Prednosti i mane štamparske forme za DI postupak ... - MavDISK
Prednosti i mane štamparske forme za DI postupak ... - MavDISK
Prednosti i mane štamparske forme za DI postupak ... - MavDISK

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
UNIVERZITET U NOVOM SADU<br />
FAKULTET TEHNIČKIH NAUKA<br />
NOVI SAD<br />
GRAFIČKO INŽENJERSTVO I <strong>DI</strong>ZAJN<br />
SEMINARSKI RAD<br />
IZ ŠTAMPARSKIH FORMI<br />
Tema: <strong>Prednosti</strong> i <strong>mane</strong> <strong>štamparske</strong> <strong>forme</strong> <strong>za</strong> <strong>DI</strong><br />
<strong>postupak</strong> isvetljavanja<br />
Profesor: Novaković dr. Dragoljub Student: Gebeješ Ana 867/F<br />
Novi Sad, 2008
Sadržaj<br />
Uvod 1<br />
Direct Imageing 2<br />
Suvi ofset 3<br />
Ploče <strong>za</strong> suvi ofset 4<br />
Ploče <strong>za</strong> suvi ofset sa poliestarskom osnovom <strong>za</strong> jednokratnu upotrebu 5<br />
Poliestar 5<br />
Titanijum-dioksid (TiO2) 6<br />
Silikon 6<br />
Ablacija 7<br />
<strong>Prednosti</strong> i <strong>mane</strong> <strong>štamparske</strong> <strong>forme</strong> <strong>za</strong> <strong>DI</strong> <strong>postupak</strong> osvetljavanja 8<br />
Zaključak 14<br />
Literatura 16
Uvod<br />
Od svih štamparskih mašina se danas <strong>za</strong>hteva što veća produktivnost - da <strong>za</strong> što kraće vreme daju što<br />
kvalitetniji otisak. Stručnjaci su pokušavali na razne načine da reše taj problem i odgovore na <strong>za</strong>hteve sve<br />
naprednijeg tržišta. Jedan od rešenja je svakako bio pronala<strong>za</strong>k tzv. suvog ofseta kod koga se štamparska<br />
forma i<strong>za</strong>đuje direktno u štamparskoj mašini. Akcenat je stavljen na direktno osvetljavanje <strong>štamparske</strong><br />
<strong>forme</strong> u samoj mašini <strong>za</strong> štampu jer se na taj način smanjilo vreme izrade <strong>štamparske</strong> <strong>forme</strong>, a samim<br />
tim i vreme štampe. Biti u koraku sa vremenom u štamparstvu znači pratiti nove trendove i savkako težiti<br />
posti<strong>za</strong>nju što kvalitetnijeg otiska <strong>za</strong> što kraće vreme.<br />
-1-
Direct Imageing<br />
Direct Imageing ili drugim imenom Computer to Press je tehnologija štampe kod koje se štamparska<br />
forma izrađuje direktno u mašini <strong>za</strong> štampu. Ova defi nicija se može proširiti sa još nekoliko karakteristika<br />
ove tehnologije. Može se slobodno reći da je Direct Imagein most između elektronske pripreme i prave ofset<br />
štampe koji omogućava da se slika, koja je u digitalnom obliku sačuvana na serveru i rastrirana na RIP-u,<br />
prenese direktno na štamparsku ploču. Ona eliminiše fi lm, konvencionalne ploče i svu hemiju iz procesa<br />
izrade <strong>štamparske</strong> <strong>forme</strong>. Stručnjaci su oduvek težili da na neki način smanje broj koraka u proizvodnji<br />
<strong>štamparske</strong> <strong>forme</strong>. Konvencionalni način izrade <strong>forme</strong> je podrazumevao osvetljavanje, razvijanje, ispiranje,<br />
gumiranje, susenje i pečenje (ukoliko je potrebno) ploče. Naravno svaka ploča ima svoje karakteristike<br />
pa je tako ovaj <strong>postupak</strong> prilagođena svakoj ploči po na osob. Treba, takođe, uzeti u obzir i vreme koje<br />
je potrebno <strong>za</strong> manuelan rad operatera. On je bio dužan da prenosi ploču od jednog do drugog uređaja i<br />
podesi isti <strong>za</strong> odgovarajuću operaciju. Na ovaj način raste mogućnost pojave greške jer sam operater može<br />
pogrešiti prilokom prenosa ili podešavanja mašina. Kod direktnog osvetljavanja ploče u mašini <strong>za</strong> štampu<br />
svi ovi koraci su <strong>za</strong>menjeni samo jednim – laserska ablacija. Nravno u <strong>za</strong>visnosti od samog proizvođača<br />
<strong>DI</strong> sistema u mašinama mogu postojati uređaji <strong>za</strong> dodatno čišćenje ploče, ali se ono odvija u toku rada<br />
<strong>štamparske</strong> mašine tako da ne <strong>za</strong>hteva dodatno vreme niti veliku makulaturu.<br />
Slika 1.: Prikaz koraka izrade <strong>štamparske</strong> <strong>forme</strong><br />
Postoje različita rešenja osvetljavanja ploča u mašini <strong>za</strong> štampu koji se razlikuju u <strong>za</strong>visnosti od vrste,<br />
broja i načina raspodele laserskih dioda <strong>za</strong> osvetljavaje ploče. Zajedničko <strong>za</strong> sva rešenja je da se koriste<br />
