Toomas Tammer - Lõikeriistade taastamine - Tallinna Tehnikakõrgkool
Toomas Tammer - Lõikeriistade taastamine - Tallinna Tehnikakõrgkool Toomas Tammer - Lõikeriistade taastamine - Tallinna Tehnikakõrgkool
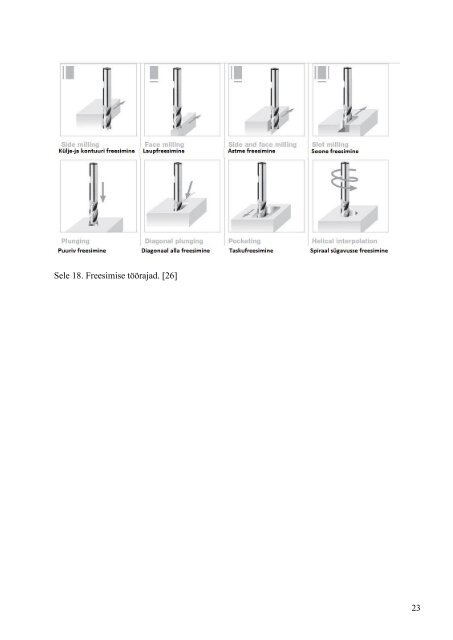
3.1 Freesimissuunad Alla freesimine, kus freesi pöörlemine ja ettenihkeliikumine toimuvad ühes suunas, vt sele 18. Freesi lõikeserv hakkab materjali tungimisel lõikama maksimaalse paksusega laastu, mis põhjustab löögilise koormuse ja eeldab tööriista materjali head löögitaluvust. Mis tänapäeva lõikeinstrumenditele ei valmista nii suurt probleemi kui nt kümme aastat tagasi. Kasutatakse põhiliselt tänapäeva seadmetes kus freesi juhitakse arvutist ja kus rakis on tugevalt kinnitatud töölauale. Töötlemisel tekkiv lõikejõud surub tooriku koos rakisega vastu töölauda, mis soodustab kinnituse jäikuse suurenemist. Freesi hamba edasisel pöördumisel väheneb lõigendi paksus ja on minimaalne materjalist väljumisel. See tagab töödeldud pinna hea sileduse, mis on alla freesimise oluliseks eeliseks. Lisaks heale pinna siledusele pikendab see ka tööriista eluiga. Vastufreesimisel ettenihkeliikumine toimub freesi pöörlemisele vastassuunas. Sisselõikamise hetkel on lõigendi paksus minimaalne ja kasvab, kuni saavutab hamba lõikest väljumise eel maksimaalse väärtuse. Järelikult väheneb löögilise koormuse mõju freesi hammastele. Samal ajal tekitab minimaalne laastu paksus sisselõikamisel freesi hamba libisemist eelmise hamba poolt töödeldud pinnal, mis põhjustab töödeldud pinna kareduse suurenemist ja freesi hamba tuntavat kulumist tagapinnalt. Freesimisel mõjuvad lõikejõud püüavad toorikut rebida töölaualt üles, soodustades vibratsiooni tekkimist ning see juures ka tööriista eluea vähenemist (vt sele 17). Sele 17. Freesimis suunad. [26] 22
Sele 18. Freesimise töörajad. [26] 23
- Page 1 and 2: Toomas Tammer “LÕIKERIISTADE TAA
- Page 3 and 4: SISSEJUHATUS Käesolev uurimistöö
- Page 5 and 6: pindamise protsessi temperatuur jä
- Page 7 and 8: 1.1.3 Kõvapinne CrN CrN on hõbeda
- Page 9 and 10: 1.2.2 Kõvapinded AlCrN AlCrN sisal
- Page 11 and 12: Pindade kihtide puhul on võimalik
- Page 13 and 14: Sele 11: Pinnete kõvadused erineva
- Page 15 and 16: 2. KIIRLÕIKETERASED JA KÕVASULAMI
- Page 17 and 18: Metallkeraamilised materjalid on l
- Page 19 and 20: kadusid praagi näol. Sellele vaata
- Page 21: Sele 16. Erineva lõikeservade arvu
- Page 25 and 26: Seerjuures pinde paksus suureneb ku
- Page 27 and 28: Esimene ja teine katsetus on tehtud
- Page 29 and 30: hinnaerinevus 0,0 EUR -230,6 EUR -2
- Page 31 and 32: Lisa 1-Lõikeparameetrid ja valemid
- Page 33 and 34: VIIDATUD ALLIKAD 1. Industrial engi
Sele 18. Freesimise töörajad. [26]<br />
23


