

3. Korozija
3. Korozija
3. Korozija

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>3.</strong> <strong>Korozija</strong><br />
<strong>3.</strong>1.1. Uvod<br />
Pod korozijom se podrazumeva neželjeno razaranje materijala koje nastaje pri<br />
fizičko-hemijskom ili elektrohemijskom dejstvu sa okolnom sredinom. Reč korozija potiče od<br />
latinske reči ,,corrodere'' što znači nagrizati. Pored metala korozionom razaranju podležu<br />
nemetali (beton, keramika, staklo i dr) i materijali otganskog porekla (drvo, plastične mase,<br />
tekstovi itd). Krozija nematela je obično povezana sa drugim mehanizmima razaranja<br />
(starenje, drobljenje, bubrenje) i zove se degradacija nemetala. Problemu korozionog<br />
oštećenja i razaranja metalnih materijala se već godinama posvećuje ogromna pažnja.<br />
Iskustvo pokazuje da su otkazi usled problema sa korozijom, veoma značajni, a statistika<br />
na svetskom nivou pokazuje da je šteta koja nastaje usled delovanja različitih oblika<br />
korozije ogromna i da distiže 10% od ukupne proizvodnje metala, a u industrijski razvijenim<br />
zemljama dostiže 4-5% nacionalnog dohotka<br />
Pod korozijom metala podrazumeva se njegovo razaranje usled hemijskog ili<br />
elektrohemijskog dejstva spoljašnje sredine, pri čemu metal / komponenta legure<br />
prelazi u oksidno (jonsko) stanje. Kao rezultat odvijanja ovog procesa javlja se<br />
postepeni, a često i nagli gubitak osnovne funkcije elemenata sistema ili sistema u<br />
celini. <strong>Korozija</strong> je proces kontrolisan difuzijom.<br />
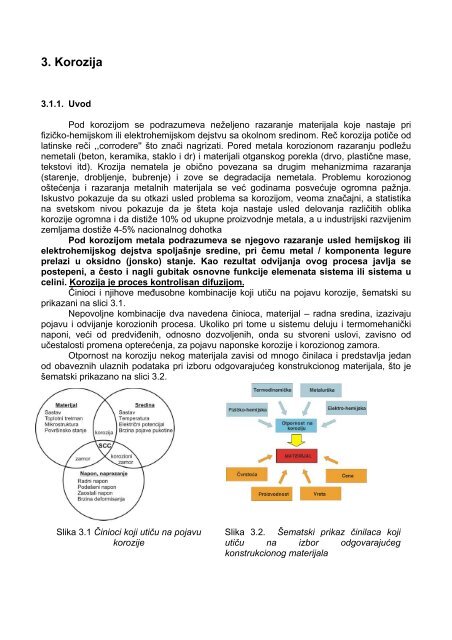
Činioci i njihove međusobne kombinacije koji utiču na pojavu korozije, šematski su<br />
prikazani na slici <strong>3.</strong>1.<br />
Nepovoljne kombinacije dva navedena činioca, materijal – radna sredina, izazivaju<br />
pojavu i odvijanje korozionih procesa. Ukoliko pri tome u sistemu deluju i termomehanički<br />
naponi, veći od predviđenih, odnosno dozvoljenih, onda su stvoreni uslovi, zavisno od<br />
učestalosti promena opterećenja, za pojavu naponske korozije i korozionog zamora.<br />
Otpornost na koroziju nekog materijala zavisi od mnogo činilaca i predstavlja jedan<br />
od obaveznih ulaznih podataka pri izboru odgovarajućeg konstrukcionog materijala, što je<br />
šematski prikazano na slici <strong>3.</strong>2.<br />
Slika <strong>3.</strong>1 Činioci koji utiču na pojavu<br />
korozije<br />
Slika <strong>3.</strong>2. Šematski prikaz činilaca koji<br />
utiču na izbor odgovarajućeg<br />
konstrukcionog materijala
<strong>3.</strong>1.2. Globalna podela korozionih procesa i pojava<br />
<strong>Korozija</strong> može da bude izazvana različitim uzročnicima i može da ima više pojavnih<br />
oblika, zbog čega se u literaturi sreće veliki broj različitih klasifikacija korozije, najčešće po<br />
mehanizmu i uslovima odvijanja. Prema mehanizmu procesa korozija se deli koroziju u<br />
neelektrolitima i elektrohemijsku ili koroziju u elektrolitima.<br />
Takođe, prema rasprostranjenosti i pojavnom obliku oštećenja metala, razlikujemo<br />
opštu i lokalnu koroziju.<br />
Postojeće klasifikacije, u zavisnosti od uzroka pojave korozije i oblika oštećenja, su<br />
nepotpune i nedovoljno precizne, što se objašnjava odsustvom jedinstvene klasifikacije i<br />
nomenklature korozionih procesa. Na primer, naziv korozionog procesa ponekad odražava<br />
uzrok njegove pojave (npr. kaustična krtost), a ponekad pojavni oblik (npr. interkristalna<br />
naponska korozija), s tim što treba istaći da u navedenom primeru može da se radi o istom<br />
korozionom procesu. U tabeli <strong>3.</strong>1 prikazane su neke postojeće klasifikacije korozionih<br />
procesa koje su načinjene po različitim kriterijumima.<br />
Tabela <strong>3.</strong>1 Različite klasifikacije korozionih procesa<br />
PO TIPU KOROZIJE<br />
OSNOVNI TIPOVI<br />
DODATNI TIPOVI (USLOVLJENI EKSPLOATACIONIM<br />
OSOBENOSTIMA)<br />
OPŠTA ILI RAVNOMERNA KOROZIJA, KRATERSKA KOROZIJA ,<br />
GALVANSKA ILI KOROZIJA DVA METALA, KOROZIJA KAO OŠTRICA NOŽA (KNIFE-LINE<br />
TAČKASTA KOROZIJA (PITTING<br />
CORROSION),<br />
CORROSION),<br />
NAPONSKA KOROZIJA I KOROZIONI ZAMOR,<br />
KOROZIJA U ZAZORU,<br />
POVRŠINSKO LJUSPANJE (EXFOLIATION),<br />
INTERKRISTALNA KOROZIJA,<br />
KOROZIJA OD TLA ILI IZOLACIJE,<br />
SELEKTIVNA KOROZIJA JEDNOG<br />
LJUŠTENJE I OKSIDACIJA.<br />
ELEMENTA IZ LEGURE,<br />
KOROZIJA U MORSKOJ VODI<br />
KOROZIJA U USLOVIMA POREMEĆENE<br />
PH VREDNOSTI<br />
NAPONSKA KOROZIJA,<br />
EROZIONA KOROZIJA,<br />
VODONIČNA OŠTEĆENJA.<br />
BIOLOŠKA KOROZIJA<br />
a) po stepenu rasprostranjenosti<br />
PO STEPENU RASPROSTRANJENOSTI<br />
OPŠTA KOROZIJA (EH / H) LOKALNA KOROZIJA<br />
PAROVODENA, SA RAVNOMERNIM<br />
STANJENJEM ZIDA<br />
BAZNA<br />
KISELINSKA<br />
OPŠTA KOROZIJA NAPREGNUTOG<br />
METALA<br />
PAROVODENA, PITING<br />
KISELINSKA, PITING<br />
GALVANSKA<br />
KOROZIJA U ZAZORIMA<br />
INTERKRISTALNA / TRANSKRISTALNA KOROZIJA<br />
(RAZLIČITIH UZROKA)<br />
U ZAZORIMA<br />
b) po stepenu rasprostranjenosti
PO MEHANIZMIMA I USLOVIMA ODVIJANJA<br />
ELEKTROHEMIJSKA KOROZIJA (EH)<br />
HEMIJSKA<br />
KOROZIJA (H)<br />
KOROZIJA USLOVLJENA<br />
MEHANIČKIM DEJSTVOM<br />
Rezultat stvaranja i delovanja mikrogalvanskih Rezultat hemijske EROZIONA KOROZIJA<br />
(korozionih) elemenata na granici metal – radna reakcije između kao rezultat erozionog<br />
sredina, kada je radna sredina elektrolit.<br />
metala i radne dejstva korozione sredine<br />
KISEONIČNA<br />
sredine, kada radna<br />
U KISELOJ SREDINI<br />
sredina nije<br />
FRETING KOROZIJA<br />
U BAZNOJ SREDINI<br />
elektrolit.<br />
kao rezultat međusobnog<br />
GALVANSKA<br />
“tarenja” dve metalne površine<br />
ATMOSFERSKA<br />
u prisustvu radne sredine<br />
<br />
<br />
<br />
<br />
<br />
BIOLOŠKA<br />
POD DEJSTVOM LUTAJUĆIH STRUJA<br />
U MORSKOJ VODI, ITD.<br />
UZ SADEJSTVO TERMOMEHANIČKIH<br />
NAPONA, (PROMENLJIVIH / ZATEZNIH)<br />
KOROZIONI ZAMOR<br />
NAPONSKA KOROZIJA<br />
ISTOVREMENO ODVIJANJE EH I EH/H KOROZIJE SA UČEŠĆEM<br />
ATOMARNOG VODONOKA<br />
KAVITACIONA<br />
KOROZIJA<br />
kao rezultat pojave lokalnog<br />
udubljivanja metala usled<br />
proticanja radnog fluida i<br />
delovanja korozionih agenasa<br />
VODONIČNA KOROZIJA<br />
c) po mehanizmima i uslovima odvijanja<br />
PITING KOROZIJA<br />
(EH / H)<br />
U vidu rupica, jamica i<br />
kratera.<br />
KISEONIČNA<br />
HLORIDNA<br />
KISEONIČNA POD<br />
NASLAGAMA<br />
PO VREMENU ODVIJANJA<br />
TOKOM EKSPLOATACIJE U ZASTOJU<br />
Svi oblici<br />
KISEONIČNA, KRATERSKA<br />
ATMOSFERSKA<br />
d) po vremenu odvijanja<br />
PO POJAVNOM OBLIKU<br />
INTERKRISTALNA KOROZIJA SELEKTIVNA KOROZIJA<br />
U vidu prslina koje se prostiru<br />
interkristalno, a koje su posledica:<br />
KAUSTIČNE KRTOSTI<br />
VODONIČNE KRTOSTI<br />
NAPONSKE KOROZIJE<br />
KOROZIONOG ZAMORA<br />
SENZITIZACIJE<br />
e) po pojavnom obliku<br />
Različiti pojavni oblici zbog:<br />
RASTVARANJA STRUKTURNE<br />
KOMPONENTE METALA KOJA<br />
JE MANJE TERMODINAMIČKI<br />
STABILNA.
Različiti pojavni oblici korozionih oštećenja, nezavisno od uzroka i mesta nastanka,<br />
prikazani su na slici <strong>3.</strong>4.<br />
Slika <strong>3.</strong>4. Različiti pojavni oblici korozionih oštećenja<br />
a - ravnomerna korozija, b – neravnomerna korozija, c – selektivna<br />
korozija, d – kraterska korozija, e – jamičasta korozija, f – tačkasta<br />
korozija, g – prodorna korozija, h – u vidu oštrice, i – u vidu prslina,<br />
j – interkristalna korozija, k – potpovršinska korozija, l – slojevita<br />
korozija.<br />
<strong>3.</strong>1.<strong>3.</strong> <strong>Korozija</strong> zavarenih spojeva<br />
Slika <strong>3.</strong>5. Slojevita korizija<br />
niskougljeničnog čelika<br />
Kao što je već poznato, kod zavarenih spojeva se tokom zavarivanja, uz dejstvo<br />
naponskog i termičkog gradijenta, javljaju različite fazne i strukturne transformacije u<br />
osnovnom materijalu koje dovode do pojave neujednačenosti mehaničkih osobina u<br />
različitim zonama spoja. Pored toga, tokom zavarivanja uobičajeno se javlja i hemijska<br />
nehomogenost, koja je čest uzrok pojave lokalnih vidova korozije.<br />
Na primer, u zoni topljenja, po završetku očvršćavanja, metal šava ima<br />
karakterističnu strukturu livenja. Sloj koji poslednji očvršćava najčešće ima izrazito<br />
dendritnu strukturu, za koju je karakteristična pojava likvacije, tj. lokalne hemijske<br />
nehomogenosti, zbog nedostatka vremena za difuziju atoma legirajućih elemenata.<br />
Takođe, u zoni uticaja toplote (ZUT), kod nerđajućih čelika i legura aluminijuma<br />
često dolazi do izdvajanja sekundarnih faza po granicama zrna koje dovode do pojave<br />
interkristalne korozije.<br />
Pri zavarivanju postupcima sa topljenjem, u zavarenom spoju se pri zagrevanju i<br />
hlađenju javlja značajno polje naprezanja. Posledično nastali zaostali naponi u mogu da<br />
dovedu do pojave hladnih prslina, pojave naponske korozije i vodonične krtosti tokom
eksploatacije itd. Iz tih razloga se, obično posle zavarivanja, izvodi termička obrada<br />
žarenjem, radi smanjenja zaostalih napona.<br />
Oblici korozije koji se vezuju za zavarene spojeve su:<br />
opšta (ravnomerna) korozija,<br />
galvanska korozija,<br />
lokalizovana piting korozija,<br />
korozija u zazorima,<br />
interkristalna korozija,<br />
naponska korozija,<br />
selektivna korozija,<br />
korozioni zamor,<br />
vodonična krtost i<br />
visokotemperaturna korozija.<br />
Takođe, posebno je važno istaći da se pri određenim uslovima rada mogu da stvore<br />
naslage, čije je prisustvo često neophodno da bi došlo do korozionog procesa. Iz tog<br />
razloga, gde god je to bitno koncentracija nečistoća u radnom fluidu se održava ispod<br />
određene granice, da bi se sprečilo povećano taloženje prirodnih nečistoća iz vode ili<br />
taloženje korozionih produkata.<br />
<strong>3.</strong>1.4. Mere za praćenje, kontrolu i zaštitu od korozije<br />
Mere za praćenje i kontrolu korozije podrazumevaju teorijska predznanja i praktične akcije<br />
koje obuhvataju:<br />
kontrolu operativnih (radnih) uslova,<br />
izbor materijala,<br />
poznavanje karakteristika procesa rada,<br />
dodatak hemikalija sa neutralizacionim ili inhibitorskim dejstvom i<br />
elektrohemijska zaštita,<br />
on-line monitoring koji će potvrditi da li su postignuti željeni rezultati.<br />
U zavisnosti od aspekta koji se primenjuje, metode zaštite metala od korozije su svrstane u<br />
metode:<br />
racionalnog izbora materijala, u kojima se pre svega podrazumeva izbor i primena<br />
konstrukcionih materijala sa povećanom korozionom otpornošću; legirajući elementi<br />
(Cr, Ni, Mo, Si, Nb, V, Ti i W) uglavnom povećavaju sklonost legura železa prema<br />
pasiviranju, mada je karakter uticaja svakog elementa različit; npr. hrom deluje<br />
pozitivno na pasivizaciju čelika i otpornost prema elektrohemijskoj koroziji dok kobalt<br />
smanjuje afinitet ka oksidaiji.<br />
nanošenja zaštitnih prevlaka, na organskoj (lakovi i visokopolimerni premazi) i<br />
neorganskoj (oksidni, fosfatni, hromatni i druge prevlake) osnovi, kao i metalne<br />
prevlake različitih vrsta (metalizacija, difuzioni postupci,...). Zaštitne prevlake se<br />
razlikuju ne samo po vrsti već i po debljini: od veoma tankih (nanometarskih)<br />
zaštitnih slojeva kao što su adsorpcioni pasivni slojevi, do debelih (do nekoliko mm)<br />
slojeva.<br />
racionalnog konstruisanja i eksploatacije metalnih konstrukcija, koje se zasnivaju na<br />
teoriji procesa sa uzimanjem u obzir mogućih mehanizama interakcije metala i<br />
okolne sredine.<br />
priprema radne sredine, koje pre svega podrazumevaju smanjenje njene korozione<br />
aktivnosti (npr. neutralizacija kisele sredine, uklanjanje kiseonika i soli iz vode,<br />
primena inhibitora korozije kod tečnih i gasovitih sredina i pri dugotrajnoj konzervaciji<br />
metalnih konstrukcija).
elektrohemijska zaštita se primenjuje isključivo za metale i legure; katodna zaštita<br />
metalnih konstrukcija zasniva se na katodnoj polarizaciji tako što se iz izvora dovode<br />
elektroni na metalnu konstrukciju koja se štiti; katodna zaštita se primenjuje za<br />
zaštitu podzemnih cevovoda i rezervoara, brodova, grejača vode itd; anodna zaštita<br />
zasniva se na anodnoj polarizaciji pri čemu dolazi do pasivizacije metala (npr.<br />
vezivanjem metalne konstrukcije za pozitivan pol izvora jednosmerne struje).<br />
<strong>3.</strong>1.5. Sprečavanje korozije zavarenih spojeva<br />
<strong>Korozija</strong> zavarenih spojeva se može sprečiti kroz niz mera, kao na primer:<br />
1. Pravilan izbor osnovnog metala i dodatnog materijala - Pažljivim izborom osnovnog<br />
metala i elektrode mogu se smanjiti razlike u sastavu zavarenog spoja, odnosno<br />
smanjiti opasnost od pojave korozije izazvane razlikom elektrohemijskih potencijala.<br />
2. Priprema površine - Pravilno odabran postupak čišćenja površine može da smanji<br />
pojavu grešaka, koje su često mesta korozionog napada u agresivnim sredinama.<br />
<strong>3.</strong> Projektovanje zavarenog spoja - Šav zavarenog spoja treba da bude niskog profila,<br />
sa ravnim ivicama, kako bi se onemogućilo zadržavanje troske na površini.<br />
Nepravilno projektovan zavareni spoj može da izazove zazore u kojima se zadržava<br />
elektrolit, pa se obrazuju pitovi i javlja korozija u zazoru. Nepravilan oblik šava može<br />
u cevima da izazove turbulentan tok fluida, odnosno pojavu erozijske korozije.<br />
4. Postupak zavarivanja - Tokom zavarivanja potrebno je ostvariti potpun provar, da ne<br />
bi došlo do stvaranja zazora ispod metala šava. Pri višeprolaznom zavarivanju<br />
trosku treba uklanjati posle svakog prolaza. Ako se zavaruje pod prahom, geometrija<br />
zavarenog spoja mora da omogući uklanjanje praha zato što neki njegovi sastojci<br />
mogu da budu hidrofilni ili korozivni.<br />
5. Površinska obrada zavarenog spoja - Najbolja otpornost prema koroziji se postiže<br />
ako je površina metala šava glatka, ravnomerno oksidisana, bez nečistoća.<br />
Hrapavost šava se obično smanjuje naknadnim brušenjem.<br />
6. Zaštitne površinske prevlake - Kada razlika u sastavu zavarenog spoja može da<br />
prouzrokuje lokalnu koroziju, potrebno je primeniti zaštitne prevlake. Zaštitna<br />
prevlaka treba da prekriva metal šava i osnovni metal. Za nanošenje zaštitnih<br />
prevlaka neophodna je posebna priprema površine.<br />
7. Termička obrada - Termička obrada posle zavarivanja je često efikasan način za<br />
povećanje otpornosti prema koroziji zavarenog spoja. Termičkom obradom se<br />
postiže smanjenje unutrašnjih naprezanja, koji utiču na rast naponsko-korozione<br />
prsline. Naknadna termička obrada (žarenje) olakšava uklanjanje vodonika iz<br />
zavarenog spoja i smanjuje opasnost od vodonične krtosti. Naknadna termička<br />
obrada može da smanji i razlike u sastavu, što sprečava obrazovanje<br />
mikrogalvanskih spregova.<br />
8. Predgrevanje i međuprolazno zagrevanje - Primena predgrevanja i međuprolaznog<br />
zagrevanja može da spreči pojavu vodonične krtosti ugljeničnih i niskolegiranih<br />
čelika.<br />
9. Sprečavanje obrazovanja zazora - Pravilnim izborom dodatnog materijala, postupka<br />
zavarivanja i pažljivim uklanjanjem troske posle zavarivanja može se izbeći<br />
obrazovanje zazora, odnosno pogodnih mesta za lokalnu koroziju.<br />
10. Uklanjanje izvora vodonika - Pažljivim izborom topljive elektrode sa oblogom, njenim<br />
sušenjem, kao i eliminisanjem nečistoća i vlage sa površina koje se zavaruju, može<br />
se znatno smanjiti rizik od pojave vodonika odnosno vodonične krtosti (hladne<br />
prsline).
