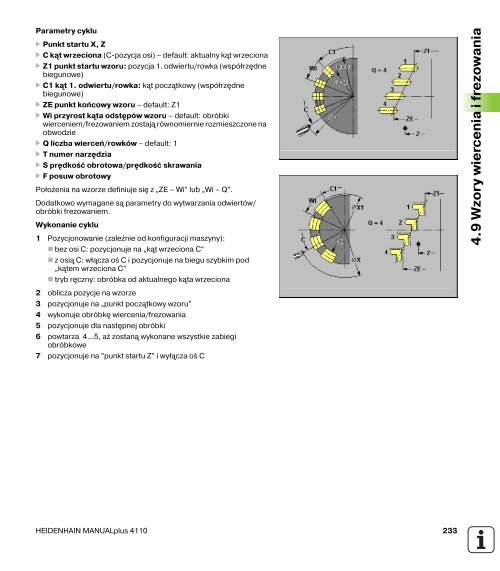
Parametry cyklu Punkt startu X, Z C kt wrzeciona (C-pozycja osi) – default: aktualny kt wrzeciona Z1 punkt startu wzoru: pozycja 1. odwiertu/rowka (współrzdne biegunowe) C1 kt 1. odwiertu/rowka: kt pocztkowy (współrzdne biegunowe) ZE punkt końcowy wzoru – default: Z1 Wi przyrost kta odstpów wzoru – default: obróbki wierceniem/frezowaniem zostaj równomiernie rozmieszczone na obwodzie Q liczba wierceń/rowków – default: 1 T numer narzdzia S prdkość obrotowa/prdkość skrawania F posuw obrotowy Położenia na wzorze definiuje si z „ZE – Wi” lub „Wi – Q”. Dodatkowo wymagane s parametry do wytwarzania odwiertów/ obróbki frezowaniem. Wykonanie cyklu 1 Pozycjonowanie (zależnie od konfiguracji maszyny): bez osi C: pozycjonuje na „kt wrzeciona C“ z osi C: włcza oś C i pozycjonuje na biegu szybkim pod „ktem wrzeciona C” tryb rczny: obróbka od aktualnego kta wrzeciona 2 oblicza pozycje na wzorze 3 pozycjonuje na „punkt pocztkowy wzoru” 4 wykonuje obróbk wiercenia/frezowania 5 pozycjonuje dla nastpnej obróbki 6 powtarza 4...5, aż zostan wykonane wszystkie zabiegi obróbkowe 7 pozycjonuje na ”punkt startu Z” i wyłcza oś C HEIDENHAIN MANUALplus 4110 233 4.9 Wzory wiercenia i frezowania
- Page 181 and 182: Parametry, które poda operator zos
- Page 183 and 184: Wykonanie cyklu 1 dosuwa od punktu
- Page 185 and 186: Wykonanie cyklu 1 dosuwa od punktu
- Page 187 and 188: 2. etap ”Cykl gwintu (wzdłużneg
- Page 189 and 190: 2. etap ”Cykl gwintu (wzdłużneg
- Page 191 and 192: Wiercenie osiowo/radialnie Wybór
- Page 193 and 194: Wiercenie głbokie osiowo/radialnie
- Page 195 and 196: Gwintowanie osiowo/radialnie Wybór
- Page 197 and 198: Frezowanie gwintu osiowo Wybór „
- Page 199 and 200: Przykłady cykli wiercenia Centrycz
- Page 201 and 202: 4.8 Cykle frezowania Cykle frezowan
- Page 203 and 204: Rowek osiowo Wybór „frezowania
- Page 205 and 206: Parametry cyklu (pierwsze okno wpro
- Page 207 and 208: Wykonanie cyklu 1 włcza oś C i po
- Page 209 and 210: Parametry cyklu (pierwsze okno wpro
- Page 211 and 212: Frezowanie czołowe Wybór „frezo
- Page 213 and 214: Parametry cyklu (drugie okno wprowa
- Page 215 and 216: Rowek radialnie Wybór „frezowani
- Page 217 and 218: Parametry cyklu (pierwsze okno wpro
- Page 219 and 220: Wykonanie cyklu 1 włcza oś C i po
- Page 221 and 222: Parametry cyklu (pierwsze okno wpro
- Page 223 and 224: Frezowanie rowka spiralnego radialn
- Page 225 and 226: Kierunek biegu frezowania przy frez
- Page 227 and 228: 4.9 Wzory wiercenia i frezowania Ws
- Page 229 and 230: Parametry cyklu Punkt startu X, Z
- Page 231: Parametry cyklu Punkt startu X, Z