osvetljivači koji rade na principu CtP osvteljivača sa spoljašnjim bubnjem, pri čemu se <strong>za</strong> osvetljavanje<br />
koriste termalni laseri talasnih dužina 830nm (Infra Crvena laserska dioda) ili 1064nm (YAG laseri). Glava<br />
<strong>za</strong> osvetljavanje se nalazi u mašini <strong>za</strong> štampu iznad cilindra nosioca <strong>štamparske</strong> <strong>forme</strong>. Na primer, kod<br />
suvog ofseta se jedinica <strong>za</strong> osvetljavanje nalazi na mestu sistema <strong>za</strong> važenje koji je u ovoj tehnologiju<br />
izbačen iz mašine. S obzirom na to da se štvaranje štampajućih i neštampajućih elemenata <strong>za</strong>sniva na<br />
laserskoj ablaciji u ovim sistemima se nalaze ″usisivači″ koji imaju <strong>za</strong>datak da usisaju prašinu koja se usled<br />
ablacije stvara.<br />
Na ovaj način ne samo da se smanjio broj koraka u izradi štamparskih formi već se štetna hemija<br />
u potpunosti izbacila iz upotrebe. Direct Imaging je svakako tehnologija budućnosti koja nam omogućava<br />
da <strong>za</strong> veoma kratko vreme dobijemo besprekorno tačnu štampu. Sve jedinice <strong>za</strong> osvetljavanje se aktiviraju<br />
u isto vreme i istovremeno osvetljavaju sve četiri ploče tj. separacije pa se, s toga, dobija najtačniji paser u<br />
štampi.<br />
Tehnologija direktnog osvetljavanja ploče u mašini <strong>za</strong> štampu se, <strong>za</strong> sada, može koristiti u fl ekso i<br />
u ofset štampi, a s obzirom na popularnost i sve veću upotrebu suvog ofseta u nastavku ovog rada će upravo<br />
ta tehnologija biti objašnjena.<br />
-2-
Suvi ofset<br />
Suvi ofset je tehnologija štampe u kojoj je voda, kao nužno zlo u konvencionalnoj ofset štampi,<br />
izostavljena iz procesa štampe na taj način što se njen <strong>za</strong>datak <strong>za</strong>menio materijalima koji imaju različite<br />
afi nitete prema boji. Kada kažem da je voda nužno zlo mislim na sve probleme do kojih može doći u štampi<br />
ukoliko vlaženje <strong>forme</strong> nije dovoljno dobro. Na primer toniranje (pojevljivanje boje na neštampajućim<br />
elementima), do koga može doći ukoliko neštampajui elementi nisu dovoljno oleofobni i ako rastvor <strong>za</strong><br />
vlaženje nije dovoljno kiseo (pH 4.8 – 5.5). To znači da moramo voditi računa o sastavu sredstva <strong>za</strong> vlaženje,<br />
njegovoj pH i dH vrednosti kao i o količini sredstva <strong>za</strong> vlaženje koja se nanosi na štamparsku formu. Najveća<br />
bojljka vlažnog ofseta je neminovan porast rasterske tačke upravo zbog postojanja sredstva <strong>za</strong> vlaženje.<br />
Uzimajući u obzir sve <strong>mane</strong> vlažnog ofseta stvoren je suvi ofset koji izbacuje sredstvo <strong>za</strong> važenje i time<br />
omogućava štampu bez porasta tačke do kojeg je dolazilo usled postojanja vode. Na ta način je štampa koja<br />
je bila bazirana na hemijskoj ravnoteži nanosa bije i sredstva <strong>za</strong> vlaženje pretvorena u mehanički <strong>postupak</strong><br />
koji se može monogo više kontrolisati. Na formi se nalaze silikonski oleofobni neštampajući elementi i<br />
oleofi lni štampajući elementi. Boja <strong>za</strong> suvi ofset u svom sastavu poseduje silikonsko ulje <strong>za</strong>hvaljujući kome<br />
se boja ne prihvata na silikonske površine <strong>forme</strong> već samo na oleofi lne, štampajuće elemente.<br />
Još jedna bitna razlika između vlažnog i suvog ofseta je u tome što su štampajući elementi kod<br />
vlažnog ofseta blago izdignuti dok su kod suvog ofseta oni blago udubljeni. Ova razlika je omogućila da se<br />
stvaranje štampajućih i neštampajućih elemenata vrši laserskom ablacijom. Termalnil laser će na mestima<br />
gde treba da budu štampajući elementi odstraniti oleofobni sloj na taj način što ce i<strong>za</strong>zvati njegovu ablaciju,<br />
isparavanje. Nastali štampajući elementi su udubljeni. Na osnovu ove osobine <strong>forme</strong> i gore navedenih<br />
karakteristika Direct Imaging tehnologije, <strong>za</strong>ključeno je da je ova tehnologija idealna <strong>za</strong> izradu štamparskih<br />
formi <strong>za</strong> suvi ofset.<br />
Uređaj <strong>za</strong> obojavanje<br />
Slika 2.: Šema <strong>štamparske</strong> jediniće <strong>za</strong> suvi ofset<br />
-3-<br />
Cilindar<br />
gumenog<br />
omotača<br />
Pritisni<br />
cilindar<br />
Cilindar<br />