<strong>3.</strong>2 Teorija korozionih procesa<br />
<strong>3.</strong>2.1. Vrste korozije<br />
Prema mehanizmu procesa korozija se deli na:<br />
hemijsku ili koroziju u neelektrolitima<br />
i elektrohemijsku ili koroziju u elektrolitima<br />
Hemijska korozija se odvija u neelektrolitima, pri čemu nastaju jedinjenja metala sa<br />
nemetalima (najčešće oksidi i sulfidi). Hemijska korozija nastaje u vrelim gasovima (npr. u<br />
vrelom vazduhu ili u dimnim gasovima) i u nevodenim rastvorima (npr. u nafti i njenim<br />
derivatima) koji nisu provodnici. Produkti gasne korozije su oksidi ili sulfidi u čvrstom stanju.<br />
Elektrohemijska korozija se odvija u elektrolitima. Elektrohemijska korozija -<br />
razaranje materijala usled neposredne reakcije sa elektrolitima, praćena sa dva<br />
elektrohemijska procesa:<br />
oksidacija – rastvaranja metala (Me) i<br />
redukcija komponenti prisutnih u radnoj sredini.<br />
Elektrohemijska korozija nastaje u vodi (prirodnoj i tehničkoj), u vodenim rastvorima<br />
kiselina, baza i soli, u zemljištu i atmosferi. Atmosfera nije elektrolit, ali se u atmosferskim<br />
uslovima korozija odvija u vodenom kondenzatu koji, zbog vlažnosti vazduha, nastaje na<br />
metalnoj površini i ima karakter elektrolita. U ovu grupu spadaju atmosferska, morska,<br />
biološka, pod dejstvom lutajućih struja, naponska, korozioni zamor, kavitaciona, itd.<br />
Tok korozionog procesa zavisi od ravnoteže afiniteta materijala (koji predstavlja<br />
osnovni uzrok odvijanja hemijskih reakcija) u različitim radnim sredinama i otpora koji se<br />
suprostavlja afinitetu. Ako se afinitet i otpori vremenski ne menjaju, tok korozije je<br />
linearan, a brzina korozionog procesa konstantna. Međutim, ako tokom vremena, zbog<br />
određenih uslova dođe do narušavanja odnosa afinitet-otpor, onda će se to odraziti na<br />
brzinu korozionog procesa. Sa povećanjem otpora, korozija se usporava (pasivizacija),<br />
a sa njegovim smanjenjem korozija se ubrzava. Kao pokazatelj gubitaka usled korozije<br />
koristi se površinski gubitak mase, tj. gubitak mase po jedinici površine metala, m/S.<br />
Intenzitet korozionog procesa i njegov tok zavise od unutrašnjih i spoljašnjih faktora<br />
koji utiču na korozioni afinitet i otpore. Unutrašnji faktori su metalurški faktori, slika <strong>3.</strong>6, kao<br />
npr. fazni sastav, struktura i tekstura metala, greške kristalne rešetke, postojanje lokalnih<br />
napona i stanje metalne površine. Spoljašnji faktori su funkcija radne sredine i odnose se<br />
na sastav i koncentraciju radnog fluida, temperaturu, pritisak, promenu potencijala, itd.<br />
UKLJU^ CI<br />
GRANICA ZRNA<br />
HLADNO OJA^ AVANJE<br />
SEKUNDARNE FAZE<br />
L O KALNI<br />
NAPONI<br />
^ESTICE<br />
TALOGA<br />
Slika <strong>3.</strong>6. Metalurški faktori koji mogu da utiču na pojavu korozije
<strong>3.</strong>2.2. Teorijske postavke hemijske korozije<br />
Hemijska korozija je heterogeni hemijski proces koji se odvija između metala i gasovite ili<br />
tečne sredine (neelektrolit). Po definiciji, hemijska korozija podrazumeva uklanjanje atoma<br />
materijala posredstvom hemijske reakcije između materijala i okoline.<br />
Hemijska korozija nastaje pri dejstvu metalne površine i suvih gasova ili para<br />
(kiseonika, vodonika, azotnih oksida, hlora, hlorovodonika, sumpora, sumporvodonika itd) i<br />
nevodenih tečnosti (nafta, benzin, benzol itd). Hemijska korozija koja se odvija u dodiru<br />
metalnih površina sa gasnom fazom, pri povišenim temperaturama naziva se gasni<br />
korozija.<br />
Produkti hemijske korozije obično su oksidi, ili sulfidi metala u slučaju kada gasovi<br />
sadrže sumpor. Specifičnost hemijske korozije je obrazovanje i vezivanje produkata<br />
korozije na metalnim površinama, a debljine obrazovanog sloja mogu biti vrlo velike.<br />
Produkti hemijske korozije na površini matala mogu da formiraju oksid, koji, ukoliko je<br />
kompaktan, neporozan i pokriva celu površinu metala, poseduje dobra zaštitna svojstva i<br />
usporava ili zaustavlja dalje koroziju (npr. oksidni sloj Al, Cr i Zn). Uslov kompaktnosti i<br />
neporozonsti definisan je Prilling-Bedvordovim odnosom (P.B.), koji opisuje vrstu<br />
oksidnog sloja koji se formira na površini metala za vreme oksidacije, jed. (<strong>3.</strong>1):<br />
V<br />
P. B.<br />
<br />
oksida<br />
(<strong>3.</strong>1)<br />
Vmetala<br />
gde su: Voksida zapremine oksida nastala tokom oksidacije i i Vmetala zapremina metala koji je<br />
učestvovao u oksidaciji<br />
Ukoliko je sloj proizvoda hemijske korozije kompaktan, on pruža otpor daljoj koroziji,<br />
tj. deluje zaštitno. Takav sloj sprečava direktne sudare između molekula reaktanta iz<br />
agresivne sredine i atoma metala sa površine materijala. Jedan od uslova kompaktnosti<br />
sloja je da zapremina sloja stabilnog korozionog proizvoda bude jednaka ili veća od<br />
zapremine metala koji je učestvovao u reakciji. Samo tada korozioni proizvod može da<br />
pokrije površinu materijala, da dobro prijanja i da ima zaštitnu ulogu. Drugi uslov<br />
kompaktnosti sloja korozionog proizvoda jeste njegova fizička i hemijska stabilnost.<br />
Kod metala koji imaju:<br />
- P.B. 2-3 – pritisni naponi u sloju izazivaju njegovo pucanje i odvajanje čime se u<br />
procesu izlažu nove nezaštićene površine;<br />
Pored uslova da oksidni sloj bude kompaktan, moraju biti zadoviljeni uslovi fizičkohemijske<br />
stabilnosti i to:<br />
da oksid bude nerastvorljiva u okolini,<br />
da se pri datim uslovima na topi ili ne sublimira,<br />
da ne stvara se okolinim medijumom eutektičke smeše i da ne prelazi u drugu<br />
polimorfnu modifikaciju,<br />
da temperatura topljenja produkata korozije bude viša od temperature topljenja<br />
metala;<br />
da ima sličan koeficijent linearnog širenja kao metal.<br />
Kompaktni oksidni slojevi koji su osetljivi na spoljašnje uticaje i slabo prijanjaju uz metal, pri<br />
najmanjem opterećenju mogu da se oštete i pri tome gube svoju zaštitnu funkciju.
Brzina gasne korozije zavisi od: temperature, hrapavosti površine, deformacionog<br />
ojačavanja metala, brzine kretanja agresivne sredine, debljine oksidnog sloja.<br />
Produkti hemijske korozije mogu biti različite debljine, pa se na osnovu toga<br />
dele na:<br />
a) Nevidljive slojeve - ovi slojevi imaju debljinu manju od 100 nm i ne menjaju boju metala<br />
(dokazuju se specijalnim metodama). Sa gledišta korozije nevidljivi slojevi su veoma<br />
važni, jer dobro štite površinu metala ako su kompaktni.<br />
b) Vidljive slojeve - ovi slojevi dostižu debljinu od oko 100 – 200 nm i vidljivi su na osnovu<br />
boja. Stvaraju se na površini železa pri obradi na temperaturi između 200 – 450 C i<br />
kada metal korodira u neprovodnim organskim sredinama.<br />
c) Debele vidljive slojeve - ovi slojevi su deblji od 10 3 nm. Boja odsjaja odgovara boji<br />
korozionog produkta.<br />
_______________________________________________________________________<br />
Hemijska korozija je heterogeni hemijski proces koji se odvija između metala i gasovite ili tečne<br />
sredine (neelektroliti). Da bi taj proces tekao, mora da postoji afinitet.<br />
Ako se proces posmatra u uslovima konstantne temperature i konstantnog pritiska, promena Gibsove<br />
energije reakcije mora da bude negativna, što odgovara pozitivnom afinitetu:<br />
A = -G = TS - H > 0 (<strong>3.</strong>1a)<br />
gde je: A-afinitet, G-Gibsova energija (Maksimalna količina energije koja se može prevesti u<br />
slobodan rad), T-apsolutna temperatura, H-entalpija reakcije, a S-entropija reakcije.<br />
Oksidacija - Jedan od najvažnijih primera hemijske korozije jeste reakcija metala sa<br />
kiseonikom iz suvog vrelog gasa. Uslovi za odvijanje ovog procesa su stvoreni pri izvođenju<br />
operacija kovanja, valjanja, izvlačenja i presovanja, pri livenju i zavarivanju, pri žarenju i pri<br />
radu postrojenja na povišenim temperaturama (industrijske peći, termoenergetska<br />
postrojenja, motori sa unutrašnjim sagorevanjem, itd).<br />
Pri reakciji metala sa kiseonikom, pod određenim uslovima, može da dođe do<br />
stvaranja stabilnih, kompaktnih i čvrstih, veoma tankih oksidnih slojeva koji dobro prijanjaju<br />
za metalnu površinu, neznatno je oštećuju, pa stoga može da se kaže da imaju dobra<br />
zaštitna svojstva. Međutim, pri nekim drugim uslovima (povišena temperatura, vlažnost,<br />
povećana koncentracija kiseonika, pritisak,…) ovaj stabilni oksidni sloj može relativno brzo<br />
da izgubi svoja zaštitna svojstva transformacijom u druge, manje stabilne oksidne slojeve,<br />
čime korozija počinje nekontrolisano da se odvija.<br />
U vazduhu, pri barometarskom pritisku, parcijalni pritisak kiseonika je oko 2,110 4<br />
Pa, a ravnotežni pritisci kiseonika za većinu metalnih oksida (pritisci njihove termičke<br />
disocijacije) su niži od te vrednosti na temperaturama nižim od temperature topljenja<br />
metala. To znači da većina metala ima afinitet prema kiseoniku iz vazduha u<br />
temperaturskom području u kome se oni upotrebljavaju kao konstrukcioni materijali.<br />
Industrijski metalni materijali imaju veliki afinitet prema oksidaciji u vazduhu sve do<br />
temperature topljenja. Posebno veliki afinitet prema kiseoniku imaju magnezijum, hrom i<br />
titan.<br />
Pored afiniteta postoje i otpori prema hemijskoj koriziji. Otpor odvijanju hemijske<br />
korozije uslovljen je prvenstveno niskom energetskom razlikom reaktanata ili zaštitnim<br />
svojstvima čvrstih korozionih proizvoda. Povišenjem temperature se ubrzava hemijska<br />
korozija, pod uslovom da se pri tom ne smanji afinitet.<br />
Ugljenični i niskolegirani čelici tokom rada na povišenim temperaturama formiraju<br />
oksidnu naslagu koja se sastoji iz više slojeva: železo (Fe), wǖstite (FeO), magnetit (Fe3O4)<br />
i hematit (Fe2O3). Svaki od ovih oksida je stabilan za određene parcijalne pritiske kiseonika
i temperaturu, međutim, za realne uslove rada najveću stabilnost postižu magnetit i hematit,<br />
dok je wustit stabilan samo u određenim uslovima, slika <strong>3.</strong>7.<br />
Slika <strong>3.</strong>7. Dijagram stabilnosti oksida železa<br />
Oksidne naslage se formiraju po Wagner-ovom paraboličnom zakonu rasta, dok se<br />
brzina rasta oksida često određuje merenjem promene mase (gravimetrijska metoda):<br />
(m) 2 = Kp . t<br />
gde su: m = promena mase po jedinici površine (mg/cm 2 ); t = vreme (s); Kp = konstanta<br />
brzine oksidacije po paraboličnom zakonu (mg 2 /cm 4 s)<br />
Svi oksidi imaju veliki broj strukturnih grešaka, od kojih su najvažnije praznine. U<br />
oksidima sa malom koncentracijom praznina (Cr2O3, Al2O3, ....) rast oksidnih naslaga je<br />
kontrolisan difuzijom kroz područja koja pružaju manji otpor difuziji, kao što su granice zrna.<br />
oksid<br />
atmosfera<br />
Slika <strong>3.</strong>8. Formiranje oksidnih naslaga po Wagner-u
Iako ugljenični i niskolegirani čelici nemaju značajnu otpornost ka oksidaciji na<br />
temperaturama višim od 450 o C, često se koriste iznad te temperature zbog njihove cene, a<br />
upotreba im je limitirana vremenskom čvrstoćom (otpornost na puzanje) a ne sklonošću ka<br />
stvaranju oksida. Mnogo bolju otpornost na oksidaciju imaju visokolegirani čelici, međutim i<br />
ona je funkcija temperature. Sa porastom radne temperature otpornost na oksidaciju<br />
opada. Na slici <strong>3.</strong>9 prikazan je mehanizam formiranja oksidnih naslaga na površini<br />
niskolegiranih čelika i čelika sa visokim sadržajem hroma.<br />
a) b)<br />
Slika <strong>3.</strong>9. Šematski prikaz formiranja naslaga (na vazduhu na 700 o C);<br />
a) oksidacija niskolegiranih čelika i b) čelika sa većim sadržajem hroma<br />
Slika <strong>3.</strong>10. Izgled oksidnih naslaga nakon 10 000 h kod feritnih i austenitnih čelika i<br />
superlegura
a)<br />
Slika <strong>3.</strong>11. Izgled oksidnih naslaga kod čelika u funkciji sadržaja Cr - u vazduhu.<br />
a) zaštitni sloj se postiže tek sa 16%Cr,<br />
b) za manje sadržaje dolazi do pucanja i otpadanja oksida;<br />
Slika <strong>3.</strong>12. Oksidne naslage 9%Cr1%Mo čelika nakon 10 000h na 600°C<br />
U tabeli <strong>3.</strong>2 date su temperature koje limitiraju rad određenih klasa čelika sa<br />
aspekta oksidacije.<br />
Tabela <strong>3.</strong>2. Temperature stvaranja oksida TRADNO TOKSIDACIJE<br />
Čelik<br />
Temperatura početka<br />
intenzivne oksidacije<br />
o<br />
C<br />
0.1% C 480<br />
5% Cr – 0.5% Mo 620<br />
9% Cr – 1% Mo 675<br />
12% Cr martenzitni 705<br />
17% Cr feritni 845<br />
21% Cr feritni 955<br />
25% Cr feritni 1095<br />
18-8 CrNi 900<br />
18-8 CrNi +Mo 900<br />
25-20 CrNi 1150<br />
b)
U gasovima koji sadrže sumporna jedinjenja (npr. vodonik-sulfid) ili pare sumpora<br />
postoji sklonost prema koroziji uz stvaranje metalnih sulfida. <strong>Korozija</strong> u tečnim derivatima<br />
nafte (maziva i goriva) takođe kao produkt ima sulfide.<br />
Prisustvo naslaga ima za posledicu sledeće efekte (slika <strong>3.</strong>13):<br />
porast temperature zida cevi grejnih površina i njihovo ubrzano starenje,<br />
smanjenje protoka kroz cevi u slučaju njihove izrazite zaprljanosti,<br />
ubrzano starenje celog postrojenja - skraćenje radnog veka u odnosu na projektovani,<br />
porast troškova proizvodnje usled poremećaja u prenosu toplote iz ložišta na radni<br />
medijum (da bi se ostvarili potrebni izlazni parametri kotla, između ostalog, neophodna je<br />
veća potrošnja goriva što utiče na ukupan porast troškova proizvodnje) i upotrebe<br />
dodatne količine hemikalija za pripremu vode za korozijom zahvaćen sistem,<br />
porast troškova održavanja postrojenja (uklanjanja naslaga, troškovi zastoja izazvani<br />
otkazima usled korozije, troškovi reparacije i vraćanja kotla u radno stanje,...);<br />
METAL<br />
NASLAGE<br />
1. porast temperature<br />
<strong>3.</strong> porast troškova rada<br />
ubrzano starenja postrojenja<br />
0,0<br />
0,75 0,80 0,85 0,90 0,95 1,00<br />
POUZDANOST<br />
Slika <strong>3.</strong>1<strong>3.</strong> Oksidacija – posledice stvaranja naslaga uticaj naslaga na unutrašnjoj površini<br />
cevi na rad termoenergetskih postrojenja<br />
stepen otkaza, <br />
TROSKOVI, Ecent/kWh<br />
1.0<br />
0.9<br />
0.8<br />
0.7<br />
0.6<br />
0.5<br />
0.4<br />
0.3<br />
0.2<br />
0.1<br />
0.0<br />
1988 1990 1992 1994 1996 1998 2000 2002<br />
0,9<br />
