Informacje techniczne (Pdf 2,5 MB) - POLTRA Sp. z o.o.
Informacje techniczne (Pdf 2,5 MB) - POLTRA Sp. z o.o.
Informacje techniczne (Pdf 2,5 MB) - POLTRA Sp. z o.o.

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Informacje</strong><br />
ogólne I<br />
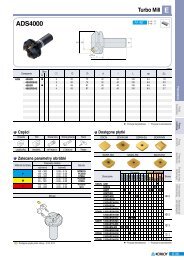
Toczenie<br />
Frezowanie<br />
Frezy<br />
Wiercenie<br />
monolityczne Stożki<br />
<strong>Informacje</strong><br />
ogólne II<br />
<strong>Informacje</strong><br />
<strong>techniczne</strong><br />
L 12<br />
L<br />
Toczenie<br />
Boczny kąt przyłożenia<br />
Kąt natarcia boczny<br />
Wysokość krawędzi<br />
skrawającej<br />
Promień<br />
wierzchołka<br />
Kąt natarcia<br />
Kąt przyłożenia<br />
Kąt odsadzenia krawędzi skrawającej<br />
Kąt krawędzi skrawania<br />
● Zależności pomiędzy kątami narzędzia i materiałem obrabianym<br />
● Prędkość skrawania<br />
● Wykończenie powierzchni<br />
● Zapotrzebowanie na moc<br />
Pkw =<br />
Kształt i terminologia związana z płytkami<br />
Nachylenie<br />
kraw. tnacej<br />
Kąt<br />
natarcia<br />
Terminologia Funkcja<br />
Kąt natarcia boczny • Siła skrawania, ciepło skrawania, wpływ<br />
Kąt natarcia odprowadzenia wióra na żywotność<br />
narzędzia.<br />
Oblicznie parametrów obróbki<br />
Q × kc<br />
60 ×102× η<br />
PHP = PKW<br />
0.75<br />
Q =<br />
vc = π × D × n (m/min)<br />
1000<br />
Kąt bocznej krawędzi skrawającej<br />
Długość całkowita<br />
Wysokość oprawki<br />
● Posuw<br />
● Wydajność skrawania<br />
vc × fn × ap Stal miękka<br />
190<br />
1000 Stal średnio węglowa 210<br />
Q =<br />
szerokość oprawki<br />
• (+) : Doskonała podatność na obróbkę (zmniejszenie siły skrawającej, obniżenie obciążenia krawędzi<br />
skrawającej).<br />
• (+) : Podczas obrabiania materiału cienkiego lub o doskonałej podatności na obróbkę.<br />
(–) : Jeśli zachodzi konieczność użycia mocnej krawędzi skrawającej przy pracy przerywanej lub ze zgorzeliną.<br />
•<br />
Kąt<br />
przyłożenia<br />
Kąt przyłożenia • Tylko krawędź skrawająca styka się z<br />
Kąt przyłożenia boczny powierzchnią skrawającą<br />
• (–) : Krawędź skrawająca jest mocna ale krótka żywotność narzędzia, co ma zły wpływ na zużycie<br />
powierzchni przyłożenia.<br />
Kąt krawędzi tnącej • Ma wpływ na kontrolę wióra oraz kierunek siły tnącej. • (+) : Lepsza kontrola wióra ze względu na jego grubość.<br />
Kąt<br />
Kąt bocznej krawędzi • Ma wpływ na kontrolę wióra oraz kierunek • (+) : Mocna krawędź skrawająca dzięki rozłożonej sile skrawającej, ale zła kontrola wióra ze względu na jego małą grubość.<br />
krawędzi<br />
skrawającej siły skrawającej.<br />
• (–) : Lepsza charakterystyka wióra.<br />
skrawającej<br />
Kąt odsadzenia • Zapobiega tarciu pomiędzy krawędzią skrawającą • (– ) : Mocna krawędź skrawająca ale mała żywotność narzędzia ze względu na zły wpływ na zużycie<br />
a powierzchnią skrawającą.<br />
powierzchni przyłożenia.<br />
• PKW : Moc wymagana [kW]<br />
• PHP : Moc wymagana [KM]<br />
• vc : Prędkość skrawania [m/min]<br />
• ap : Głębokość obróbki [mm]<br />
• vc : Prędkość skrawania (m/ min)<br />
• D : Średnica (mm)<br />
• fn : Posuw na obrót [mm/obr.]<br />
• kc : Dokładne opory skrawania [kg/mm²]<br />
• η : <strong>Sp</strong>rawność maszyny (0.7~0.8)<br />
• n : obroty na minutę (min -1 )<br />
• π : Liczba Pi (3.14)<br />
• Rmax : Kształt powierzchni (Maksymalna chropowatość) (μ)<br />
• fn : posuw (mm/obr.)<br />
• r : promień naroża<br />
Współczynnik oporu<br />
skrawania Kc<br />
Stal wysoko węglowa<br />
Stal niskostopowa<br />
Stal wysokostopowa<br />
Żeliwo<br />
Żeliwo ciągliwe<br />
Brąż, mosiądz<br />
240<br />
190<br />
245<br />
93<br />
120<br />
70<br />
Skutek<br />
• fn : Posuw na obrót (mm/obr.)<br />
• vf : Posuw minutowy (mm/min)<br />
fn = vf (mm/rev)<br />
n<br />
• n : Obroty na minutę (min -1 )<br />
•Teoretyczna chropowatość powierzchni<br />
Rmax = fn2 1000(㎛ )<br />
8r<br />
•Praktyczna chropowatość powierzchni<br />
Stal : Rmax × (1.5~3) Żeliwo : Rmax × (3~5)<br />
vc × fn × ap<br />
1000<br />
• Q : Wydajność skrawania [cm 3/min] • ap : Głębokość skrawania [mm]<br />
• vc : Prędkość skrawania [m/min] • fn : Posuw na obrót [mm/obr.]