<strong>forme</strong><br />
Podloga
Ploče <strong>za</strong> suvi ofset<br />
Ploče <strong>za</strong> suvi ofset se od konvencionalnih ofset ploča razlikuju po tome što poseduju osim<br />
fotoosetljivog sloja i silikonski sloj koji preuzima funkciju sredstva <strong>za</strong> vlaženje – ne dozvoljava prihvatanje<br />
boje <strong>za</strong> neštampajuće elemente. Ove ploče mogu biti sa aluminijumskom osnovom i sa poliestarskom<br />
osnovom.<br />
Ukoliko imaju aluminijumsku podlogu ona mora biti anodizirana da bi se <strong>za</strong> nju bolje ve<strong>za</strong>o<br />
fotoosetljivi sloj. Ovaj fotoosetljivi sloj koji će nakon osvetljavanja biti nisioc štampajućih elemenata<br />
i osetljiv je na infra-crveni deo spektra. Na njega se nanosi silikonski sloj koji ima <strong>za</strong>datak da nakon<br />
osvetljavanja odbija boju sa onih delova ploče sa kojih nije odstranjen. Ploča poseduje i <strong>za</strong>štitni fi lm koji se<br />
pre osvetljavanja odstanjuje. Nakon osvetljavanja dobija se ploča koja će imati blago udubljene štampajuće<br />
elemente i blago izdignute silikonske neštampajuće elemente.<br />
Silikonski<br />
sloj<br />
Fotopolimerni<br />
sloj<br />
Prajmer<br />
sloj<br />
Zaštitni fi lm<br />
Al sloj<br />
Slika 3. i 4.: Polča <strong>za</strong> suvi ofset sa aluminijumskom osnovom pre osvetljavanja<br />
i nakon osvetljavanja<br />
Ploče sa poliestarskom osnovom imaju tri sloja. Osnovni poliestarski sloj koji će nakon osvetljavanja<br />
biti nosioc štampajućih elemenata. Na njega je nanesen sloj titanijum-dioksida koji je fotoosetljiv i odstranjuje<br />
se ablacijom. Treći sloj je i kod ove ploče silikonski i takođe, ima funkciju da nakon osvetljavanja daje<br />
neštampajuće elemente.<br />
Slika 5.: Ploča <strong>za</strong> suvi ofset sa poliestarskom osnovom<br />
Osvetljavanje ovih ploča se može vršiti i na odvojenom CtP osvetljivaču, ali je se danas sve više<br />
koriste sistemi <strong>za</strong> osvetljavanje ploče direktno u mašini <strong>za</strong> štampu. Najčešće se koriste ploče sa poliestarskom<br />
osnovom zbog lakšeg skladištenja ploča u samoj mašini <strong>za</strong> štampu. Ploče sa poliestarskom osnovom se<br />
nalaze u rolnama koje su smeštene direktno u mašini.<br />
Na osnovu načina upotrebe razlikujemo dve vrste <strong>štamparske</strong> <strong>forme</strong> <strong>za</strong> direktno osvetljavanje:<br />
• <strong>štamparske</strong> <strong>forme</strong> <strong>za</strong> jednokratan <strong>za</strong>pis<br />
• obnovljive <strong>štamparske</strong> <strong>forme</strong><br />
-4-<br />
Neštampajući<br />
elementi<br />
Al sloj<br />
Štampajući<br />
elementi<br />
Prajmer<br />
sloj
Kod štamparskih formi <strong>za</strong> jednokratan <strong>za</strong>pis se nakon osvetljavanja ploče i samog procesa štampe<br />
vrši bacanje <strong>forme</strong> tačnije ona se reciklira. Ona se može koristiti samo <strong>za</strong> taj jedan posao. Najčešće se<br />
ovakve ploče nalaze u rolnama koje sadrže nekoliko desetina ploča, a osvetljene i iskorištene <strong>forme</strong> se<br />
takođe namotavaju u rolnu i čuvaju u mašini sve dotle dok se cela rolna sa pločama ne iskoristi, nakon čega<br />
se vrši <strong>za</strong>mena rolne.<br />
Obnovljive <strong>štamparske</strong> <strong>forme</strong> su one koje se nakon osvetljavanja i štampe tretiraju hemijski ili<br />
mehanički pri čemu se skidaju (čiste) postojeći štampajući i neštampajući elementi i opet od <strong>forme</strong> nastaje<br />
ploča koja je spremna <strong>za</strong> novo osvetljavanje.<br />
U ovom <strong>za</strong>datku će detaljnije biti opisane <strong>štamparske</strong> <strong>forme</strong> <strong>za</strong> jednokratan <strong>za</strong>pis bazirane na<br />
tehnologiji suvog ofseta.<br />
Ploče <strong>za</strong> suvi ofset sa poliestarskom osnovom <strong>za</strong> jednokratnu upotrebu<br />
Ove ploče su najčešće korišćene ploče <strong>za</strong> Direct Imaging suvi ofset. Najpoznatiji proizvođač ovih<br />
ploča je fi rma Prestek koja je proizvela tzv. PearlDry Plus ploče koje još od 1995. godine korise i Heidelbergov<br />
Quickmaster <strong>DI</strong> i KBA-ov Karat. Po uzoru na tu ploču će u ovom radu biti objašnjene sve prednosti i<br />
<strong>mane</strong> štamparskih formi <strong>za</strong> <strong>DI</strong> osvetljavanje.<br />
Ploča se sastoji od tri sloja:<br />
• poliestarski sloj<br />