- Page 235 and 236: Parametry cyklu Punkt startu X, Z
- Page 237 and 238: Kołowy wzór wiercenia na powierzc
- Page 239: 4.10 Cykle DIN „DIN-cykl“ wybra
- Page 242 and 243: 5.1 Kontury ICP 5.1 Kontury ICP Int
- Page 244 and 245: 5.2 Edycja konturów ICP Zapis lub
- Page 246 and 247: 5.2 Edycja konturów ICP Prezentacj
- Page 248 and 249: 5.2 Edycja konturów ICP Wybór roz
- Page 250 and 251: 5.3 DXF-kontury importować 5.3 DXF
- Page 252 and 253: 5.3 DXF-kontury importować Konfigu
- Page 254 and 255: 5.4 ICP-programowaniezmian 5.4 ICP-
- Page 256 and 257: 5.4 ICP-programowaniezmian Przesuni
- Page 258 and 259: 5.4 ICP-programowaniezmian Kontur
- Page 260 and 261: 5.5 Elementy konturu ICP kontur toc
- Page 262 and 263: 5.5 Elementy konturu ICP kontur toc
- Page 264 and 265: 5.5 Elementy konturu ICP kontur toc
- Page 266 and 267: 5.5 Elementy konturu ICP kontur toc
- Page 268 and 269: 5.6 ICP-elementy konturu płaszczyz
- Page 270 and 271: 5.6 ICP-elementy konturu płaszczyz
- Page 272 and 273: 5.7 ICP-elementy konturu płaszczyz
- Page 274 and 275: 5.7 ICP-elementy konturu płaszczyz
- Page 277 and 278: DIN-programowanie HEIDENHAIN MANUAL
- Page 279 and 280: Struktura programu i wierszy Strukt
- Page 281 and 282: 6.2 Edycja programów DIN Wczytywan
Parametry cyklu<br />
Punkt startu X, Z<br />
C kt wrzeciona (C-pozycja osi) – default: aktualny kt wrzeciona<br />
Z1 punkt startu wzoru: pozycja 1. odwiertu/rowka (współrzdne<br />
biegunowe)<br />
C1 kt 1. odwiertu/rowka: kt pocztkowy (współrzdne<br />
biegunowe)<br />
ZE punkt końcowy wzoru – default: Z1<br />
Wi przyrost kta odstpów wzoru – default: obróbki<br />
wierceniem/frezowaniem zostaj równomiernie rozmieszczone na<br />
obwodzie<br />
Q liczba wierceń/rowków – default: 1<br />
T numer narzdzia<br />
S prdkość obrotowa/prdkość skrawania<br />
F posuw obrotowy<br />
Położenia na wzorze definiuje si z „ZE – Wi” lub „Wi – Q”.<br />
Dodatkowo wymagane s parametry do wytwarzania odwiertów/<br />
obróbki frezowaniem.<br />
Wykonanie cyklu<br />
1 Pozycjonowanie (zależnie od konfiguracji maszyny):<br />
bez osi C: pozycjonuje na „kt wrzeciona C“<br />
z osi C: włcza oś C i pozycjonuje na biegu szybkim pod<br />
„ktem wrzeciona C”<br />
tryb rczny: obróbka od aktualnego kta wrzeciona<br />
2 oblicza pozycje na wzorze<br />
3 pozycjonuje na „punkt pocztkowy wzoru”<br />
4 wykonuje obróbk wiercenia/frezowania<br />
5 pozycjonuje dla nastpnej obróbki<br />
6 powtarza 4...5, aż zostan wykonane wszystkie zabiegi<br />
obróbkowe<br />
7 pozycjonuje na ”punkt startu Z” i wyłcza oś C<br />
HEIDENHAIN MANUALplus 4110 233<br />
4.9 Wzory wiercenia i frezowania