0,8<br />
0,7<br />
0,6<br />
0,5<br />
0,4<br />
0,3<br />
0,2<br />
0,1<br />
godina rada<br />
Teorijska kriva<br />
Stvarna kriva<br />
Troskovi preventivnih mera<br />
Troskovi korektivnih mera<br />
Troskovi zastoja<br />
Ukupni troskovi odrzavanja<br />
min
<strong>3.</strong>2.<strong>3.</strong> Teorijske osnove elektrohemijske korozije<br />
<strong>3.</strong>2.<strong>3.</strong>1. Proces elektrohemijske korozije<br />
Termodinamička nepostojanost metala u elektrolitima je osnovni uzrok elektrohemijske<br />
korozije metala. Ona nastaje kada se različiti metali koji su u kontaktu potope u elektrolit,<br />
koji zatvara strujno kolo provođenjem struje kretanjem jona. Pojava i odvijanje procesa<br />
elektrohemijske korozije zavisi od:<br />
postojanja područja sa različitim električnim potencijalom,<br />
električnog kontakta između tih područja,<br />
dodira anodnih i katodnih područja sa elektrolitom,<br />
postojanje slobodnih jona u elektrolitu;<br />
Elektrohemijska korozija je oksido-redukcioni proces u kome se metal<br />
(davalac elektrona) oksidacijom prelazi u oblik slobodnog jona metala, a<br />
depolarizator (primalac elektrona) redukuje. Metal u dodiru sa elektrolitom prelazi u<br />
rastvor u jonskom stanju i otpušta elektrone. Anoda, na kojoj se odvija proces oksidacije,<br />
odnosno rastvaranje metala, je fizički odvojena od katode gde se odvija redukcija. Proces<br />
elektrohemijske korozije sastoji se od istovremene jonizacije (oksidacije) i redukcije<br />
(depolarizacije) oksidansa iz radne sredine. Između anode i katode se uspostavlja<br />
potencijalna razlika usled čega dolazi do usmerenog kretanja elektrona i jona kroz radnu<br />
sredinu od anode ka katodi, odnosno do proticanja struje. Ovaj proces je praćen prelaskom<br />
elektrona i jona od anode ka katodi, što je šematski prikazano na slici <strong>3.</strong>14.<br />
Proces elektrohemijske korozije se može prikazati anodnom i katodnom reakcijom:<br />
Me Me z+ + ze - (jonizacija metala – oksidacija- anodna reakcija)<br />
ze- + Dep Dep z- (depolarizacija – redukcija radne sredine- katodna reakcija) (<strong>3.</strong>2)<br />
Me + Dep Me z+ + Dep z- (zbirni proces)<br />
Slika <strong>3.</strong>14. Šematski prikaz mehanizma korozionog procesa u sistemu voda-para<br />
Anodna reakcija. Anodna reakcija je proces oksidacije, koji se odigrava na anodi, pri čemu<br />
anoda korodira, a metal sa nižim elektodnim potencijalom sa površine anode daje u<br />
elektrolit pozitivno naelektrisane jone i otpušta elektrone.<br />
M → M z+1 + ze - Fe → Fe 2+ +2e -<br />
Na primer:<br />
Al → Al 3- +3e -
gde je: M- metal, M z+1 - pozitivno naelektrisan jon, z- broj elektrona. Pozitivno naelektrisani<br />
joni metala sa negativno naelektrisanim jonima elektrolita obrazuju neutralne molekule.<br />
Katodna reakcija. Katoda je metalna elektroda u galvanskom elementu na kojoj se<br />
događa reakcija redukcije. Otpušteni elektroni pri anodnoj reakciji dolaze na katodu, delove<br />
sa većim elektrodnim potencijalom i stupaju u drugu hemijsku reakciju koja se naziva<br />
redukcija, pri kojoj se kao uzgradni produkt obrazuje gas, tečna ili čvrsta faza. Tipične<br />
reakcije koje se odigravaju u procesu elektrohemijske korozije metala su:<br />
1. proces redukcije vodonika (2H + +2e - →H2), kada su pojedini metali izloženi koroziji u<br />
rastvoru kiselina sa visokom koncentracijom jona vodonika pri čemu se razvija<br />
gasoviti vodonik,<br />
2. depolarizacija kiseonikom rastvorenim u vodi (O2+4H + +4e - →2H2O), kada je metal<br />
izložen koroziji u rastvoru kiselina sa rastvorenim kiseonikom, i<br />
<strong>3.</strong> proces redukcije u vodenom rastvoru (O2+2H2O+4e - →4OH - ) kada je metal izložen<br />
neutralnom vodenom rastvoru baza i soli u kojima je rastvoren kiseonik;<br />
Procesi depolarizacije pri elektrohemijskoj koroziji mogu biti različiti. U praksi je najvažniji<br />
proces redukcije vodonikovih jona u vodenim rastvorima, odnosno oksidacija u vodi<br />
rastvorenog kiseonika (depolarizacija kiseonikom).<br />
Kada se u rastvoru nalaze joni metala, dolazi do njihove redukcije i taloženja na<br />
površini katode, što se predstavlja galvanizaciju, odnosno prevlačenje metala slojem<br />
metala (a ne kao proces elektrohemijske korozije).<br />
Kao reagensi elektrohemijske korozije po pravilu deluju oksidaciona sredstva čiji je<br />
elektrodni potencijal pozitivniji od elektrodnog potencijala metala. Reagensi elektrohemijske<br />
korozije metala mogu biti joni, neutralni molekuli, nerastvorni oksidi i određena organska<br />
jedinjenja, kao i sve one supstancije koje se u reakciji sa metalom mogu redukovati uz<br />
obrazovanje jona i jedinjenja metala.<br />
Proces elektrohemijske korozije sastoji se od jonizacije (oksidacije) metala i<br />
redukcije (depolarizacije) oksidanasa, koje se odvijaju istovremeno i u istom odnosu.<br />
___________________________________________________________________<br />
Spontanost toka hemijske reakcije se određuje preko Gibsove slobodne energije. Gibsova slobodna<br />
energija je maksimalna količina energije koja može da se prevede u slobodan rad, odnosno, razlika<br />
ukupne energije sistema i energije utrošene na povećanje neuređenosti sistema:<br />
ΔG= ΔH - TΔS + idNi (<strong>3.</strong>2a)<br />
gde su: μi – hemijski potencijal i-tog hemijskog elementa (SI: J/mol) Ni – broj cestica.<br />
ΔG < 0 (-); spontan proces - spontan proces je reverzibilnan<br />
ΔG > 0 (+) proces nije spontan<br />
ΔG = 0 sistem je u ravnoteži<br />
Za elektrohemijske procese važi:<br />
G = -zFEr<br />
gde je:<br />
G- promena slobodne Gibsove energije;<br />
Z -broj elektrona koji učestvuju u procesu prema navedenoj šemi,<br />
F- Faradejeva konstanta, a<br />
(<strong>3.</strong>3)<br />
Er-razlika ravnotežnih elektrodnih potencijala parcijalnih depolarizacije i jonizacije metala.<br />
Afinitet iznosi:<br />
A = -G = zFEr = zF(Erd – Erj) (<strong>3.</strong>4)
gde je Erd-ravnotežni potencijal depolarizacije, a Erj-ravnotežni potencijal jonizacije metala.<br />
Za elektrohemijsku koroziju postoji afinitet samo ako je ravnotežni potencijal depolarizacije<br />
pozitivniji (plemenitiji) od ravnotežnog potencijala jonizacije metala. Afinitet je tada, prema izrazu (<strong>3.</strong>4),<br />
direktno proporcionalan Er, tzv. elektromotornoj sili procesa, (EMS).<br />
Ako se u prisustvu elektrolita nađu u kontaktu dva različita metala čiji se elektrodni potencijali<br />
razlikuju, stvoreni su uslovi za odvijanje korozije.<br />
________________________________________________________________________<br />
<strong>3.</strong>2.<strong>3.</strong>2. Standardni potencijali<br />
Razlika u elektrodnih potencijalu uobičajeno postoji između dva različita metala kada<br />
su oni uronjeni u korozioni ili provodni rastvor. Ako su ti metali došli u dodir (odnosno u<br />
kontaktu mogu da provode struju), razlika potencijala proizvodi kretanje elektrona između<br />
njih. <strong>Korozija</strong> manje otpornog metala obično raste i on se ponaša kao anoda za razliku od<br />
metala koji je otporniji i ponaša se kao katoda.<br />
Pokretačka snaga za protok elektrona, a samim tim i procesa korozije je razlika u<br />
potencijalu između dva metala. Elektrodni (oksidacioni) potencijal je napon koji se stvara<br />
između metala i standardne (referentne) elektrode i predstavlja karakteristiku svakog<br />
metala. Zavisno od sposobnosti za jonizaciju, metal se može ponašati kao anoda ili katoda.<br />
Veća sklonost metala da otpušta elektrone u odnosu na vodonik, znači da je potencijal<br />
metala negativniji i da se on ponaša kao anoda.<br />
Određivanje sklonosti metala da daje svoje elektrone vrši se merenjem potencijalne<br />
razlike, odnosno napona, između metala i referentne elektrode koju čini vodonikova<br />
elektroda, za čiji je elektrodni potencijal je usvojeno da je nula. Kao merilo korozione<br />
postojanosti metala uzima se standardni potencijal. Standardni potencijali oksidacionoredukcionih<br />
reakcija nekih metala, izraženi prema potencijalu standardne vodonikove<br />
elektrode, navedeni su u Tabeli <strong>3.</strong><strong>3.</strong><br />
Ravnotežni potencijal nekog oksidaciono-redukcionog procesa zavisi od:<br />
karaktera procesa (tj. od standardnog potencijala),<br />
temperature i<br />
koncentracije jona metala.<br />
Što je ravnotežni potencijal jonizacije viši metal je plemenitiji, odnosno manje<br />
sklon elektrohemijskoj koroziji. Iz tabele <strong>3.</strong>3 sledi da su metali sa nižim potencijalom<br />
(Mg, Al, Zn, Fe) od referentnog vodonikovog potencijala skloni elektrohemijskoj koroziji, za<br />
razliku od metala sa većim potencijalom (Cu, Ag, Pt, Au).
Tabela <strong>3.</strong><strong>3.</strong> Standarni potencijali nekih elemenata<br />
Stanje elektrode<br />
Jednačina metal-metalni jon<br />
(jednačina aktivnosti)<br />
Elektrodni potencijal<br />
(V)<br />
Au=Au 3+ + 3e -<br />
+1,498<br />
2H2O=O2 + 4H + + 4e -<br />
Pt=Pt<br />
+1,229<br />
2+ + 2e -<br />
+1,200<br />
Pd=Pd 2+ + 2e - +0,987<br />
Ag=Ag + + e -<br />
+0,799<br />
2Hg=Hg 2+ + 2e -<br />
+0,788<br />
Fe 3+ + e - =Fe 2+<br />
+0,771<br />
O2 + H2O + 4e - = 4OH -.<br />
+0,401<br />
Cu=Cu 2+ + 2e -<br />
Katoda ili pasivna<br />
(plemeniti)<br />
+0,337<br />
Sn 4+ + 2e - =Sn 2+<br />
+0,150<br />
REFERENTNA H2=2H + +2e -<br />
Pb=Pb<br />
0,00<br />
2+ +2e - -0,126<br />
Sn=Sn 2+ + 2e -<br />
-0,136<br />
Ni=Ni 2+ + 2e -<br />
-0,250<br />
Co=Co 2+ + 2e -<br />
-0,277<br />
Cd=Cd 2+ + 2e -<br />
-0,403<br />
Fe=Fe 2+ + 2e -<br />
-0,440<br />
Cr=Cr 3+ + 3e -<br />
-0,744<br />
Zn=Zn 2+ 2e -<br />
-0,763<br />
Mn=Mn 2+ + 2e -<br />
-1,630<br />
Ti=Ti 2+ + 2e - -1,630<br />
Al=Al 3+ + 3e -<br />
-1,662<br />
Mg=Mg 2+ + 2e -<br />
-2,363<br />
Na=Na + + e -<br />
K=K<br />
-2,714<br />
+ + e -<br />
Anoda ili aktivna<br />
(neplemeniti)<br />
Li=Li<br />
-2,925<br />
+ +e -<br />
-3,350<br />
Napomena: - Srandardni redukciono oksidacioni potencijal je dat u voltima na<br />
25°C, u odnosu na vodoničnu elektrodu<br />
Date vrednosti elektrodnog potencijala su identične u oba toka<br />
(npr. Zn=Zn 2+ + 2e - i Zn 2+ + 2e - =Zn, potencijal iznosi – 0,763 V)<br />
Galvanski niz određuje plemenitost metala za određeni elektrolit. Kada se dva<br />
metala potope u elektrolit i napravi galvanski spreg manje plemenit metal će biti<br />
zahvaćen galvanskom korozijom. Redosled u galvanskom nizu može da se promeni sa<br />
vrstom elektrolita.<br />
Brzina galvanske korozije je uslovljena vrstom elektrolita i i razlikom potencijala<br />
(može da se meri kao razlika napona u V – princip rada baterije). U tabeli <strong>3.</strong>3a dat je<br />
galvanski niz određenih komercijalnih metala i legura u morskoj vodi (INTERNATIONAL<br />
NICKEL Co ). U principu pozicija metala i legura u galvanskoj seriji je bliska konstutivnom<br />
elemmentu prema tabeli <strong>3.</strong><strong>3.</strong>, ali može da se uoči da je kod nerđajićih čelika, plemenitije<br />
ponašanje kada su u pasivnom (katodnom) stanju nego u aktivnom (anodnom) stanju.
Tabela <strong>3.</strong>3a. Galvanski niz za morsku vodu kao elektrolit<br />
Stanje elektrode Metal i legura<br />
Katodna ili pasivna Platina (Pt)<br />
(plemenita) Zlato (Au)<br />
Grafit<br />
Titan (Ti)<br />
Srebro (Ag)<br />
Chlorimet 3 (62Ni, 18Cr, 18Mo)<br />
Hastelloy C (62Ni, 17Cr, 15Mo)<br />
18-8 Mo nerđajući čelik (pasivan)<br />
18-8 nerđajući čelik (pasivan)<br />
hromni nerđajići čelik 11-30% Cr (pasivan)<br />
Inconel (80Ni, 13Cr, 7Fe) (pasivan)<br />
Nikl (pasivan)<br />
Srebrni lem<br />
Monel (70Ni, 30Cu)<br />
Cupronickel (60-90Cu, 40-10Ni)<br />
Bronze (Cu-Sn)<br />
Bakar (Cu)<br />
Mesing (Cu-Zn)<br />
Chlorimet 2 (66Ni, 32Mo, 1Fe)<br />
Hastelloy B (60Ni, 30Mo, 6Fe, 1Mn)<br />
Inconel (aktivan)<br />
Nikl (aktivan)<br />
Kalaj<br />
Olovo<br />
Kalajno-olovni lem<br />
18-8 Mo nerđajući čelik (aktivan)<br />
18-8 nerđajući čelik (aktivan)<br />
Ni resist (liveno gvožđe sa visokim sadržajem Ni)<br />
Hromni nerđajući čelik, 13%Cr (aktivan)<br />
Liveno gvožđe<br />
Čelik ili gvožđe<br />
2024 aluminijum (4,5Cu, 1,5Mg, 0,6Mn)<br />
Kadmijum<br />
Komercijalno čist aluminijum (1100)<br />
Anodna ili aktivna<br />
Cink<br />
Magnezijum i njegove legure
Purbeov (Pourbaix) dijagram. Sa aspekta ponašanja metala u vodenoj sredini<br />
izrađeni su elektrohemijski ravnotežni dijagrami vodenih sistema za temperaturu od 25°C, u<br />
kojima su ravnotežni potencijaci prikazani u funkciji pH vrednosti.<br />
H <br />
L<br />
pH log10<br />
) (<strong>3.</strong>5)<br />
1mol<br />
/<br />
gde je: [H + ] aktivnost H + jona, ili preciznije aktivnost jona [H3O + ], i predstavlja broj<br />
vodonikovih jona u jednom litru rastvora (ekvivalent vodonikovih jona izmerenih u jedinici<br />
molarnosti).<br />
Poznavanje pH vrednosti sredine (kiselost ili baznost) nije dovoljno da bi se predvidelo u<br />
kom obliku će se naći elementarno železo u nedemineralizovanoj vodi (prirodna voda). U<br />
razmatranje se mora uzeti u obzir i podatak da li u vodi ima rastvorenih gasova<br />
(oksidaciona sredina) ili da li je zagađena organskim materijama (redukciona sredina). U<br />
tom slučaju se vrši korekcija dijagrama da bi se uvrstio redukcioni potencijal i pH sredine.<br />
Na slici <strong>3.</strong>14. prikazan je ravnotežni dijagram potencijal-pH (E 0 -pH) za sistem Fe-H2O, koji<br />
daje moguća stabilna stanja sistema i gde su jasno uočljive oblasti korozije, pasivizacije i<br />
imuniteta žaleza. Tačke na dijagramu definišu termodinamički najstabilnije stanje elementa<br />
za zadati potencijal i pH vrednost rastvora. U oblastim na Pourbaix dijagramu gde je neki<br />
oksid termodinamički stabilan, ne mora da znači da je on ima i zaštitna svojstva (nije<br />
pasivne prirode).<br />
Slika <strong>3.</strong>14. Purbeov dijagram za sistem Fe-H2O<br />
vertikalne linije razdvajaju oblasti koje su u stanju ravnoteže sa aspekta kiselosti (pH vrednosti); kose linije razdvajaju oblasti oksidoredukcionih<br />
ravnotežnih reakcija; horizontalne linije razdvajaju oblasti oksido-redukcionih ravnotežnih reakcija u kojima ne učastvuju H+ i<br />
OH-; dijagonale granice razdvajaju oblasti oksido-redukcionih ravnotežnih reakcija u kojima učestvuju H+ i OH-; isprekidane linije definišu<br />
oblasti stabilnosti u odnosu na oksido-redukcione procese u rastvoru.