• sloj titanijum-oksida<br />
• silikonski sloj<br />
Poliestar<br />
Sloj titanijum-dioksida<br />
Silikonski sloj<br />
Poliestarska osnova<br />
Slika 6.: Slojevi termalne <strong>DI</strong> ploče<br />
Poliestar je heteročlani polimer koji u osnovnom lancu ima estarsku funkcionalnu grupu:<br />
- C – O –<br />
||<br />
O<br />
On je polimer gustine 1330 – 1455 g/m3,<br />
molarne mase 10 000 – 40 000 g/mol, izrazito bele boje,<br />
otporan na dejstvo vode, ulja, masti, nepolarnih i slabo<br />
polarnih rastvarača. Poseduje dobre mehaničke osobine,<br />
otpornost na dejstvo svetla, dobre elektroizolacione<br />
osobine i rastvara se u kiselinama i ba<strong>za</strong>ma. Za njega<br />
se često kaže da predstavlja najpopularnije veštačko<br />
vlakno. Poliestar je danas našao primenu u svi sferama<br />
života počev od ambalaže, preko nameštaja čak do<br />
odeće. U grafi čkoj industriji se koristi <strong>za</strong> poizvodnju<br />
folije kao podloge <strong>za</strong> fi lmove, <strong>za</strong> laminiranje, <strong>za</strong> iradu<br />
korica i <strong>za</strong> <strong>za</strong>štitne omote, <strong>za</strong> izradu traka <strong>za</strong> natpise na<br />
-5-<br />
Termalni laserski zrak<br />
Blago udubljeni<br />
štampajući elementi<br />
Slika 7.: Mikroskopski snimak<br />
poliestarskog vlakna
koricama, a PET vlakna se koriste <strong>za</strong> izradu plastičnog papira. Poliestar se generalno u štamparstvu koristi<br />
onda kada neku površinu želimo da <strong>za</strong>štitimo od uticaja vode ili masnih mrlja. Pokazuje izrazito oleofi lna<br />
svojstva pa se <strong>za</strong>to koristi u štamparstvu <strong>za</strong> izradu ploča. Kod ploča koje imaju papirnu osnovu poliestar se<br />
koristi kao <strong>za</strong>štitni sloj koji će papiru dati otpornost na kvašenje. Kod ploča <strong>za</strong> suvi ofset poliestar je našao<br />
sasvim drugačiju primenu. Presstek ga koristi kao oleofi lnu osnovu koja je dovoljno izržljiva i dimenziono<br />
stabilna, a u isto vreme otporna na na uticaj svetlosnog izvora koji se koristi u jedinici <strong>za</strong> osvetljavanje.<br />
Titanijum-dioksid (TiO2)<br />
Titanijum je metal IVB grupe periodnog sistema elemnata. U prirodi se nalazi u zemljinoj kori u obliku<br />
minerala: ilmenita, rutila i titanita. On je specifi čno lak i mekan metal, srebrnobele boje, gustine 4507kg/<br />
m3, tačke topljenja 1668°C izrazito otporan na koroziju naročito<br />
u morskoj vodi . Njegovo najvažnije jedinjenje je titanijum-<br />
(IV)oksid koji je našao primenu kao beli pigment, fotokatali<strong>za</strong>tor,<br />
u medicini i drugim oblastima života. Ima visok index refl eksije<br />
(n = 2.7), može se razvlačiti u fi ne folije, veoma je otporan na UV<br />
zrake kao i na svetlost iz viljivog dela spektra. Upravo zbog te<br />
<strong>za</strong>štite od UV zraka se koristi <strong>za</strong> proizvodnju naočara <strong>za</strong> sunce.<br />
Osim kao beli pogment u štamparstvu je našao primenu u izradi<br />
ploča <strong>za</strong> suvi ofset. Ima veoma visok oksidativni potencijal i kao<br />
takav pod dejstvom termalnih lasera isparava. U procesu ablacije<br />
koju i<strong>za</strong>ziva infra-crveni laser se odstranjuje, ali je s druge strane<br />
u potpunosti otporan na dnevno svetlo i UV spektar.<br />
Slika 8.: Titanijum-dioksid u obliku granula<br />
Silikon<br />
Silikon (polisiloksan) je polimer koji se proizvodi kao fl uid smole ili elastomera. Delimično je<br />
organsko jedinjenje ali ne sadrži ugljenik, već se sastoji od naizmeničnih atoma silicijuma i kiseonika.<br />
Silikon može biti tečnost, gel ili gumena supstanca. Nalazi se u mnogim poznatim proizvodima <strong>za</strong> kozmetiku,<br />
sapunima, antiperspirantima, losionima <strong>za</strong> ruke, pa i u prehrambenim proizvodima i vodootpornim<br />
materijalima. Silikon je mešavina organskih i neorganskih polimera sa osnovnom formulom [R 2 SiO] n gde<br />
je R neka organska grupa poput metil, etil i dr. Karakteristično <strong>za</strong> silikon je da ima veliku temperaturnu<br />
stabilnost sa tačkom topljenja i do 250°C, <strong>za</strong>tim veliku fl eksubilnost i sposobnost da se elastično deformiše.<br />
U štamparstvu se koristi <strong>za</strong> izradu ploča i međuprenosača. U suvom ofsetu je iskorišćen kao oleofoban<br />