<strong>3.</strong>2.<strong>3.</strong><strong>3.</strong> Korozioni spregovi<br />
Proces elektrohemijske korozije analogan je procesu u galvanskom spregu - metal<br />
se, lokalno, jonizuje na anodnim delovima površine, a depolarizacija teče na katodnim<br />
delovima. Posebno posmatran, galvanski spreg, koji deluje pri elektrohemijskoj koroziji,<br />
naziva se korozioni spreg, a ako su mu dimenzije elektroda mikroskopske - mikrospreg ili<br />
lokalni spreg. U Tabeli <strong>3.</strong>4 opisani su najvažniji tipovi korozionih spregova.<br />
Uporedo sa primarnim procesima pri elektrohemijskoj koroziji metala mogu da se<br />
odvijaju i sekundarni procesi, u kojima primarni proizvodi korozije reaguju uz stvaranje<br />
sloja teško rastvorljivih jedinjenja na površini metala. Sekundarni proizvodi korozije metala<br />
mogu dalje da reaguju. Sloj sekundarnih, teško rastvorljivih, proizvoda korozije metala<br />
poseduje zaštitna svojstva koja čine metal hemijski postojanim.<br />
Stvarni uzrok pojave<br />
heterogenosti faza<br />
Makro i mikro elementi<br />
Heterogenost legure<br />
Postojanje granica<br />
kristalnih zrna<br />
Tabela <strong>3.</strong>4. Pregled najvažnijih tipova korozionih spregova<br />
Polarnost delova<br />
NEHOMOGENOST MATERIJALA<br />
Elementi sa pozitivnijim<br />
potencijalom deluju kao katoda<br />
(slika <strong>3.</strong>15. a)<br />
Komponente legure sa<br />
pozitivnijim elektrodnim<br />
potencijalom - katoda.<br />
NEHOMOGENOST POVRŠINE METALA<br />
Granice kristalnih zrna mogu da<br />
budu i katode i anode (slika<br />
<strong>3.</strong>15. b)<br />
Šematski prikaz sprega<br />
(slika <strong>3.</strong>15 a-f i <strong>3.</strong>16 a-d)<br />
Anizotropnost kristalnih Različite ravni kristalnih zrna<br />
zrna<br />
mogu da budu anode ili katode<br />
SUBMIKROSKOPSKA HETEROGENOST POVRŠINE MATERIJALA<br />
Prisustvo raznorodnih<br />
atoma u čvrstom Atomi ili grupe atoma sa negativnijim elektrodnim potencijalom<br />
rastvoru<br />
mogu da se ponašaju kao anode-<br />
NEHOMOGENOST ZAŠTITNOG SLOJA NA POVRŠINI MATERIJALA<br />
Makropore i mikropore<br />
u oksidnom sloju<br />
Neravnomerno<br />
stvaranje sekundarnih<br />
produkata korozije na<br />
površini<br />
Atom metala u pori se ponaša se<br />
kao anoda (slika <strong>3.</strong>15. c)<br />
Osnovni materijal ispod<br />
nataloženih produkata korozije<br />
deluju kao anoda (slika <strong>3.</strong>15. d)
Stvarni uzrok pojave<br />
heterogenosti faza<br />
Tabela <strong>3.</strong>4.nastavak<br />
Polarnost delova<br />
Šematski prikaz sprega<br />
(slika <strong>3.</strong>15 a-f i <strong>3.</strong>16 a-d)<br />
NEHOMOGENOST UNUTRAŠNJIH NAPONA U MATERIJALU<br />
Neravnomerna<br />
deformacija<br />
Neravnomerna<br />
raspodela napona pod<br />
dejstvom spoljašnjih<br />
opterećenja<br />
Različite koncentracije<br />
odgovarajućih jona<br />
metala u elektrolitu<br />
Različite koncentracije<br />
neutralnih soli u rastvoru<br />
Različite vrednosti pH<br />
elektrolita<br />
Razlike u koncentraciji<br />
kiseonika i drugih<br />
oksidacionih sredstava<br />
Različita temperatura<br />
Neravnomerno<br />
osvetljavanje metala<br />
Način vezivanja sa<br />
spoljnim izvorom struje<br />
Više deformisani delovi deluju kao<br />
anode (slika <strong>3.</strong>15. e)<br />
Jače napregnuti delovi metala ponašaju<br />
se kao anode (slika <strong>3.</strong>15. f)<br />
NEHOMOGENOST TEČNE FAZE<br />
Delovi metala u dodiru sa razblaženijim rastvorom deluju kao anoda<br />
Delovi metala u dodiru sa<br />
koncentrovanijim rastvorom soli, koja<br />
deluje kao aktivator korozije, - anoda<br />
(slika <strong>3.</strong>16. a); u dodiru sa<br />
rastvorom soli, koja deluje kao<br />
pasivizator korozije- katoda<br />
Delovi metala u dodiru sa kiselijim elektrolitom deluju kao katoda<br />
Delovi metala u dodiru sa rastvorom u<br />
kome je koncentracija rastvorenog<br />
kiseonika ili drugog oksidacionog<br />
sredstva veća, ponašaju se kao<br />
katoda (slika <strong>3.</strong>16. b)<br />
NEHOMOGENOST FIZIČKIH USLOVA<br />
Više zagrejani delovi metala deluju<br />
kao anoda (slika <strong>3.</strong>16. c)<br />
Jače osvetljeni delovi metala<br />
ponašaju se kao anoda<br />
Delovi metala na kojima se stvaraju<br />
pozitivni joni usled vezivanja sa<br />
spoljnim izvorom struje deluju kao<br />
anoda (slika <strong>3.</strong>16. d)
<strong>3.</strong>2.<strong>3.</strong>4. Lokalna i opšta elektrohemijska korozija metala<br />
Kada je površina metala homogena, mesto formiranja katode i anode nije<br />
određeno, tako da svaka tačka na graničnoj površini metal/elektrolit može da bude mesto<br />
nastanka obe elektrode. U tom slučaju sistem metal/elektrolit se naziva bipolarna elektroda,<br />
ne postoje odvojeni korozioni spregovi pa metal podleže opštoj elektrohemijskoj koroziji.<br />
Opšta korozija je pojam vezan za spoljašnji izgled oštećenja.<br />
Opšta, ravnomerna ili neravnomerna korozija zahvata celu površinu metala koja<br />
se nalazi pod dejstvom agenasa korozije, pri čemu je intenzitet oštećenja svuda isti ili, pak<br />
lokalno različit (slika <strong>3.</strong>17.)<br />
Slika <strong>3.</strong>17. Opšta korozija a) ravnomerna, b) neravnomerna; 1-metal, 2-sloj produkata<br />
korozije<br />
Na osnovu pojava koje se odvijaju, može da se zaključi da opšta<br />
elektrohemijska korozija dovodi do ravnomernog nagrizanja materijala (manifestuje<br />
se ravnomernim smanjenjem debljine metala), a lokalna mestimičnog nagrizanja koje<br />
se manifestuje pojavom prslina, jamica,... Brzina razvoja opšte korozije se predstavlja<br />
dubinom prodiranja procesa korozije u metal u određenom vremenskom periodu i najčešće<br />
se izražava u µm/god, ili u mg/dm 2 na dan. Ovaj oblik korozije je manje opasan za zavarene<br />
spojeve od lokalne korozije, jer je lako moguće predvideti vek trajanja konstrukcije.<br />
Lokalna korozija metala nastaje pri stvaranju odvojenih korozionih spregova. Pri<br />
lokalnoj koroziji rastvaranje metala može da se odvija na jednom mestu, redukcija na<br />
drugom mestu, a stvaranje korozionih produkata na trećem; u ovakvom slučaju korozioni<br />
produkti neće predstavljati zaštitu metala od dalje korozije. Ukoliko je površina anode<br />
mala prema površini katode, kao što je slučaj pri koroziji metala u pori ili prslini u nekom<br />
zaštitnom filmu ili prevlaci, lokalno nagrizanje metala može da bude vrlo jako, mada su<br />
ukupni gubici metala mali. Ako ne postoje odvojene anode i katode ili su rasute bez ikakvog<br />
reda po celoj površini, nagrizanje metala je ravnomernije, a postoje mogućnosti da<br />
korozioni produkti stvaraju kontinualan film ili sloj koji usporava dalju koroziju. Lokalna<br />
elektrohemijska korozija dovodi do mestimičnog nagrizanja koje se manifestuje pojavom<br />
prslina, jamica, itd. Poređenje karakteristike opšte i lokalne elektrohemijske korozije metala<br />
su prikazane u Tabeli <strong>3.</strong>5.<br />
Tabela <strong>3.</strong>5. Karakteristike elektrohemijske korozije metala<br />
Opšta elektrohemijska korozija metala Lokalna elektrohemijska korozija metala<br />
Anode i katode nisu odvojene<br />
(bipolarna elektroda)<br />
Anode i katode su odvojene<br />
Anoda / katoda rasute po celoj površini Površina anode
Lokalna (mestimična) korozija zahvata deo površine metala, teče nejednakom brzinom po<br />
površini, zbog čega se koroziona oštećenja koncentrišu na određenim delovima, a može<br />
biti:<br />
pegasta ili školjkasta - ograničena je na pojedinim žarištima, kojima je površina<br />
relativno velika u odnosu na dubinu (pegasta), ili je zahvaćena cela površina<br />
(školjkasta);<br />
<br />
Slika <strong>3.</strong>18. a Lokalna – pegasta korozija<br />
tačkasta odnosno piting (jamičasta) - usko lokalizovana sa žarištima približno<br />
kružnog preseka na površini, pri čemu je dubina oštećenja relativno velika,<br />
ponekada oštećenja mogu da prodiru i kroz čitavu debljinu cevi;<br />
<br />
Slika <strong>3.</strong>18.b Lokalna – piting korozija<br />
• kontaktna - galvanska (poseban oblik pegaste ili tačkaste) –pri dodiru dva metala;<br />
M1 – neplemenitiji metal i M2 – plemenitiji metal pri galvanskoj koroziji,<br />
Slika <strong>3.</strong>18.c Lokalna – kontaktna(galvanska) korozija
• potpovršinska ili slojevita – širenje žarišta pitinga u dubinu materijala raslojavajući<br />
ga<br />
Slika <strong>3.</strong>18.d Lokalna – potpovršinska ili slojevita<br />
A- površina materijala pre korozije; B- površina materijala posle korozije; M- materijal, h-<br />
prosečna dubina prodiranja korozije, hmax – maks. dubina prodiranja korozije; P-<br />
međuprostor (prostor između dva dela)<br />
• selektivna korozija - različitom brzinom napada pojedine komponente, odnosno<br />
faze, višekomponentnih ili višefaznih metala (mesing, sivi liv, aluminijumska bronza )<br />
– može biti opšta i lokalna<br />
Decinkacija CuZn legura<br />
Slika <strong>3.</strong>19. Selektivna korozija: (a) opšta fazna, (b) lokalna komponenta; A- površina<br />
materijala pre korozije; B- površina materijala posle korozije, M- višefazni materijal, F-<br />
otpornija faza, L- jednofazna legura, K- plemenitija komponenta<br />
• interkristalna - napreduje uzduž granica zrna u unutrašnjost metala, na početku je<br />
na površini nevidljiva golim okom;<br />
Slika <strong>3.</strong>20. Interkristalna korozija; A- površina legure, L- legura, G- granica zrna, P-<br />
produkti korozije po granicama zrna
• elektrohemijski procesi u kombinaciji sa naponom – oštećenje napreduje<br />
rastom prslina potpomognutim korozionim procesima;<br />
Slika <strong>3.</strong>21. Izgled naponske korozije izazvane zaostalim naponima usled savijanja lima<br />
(austenitno–feritni (dupleks) Cr-Ni čelik X2CrNiMoN 22-5-3 čelik)
<strong>3.</strong><strong>3.</strong> Vrste korozije<br />
<strong>3.</strong><strong>3.</strong>1. Tipovi elektrohemijske korozije<br />
U ovom poglavlju prikazane su različite vrste korozija, s tim što je terminološki<br />
usvojen izraz koji se, za određeni vid korozionog razaranja, u literaturi najčešće sreće – to<br />
znači da upotrebljeni termini mogu da opisuju ili mehanizam i/ili pojavni oblik korozije.<br />
<strong>3.</strong><strong>3.</strong>1.1 Kiseonična korozija<br />
Kiseonična korozija nastaje dejstvom kiseonika na materijal (železo iz čelika).<br />
Korozioni proces je praćen kompleksnim elektrohemijskim reakcijama, slika <strong>3.</strong>22. koje<br />
dovode do formiranja vidljivih tačkica/jamica/kratera u osnovnom materijalu.<br />
Čelični elementi se po pravilu održavaju u pasivnom stanju formiranjem kompaktnog<br />
sloja magnetita, Fe3O4 (Purbeov dijagram). Međutim, pod određenim uslovima, dolazi do<br />
narušavanja stabilnog i stvaranja poroznog, nestabilnog sloja, odnosno prevlake od<br />
hematita (Fe2O3), kiseonične jamice postaju aktivne, zatvaraju se i na taj način izoluju.<br />
Reakcijom koja se odvija unutar jamice, nastaju elektroni za nastavak niza<br />
sukcesivnih reakcija. Te reakcije dovode do rastvaranja osnovnog materijala zbog čega<br />
jamice rastu i produbljuju se i oko tog mesta dolazi do lokalnog povećanja baznosti radne<br />
sredine (visoka pH vrednost).<br />
Aktivna koroziona jamica može lako da se prepozna. Karakteriše je crvena<br />
oksidna prevlaka ispod koje se nalazi crni magnetitni sloj. Prisustvo magnetita unutar<br />
jamica ukazuje na to da su one još uvek aktivne. Ukoliko jamice sadrže crveno-smeđi<br />
Fe2O3 (hematit) znači da je jamica prestala da bude aktivna. Na slici <strong>3.</strong>2<strong>3.</strong> prikazan je<br />
karakterističan izgled cevi koja je napadnuta kiseoničnom tačkastom korozijom.<br />
Neodgovarajući hemijski tretman uzrok je visokog sadržaja kiseonika u napojnoj vodi. Kao<br />
rezultat toga javlja se kiseonična korozija.<br />
Slika <strong>3.</strong>22. Šematski prikaz mehanizma Slika <strong>3.</strong>2<strong>3.</strong> Pregrejačka cev napadnuta<br />
kiseonične korozije kiseoničnom tačkastom<br />
korozijom
Slika <strong>3.</strong>24. Kiseonična korozija sa karakterističnim »tuberkulama« koje prekrivaju korozioni<br />
krater<br />
b)<br />
a)<br />
Slika <strong>3.</strong>25. Tuberkule koje prekrivaju kiseonične kratere: a)pojedinačni krateri,<br />
b) uznapredovala korozija koja je dovela do pucanja;
Za kiseoničnu koroziju može da se kaže da:<br />
je najprisutniji vid razaranja metala; poprima ozbiljan karakter kada koncentracija<br />
kiseonika u vodi prelazi 10-20mg/kg.<br />
žarišta imaju lokalni karakter metala, uz obrazovanje dubokih oštećenja malog<br />
prečnika (do 5 mm, retko do 10mm).<br />
je specijalan slučaj kiseonične korozije korozija u zastoju, odnosno korozija koja<br />
se javlja u kontaktu metala sa vodom i sa vodenim rastvorima soli.<br />
Na Sl.<strong>3.</strong>26.(a,b) prikazan je karakterističan izgled kiseonične tačkaste korozije posmatran<br />
pod SEM-om. Mikrostruktura pokazuje niz jamica na površini, slika <strong>3.</strong>26.a, koje su okružene<br />
mrežom karbida kao stabilne komponente na koju nije uticalo rastvaranja osnovnog<br />
materijala, slika <strong>3.</strong>26.b.<br />
200:1<br />
2000:<br />
Sl.<strong>3.</strong>26.a,b (SEM) Karakterističan izgled kiseonične korozije<br />
Sl.<strong>3.</strong>27. Izgled korozionih oštećenja cevi nastalih delovanjem zaustavne<br />
korozije (korozija u zastoju)
<strong>3.</strong><strong>3.</strong>1.2. <strong>Korozija</strong> u uslovima niskih ili visokih pH vrednosti vode<br />
Kaustična korozija. U uslovima niskih ili visokih pH vrednosti vode, intenziviraju se<br />
procesi korozije metala. Za kaustičnu koroziju je karakteristično da se odvija pri visokim<br />
lokalnim vrednostima pH.<br />
Kod kaustične korozije, hidroksilni joni se koncentrišu u talogu pri čemu se oslobađa<br />
gasoviti vodonik koji se meša sa elekrolitom (vodom) (slika <strong>3.</strong>28). Ako se proces korozije ne<br />
zaustavi, debljina zida cevi se toliko smanjuje, da su stvoreni uslovi da lokalni naponi<br />
postanu veći od lokalne čvrstoće materijala, što se manifestuje razaranjem cevi.<br />
Slika <strong>3.</strong>28. Mehanizam odvijanja kaustične korozije Slika <strong>3.</strong>29. Karakterističan izgled cevi<br />
napadnute kaustičnom korozijom,<br />
vidljiva su nepravilna udubljenja i beli<br />
talog soli<br />
Slika <strong>3.</strong>30. SEM cevi od ugljeničnog čelika, kroz koju je<br />
proticao kondenzat sa visokim sadržajem NaOH;<br />
ispitivanja pokazuju terasastu strukturu površine zrna<br />
koja prati kristalnu rešetku<br />
b)<br />
Slika <strong>3.</strong>31. Kaustična korozija (visok pH):<br />
a) makro izgled oštećenja<br />
b) mikro izgled oštećenja, krater<br />
a)
Nasuprot kaustičnoj koroziji koja se odvija pri visokim pH vrednostima, kiselinska<br />
korozija se odvija pri niskim pH vrednostim. Na slici <strong>3.</strong>32. prikazan je izgled korozionog<br />
oštećenja u kiseloj sredini.<br />
a) b)<br />
Slika <strong>3.</strong>32. Kiselinska korozija: a – makro izgled; b – mikro izgled, dejstvo zaostale kiseline<br />
posle hemijskog čišćenja; c – mikro izgled, korozija pod naslagama<br />
Slika <strong>3.</strong>3<strong>3.</strong> »Izdubljivanje« u uslovima niskog pH<br />
Slika <strong>3.</strong>34. Oštećenje izazvano nepropisnim hemijskim čišćenjem uz pomoć kiselina
<strong>3.</strong><strong>3.</strong>2. Tipovi korozije nastalih kombinovanim dejstvom radne sredine i opterećenja<br />
<strong>3.</strong><strong>3.</strong>2.1. Naponska korozija<br />
Naponska korozija je vid razaranja materijala u kojem se javljaju prsline usled<br />
zajedničkog delovanja korozije i deformacije metala zbog zaostalih napona ili pod<br />
dejstvom primenjenog napona, što predstavlja definiciju zasnovanu na ISO.<br />
Naponska korozija ne izaziva uvek krti lom (lom praćen malom duktilnošću) i kao<br />
korozioni proces koji nije vidljiv, prouzrokuje značajan pad mehaničkih karakteristika metala<br />
uz njegov vrlo mali maseni gubitak. Iako koroziono naponska prslina, kao oštećenje, ne<br />
može da se uoči pri kontroli stanja površine metala, ona može da bude "okidač" brzog<br />