površinski sloj ploče <strong>za</strong> <strong>DI</strong> osvetljavanje. Iskoriščena je osobina silikona da odbija svoja ulja, tačnije ne<br />
prihvata boju koja u svom sastavu ima silikonskog ulja. Termalni laseri ga tope <strong>za</strong>jedno sa slojem titanijumdioksida<br />
i na taj način formiraju štampajuće elemente.<br />
-6
Ablacija<br />
Ablacija je proces isparavanja pod djestvom toplote. Konkretno u slučaju Presstek-ovih ploča pod<br />
dejstvom termelnih lasera dolazi do isparavanja tzv. ablacionog sloja (TiO2) ploče. Sloj titanijum-dioksida<br />
je takav da absorbuje svetlost talsne duzine koju emituje termalni laser (830nm ili 1064nm). Absorbovana<br />
svetlost se pretvara u toplotnu energiju koja <strong>za</strong>greva sloj titanijum-dioksida do njegove tačke isparavanja .<br />
Nakon 1μs od udara zraka u ploču sav titanijum-dioksid ispari i na tom mestu se formira udubljeni štampajući<br />
element. Na ovaj način se vrši oslikavanje cele <strong>forme</strong>. Isparenja usled ablacije odstranjuje usisivač koji se<br />
nalazi u sklopu mašine.<br />
Slika 7.: Izgled tačke u različitim fa<strong>za</strong>ma njenog formoranja<br />
Na slici se vidi kako silikonski sloj ploče i sloj titanijum-dioksida isparavaju. Takođe se može videti<br />
da je tačka u svih šest fa<strong>za</strong> iste veličine što nam govori o tome da u toku izrade <strong>forme</strong> ne dolazi do povećanja<br />
rasterske tačke. Termalni laser je dovoljno jak da <strong>za</strong> veoma kratko vreme, na mestu gde je pao njegov zrak,<br />
stvori tačku ostrih ivica rastvarajući ploču samo na tom mestu. U istom trenutku otpočinje isparavanje sve<br />
dok se ne odstrane svi suvišni slojevi. Na ovaj načine se dobija najpreciznija tačka na ploči.<br />
-7-
<strong>Prednosti</strong> i <strong>mane</strong> <strong>štamparske</strong> <strong>forme</strong> <strong>za</strong> <strong>DI</strong> <strong>postupak</strong> osvetljavanja<br />
Kao sto je već navedeno najčešće korišćene ploče <strong>za</strong> <strong>DI</strong> <strong>postupak</strong> osvetjavanja u bezvodnom<br />
ofsetu su ploče sa poliestarskom bazom namenjene <strong>za</strong> jednokratnu upotrebu. Na osnovu gore navedenih<br />
karakteristika same ploče i tehnologije osvetljavanja može se <strong>za</strong>ključiti da one imaju mnoge prednosti u<br />
odnosu na konvencionalne ploče.<br />
Prva i danas najvažnija prednosti ovih ploča je ušteda u vremenu proizvodnje. Kao što je već<br />
navedeno kod konvencionalnih ploča <strong>postupak</strong> izrade <strong>forme</strong> se sastoji iz velikog ni<strong>za</strong> operacija koji<br />
<strong>za</strong>htevaju mnogo vremena. Razvojem CtF tehnolpgija vreme <strong>za</strong> izradu <strong>forme</strong> se dratično smanjilo. To<br />
skrećivanje se povećalo pronalaskom programa <strong>za</strong> digitalnu montažu stranica koji su izbacili iz proizvodnje<br />
proces ručnog montiranja teksta i slike. Pronalaskom CtP-a se izbacio još jedan korak u procesu proizvodnje<br />
<strong>forme</strong> jer je nestala potreba <strong>za</strong> fi lmom kao nosiocem separacija, a slika se direktno prenosila sa računara na<br />
ploču. Međutim još uvek su nam ostale operacije razvijanja, pranja i gumiranja <strong>forme</strong> koji opet <strong>za</strong>htevaju<br />
određeno vreme izvedbe. Pronalaskom <strong>DI</strong> termalnih ploča i ti koraci su postali nepotrebni. Ploča se<br />
osvetljava termalnom laserom koji ablacijom skine i sloj silikona i sloj titanijum-dioksida sa ploče i na taj<br />
način stvori štampajuće elemente. Nisu potrebne nikakve dodatne operacije razvijanja jer je laser dovoljno<br />
jak da odstrani sve suvišne delove ploče. Ukoliko nešto prašine ostane na ploči ona se sa makulaturom<br />
odstrani iz mašine <strong>za</strong> štampu.<br />
Slika 9.: Poređenje CtF, CtP i <strong>DI</strong> tehnologija u pogledu vremena izrade <strong>forme</strong><br />
Sa slike se vidi da je vreme neophodno <strong>za</strong> pripremu <strong>forme</strong> kod <strong>DI</strong> tehnologije malo više od 10min.<br />
Ni sa jednom tehnologijom se do sad nije uspegla postići ovakva brzina izrade <strong>forme</strong>. Takođe moramo uzeti<br />
u obzir da se kod <strong>DI</strong> sistema sve četiri ploče osvetljavaju istovremeno tako da <strong>za</strong> više od 10min dobijemo sve<br />
četiri separacije. Laserske glave u isto vreme na isti način vrše osvetljavanje tako da ne postoji mogućnost<br />
stvaranja greške u osvetljavanju.<br />
Navedena prednost sa sobom povlači jos jednu, a to je ušteda u prostoru. Da bismo mogli da razvijemo<br />
konvencionalnu ploču treba na odgovarajući uređaj <strong>za</strong> razvijanje, pranje, gumiranje, sušenje i pečenje<br />
ukoliko joj želimo povećati produktivnost <strong>forme</strong>. Kod CtP-a je tzv. in-line razvijačicama rešen donekle<br />
ovaj problem, ali se on nikako ne može porediti sa pločom koja je <strong>za</strong> oko 10min razvijena i postavljena<br />
na cilindar nosilac <strong>štamparske</strong> <strong>forme</strong>. Nisu nam potrebne nikakve dodatne razvijačice. U mašinu se ubaci<br />
rolana sa pločama (najčešče se na jednoj rolni nalazi oko 40 ploča) koja se odmota i pozicionira ploču na<br />
cilindar nosilac <strong>štamparske</strong> <strong>forme</strong>. Laser je osvetli, usisivač usisa višak prašine i forma je gotova i spremna<br />
<strong>za</strong> štampu. Tako ne samo da smo uštedeli na vremenu već i na prostoru.<br />
S obzirom na to da nema razvijanja u procesu izrade <strong>forme</strong> nema nikakvih hemikalija koje bi mogle<br />
da <strong>za</strong>gađuju okolinu. Iz gore navedenog hemijskog sastave se vidi da ne sadrže materije koje bi poput<br />
srebra kod konvencionalnih ploča mogle da <strong>za</strong>gađuju okolinu. Matrijali iz kojeg su izrađenje ove ploče se<br />
-8-
mogu reciklirati i na taj način ponovo koristiti. U suštini od ploča u <strong>DI</strong> tehnologiju nememo smeća samo<br />
otpad koji se može reciklirati.<br />
Što se tiče prednosti u pogledu same štampe ove <strong>forme</strong> omogućavaju dobijanje veoma kvalitetnih<br />
otisaka. Prvo na taj kvalitet utiče rasterska tačka koja se dobija na ovim pločama. Kao što je već navedeno<br />
štampajući elementi su blago udubljeni, što nas asocira na duboku štampu i veliki kvalitet otiska koji se u<br />
njoj može postići. Isti je slučaj i sa štampajućim elementima na <strong>DI</strong> formama. Zahvaljujući termalnom laseru<br />
,koji osvetli tačku veoma precizno usmerenim svetlosnim zrakom i ablativnom sloju titanijum-dioksida,<br />
koji ispari na tom mestu <strong>za</strong> 1μs dobija se veoma jasna, oštra tačka. Termalni laser ima mogućnost da<br />
osvetli tačku tako da ne dolazi do stvaranja nazubljenih ivica. Takođe kombinovanjem AM i FM rastera<br />
(hibridni raster) može se dobiti slika rezolucije 300lpi sa smanjenim moareom. Upotrebom FM rastera<br />
mogu se reprodukovati sitni detalji a AM rasterima se povećava kvaliett reprodukcije srednjih tonova.<br />
Izostavljanjem fi lma iz procesa izrade <strong>forme</strong> smanjuje se porast rasterske tačke do kog je pre dolazilo usled<br />
kopiranja sa fi lma na ploču.<br />
Slika 10.: Mikroskopski prikaz rasterske tačke kod vlaznog ofseta<br />
Slika 11.: Mikroskopski prikaz rasterske tačke kod suvog ofseta<br />
Slika 12.: Mikroskopski prikaz ivice rasterske tačke koja je<br />
dobijena dejstvom termalnog lasera<br />
-9-<br />
Prednost izrade <strong>forme</strong> <strong>DI</strong><br />
tehnplogijom osvetljavanja se najbolje<br />
vidi na navedenim slikama. Sa slike<br />
10. se vidi da su štampajući elementi<br />
blago izdignuti i da su neštampajući<br />
elementi nahrapavljeni. Takođe se<br />
može ptimetiti da granica između<br />
njih nije toliko jasna kao granica na<br />
slici 11. Kod suvog ofseta se vide<br />
udubljeni štampajući elementi i vidi<br />
se da je granica između njih jasnija.<br />
Objašnjenje <strong>za</strong> oštrinu granice<br />
štampajućih i neštampajućih elemenata<br />
leži u tehnologiju osvetljavanja koja se<br />
<strong>za</strong>snova na upotrebi termalnih lasera.<br />
Na slici 12. se može videti koliko je ta<br />
ivica oštra i ravna. Zahvaljujući tome<br />
u štampi se ne dobijaju nazubljene<br />
ivice objekata i mogu se reprodukovati<br />
fi niji, sitniji detalji. Na taj način se<br />
povećava raster tonska vrednost<br />
reprodukcije i sve se više bližimo<br />
<strong>za</strong>htevanoj reprodukciji od 1% od 99%<br />
RTV. Zavaljujući blago udubljenim<br />
štampajućim elementima stavorena je<br />
neka vrsta ograde <strong>za</strong> boju koja 100%<br />
ostaje u štampajućim elementima. Ne<br />
emulguje sa sredstvom <strong>za</strong> vlaženje jer<br />
ga kod ovih ploča nema a samim ti se<br />
dobijaju gušće boje koje se u većem<br />
nanosu mogu preneti na podlogu.