mehaničkog loma ili razaranja komponenti i konstrukcija.<br />
Prsline i razaranja usled naponske korozije mogu da se jave samo ako su<br />
istovremeno ostvarena tri uslova:<br />
sredina, koja ima takve karakteristike, da kod konkretnog materijala pogoduje pojavi<br />
naponske korozije,<br />
materijal koji je osetljiv na pojavu naponske korozije,<br />
dovoljan zatezni napon;<br />
Svaki od ovih uslova mora da se razmatra individualno i sa svim njegovim detaljima;<br />
npr. ako se razmatra materijal, kao potreban ali ne i dovoljan uslov, u odnosu na naponsku<br />
koroziju, on ne može da se posmatra samo sa aspekta hemijskog sastava već i sa aspekta<br />
mikrostrukture, koja je ostvarena konkretnim termičkim tretmanom.<br />
Prisutne prsline slabe konstrukciju, smanjujući noseći poprečni presek zida<br />
cevi/komponenti, pa su moguća iznenadna razaranja. U zavisnosti od stepena i<br />
intenziteta sadejstva, brzina širenja prsline može da bude toliko velika da se proces<br />
razaranja, od trenutka pojave prsline, odvija u kratkom vremenskom intervalu (do<br />
nekoliko dana). Koroziono naponska prslina se širi u velikom opsegu brzina:<br />
od 10 -3 do 10 mm/h, u zavisnosti od kombinacije legure i radne sredine. Geometrija prsline<br />
je takva da ako poraste do određene dužine, može da dostigne kritičnu dužinu kada dolazi<br />
do prelaska od relativno laganog širenja koje ima odlike naponske korozije do širenja<br />
velikom brzinom koje se odlikuje čisto mehaničkim razaranjem.<br />
Naponska korozija se najčešće javlja na:<br />
- zavarenim spojevima (prelazna oblast /osnovni materijal, posebno u ZUT-u),<br />
- cevnim lukovima,<br />
- na mestima naglih prelaza dimenzija;<br />
Imajući u vidu da su procesi koji prethode vidljivoj pojavi naponske korozije još uvek<br />
nedovoljno istraženi, prema današnjim saznanjima, mogući modeli za opisivanje ovog<br />
korozionog razaranja su sledeći:<br />
Oštećenje zaštitnog sloja – stabilizacija<br />
Postoji nekoliko varijacija ovog modela, a karakteristični primeri su prikazani na slici<br />
<strong>3.</strong>35. Konstantni zatezni naponi uzrokuju razaranje površinskog, zaštitnog, oksidnog<br />
sloja. Razaranje zaštitnog sloja mogu izazvati klizne trake koje formiraju klizne<br />
stepenice na površini metala, ukoliko je sprečeno višestruko klizanje u strukturi metala<br />
zbog deformacionih procesa, slika <strong>3.</strong>35.a. Na taj način se iniciraju prsline koje se šire<br />
transkristalno. U ostalim slučajevima stepenicu klizanja na površini metala prave<br />
pojedinačna zrna (granica zrna oslabljena taloženjem karbida i nitrida), slika <strong>3.</strong>35.b. Na<br />
ovaj način formiraju se prsline koje se šire interkristalno.<br />
Hemijsko rastvaranje metala potpomognuto mehaničkim dejstvom
Prikaz ovog mehanizma dat je na slici <strong>3.</strong>36. Rastvaranjem metalne površine pod<br />
dejstvom korozione sredine stvaraju se praznine koje, pod dejstvom polja zateznih sila,<br />
migriraju i akumuliraju se pri vrhu prsline i dovode do njenog rasta.<br />
Apsorpcija vodonika<br />
Prslina u metalu raste usled apsorpcije slobodnog vodonika u vrhu prsline (vodonična<br />
krtost), sa napomenom da je u slučaju naponske korozije prslina uvek inicirana na<br />
površini, a kod vodoničnog oštećenja najčešće u zapremini materijala. Pojavni oblik<br />
širenja prslina je uglavnom isti.<br />
Slika <strong>3.</strong>35. Mehanizam<br />
razaranja zaštitnog oksidnog<br />
sloja<br />
Slika <strong>3.</strong>36. Šematski prikaz mehanizma rastvaranja<br />
metala potpomognutog mehaničkim dejstvom<br />
Na slici <strong>3.</strong>37 prikazan je način inicijacije koroziono naponskog oštećenja i faze<br />
napredovanja naponske korozije.<br />
Slika <strong>3.</strong>37. Faza napredovanja naponske korozije (SCC)<br />
Prslina pri naponskoj koroziji može da se širi interkristalno (duž granica kristala) i<br />
transkristalno (kroz same kristale)<br />
Naponska interkristalna/transkristalna korozija nastaje uglavnom kod austenitnih CrNi<br />
čelika u slabo kiselim rastvorima i u prisustvu hlorida. Naponska korozija sa
transkristalnim širenjem prslina javlja se kod nelegiranih ili nisko legiranih čelika u<br />
rastvorima baza i nitrata.<br />
Na slici <strong>3.</strong>38. dat je šematski prikaz površine prsline interkristalnog loma inicirane<br />
naponskom korozijom. Na slici <strong>3.</strong>39. je dat šematski prikaz širenja prsline čiji je pravac<br />
širenja normalan na pravac opterećenja. Širenje prsline obuhvata dva istovremena procesa:<br />
stvaranje sloja produkata hemijske reakcije na površini prsline i pucanje toga sloja usled<br />
procesa plastične deformacije, što prouzrokuje stepenasto širenje prsline. Makroskopski,<br />
prslina se širi od površine ka unutrašnjosti metala. Na <strong>3.</strong>40-42. prikazani su primeri prslina<br />
nastalih kao posledica delovanja naponske korozije.<br />
Slika <strong>3.</strong>38. Šematski prikaz površine<br />
interkristalnog loma prouzrokovanog<br />
naponskom korozijom<br />
Slika <strong>3.</strong>39. Šematski prikaz mehanizama<br />
širenja prslina<br />
Slika <strong>3.</strong>40. Prsline kao posledica<br />
naponske korozije cevi; Prslina je<br />
oštra i prava – transkristalna<br />
prslina
Slika <strong>3.</strong>41. (a,b) Interkristalno širenje prslina<br />
usled naponske korozije niskolegiranih čelika<br />
(oblasti zavarenog spoja, spusne cevi, TENT<br />
A1)<br />
Slika <strong>3.</strong>42.a Interkristalna<br />
prslina usled naponske<br />
korozije (x500 Inconel)<br />
Slika <strong>3.</strong>42.b Naponska<br />
korozija u hloridnoj sredini<br />
austenitnog čelika 316,<br />
Prslina je razgranata i<br />
transkristalna (x300)<br />
Slika <strong>3.</strong>42.c Naponska<br />
korozija niskougljeničnog<br />
niskolegiranog čelika –<br />
mesto inicijacije prsline je pit<br />
(x200)
<strong>3.</strong><strong>3.</strong>2.2. Korozioni zamor<br />
Korozioni zamor je rezultat kombinovanog delovanja promenljivih napona i<br />
korozionog okruženja. Veruje se da usled delovanja zamora dolazi do prekida zaštitnog<br />
pasivnog sloja usled čega se korozija intenzivira. Prisustvo korozionog okruženja eliminiše<br />
postojeću granicu zamorne čvrstoće čelika i kreira konačan radni vek nezavisno od<br />
napona. Koroziono okruženje utiče na povećanje brzine rasta prsline ili rast prsline pri nižim<br />
naponima nego u sredini koju čini suv vazduh. Čak i uslovi veoma slabe atmosferske<br />
korozije npr. kod konstrukcija izrađenih od aluminijuma dovode do smanjenja dinamičke<br />
čvrstoće na 25% od vrednosti na vazduhu. Nijedan metal, ako se nalazi u korozionom<br />
okruženju, nije imun od izvesnog smanjenja svoje otpornosti na delovanje promenljivih<br />
napona. Kontrola korozionog zamora može da izvede ili smanjenjem broja ciklusa ili<br />
kontrolom radne sredine.<br />
Iskustva ukazuju da ne postoje metali/legure koji su potpuno otporni na korozioni<br />
zamor. Mehanizam iniciranja prsline prikazan je na slici <strong>3.</strong>4<strong>3.</strong> Na površini metala formiraju<br />
se stepenice klizanja. Na taj način se oštećuje zaštitni sloj čime započinje elektrohemijsko<br />
anodno rastvaranje metala koji je došao u dodir sa elektrolitom, što dovodi do pojave<br />
mikroprslina.<br />
Slika <strong>3.</strong>4<strong>3.</strong> Šematski prikaz mehanizma obrazovanje stepenica klizanja na površini metala<br />
Korozioni zamor se kod feritnih i ugljeničnih čelika javlja u vodenoj radnoj sredini<br />
pojavom interkristalnih prslina. Ovoj vrsti razaranja posebno su skloni visokolegirani čelici<br />
sa martenzitnom osnovom (13%Cr).<br />
Najvažniji faktor za ocenu korozionog zamora je odnos intenziteta korozije i stepena<br />
deformacije usled dejstva promenljivog opterećenja/napona. Porast napona prouzrokuje<br />
smanjenje broja ciklusa do loma, a deluje obrnuto proporcionalno dejstvu korozionog ataka.<br />
Na mikro nivou, ovo znači da korozija malim delom utiče na nastajanje prsline a<br />
većim delom ona nastaje usled mehaničkog opterećenja. Kada je opterećenje manjeg<br />
intenziteta, udeo mehaničkog širenja prsline, postaje srazmerno manji, dok efekat radne<br />
(korozione) sredine postaje značajan.<br />
Broj ciklusa do loma pri korozionom zamoru zavisi od učestalosti odvijanja ciklusa.<br />
Za odvijanje je potrebno vreme, pa je uticaj efekta korozione sredine veći kada frekvencija<br />
ciklusa postaje niža, što ukazuje na to da korozioni zamor pokazuje svoj maksimalni efekat<br />
ako su i frekvencija i prisutno opterećenje niski. Na slikama <strong>3.</strong>44-<strong>3.</strong>47 prikazane su mikro i<br />
makro manifestacije korozionog zamora.
Slika <strong>3.</strong>44. Primarna koroziono zamorna<br />
prslina koja je delimično proširena<br />
sekundarnom korozionom reakcijom<br />
a<br />
b<br />
Slika <strong>3.</strong>46. Korozioni zamor: a – makro<br />
izgled poprečnog preseka; b, c – koroziono<br />
zamorne prsline<br />
Slika <strong>3.</strong>45. Korozioni zamor – uticaj<br />
korozionog procesa je intenzivniji od uticaja<br />
dinamičkih opterećenja<br />
c<br />
Slika <strong>3.</strong>47. Korozioni zamor: krta površina<br />
loma<br />
Ako se razmotre sve mogućnosti dejstva cikličnih opterećenja na mogućnost<br />
pojava prsline usled naponske korozije, može da se zaključi da je nemoguće<br />
postaviti tačne granice između pojave prslina usled naponske korozije (''statičko<br />
opterećenje'') i usled korozionog zamora (''ciklično opterećenje''), slika <strong>3.</strong>50. Prelazi<br />
između dva područja (mala brzina deformisanja) mogu da budu najštetniji oblici opterećenja<br />
koja se javljaju u stvarnosti tokom rada. Poseban doprinos ubrzanom širenju koroziono<br />
zamornog oštećenju daje „aktivna“ sredina, kao što je sredina sa rastvorenim kiseonikom,<br />
slika <strong>3.</strong>51.
Slika <strong>3.</strong>50. Oblici opterećenja<br />
Slika <strong>3.</strong>49. Zavisnost broja ciklusa do<br />
pojave prve prsline korozionog zamora od<br />
sadržaja kiseonika rastvorenog u vodi<br />
<strong>3.</strong><strong>3.</strong><strong>3.</strong> Tipovi korozije nastalih istovremenim dejstvom hemijske i elektrohemijske<br />
korozije sa učešćem atomarnog vodonika<br />
<strong>3.</strong><strong>3.</strong><strong>3.</strong>1. Vodonična oštećenja<br />
Vodonično oštećenje predstavlja opšti pojam koji podrazumeva mehanička oštećenja<br />
metala izazvana prisustvom vodonika, uz istovremeno dejstvo zaostalih ili zateznih radnih<br />
napona. Ovakva definicija, neminovno nameće poređenje sa naponskom korozijom sa<br />
kojom, pri nižim i srednjim vrednostima radnih temperatura, vodonična oštećenja imaju<br />
dosta sličnosti. Generalno, vodonična oštećenja izazivaju pad plastičnosti metala zbog<br />
apsorpcije vodonika, a ovom mehanizmu posebno su podložni čelici povišene čvrstoće (Rm<br />
> 1240 Mpa).<br />
Mogući izvori vodonika su:<br />
Dobijanje metala - Topljenje<br />
Fabrikacija - zavarivanje / elektropoliranje<br />
Eksploatacija u sredini bogatoj vodonikom - kiseli gasovi<br />
Eksploatacija u uslovima korozije koja kao produkt ima izdvajanje vodonika<br />
Velike količine atomarnog vodonika mogu da se dobiju u eksploataciji kao rezultat<br />
korozionih procesa u sistemu železo-voda u procesu katalitičke disocijacije vode.<br />
Takođe, jedan od značajnih izvora vodonika je proces zavarivanja, tokom koga u metal šav<br />
može da bude uneta znatna količina vodonika, posebno pri reparaturnom zavarivanju, a<br />
izvor vodonika je vlažna atmosfera.
Vodonik difunduje u čelik u uslovima kada je koncentracija disosovanog vodonika u<br />
spoljašnjoj sredini, veća od ravnotežne koncentracije vodonika rastvorenog u kristalnoj<br />
rešetki metala. Kroz kristalnu rešetku može da difunduje samo atomarni (nascentni) ili<br />
jonizovani vodonik. Molekularni vodonik ne može da difunduje bez prethodne disocijacije.<br />
Iako se u literaturi često navode obimnije i unekoliko različite podele koje uključuju i<br />
specifične tipove oštećenja usko vezane za pojedine grupe legura, vodonična oštećenja<br />
čelika se mogu podeliti na dve osnovne grupe:<br />
Vodonični plikovi (blisteri)<br />
Vodonična korozija (vodonična krtost, razugljeničenje<br />
Vodonični blisteri<br />
Vodonični blisteri (plikovi) se najčešće javljaju na delovima postrojenja petrohemijske<br />
industrije, obično kod rezervoara. Nastaju usled penetracija vodonikovih atoma u metal i<br />
njihove rekombinacije do molekularnog vodonika koji se izdvaja po granicama zrna (slika<br />
<strong>3.</strong>51. i slika <strong>3.</strong>52) Parcijalni pritisak molekularnog vodonika je veoma visok, i dovoljan da<br />
izazove deformaciju zida rezervoara/cevi metala u obliku pojave lokalizovanog plika<br />
(blistera).<br />
Slika <strong>3.</strong>51. Izdvajanje molekularnog<br />
vodonika u pojedinim oblastima<br />
mikrostrukture čelika<br />
Vodonična korozija<br />
Slika <strong>3.</strong>52. Vodonični plikovi na površini<br />
austenitnig čelika<br />
Vodonična korozija, obuhvata pre svega pojavu:<br />
vodonične krtosti,<br />
razugljeničenja površinskih slojeva i<br />
opšteg vodoničnog ataka;<br />
Sva tri tipa pojava/oštećenja se mogu podvesti pod jedno zajedničko ime: vodonična<br />
korozija, zato što se mogu javiti u kombinovanom ili pojedinačnom obliku na jednom istom
postrojenju. Važno je naglasiti da je proces razvoja vodoničnog napada vrlo intenzivan i da<br />
u veoma kratkom roku (npr. 24h) može da dovede do pucanja.<br />
Vodonična krtost je izazvana difuzijom atomarnog ili jonizovanog vodonika u<br />
metal, što za posledicu ima smanjenje plastičnosti, odnosno povećanje krtosti materijala.<br />
Uzroci pojave vodonične krtosti su:<br />
kočenje dislokacija zbog prisustva atoma vodonika,<br />
grupisanje atoma vodonika u greškama rešetke i u aktivnim ravnima klizanja<br />
što kao posledicu ima lokalno smanjenje plastičnosti čelika,<br />
izdvajanja vodonika duž granica zrna što dovodi do smanjenja kohezione<br />
čvrstoće kristalnih zrna u odnosu na čvrstoću samih zrna uz istovremeno<br />
smanjenje plastičnosti (izdvajanje molekularnog vodonika i porast njegovog<br />
parcijalnog pritiska);<br />
Vodonična krtost čelika može da se odstrani i da se povrate svojstva plastičnosti<br />
procesom žarenja uz uslov da je sadržaj vodonika u čeliku mali ( 10 cm 3 /g).<br />
Razugljeničenje predstavlja još jednu posledicu apsorpcije i difuzije vodonika u<br />
metal. Pri ovom procesu atomi vodonika stupaju u reakciju sa karbidom železa (Fe3C), pri<br />
čemu nastaje gasoviti metan CH4. Razugljeničenje je praćeno uklanjanjem ugljenika iz sloja<br />
koji se nalazi neposredno uz reakcionu zonu.<br />
Prisustvo stabilnih karbida kod čelika, legiranih pre svega hromom i molibdenom,<br />
smanjuje intenzitet razugljeničenja u odnosu na ugljenične čelike. Veliki i slabo pokretljivi<br />
molekuli metana, izdvojeni po granicama zrna, vrše pritisak na granice zrna usled čega<br />
dolazi do pojave interkristalnih mikro i makroprslina, slika <strong>3.</strong>5<strong>3.</strong> Karakter loma može biti<br />
transkristalan i kombinovan.<br />
500:1<br />
Slika <strong>3.</strong>5<strong>3.</strong> Razugljeničena struktura<br />
materijala sa interkristalnim mikro i makro<br />
prslinama izazvanim dejstvom metana<br />
Slika <strong>3.</strong>54. Šematski prikaz<br />
karakterističnog izgleda prelomne površine<br />
usled vodonične krtosti<br />
Vodonični atak (napad) predstavlja proces degradacije materijala koji je tokom<br />
eksploatacije izložen visokom pritisku i temperaturi u prisustvu atomarnog vodonika. Termin<br />
vodonični atak u petrohemijskoj industriji podrazumeva pre svega reakciju atomarnog<br />
vodonika sa ugljenikom iz čelika, što rezultira stvaranjem gasovitog metana sa već<br />
poznatim dejstvom. Međutim, pojam vodoničnog ataka ponekad ima malo širi značaj i<br />
podrazumeva vodonična koroziona oštećenja (pucanja) koja se javljaju kao posledica<br />
delovanja, najčešće, procesa povećanja krtosti, razugljeničenja i stvaranja<br />
molekularnog vodonika u metalu u specifičnim eksploatacionim uslovima.
Pri ovom tipu oštećenja se javlja karakterističan krti ”prozorski” izgled loma, slika<br />
<strong>3.</strong>55, a sam proces razaranja je praćen praskom. Važno je naglasiti da ”prozori” uvek<br />
nastaju na strani isparivača koja je direktno izložena plamenu. Makroskopske karakteristike<br />
preloma pokazuju gotovo potpuno odsustvo stanjenja zida, uz karakterističnu krtu prelomnu<br />
površinu. Ako jedan od ova dva uslova nije ispunjen, malo je verovatno da će se javiti<br />
vodonično oštećenje. U određenim uslovima nastali atomi vodonika, mogu da se otežano<br />
odvode od zida cevi zbog naslaga i da difunduju u metal (slika <strong>3.</strong>56).<br />
Slika <strong>3.</strong>55. Karakterističan ”prozorski”<br />
tip vodoničnog korozionog cevi<br />
KOTLOVSKA VODA (uslovi niske pH vrednosti)<br />
NASLAGA<br />
@E L E Z O<br />
Fe<br />
Fe<br />
+<br />
H<br />
2+<br />
0<br />
H +<br />
H<br />
2H<br />
2e-<br />
0<br />
+ + +<br />
H H H<br />
+<br />
+<br />
H<br />
+<br />
H<br />
Fe 2+<br />
0<br />
2e- 2H Fe<br />
0<br />
Slika <strong>3.</strong>56. Šematski prikaz korozionih<br />
procesa pod naslagama u kiselim uslovima –<br />
izvor vodonika<br />
<strong>3.</strong><strong>3.</strong>4. <strong>Korozija</strong> uslovljena dominantnim mehaničkim dejstvom<br />
<strong>3.</strong><strong>3.</strong>4.1. Kavitaciona korozija<br />
Pod kavitacijom se podrazumeva stvaranje udubljenja prevashodno u površinskim<br />
slojevima metala. Nastajanje udubljenja pri istovremenom delovanju:<br />
korozione sredine,<br />
proticanja radnog fluida i<br />
relativnog kretanja (obrtanja) metalnog dela<br />
naziva se kavitaciona korozija.<br />
Uz površinski sloj metala pod određenim hidrodinamičkim uslovima može da dođe<br />
do ključanja fluida i stvaranja mehurova gasne faze. Implozijom ovih mehurova dolazi do<br />
pojave intenzivnih mehaničkih udara na površinu metala i lokalnog razaranja<br />
pasivnog filma.<br />
Kavitacionoj koroziji najviše su podložni sistemi za transport fluida, posebno<br />
zakrivljene deonice, cevni lukovi, slavine, crpke, mlaznice, posude za mešanje, toplotni<br />
izmenjivači, lopatice turbina, kao i uređaji u kojima se izvodi raspršivanje. Pojava i razvoj<br />
kavitacione korozije zavise od prirode zaštitnog sloja na površini metala, brzine kretanja<br />
korozionog fluida i prirode metala, odnosno legura.<br />
Sposobnost sloja da štiti površinu metala od kavitacione korozije zavisi od:<br />
brzine stvaranja sloja pri dejstvu korozionog fluida,<br />
otpornosti sloja prema mehaničkom oštećenju ili habanju i
zine ponovnog stvaranja sloja posle razaranja ili oštećenja;<br />
Tvrd, gust i neprekidan sloj dobre sposobnosti prijanjanja pruža metalima<br />
bolju zaštitu od kavitacione korozije nego sloj koji se lako mehanički oštećuje. Krt sloj<br />
koji puca ili se lako drobi pod dejstvom napona ne može da zaštiti metal od kavitacione<br />
korozije.<br />
Meki metali su više skloni ka kavitacionoj koroziji pošto se lakše mehanički ostećuju<br />
nego tvrdi metali.<br />
Slika <strong>3.</strong>57. Kavitaciona korozija na<br />
lopaticama turbine turbonapojne pumpe<br />
(TENT B)<br />
Sl.<strong>3.</strong>57a Kavitaciona korozija lopatice brodske elise<br />
Slika <strong>3.</strong>58. Kavitaciona korozija u<br />
deaeratoru
<strong>3.</strong><strong>3.</strong>4.2. Eroziona korozija<br />
Eroziona korozija nastaje dejstvom erozije u uslovima koroziono aktivne sredine.<br />
Erozionu koroziju mogu da izazovu strujanja:<br />
koroziono aktivnog fluida bez mehaničkih primesa ili<br />
koroziono aktivnog fluida u kome se nalaze mehaničke primese u vidu finih čestica<br />
U oba slučaja dominantni uzrok nastanka oštećenja je strujanje brzinama koje izazivaju<br />
intenzivna vrtloženja (turbulencije), koja mehanički oštećuju površinu metala. Koroziono<br />
aktivna sredina doprinosi bržem odnošenju materijala.<br />
Slika <strong>3.</strong>58a: Eroziono koroziona oštećenja bakarne cevi na mestu hidrauličnog otpora<br />
Slika 58 b: Eroziona bakarne cevi neposredno iza promene prečnika (reducir)
Slika 28 c: Turbulentno strujanje vode koja sadrži tvrde čestice (kvarcni pesak) dovelo je<br />
do erozione korozije površine rotora (Al-bronza CuAl8Fe3)<br />
<strong>3.</strong><strong>3.</strong>5. Lokalna korozija<br />
<strong>3.</strong><strong>3.</strong>5.1. Interkristalna korozija<br />
Interkristalna korozija je vrsta selektivne korozije, zato što prevashodno dolazi do<br />
rastvaranja samo jedne oblasti, granica zrna. Ovoj vrsti korozije, slika <strong>3.</strong>59, u većem ili<br />
manjem stepenu mogu da budu podložni koroziono postojani čelici svih strukturnih<br />
klasa – feritni, martenzitni, austenitno-feritni i austenitni. Uslovi koji dovode do pojave<br />
interkristalne korozije u čelicima različitih strukturnih klasa su različiti, ali je pojavni oblik<br />
interkristalne korozije za sve klase praktično isti – dolazi do selektivnog rastvaranja<br />
granica zrna metala. Pri tome nema vidljivih promena spoljašnjeg izgleda metala,<br />
međutim, pri napredovanju interkristalne korozije metal postaje krt, pa relativno lako može<br />
da dođe do razaranja i pri neznatnim statičkim, a posebno dinamičkim opterećenjima.<br />
Slika <strong>3.</strong>59. Interkristalna korozija nerđajućeg<br />
čelika u vodenom mediju sa povećanim<br />
sadržajem fluorida<br />
Slika <strong>3.</strong>60. Dekohezija grenica zrna zbog<br />
interkristalne korozije
Sklonost čelika i metalnih materijala ka interkristalnoj koroziji je pre svega<br />
uslovljena elektrohemijskom nehomogenošću strukture – granice zrna ili pogranične<br />
oblasti su elektronegativnije u poređenju sa samim zrnom.<br />
Povoljni uslovi za pojavu interkristalne korozije se stvaraju pojavom interkristalne<br />
likvacije pri kristalizaciji, a najčešće su posledica izdvajanja novih faza po granicama<br />
zrna tokom termičke obrade i drugih vidova zagrevanja metala, kao što je npr. zavarivanje.<br />
Intenzivan razvoj interkristalne korozije zavisi kako od sastava i prethodne termičke obrade<br />
legure, tako i od korozione sredine i po pravilu ima elektrohemijski mehanizam.<br />
Visokolegirani nerđajući čelici su osetljivi na interkristalnu koroziju, koja je posebno<br />
zastupljena kod nerđajućih čelika na bazi hroma, bez obzira na njegovo povoljno dejstvo<br />
na povećanje otpornosti na koroziju ( 12 % Cr), jer se površina ovih čelika prevlači<br />
pasivizirajućim filmom Cr2O<strong>3.</strong> Međutim, tokom neodgovarajuće termičke obrade ovih čelika<br />
ili njihove eksploatacije u nedozvoljenom temperatursko-vremenskom intervalu, dolazi do<br />
migracije atoma hroma iz pograničnih oblasti u granice zrna gde se izdvajaju u vidu karbida<br />
Cr23C6. Usled osiromašenja pograničnih oblasti na hromu ( 12 % Cr) one više nisu<br />
zaštićene pasivnim, oksidnim filmom, postaju anodne u odnosu na unutrašnjost zrna i<br />
sklone ka interkristalnoj koroziji. Sklonost nerđajućih čelika ka interkristalnoj koroziji,<br />
odnosno njihova osetljivost na lokalnu promenu u sadržaju hroma koja se odvija u<br />
određenom temperaturskom intervalu (450 – 480 C) je poznata kao senzitizacija. Pojava<br />
senzitizacije je česta posledica zavarivanja, slika <strong>3.</strong>61. i slika <strong>3.</strong>62.<br />
Slika <strong>3.</strong>61. Šematski prikaz procesa<br />
senzitizacije<br />
Slika <strong>3.</strong>62. Interkristalna prslina nastala<br />
procesom senzitizacije visokolegiranog<br />
nerđajućeg čelika kao dodatnog materijala<br />
jednog zavarenog spoja<br />
Efekat interkristalne korozije čelika i drugih metalnih materijala određuje se iz<br />
razlike brzina rastvaranja zrna i granica zrna. Ukoliko je ova razlika veća, utoliko je<br />
intenzivnija interkristalna korozija. U prisustvu oksidacionih sredstava razlika u brzini<br />
rastvaranja zrna i granica zrna se naglo povećava. Dodatkom stabilizacionih elemenata kao
što su titan i niobijum i ograničavanjem sadržaja ugljenika u nerđajućim čelicima na<br />
bazi hroma smanjuje se sklonost ovih čelika procesu interkristalne korozije.<br />
<strong>3.</strong><strong>3.</strong>5.2. Piting (tačkasta) korozija<br />
Piting korozija se definiše kao izrazito lokalizovan korozioni napad pri kome dolazi do<br />
stvaranja korozionih jamica (pitova). Tačkastoj (piting) koroziji su podložne veoma male<br />
(ograničene) površine metala (ostatak površine je u stabilnom, pasivnom stanju), pri čemu<br />
dolazi do stvaranja oštećenja – tačkica, rupica, jamica, kratera (slika <strong>3.</strong>63). Kao što je<br />
istaknuto piting korozija po elektrohemijskom mehanizmu se, po pravilu, javlja u rastvorima<br />
koji sadrže oksidanse (to može da bude i kiseonik iz vazduha) i aktivne anjone (Cl - , Br - ,I - ,<br />
itd). Osnovni uslov nastajanja pitinga je pomeranje elektrohemijskog potencijala u<br />
prisustvu oksidansa u rastvoru (anodna polarizacija) i približavanje kritičnoj<br />
vrednosti, Epit. Površina pitinga je anoda i razara se velikom brzinom na račun kontakta<br />
sa ostatkom površine koja se nalazi u pasivnom stanju – nepolarizovana katoda. Pošto<br />
je istovremeno postojanje pasivne katode i aktivne anode na površini jednog istog metala,<br />
bez ikakvih dopunskih uslova, nemoguće, takav sistem je elektrohemijski nestabilan.<br />
Na odvijanje piting korozije pored već pomenutih uzroka (kiseonična korozija,<br />
hloridna korozija, pH vrednost, galvanski par) utiču i hemijski sastav čelika, njegova<br />
struktura i termička obrada, temperatura, stanje površine i nemetalni uključci. Pitovi se<br />
formiraju na mestima razaranja pasivnog filma na površini metala, u prisustvu jona.<br />
Stepen zaštite koju pruža pasivni film zavisi od njegove debljine, kontinuiteta, koherentnosti<br />
i adhezije za metal itd. Ako se film ošteti mehanički ili hemijski može da dođe do njegovog<br />
ponovnog formiranja (repasivizacija) ili do daljeg odvijanja korozionih procesa. U slučaju<br />
nerđajućih čelika obrazovanje pitova se odvija skoro isključivo u zonama<br />
neposredno oko MnS uključaka.<br />
Sa povećanjem temperature raste sklonost metala i legura prema obrazovanju<br />
pitova. Npr. do obrazovanja stabilnih pitova na nerđajućem čeliku neće doći ukoliko je<br />
temperatura niža od neke kritične vrednosti koja se naziva kritična temperatura pitinga.<br />
Slika <strong>3.</strong>63a Pregrejačka cev (TE Kostolac<br />
B) napadnuta kiseoničnom piting korozijom<br />
Slika <strong>3.</strong>63b. Stadijumi razvoja procesa<br />
tačkaste korozije<br />
Tačkasta korozija se razvija u tri stadijuma koji obuhvataju:<br />
inicijalno stvaranje jamice (nukleacija),<br />
početni rast jamice (u određenim uslovima može da se okonča<br />
repasivizacijom) i<br />
stabilni rast jamice, slika <strong>3.</strong>63b.