Sledeća prednosti <strong>DI</strong> ploča koja se odražava na kvalitet štampe je svakako izostavljanje vode<br />
iz procesa štampe. Jedna srednja konvencionalna ofset mašina godišnje potroši čak i do 120 000 litara<br />
vode. Zahvaljujući hemijskom sastavu ploče proces štampe u suvom ofsetu je sveden na čist mehanički<br />
<strong>postupak</strong>. Oleofi lni elementi koji na sebi nemaju silikona prihvataju boju i prenose je dejstvom sile pritiska<br />
na međuprenosač. Izostavljanjem vode iz ovog postupka smanjuje se porast rasterske tačke u štampi tako da<br />
do njega dolazi samo usled pritiska koji je neophodan zbog prenosa štampajućih elemenata prvo na cilindar<br />
nosilac gumenog omotača, a <strong>za</strong>tim na podlogu. U konvencionalnoj ofset štampi rasterska tačka konstantno<br />
menja svoj oblik. Prvo se menja zbog kopiranja sa fi lma na ploču (pozitiv fi lm-tačka se smanjuje; negativ<br />
fi lm-tačka raste), a <strong>za</strong>tim pod dejstvom pritiska u toku štampe može da raste i do 15%. Kada na sve to<br />
dodamo još i vodu koja se jednim delom nađe u boji usled štampe dobijamo veoma velika odstupanja tačke.<br />
Kod <strong>DI</strong> ploča je i taj problem rešen izostavljanjem fi lma i vode.<br />
Slika 13.: Prikaz porasta rasterske tačke u štampi<br />
Na slici se vidi da porast rasterske tačke u klasičnom ofsetu može da stvori velike probleme u<br />
svetlim i tamnim tonovima što kod suvog ofseta nije slučaj. Kao što je gore već navedeno izostavljanjem<br />
fi lma i vode u suvom ofsetu je eliminisano povećanje rasterske tačke do kojeg je dolazilo usled ovih faktora.<br />
Jedino je preostalo povećanje tačke do kojeg dolazi usled pritiska između cilindara u toku štampe. Međutim<br />
i ono je manje jer se boja nalazu u udubljenim štampajućim elementima pa pri preuzimanju iste od strane<br />
silindra međuprenosača nemanjenog dodatnog širenja usled pritiska.<br />
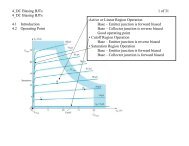
povećanje tačke u štampi (%)<br />
Vlažan ofset<br />
Suvi ofset<br />
Slika 14.: Poređenje povećanja tačke kod vlažnog i suvog ofseta<br />
Istraživanja su poka<strong>za</strong>la da korišćenjem <strong>DI</strong> polča može da se eliminiši porast rasterske tačke u<br />
svetlim i tamnim particijama što će omogućiti reprodukciju sitnih detalaja i senki, što se konvencionalnim<br />
ofsetom nije bilo lako.<br />
Veoma veliki problem konvencionalnoh ploča je bilo neminovno emulgovanje boje na formi. Forme<br />
<strong>za</strong>htevaju veoma preci<strong>za</strong>n odnos boje i sredstva <strong>za</strong> vlaženje što je veoma teško postići i održati konstantnim<br />
u toku štampe. Problemi koji su se mogu javiti su prika<strong>za</strong>ni na slici 15. Poremećena pH vrednost sredstva<br />
<strong>za</strong> vlaženje može da i<strong>za</strong>zove velike probleme u štampi jer može doći do lošeg prihvatanja boje i sredstva <strong>za</strong><br />
vlaženje na formi. Preveliki ili premali dovod vode može i<strong>za</strong>zvati toniranje i stvaranje tzv. vodenih <strong>za</strong>stava<br />
-10-<br />
RTV
na otisku. Što znači da eliminisanjem sredstva <strong>za</strong> vlaženje odstranjujemo čitav niz problema u štampi.<br />
Slika 15. Prikaz problema u štampi do kojih može doći zbog lošeg vlaženja<br />
Eliminacijom vode boje ostaju guste i mogu se naneti u debljem sloju <strong>za</strong>hvaljujući blago udubljenim<br />
elemetima. Veći nanos boje daje veći opseg boja koji se može reprodukkovati u štampi. Biće nam omogućena<br />
prećizna reprodukcija sitnih detalja, tonova koze, mesa kao i veoma tamnih nijansi.<br />
Konvencionalna<br />
rotaciona ofset štampa<br />
Slika 16. Prikaz gamuta boja<br />
Zahvaljujući karakteristici <strong>forme</strong> da ima udubljene štampajuće element i da joj nije potrebna voda<br />
<strong>za</strong> održavanje stabilnosti tih elemenata omogućen je veći nanos boje na podlogu. Na taj način se dobijaju<br />
punije, lpeše, toplije i postojanjije boje. Opseg boja koji se može reprodukovati je mnogp veći od klasičnig<br />
ošseta. Takođe je omogućen rad sa papirima sa kojima do tada zbog prisustva vode nije bilo mouće raditi,<br />
na primer sa neoslojenim papirima nije bilo preporučljivo raditi u vlažnom ofsetu. Sa slike se vidi koliko se<br />
-11-<br />
Bezvodna ofset<br />
štampa<br />
Konvencionalna<br />
tabačna ofset štampa
dobija na kvalitetu reprodukcije boja. Npr. tonovi kože ili mesa se u klasičnom ofsetu nisu mogli najbolje<br />
reprodukovati upravo zbog nedostatka nijansi u reprodukciji i ne dovoljno precizno osvetljene rasterske<br />
tačke.<br />
Gustina<br />
Suvi ofset Vlažan ofset<br />
Broj otisaka<br />
Slika 17.: Poređenje gustine boje na otisku<br />
Za <strong>DI</strong> ploče je takođe karakteristično da mogu da održavaju gustinu nanosa boje u toku štampe<br />