Slika <strong>3.</strong>64: Piting korozija austenitnog čelika AISI 304 u uslovima povećanog sadržaja hloridnih jona<br />
Kod tačkaste korozije pojavi vidljivih jamica prethodi dug inicijalni period. Ovaj<br />
interval podrazumeva period od nekoliko meseci do godinu dana, u zavisnosti od toga o<br />
kom je materijalu i kakvoj korozionoj sredini reč. Kada jednom započne rast, jamice<br />
penetriraju u metal stalno rastućom brzinom (ukoliko se ovaj proces ne naruši). Jamice<br />
obično rastu u pravcu dejstva gravitacije, pa se stoga razvijaju na horizontalnim<br />
površinama, rastu na dole. Zabeležen je veoma mali broj slučajeva stvaranja jamica na<br />
vertikalnim površinama, ili na horizontalnim površinama sa rastom na gore.U slučaju piting<br />
korozije gubitak metala (kao jedan od aktuelnih pokazatelja razvoja korozionih procesa) je<br />
veoma mali i ne može da ukaže na dubinu prodiranja jamice. S druge strane, merenja<br />
dubine jamica su veoma komplikovana, jer postoji statistička varijacija u dubini jamice, slika<br />
<strong>3.</strong>65.<br />
broj jamica<br />
srednja vrednost<br />
dubine<br />
dubina jamica<br />
Slika <strong>3.</strong>65. Odnos između dubine i broja<br />
jamica koje se javljaju na korodiranoj<br />
površini<br />
verovatnoća nalažena<br />
jamica date dubine<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
dubina = D<br />
dubina = 2D<br />
dubina = 3D<br />
1 2 3 4 5 6<br />
jedini~ na površina elementa<br />
Slika <strong>3.</strong>66. Verovatnoća nalaženja jamica<br />
date dubine u funkciji veličine oblasti pod<br />
korozijom<br />
Istraživanja koja se odnose na podatke prikazane na slici <strong>3.</strong>65. sugerišu da bi<br />
određivanje jamica najveće dubine moglo da posluži kao pokazatelj izraženosti piting<br />
korozije, odnosno procene radnog veka. Međutim, u realnim uslovima, ovakva merenja je<br />
praktično nemoguće izvesti, jer je između ostalog dubina jamice funkcija veličine elementa.<br />
Ovo je ilustrovano slici <strong>3.</strong>66, na kojoj je prikazana relativna verovatnoća nalaženja jamica
date dubine u funkciji veličine oblasti pod korozijom. Iz ovog jasno proizilazi da predviđanje<br />
radnog veka kod termoenergetskih postrojenja na osnovu testova izvedenih na malim<br />
laboratorijskim uzorcima nije realno (svrsishodno).<br />
0<br />
0<br />
2R0<br />
d<br />
2 3 2<br />
1<br />
1<br />
a b c<br />
Slika <strong>3.</strong>67. Karakteristični oblici jamica:<br />
a) otvorene sa zaštitnim slojem na površini<br />
b) zatvorene bez zaštitnog sloja<br />
c) zatvorene sa zaštitnim slojem na površini<br />
Legenda:<br />
1 – metal 4 – porozni produkti korozije<br />
2 – rastvor 5 – “poklopac” nad jamicom<br />
3 – zaštitni sloj 6 – otvori u “poklopcu”<br />
Piting korozija se vizuelno uočava u drugom stadijumu i to u vidu oštro definisanih<br />
jamica. Međutim, na osnovu površinskog izgleda ne sme da se sudi o stepenu oštećenja,<br />
zato što podpovršinsko oštećenje može da bude veće, kao što je pokazano na slici <strong>3.</strong>67.<br />
Međusobnim spajanjem nekoliko jamica formira se krater. Karakteristični oblici<br />
pitinga prikazani su na slici <strong>3.</strong>68. Oblik pitinga menja se od nepravilnog do približno<br />
geometrijski pravilnog. Jamice pravilnog geometrijskog oblika koriste se pri analizi<br />
mehanizma piting korozije i njenog modeliranja.<br />
2r<br />
0<br />
2R<br />
2r<br />
a b c<br />
0<br />
e<br />
Slika <strong>3.</strong>68. Jamice pravilnog geometrijskog oblika i njihovi parametri<br />
r0 – poluprečnik centralnog otvora u “poklopcu” zatvorenog pitinga<br />
0 – debljina difuzionog sloja<br />
a-c – polusferne jamice (a – mali otvor; b – veliki otvor; c – zatvoren piting)<br />
d,e – cilindrične jamice (d – sa pasiviziranim zidovima; e – sa pasiviziranim dnom)<br />
f,g – poliedarske jamice (f – tip pravilne zarubljene piramide; g – tip poliedra)<br />
4<br />
0<br />
a<br />
f<br />
2 5<br />
6 6<br />
0<br />
2r<br />
2r0<br />
a<br />
g<br />
0<br />
3
a<br />
50:1<br />
Slika <strong>3.</strong>69. Piting korozija pod naslagama, vodena strana međupregrejačke cevi<br />
Slika <strong>3.</strong>70. Galvanska korozija:<br />
a – kiseonična korozija sa metalnim<br />
bakrom iznad naslaga;<br />
b, c – kiseonična i galvanska korozija sa metalnim<br />
bakrom u kontaktu sa metalom cevi<br />
<strong>3.</strong><strong>3.</strong>5.<strong>3.</strong> <strong>Korozija</strong> u zazorima<br />
b<br />
Tokom eksploatacije metalnih konstrukcija, uključujući i konstrukcije od čelika, može<br />
da dođe do pojave selektivne korozije koja podrazumeva intenzivno razaranje u zazorima.<br />
Zazori su u konstrukcijama neizbežni, nastaju pri spajanju različitih delova koji mogu da<br />
budu od istog ili različitog metala. Najveću osetljivost ka pojavi korozije u zazorima imaju<br />
pasivni metali (koroziono postojane legure, Al-legure), jer u zazorima dolazi do njihove<br />
depasivizacije.<br />
c
Karakteristika korozionih procesa u zazorima je sniženje koncentracije oksidansa<br />
(kiseonika i dr.) u poređenju sa njegovom koncentracijom u rastvoru i sporo odstranjivanje<br />
produkata korozione reakcije iz zazora. Lokalna gustina struje rastvorenog metala u zazoru<br />
je jako visoka, jer je preostala površina van zazora znatno veća. Ovakvim mehanizmom se<br />
objašnjava lokalno nagrizanje metala u zazorima i odsustvo nagrizanja ili slabo nagrizanje<br />
ostale površine metala.<br />
Joni hlora i vodonika ubrzavaju rastvaranje većine metala i legura, odnosno imaju<br />
isto dejstvo kao i kod tačkaste korozije metala. Ova vrsta korozije se odvija u gotovo svakoj<br />
sredini, ali najintenzivnija je u rastvorima hlorida.<br />
Slika <strong>3.</strong>71.Primeri korizije u zazorima<br />
Slika <strong>3.</strong>72. Mehanizam korozije u zazoru<br />
Za razvoj korozije u zazorima, koja je u najvećem stepenu određena difuzionim<br />
procesima, važan činilac predstavlja širina zazora. Najveći stepen korozije metala utvrđen<br />
je ne pri najmanjoj širini zazora ( 0,05 mm), kada je dolazak oksidacionih sredstava jako<br />
otežan, već pri zazorima srednje širine (0,05 – 0,5 mm). Ukoliko je širina zazora manja,<br />
narušavanje pasivnog sloja utoliko se odvija na većoj površini narušava pasivnost, pa<br />
korozija postaje ravnomerna. U zazorima srednje veličine, koncentracija oksidacionog<br />
sredstva se u manjoj meri snižava, pasivnost se lokalno narušava, a korozija postaje<br />
mestimična, šireci se u dubinu. Tako npr. pri ispitivanju nerđajućeg, čelika sa 13% Cr u<br />
morskoj vodi u prisustvu zazora veličine 0,05 i 0,1 mm, korozija u zazorima se pojavila već
posle tri, odnosno šest meseci. Kada je veličina zazora povećana na 0,5, odnosno 1 mm,<br />
korozija u zazorima nije otkrivena.<br />
<strong>3.</strong><strong>3.</strong>6. Opšta korozija<br />
<strong>3.</strong><strong>3.</strong>6.1. Atmosferska korozija<br />
Atmosferska korozija je najrasprostranjeniji oblik elektrohemijske korozije. Javlja se<br />
kao posledica prisustva vlažnog filma na površini metala i spoljnih faktora koji imaju<br />
specifični uticaj na njen tok (temperatura, relativna vlažnost, atmosferski talozi, sunčeva<br />
radijacija, zagađenost vazduha itd.). Atmosferska korozija je proces rastvaranja metala pod<br />
tankim slojem vlage čija debljina iznosi od nekoliko monoslojeva adsorbovanih molekula<br />
vode do vidljivog sloja od 10 – 100 m.<br />
Na osnovu debljine sloja vlage izvršena je podela atmosferske korozije metala na:<br />
suvu, vlažnu i mokru.<br />
Brzina atmosferske korozije metala zavisi od relativne vlažnosti vazduha zbog čega i<br />
postoji zavisnost između brzine korozionih procesa i debljine adsorbovanih slojeva vlage na<br />
površini metala. Za većinu tehničkih metala postoji kritična vrednost relativne vlažnosti<br />
vazduha, iznad koje brzina odvijanja atmosferske korozije postaje značajna. Ova veličina<br />
zavisi od stanja površine metala, prisustva produkata korozije, prirode i koncentracije<br />
agresivnih primesa u atmosferi, temperature i drugih činilaca. Ako je npr. na površini železa<br />
već stvoren nestabilni oksidni sloj, onda se kritična vrednost relativne vlažnosti vazduha<br />
smanjuje, a korozioni proces ubrzava. Na glatkim metalnim površinama železa debljina<br />
adsorpcionih slojeva vlage raste od 15 molekulskih slojeva pri vlažnosti vazduha od 55 %<br />
do 92 molekulska sloja pri vlažnosti vazduha od oko 100 %.<br />
Adsorbovani molekuli vode reaguju sa oksidnim slojem na metalnoj podlozi pri čemu<br />
se stvara hidroksid koji je čvrsto vezan sa oksidom, pa je uklanjanje hidroksida moguće<br />
samo pri temperaturama višim od 373-473 K. Hidroksidi na površini metala deluju kao novi<br />
centri za adsorpciju molekula vode. Kada adsorbovani sloj vlage apsorbuje štetne primese<br />
iz atmosfere, kao što je sumpor-dioksid, korozija protiče intenzivnije.<br />
Hemijski sastav, struktura produkata korozije, kao i priroda i koncentracija agresivne<br />
sredine u velikoj meri utiču na kinetiku atmosferske korozije metalnih materijala. U opštem<br />
slučaju brzina korozije, u svim klimatskim oblastima, u početnom periodu raste, postiže<br />
maksimalnu vrednost, a potom opada usled povećanja debljine sloja korozionih produkata,<br />
slika <strong>3.</strong>7<strong>3.</strong> Povećanje brzine korozije u prvom periodu delovanja agresivne atmosfere<br />
objašnjava se razaranjem prvobitnog oksidnog sloja. Naknadno usporenje korozije u<br />
otvorenoj atmosferi nastaje sa rastom korozionih proizvoda koji elektrohemijski izoluju<br />
aktivnu površinu metala.
Brzina korozije, g/m 2.<br />
mesec<br />
26 a b c<br />
22<br />
18<br />
14<br />
10<br />
6<br />
2<br />
1<br />
2<br />
1<br />
1 2 3 4 1 2 3 4 1 2 3 4<br />
Godine<br />
<strong>3.</strong><strong>3.</strong>7. <strong>Korozija</strong> zavarenih spojeva<br />
1<br />
2<br />
Slika <strong>3.</strong>7<strong>3.</strong> Zavisnost brzine korozije<br />
ugljeničnog čelika od vremena<br />
a) u industrijskoj atmosferi<br />
b) u seoskoj atmosferi<br />
c) u primorskoj atmosferi<br />
Oznake:<br />
1 – pod otvorenim nebom<br />
2 – u prostoriji sa žaluzinom<br />
U slučaju zavarivanja topljenjem, površina metala šava je hrapava, naborana i<br />
predstavlja mesto za pojavu koncentratora napona i mesto na kome se kondenzuje vlaga.<br />
Zavareni spoj može biti prekriven troskom koja je često hemijski reaktivna, posebno ako je<br />
higroskopna. Fizičke greške koji nastaju tokom zavarivanja su opasne same po sebi, ali<br />
mogu da utiču i na pojavu i odvijanje procesa korozije (piting korozija na nemetalnim<br />
uključcima, korozija u zazorima, koja se odvija u porama ili prslinama). Takođe, zaštitne<br />
prevlake na metalima koji se spajaju tokom zavarivanja mogu da sagore, tako da metal<br />
šava i osnovni metal u njegovoj blizini ostaju nezaštićeni.<br />
Navedene pojave utiču na koroziono ponašanje zavarenih konstrukcija. Poželjno je<br />
da zavareni spoj ima glatku i ravnu površinu, bez zazora, tako da se korozioni slojevi mogu<br />
lako ukloniti sa površine zavarenog spoja. Takođe, korozija u ZUT-u kod ugljeničnih i<br />
niskolegiranih čelika je uočena u velikom broju vodenih korozionih sredina, pri pH<br />
vrednostima nižim od 8.<br />
Generalno, od oblika korozije kod zavarenih spojeva se mogu naći:<br />
opšta (ravnomerna) korozija,<br />
galvanska korozija,<br />
lokalizovana piting korozija,<br />
korozija u zazorima,<br />
interkristalna korozija,<br />
naponska korozija,<br />
selektivna korozija,<br />
korozioni zamor,<br />
vodonična krtost i<br />
visokotemperaturna korozija.
Slika <strong>3.</strong>74. Neki oblici korozionih oštećenja koji mogu da se nađu u okolini zavarenog spoja<br />
<strong>3.</strong><strong>3.</strong>7.1. Opšta korozija zavarenih spojeva<br />
Opšta korozija se karakteriše ravnomernim smanjenjem debljine metala, bez<br />
značajnijeg lokalizovanog napada. Tokom odvijanja opšte korozije dolazi do zamene<br />
anodnih i katodnih mesta, usled čega je rastvaranje metala približno jednako po celoj<br />
površini metala, slika <strong>3.</strong>75 a i b. Brzina odvijanja ovog vida korozije se predstavlja dubinom<br />
prodiranja procesa korozije u metal u određenom vremenskom periodu i najčešće se<br />
izražava u m/god, ili u mg/dm 2 . Opšta korozija je znatno manje opasna od lokalizovanih<br />
vidova korozije jer omogućava lako predviđanje veka trajanja konstrukcije, a u slučaju<br />
zavarenih spojeva, lako se sprečava uobičajenim postupcima zaštite, kao što su nanošenje<br />
organskih ili neorganskih zaštitnih prevlaka, primena inhibitora itd. Mnogo opasniji su<br />
lokalizovani vidovi korozije kojima podležu metali otporni prema opštoj koroziji, kao što su<br />
nerđajući čelici i legure obojenih metala.<br />
Slika <strong>3.</strong>75a. Opšta korozija zone zavarenog<br />
spoja kao posledica grube obrade površine<br />
spoja<br />
H 2O<br />
komplekson Na +<br />
komplekson Cu +<br />
H + , H - , H 0<br />
OH -<br />
Cl -<br />
H 2S<br />
O2<br />
Slika <strong>3.</strong>75b. Opšta kiseonična korozija<br />
zavareni spoj dve cevi prekriven<br />
hematitom
<strong>3.</strong><strong>3.</strong>7.2. Galvanska korozija zavarenih spojeva<br />
Galvanska (kontaktna ili bimetalna) korozija se javlja pri kontaktu dva ili više metala<br />
različitog elektrodnog potencijala u prisustvu elektrolita. Ulogu elektrolita mogu da igraju i<br />
slojevi atmosferske vlage, kao i naslage prisutne na površini metala.<br />
Veliki uticaj na odvijanje korozionih procesa ima provodljivost elektrolita, a<br />
galvanska korozija je intenzivnija ukoliko je provodljivost veća. Pri maloj provodljivosti<br />
elektrolita, korozija je ograničena na oblasti metala koje su u kontaktu, dok je pri većoj<br />
provodljivosti galvanska korozija moguća i na većim rastojanjima između različitih metala.<br />
Sa aspekta metala, ukoliko je razlika potencijala između metala u kontaktu veća,<br />
galvanska korozija je intenzivnija. Takođe, kod galvanske korozije je od velikog značaja<br />
odnos anodnih i katodnih površina. Ukoliko je manja površina metala koji se ponaša<br />
anodno u odnosu na površinu metala koji se ponaša katodno, utoliko je korozija anodnog<br />
metala intenzivnija.<br />
Ponašanje različitih metala u kontaktu, u određenoj korozionoj sredini, može se<br />
predvideti na osnovu galvanskog niza. Galvanski nizovi su formirani za različite korozione<br />
sredine, za mnoge metale i legure, kao i njihove varijacije postignute termičkim obradama.<br />
U praksi su zapaženi brojni slučajevi lomova cevovoda i posuda pod pritiskom,<br />
izazvanih galvanskom korozijom zavarenih spojeva. Pri tome se zavareni spoj ponaša<br />
anodno u odnosu na osnovni metal, u datoj korozionoj sredini.<br />
Galvanska korozija se često javlja kod zavarenih spojeva kada je sastav dodatnog<br />
metala različit od sastava osnovnog metala usled razlike elektrohemijskih potencijala, pa<br />
neke oblasti u zavarenom spoju postaju anodne i koroziono aktivnije, slika <strong>3.</strong>76. Takođe,<br />
galvanska korozija se javlja u zavarenim spojevima nekih aluminijumskih legura, ako<br />
dodatni materijal nije bio odgovarajući. Postoje i mnoge druge kombinacije osnovni<br />
metal/zavareni spoj kod kojih dolazi do galvanske korozije. Često se za reparaturno<br />
zavarivanje elemenata od niskolegiranih čelika visoke čvrstoće (HSLA steels) koristi<br />
dodatni materijal od austenitnog nerđajućeg čelika. Ovaj postupak dovodi u kontakt<br />
nerđajući čelik, koji se ponaša katodno, sa HSLA čelikom. U prisustvu korozione sredine na<br />
nerđajućem čeliku se obrazuje vodonik, koji izaziva obrazovanje prslina u zoni uticaja<br />
toplote na HSLA čeliku. Takođe, razlika u temperaturnim koeficijentima širenja ferita i<br />
austenita izaziva značajne unutrašnje napone u zavarenom spoju, koja doprinose<br />
nastajanju prslina.<br />
Slika <strong>3.</strong>76. Razlika elektrohemijskih potencijala osnovnog materijala, ZUT-a i metal šava
Slika <strong>3.</strong>77: Galvanska korozija ZS: posledica razlike potencijala – MŠ plemenitiji<br />
Galvanska korozija može da se javi i prilikom zavarivanja ugljeničnih i niskolegiranih<br />
čelika, slika <strong>3.</strong>77. Da bi se izbegla njena pojava, posebnu pažnju treba posvetiti izboru<br />
dodatnog materijala sa aspekta elektronegativnosti, što praktično znači da je potrebno<br />
izvesti ispitivanje svakog galvanskog para osnovni metal/dodatni materijal u konkretnoj<br />
korozionoj sredini.<br />
<strong>3.</strong><strong>3.</strong>7.<strong>3.</strong> <strong>Korozija</strong> sa niskim pH u zoni uticaja toplote (ZUT)<br />
Pod uticajem radne sredine moguća je pojava korozije usled odstupanja pH<br />
vrednosti vode. Zaostali naponi nastali tokom zavarivanja, čine zavareni spoj posebno<br />
osetljivom, u kiseloj sredini slika <strong>3.</strong>78. <strong>Korozija</strong> u ZUT-u kod ugljeničnih i niskolegiranih<br />
čelika je uočena u velikom broju vodenih rastvora, pri pH vrednostima nižim od 8, slika<br />
<strong>3.</strong>76b. Na martenzitnoj strukturi, ukoliko nastaje tokom zavarivanja, olakšana je katodna<br />
reakcija izdvajanja vodonika, zbog čega je ubrzana i anodna reakcija rastvaranja čelika u<br />
neposrednoj blizini te strukture. Ovaj vid korozije može da se posmatra i kao jedna vrsta<br />
kontaktne, odnosno, galvanske koroziju. Povećanjem pH vrednosti rastvora, otežano je<br />
odvijanje katodne reakcije i izdvajanja vodonika, a samim tim se eliminiše ovaj vid korozije.<br />
Slika <strong>3.</strong>78. Kiselinska korozija (nizak pH) – ZUT je posebno osetljiv na nisku pH
<strong>3.</strong><strong>3.</strong>7.4. Piting korozija zavarenih spojeva<br />