mnogo bolje nego konvencionalne ploče <strong>za</strong>to što se prilikom trošenja ploče štampajući elementi ne šire već,<br />
zbog oštre ivice dobijene termalnim laserom, ostaju iste veličine u toku štampe i samim tip prenose boju<br />
u skoro istoj debljini u toku štampe. Rezultat je u svakom pogledu bolja reprodukcija od konvencionalnog<br />
ofseta.<br />
Slika 18. Tačke na otisku kod konvencionalnog ofseta i kod suvog ofseta<br />
I pored svih navedenih prednosti <strong>DI</strong> ploče imaju i svoje <strong>mane</strong>. Do sada su stručnjaci pronašli dve <strong>za</strong><br />
koje su odmah uspeli da nađu isprave.<br />
Prva mana ovih ploče je u tome što nisu u mogićnosti da izdrže velike tiraže.<br />
Slika 19.: Grafi k izbora tehnogogia u <strong>za</strong>visnosti od tiraža<br />
-12
Svakako je to jedan veliki problem jer je veoma bitno da se mogu <strong>za</strong>dovoljiti sve potrebe kupca.<br />
Danas se ne <strong>za</strong>hteva samo veliki kvalitet već i što veći broj proizvoda da bi oni mogli da se koriste od strane<br />
velikog broja kupaca. Problem je u tome što poliestarska osnova ipak nije dovoljno izdržljiva, može da<br />
izdrži tiraž od svega 20 000 otisaka, i ne može da se <strong>za</strong>peče pa da joj se poveća produktivnost. Stručnjaci<br />
su međutim proračunalu da mnogo više vredi proizvesti više istih ploča <strong>za</strong> jeddan posao nego raditi dugim<br />
tehnikama <strong>za</strong>to što je ušteda na vremenu i prostoru dovoljno velika i pokriva<br />
troškove izrade više ploča.<br />
Isto tako iako je repromaterijal <strong>za</strong> <strong>DI</strong> suvi ofset skuplji od repromaterijala<br />
<strong>za</strong> konvencionalni ofset stručnjaci tvrde da će se ova tehnologija isplatiti zbog<br />
velike produktivnosi. Forma je spremna <strong>za</strong> štampu <strong>za</strong> svega 10 minuta i mašina<br />
ima mogućnost da veoma brzo menja posao. Na taj način će se <strong>za</strong> to vreme koje se<br />
u klasičnom ofsetu koristi <strong>za</strong> pripremu novog posla moći već odštampati sledeći<br />
posao. Veoma je bitno u ovom delu navesti da se sve četiri separacije osvetljavaju u<br />
mašini istovremeno. Tako da se ni tu ne gubi na vremenu jer ne mora da se čeka da<br />
se jedna ploča osvetli kako bi moglo da otpočne osvetljavanje sledeće. Zahvaljujući<br />
tome dobijano najpreciznije preklapanje<br />
poja i najtačniji registar.<br />
Kod suvog ofseta treba<br />
voditi računa o <strong>za</strong>grevanju ploča.<br />
Slika 20.: Separacije<br />
Zbog nedostatka vode, koja je u<br />
konvencionalnom ofsetu bila ujedno i<br />
sredstvo <strong>za</strong> hlađenje, ploče se u toku<br />
štampe <strong>za</strong>grevaju pa je neophodno u mašinin imati uređaj <strong>za</strong><br />
temperiranje koji će odr<strong>za</strong>vati temperaturu u mašini oko 24ºC.<br />
-13-<br />
Vlažan ofset Suvi ofset<br />
Slika 21.: Razlika u tačnosti<br />
registra kod vlažnog i suvog ofseta
Žive boje<br />
Prirodna boja kože<br />
Vidljive senke<br />
Najbolji prikaz odsjaja<br />
Zaključak<br />
Slika 22.: Prikaz svih prednosti <strong>DI</strong> formi<br />
-14-<br />
Najsitniji<br />
detalji<br />
Najtamnija<br />
crna<br />
Veliki broj<br />
nijansi
Iz navedenih prednosti i mana se vidi da je <strong>DI</strong> tehnologija svakako tehnologija budućnosti. Ostaje<br />
interesantna istraživačima jer pruža mogućnost štampe izuzetno visokog kvaliteta. Svakako bi u<br />
budućnosti trebalo rešiti probleme male izdržljivosti ploča u pogledu tiraža. Međutim mora se priznati da<br />
i sa tom manom ova tehnologija predstavlja tehnologiju u kojoj se može dobiti otisak najvišeg kvaliteta.<br />
Zahvaljujući izuzetno kvalitetnoj formi dobijaju se izrazito postojane, jarke boje <strong>za</strong> najkraći vremenski petiod.<br />
Omogućena je reprodukcija senki i sitnih detalja. Generalno dobija se otisak izuzetnog kavliteta koji<br />
će omogućiti <strong>za</strong>dovoljenje porteba tržišta. Za <strong>DI</strong> <strong>štamparske</strong> <strong>forme</strong> se slobodno može reći da predstavljaju<br />
vrh u hijerarhiji ploča jer je s jedne strane omogućena njihova izrada <strong>za</strong> veoma kratko vreme i rukovanje sa<br />
nima na pri dnevnom svetlu, a s druge strane ona daju veom kvalitetan otisak<br />
-15-
Literatura<br />
1. Skripta "Izrada <strong>štamparske</strong> <strong>forme</strong>" Čedomir Pešterac, Novi Sad 2004/05.<br />
2. "Denzitometrija i kolorimetrija - priručnik <strong>za</strong> vežbe" Dr. Dragoljub Novaković i Čedomir<br />
Pešterac, Novi Sad 2006.<br />
3. "Hemigrafija - praktikum" Dr. Jelena Kiurski, Novi Sad, 2006.<br />
4. "CTP ofset ploče bez konvencionalnog razvijanja" Dr. Dragoljub Novaković i Čedomir<br />
Pešterac<br />
5. Tehnike štampe - materijal sa predavanja<br />
6. www.wikipedia.com<br />
7. www.presstek.com<br />
-16-