U slučaju zavarenih spojeva piting korozija se često obrazuju na mestima sa<br />
određenom mikrostrukturom, odnosno na mestima metalurške heterogenosti metala i njoj<br />
su posebno podložni zavareni spojevi nerđajućih čelika. U slučaju nerđajućih čelika<br />
obrazovanje pitova se odvija skoro isključivo u zonama neposredno oko MnS uključaka koji<br />
se formiraju u metal šavu tokom spajanja. Prisustvo MnS uključaka je neizbežno, jer je<br />
jedna od uloga mangana u sastavu dodatnog materijala da spreči formiranja niskotopivog<br />
eutektikuma železo sulfida, tako što vezuje sumpor. Međutim, pitingu su podložne i hromom<br />
osiromašene oblasti koje nastaju kao posledica zagrevanja austenitnih čelika do<br />
temperature na kojoj se odvija senzitizacija, kao i granice faza austenit-ferit kod višefaznih<br />
struktura. Ovaj vid korozije se češće javlja ako se primenjuju dodatni materijali sa manjim<br />
sadržajem legirajućih elemenata u odnosu na osnovni metal.<br />
Verovatnoća obrazovanja pitova u metalu šava je velika, zbog postojanja<br />
mikrosegregacija u dendritnoj strukturi. Danas se proizvode dodatni materijali koji imaju<br />
veću otpornost prema piting koroziji nego osnovni metal. Generalno, kombinacijom niskog<br />
sadržaja ugljenika i odgovarajućeg sadržaja azota povećava se otpornost prema pitingu i<br />
naponskoj koroziji zavarenog spoja austenitnih čelika. Nizak sadržaj ugljenika obezbeđuje<br />
da ne dođe do senzitizacije, dok dodatak azota usporava kinetiku termičkog taloženja koja<br />
je u vezi sa segregacijom faza bogatih hromom i molibdenom. Utvrđeno je da pri brzom<br />
hlađenju sa visokih temperatura može doći do formiranja taloga Cr2N tipa u feritu što,<br />
takođe, smanjuje otpornost prema koroziji.<br />
Takođe, piting korozija se može sprečiti ukoliko su u rastvoru prisutni anjoni (na<br />
primer NO3 - SO4 2- itd.) koji otežavaju adsorpciju Cl - jona, ili ih istiskuju sa površine metala.<br />
Pri dovoljno visokoj koncentraciji anjona nerđajući čelik postaje potpuno otporan prema<br />
piting koroziji, tj.navedeni anjoni se ponašaju kao inhibitori piting korozije.<br />
Slika <strong>3.</strong>79a: Za zavarivanje Cr-Ni čelika E<br />
postupkom upotrebljen je dodatni materijal<br />
koji ima manju korozionu postojanost<br />
Slika <strong>3.</strong>79b: Austenitni čelik AISI 304 - Na<br />
mestu reza u agresivnoj sredini, korozija<br />
počinje na mestima linijskih uključaka
<strong>3.</strong><strong>3.</strong>7.5. <strong>Korozija</strong> u zazoru zavarenih spojeva<br />
<strong>Korozija</strong> u zazorima se najčešće javlja na mestima dodira konstrukcionih elemenata<br />
pri postojanju zazora reda veličine 0,1 mm. Osnova korozije u zazorima je diferencijalna<br />
aeracija: u oblastima sa većom koncentracijom kiseonika odvija se katodna reakcija, a na<br />
mestima sa manjom koncentracijom kiseonika anodno rastvaranje metala. Zbog otežanog<br />
pristupa kiseonika u zazore, čelik unutar zazora prestaje da bude pasivan (depasivizira se) i<br />
ubrzano anodno rastvara. Što je veća električna provodljivost elektrolita i veća katodna<br />
površina metala van zazora, utoliko je veća brzina rastvaranja metala u zazoru. U<br />
procesu korozije u zazorima se smanjuje pH vrednost (usled hidrolize jona metala),<br />
odnosno formira se kisela sredina, što dodatno ubrzava proces razaranja metala.<br />
Fizički i mehanički defekti u zavarenom spoju kod ugljeničnih i niskolegiranih čelika,<br />
kao što su mikroprsline, tople i hladne prsline, zazori nastali nepotpunim provarom, ili mesta<br />
prekrivena troskom, su mesta na kojima može doći do zadržavanja elektrolita, slika 38a i b.<br />
Ta mesta su pogodna za odvijanje korozije u zazorima, naročito u sredinama koje sadrže<br />
hloridne jone.<br />
Nerđajući čelici sa većim sadržajem hroma, a posebno molibdena, znatno su<br />
otporniji prema ovom tipu korozije. Kod njih za iniciranje i odvijanje korozije u zazorima nije<br />
neophodno prisustvo hloridnih jona, jer do korozije dolazi i u rastvorima sulfata, nitrata,<br />
acetata, itd.<br />
Slika <strong>3.</strong>80a. Piting i korozija u zazorima u zavarenom spoju nerdajuceg celika 316,<br />
u toploj vodi (90 o C, pH=7,2, 30 ppm Cl-)<br />
Slika <strong>3.</strong>80b: <strong>Korozija</strong> u zazoru izazvana lošim montažnim rešenjem
<strong>3.</strong><strong>3.</strong>7.6. Interkristalna korozija zavarenih spojeva<br />
Interkristalna korozija je vid lokalne korozije koji se manifestuje rastvaranjem oblasti<br />
granica zrna. Nepravilna termička obrada nekih aluminijumskih legura ili austenitnih i<br />
feritnih nerđajućih čelika izaziva izdvajanje sekundarnih faza u oblasti granica zrna i brzu<br />
interkristalnu koroziju. Pri laganom hlađenju ili zagrevanju austenitnih čelika, u<br />
temperaturnom intervalu od 420 do 820°C, izdvajaju se karbidi hroma po granicama zrna,<br />
što izaziva osiromašenje u hromu graničnih oblasti zrna. Ako sadržaj hroma opadne ispod<br />
12%, što je neophodno za održavanje zaštitnog pasivnog filma, oblast postaje<br />
senzitizovana i podložna interkristalnoj koroziji. Granične oblasti, siromašne hromom, imaju<br />
veću brzinu rastvaranja u odnosu na ostale oblasti zrna. Senzitizacija je veoma česta<br />
pojava kod zavarenih spojeva, javlja se u vidu fenomena slabljenja zavarenog spoja u zoni<br />
uticaja toplote, (weld decay) gde dolazi do interkristalne korozije u zoni koja je paralelna<br />
metalu šava na izvesnom udaljenju od njega, slika <strong>3.</strong>81a. Usled taloženja karbida u<br />
granicama zrna, ZUT postaje osetljiv, pa dolazi do njegovog razaranja usled delovanja<br />
lokalne interkristalne korozije,slika <strong>3.</strong>81a.<br />
Oslabljena<br />
zona<br />
Slika <strong>3.</strong>81a. Senzitizacija zavarenog spoja - rastvaranje u oblastima granica zrna<br />
Šav Lice šava<br />
Osnovni metal<br />
Zona uticaja toplote<br />
Zona nemešanja<br />
Zona<br />
nepotpunog<br />
mešanja<br />
Slika <strong>3.</strong>81b. Specifični oblici interkristalne korozije zavarenih spojeva austenitnih čelika
Do senzitizacije ZUT-a najčešće dolazi tokom zavarivanja, ili prilikom žarenja u cilju<br />
uklanjanja zaostalih napona. Žarenjem na temperaturi na kojoj su karbidi hroma potpuno<br />
rastvoreni, uz brzo hlađenje kroz kritični interval temperatura, može da se smanji osetljivost<br />
austenitnih čelika prema ovom vidu interkristalne korozije. Senzitizacija se može izbeći i<br />
smanjenjem sadržaja ugljenika u čeliku (obično ispod 0,03% C), kao i dodavanjem<br />
elemenata koji grade stabilnije karbide od hroma. To su obično titan ili niobijum.<br />
Stabilizovani nerđajući čelici (sa dodatkom Ti ili Nb) mogu postati skloni<br />
lokalizovanom obliku interkristalne korozije sa izrazito oštrim prslinama, poznatom kao<br />
„knife-line attack”, koje se obrazuju u mikrostrukturi ZUT-a neposredno uz metal šava.<br />
,,Knife-line attack’’ se javlja neposredno uz zavareni spoj, a ,,weld decay’’ na većem<br />
rastojanju u odnosu na metal šava, slika <strong>3.</strong>81b. U određenim sredinama, kao što su bazne<br />
sredine, moguća je pojava interkristalne korozije kod zavarenih spojeva niskolegiranih i<br />
nelegiranih čelika, koja vrlo lako prerasta u prsline naponske korozije, slika <strong>3.</strong>82 i <strong>3.</strong>8<strong>3.</strong><br />
Generalno, ukoliko je čelik sklon interkristalnoj koroziji, on je sklon i<br />
naponskoj koroziji.<br />
Slika <strong>3.</strong>82. Interkristalna korozija u prisustvu OH - jona (kausticna krtost) parovoda<br />
izrađenog od niskougljenicnog celika, u blizini zavarenog spoja<br />
osnovni materijal metal šava osnovni materijal<br />
(niskougljenični čelik) (austenitna osnova) (niskougljenični čelik)<br />
Slika <strong>3.</strong>8<strong>3.</strong> Interkristalne prsline usled naponske korozije metala šava niskougljeničnog<br />
čelika zavarenog austenitnom elektrodom
<strong>3.</strong><strong>3.</strong>7.7. Naponska korozija zavarenih spojeva<br />
Naponska korozija zavarenih spojeva uobičajeno se inicira na mestima gde je<br />
narušena homogenost površine ili gde je razaren zaštitni pasivni film pri mašinskoj obradi,<br />
zavarivanju, eksploataciji ili tokom hemijskog čišćenju metala, slika <strong>3.</strong>84 i <strong>3.</strong>85.<br />
Zavareni spojevi, zbog svoje heterogene mikrostrukture, mogu da budu osetljivi<br />
prema naponskoj koroziji u specifičnoj korozionoj sredini, jer su često izloženi dejstvu<br />
zaostalih ili radnih napona. Kao proizvod korozionih reakcija na vrhu prsline može da se<br />
izdvaja vodonik, koji potpomaže rast prsline jer difunduje u oblast vrha prsline i dovodi do<br />
pojave krtosti u toj zoni (lokalna vodonične krtost). Ovaj proces može da bude olakšan,<br />
ukoliko se tokom zavarivanja formiraju faze koje imaju manji otpor ka širenju prslina gruba<br />
struktura zone pregrevanja, martenzit, itd. (npr. u slučaju niskog unosa toplote).<br />
Kod austenitnih čelika povećanjem sadržaja ferita u metalu šava smanjuje se<br />
sklonost prema pojavi naponske korozije (približno 50% ferita obezbeđuje optimalnu<br />
otpornost prema naponskoj koroziji).<br />
Takođe, i radna sredina ima veliki uticaj na pojavu naponske korozije zavarenih<br />
spojeva, a sredine u kojima se uobičajeno javlja naponska korozija su vodeni rastvori.<br />
Primer je naponska korozija zavarenih spojeva niskougljeničnih čelika u prisustvu<br />
karbonata, koji nastaju kao posledica rastvaranja kiselih gasova (CO2 i H2S) gde se prslina<br />
razvija anodnim rastvaranjem. U slučaju odvijanja naponske korozije mehanizmom<br />
anodnog rastvaranja dolazi do pojave grananja prsline i na površini loma su vidljivi produkti<br />
korozije. Generalno, niskougljenični i čelici legirani manganom svoju otpornost na naponsku<br />
koroziju duguju čvrstoći, tako da mikrostrukture manje čvrstoće koje se obrazuju u ZUT-u<br />
imaju manju otpornost prema naponskoj koroziji.<br />
a) b) c)<br />
Slika <strong>3.</strong>84. Naponska korozija zavarenih spojeva:<br />
a) inicirana na mestu geometrijskih defekata; b) inicirana na spoljašnjoj površini u<br />
ZUT-u; c) inicirana na unutrašnjoj površini u ZUT-u<br />
140x<br />
Slika <strong>3.</strong>85. Naponska korozija na<br />
mestu nedovoljnog vezivanja<br />
mikrostruktura
<strong>3.</strong><strong>3.</strong>7.8. Korozioni zamor zavarenih spojeva<br />
Korozioni zamor, za razliku od naponske korozije, se odvija pri dinamičkom<br />
naprezanju. Korozioni zamor, kao mehanizam oštećenja, se najčešće javlja u zonu<br />
zavarenog spoja. Koroziona sredina znatno olakšava obrazovanje i rast zamorne prsline,<br />
a faktori koji utiču na brzinu rasta koroziono zamorne prsline su mehanički, metalurški i<br />
elektrohemijski.<br />
Korozioni zamor se odvija jedino pri niskim učestalostima ciklusa napona (mali<br />
broj ciklusa u vremenu), za razliku od zamora u inertnoj sredini, koji se odvija i pri niskim i<br />
pri visokim učestalostima. Razlog za ovo je relativno sporo odvijanja korozionih reakcija, ili<br />
difuzije vodonika do mesta loma (vrha prsline).<br />
Od metalurških faktora najbitniji su hemijski sastav i mikrostruktura legure, nastala<br />
termičkom, mehaničkom ili termomehaničkom obradom, a od elektrohemijskih faktora<br />
najveći značaj imaju pH vrednost, sastav i koncentracija korozione sredine i elektrodni<br />
potencijal materijala.<br />
Slika <strong>3.</strong>85a. Korozioni zamor u podužnom<br />
zavarenom spoju između cevi i membrane<br />
– ciklični napon je izazvan termičkim<br />
fluktuacijama<br />
Slika <strong>3.</strong>85b. Korozioni zamor u zavarenom<br />
spoju<br />
1 – ciklični napon i hemijska korozija<br />
2– ciklični napon i elektrohemijska korozija<br />
Prisustvo fizičkih defekata u zavarenom spoju kod ugljeničnih i niskolegiranih čelika,<br />
kao i prisustvo zaostalih zateznih napona posle zavarivanja, znatno smanjuju otpornost<br />
prema korozionom zamoru. Oblik šava, kao i njegova geometrija, imaju takođe veliki uticaj.<br />
Efikasan način sprečavanja korozionog zamora zavarenih spojeva je uklanjanje zaostalih<br />
zateznih napona i njihova zamena naprezanjima na pritisak, npr. sačmarenjem.<br />
Zajednička osobina procesa naponske korozije i korozionog zamora je subkritični<br />
rast prsline, do veličine pri kojoj nastaje brzi, iznenadni lom. Druga zajednička<br />
osobina je da se svi pomenuti procesi odvijaju mehanizmima koji su lokalizovani u<br />
oblasti vrha prsline. Takvi procesi su često glavni uzrok eksploatacionih lomova.
<strong>3.</strong><strong>3.</strong>7.9. Selektivna korozija zavarenih spojeva<br />
Selektivna korozija predstavlja vid korozije pri kome dolazi do selektivnog<br />
rastvaranja manje plemenite komponente legure, slika <strong>3.</strong>86.. Na primer kod mesinga dolazi<br />
do decinkacije, odnosno do selektivnog rastvaranja Zn, pri čemu čemu ostaje porozna,<br />
mehanički slaba matrica od Cu. Moguće je da prilikom decinkacije da dođe i do<br />
istovremenog rastvaranja Cu i Zn, uz naknadno taloženje Cu. Selektivna korozija se javlja i<br />
kod drugih legura, npr. grafitizacija kod livenog gvožđa, osiromašenje na Al kod Al-bronzi, ili<br />
osiromašenje na Ni kod Cu-Ni legura, kod austentnih dvofaznih legura, odnosno u svim<br />
sistemima gde je jedna faza plementija od druge. S obzirom na prirodu navedenih metala, u<br />
istim uslovima se javlja i selektivna korozija njihovih zavarenih spojeva.<br />
Po svom prostiranju selektivna korozija može da se odvija rastvaranjem metala u<br />
slojevima, ili lokalno, u vidu jamica, odnosno čepova.<br />
Slika <strong>3.</strong>86 Selektivna korozija ZS nerđajućeg čelika u oblasti velike količine ferita – ferit je<br />
anoda<br />
<strong>3.</strong><strong>3.</strong>7.10. Vodonična krtost zavarenih spojeva<br />
Vodonična krtost je posledica kombinovanog dejstva vodonika i zaostalih, ili<br />
spoljašnjih, zateznih napona i manifestuje na različite načine: obrazovanje i rast prslina,<br />
obrazovanje blistera - razdvajanja, smanjenje duktilnosti, itd.<br />
Tipična prslina izazvana vodonikom kod zavarenih spojeva prostire se u veličini<br />
jednog do dva zrna u zonu uticaja toplote. Vodonik koji difunduje u metal i izaziva<br />
vodoničnu krtost, često nastaje kao produkt korozionih reakcija, a može nastati i pri<br />
različitim postupcima obrade metala (nanošenje elektrolitičkih prevlaka, itd.). Isto tako,<br />
sumpor prisutan u čeliku ili u korozionoj sredini (npr. kao H2S), olakšava ulazak vodonika u
metal, i na taj način što usporava rekombinaciju atomskog u molekulski vodonik,<br />
ostavljajući dovoljno vremena atomarnom vodoniku da difunduje u metal.<br />
Slika <strong>3.</strong>87. Tipovi vodonične krtosti u zavarenom spoju<br />
(specifični za petrohemijsku industriju):<br />
a) OM – stepenasti lom izazvan vodonikom njegovom<br />
akumulacijom po greškama u strukturi (Hydrogen induced<br />
cracking - stepwise HIC-SWC),<br />
b) ZUT – sulfidna naponska korozija SSC i jedan tip<br />
naponskog loma izazvan vodonikom, – (stress oriented<br />
hydrogen induced cracking – SOHIC);<br />
c) metal šava – sulfidna naponska korozija (SSC).<br />
Vodonik ima veću rastvorljivost u rastopljenom metalu šava nego u čvrstom metalu,<br />
tako da se u toku očvršćavanja postiže zasićenje metala šava vodonikom. Jedan deo<br />
vodonika odlazi u okolnu atmosferu, dok se znatna količina vodonika transportuje difuzijom<br />
u zonu uticaja toplote (ZUT). Pošto fuziona zona ima najveću brzinu hlađenja kod nekih<br />
metala može dovesti do pojave mikrostruktura osetljivih prema lomu (npr. martenzit).<br />
Kombinacija visokog sadržaja vodonika i krte mikrostrukture može da bude uzrok<br />
nastajanja prslina, koje se karakterišu relativno sporim rastom. Na slici <strong>3.</strong>87. prikazani su<br />
različiti tipovi vodonične krtosti u zavarenom spoju, dok je na slici <strong>3.</strong>88. prikazno vodonično<br />
oštećenje zavarenog spoja kao posledica intenzivne korozije u ovoj zoni (izvor vodonika je<br />
korozioni proces).<br />
Slika <strong>3.</strong>88. Vodonično oštećenje u zavarenom spoju
Hladne prsline su takođe posledica absorpcije vodonika od strane<br />
rastopljenog metala u toku zavarivanja i predstavljaju vid vodonične krtosti. Izvori<br />
vodonika mogu biti prisutna vlaga ili organska jedinjenja na površini spoja, vlaga prisutna u<br />
elektrodama ili oblogama elektroda ili visoka vlažnost okoline. Pri brzom hlađenju<br />
zavarenog spoja, vodonik zaostao u metalu šava prouzrokuje formiranje unutrašnjih prslina<br />
ili drugih oštećenja. Pored toga, ZUT može da sadrži martenzitnu fazu koja postaje dodatno<br />
krta u prisustvu vodonika. Ovakvom vidu loma skloni su ugljenični čelici koji sadrže 0,25 do<br />
0,35 % C, neki niskolegirani čelici, kao i martenzitni ili taložno ojačani nerđajući čelici.<br />
Metali i legure sa površinski centriranom kubnom rešetkom su otporniji prema<br />
vodoničnoj krtosti nego metali i legure sa zapreminski centriranom kubnom rešetkom,<br />
međutim, hladna deformacija povećava osetljivost obe ove strukture prema vodoničnoj<br />
krtosti. Metali i legure koji lako formiraju hidride takođe, postaju krti u prisustvu vodonika.<br />
<strong>3.</strong><strong>3.</strong>7.11. Oksidacija zavarenih spojeva<br />
Zavareni spojevi tokom dugotrajnog izlaganja korozionoj sredini na visokim<br />
temeperaturama, kao i ostali metali mogu da budu izloženi oksidaciji. Ovaj tip hemijske<br />
korozije je suštinski selektivan kod visokolegiranih čelika. Na slici <strong>3.</strong>89 je prikazan je izgled<br />
oksidacije kod zavarenih spojeva.<br />
Slika <strong>3.</strong>89. Zavareni spoj dve cevi prekriven magnetitom<br />
(cevi izložene oksidaciji)













