SS-EN 287-1:2011 och SS-EN ISO 9606 Certifiering av ... - Inspecta
SS-EN 287-1:2011 och SS-EN ISO 9606 Certifiering av ... - Inspecta
SS-EN 287-1:2011 och SS-EN ISO 9606 Certifiering av ... - Inspecta
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
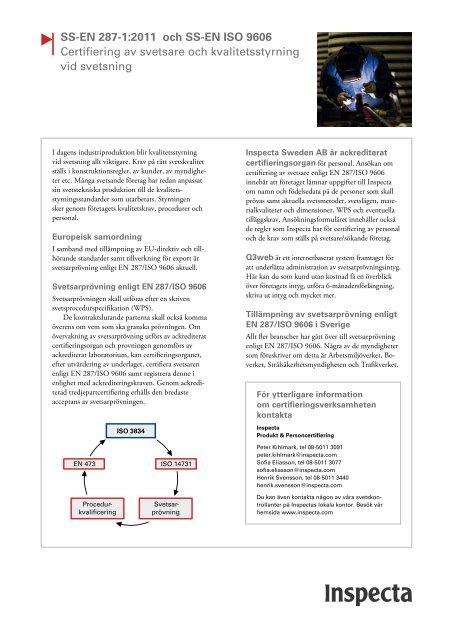
<strong>SS</strong>-<strong>EN</strong> <strong>287</strong>-1:<strong>2011</strong> <strong>och</strong> <strong>SS</strong>-<strong>EN</strong> <strong>ISO</strong> <strong>9606</strong><strong>Certifiering</strong> <strong>av</strong> svetsare <strong>och</strong> kvalitetsstyrningvid svetsningI dagens industriproduktion blir kvalitets styrningvid svetsning allt viktigare. Kr<strong>av</strong> på rätt svets kvalitetställs i konstruktionsregler, <strong>av</strong> kunder, <strong>av</strong> myndigheteretc. Många svetsande företag har redan anpassatsin svetstekniska produktion till de kvalitetsstyrningsstandardersom utarbetats. Styrningensker genom företagets kvalitetskr<strong>av</strong>, procedurer <strong>och</strong>personal.Europeisk samordningI samband med tillämpning <strong>av</strong> EU-direktiv <strong>och</strong> tillhörandestandarder samt tillverkning för export ärsvetsarprövning enligt <strong>EN</strong> <strong>287</strong>/<strong>ISO</strong> <strong>9606</strong> aktuell.Svetsarprövning enligt <strong>EN</strong> <strong>287</strong>/<strong>ISO</strong> <strong>9606</strong>Svetsarprövningen skall utföras efter en skrivensvetsprocedurspecifikation (WPS).De kontraktslutande parterna skall också kommaöverens om vem som ska granska prövningen. Omövervakning <strong>av</strong> svetsarprövning utförs <strong>av</strong> ackredi teratcertifieringsorgan <strong>och</strong> provningen genomförs <strong>av</strong>ackrediterat laboratorium, kan certifieringsorganet,efter utvärdering <strong>av</strong> underlaget, certifiera svetsarenenligt <strong>EN</strong> <strong>287</strong>/<strong>ISO</strong> <strong>9606</strong> samt registrera denne ienlighet med ackrediterings kr<strong>av</strong>en. Genom ackrediteradtredjepartcertifiering erhålls den bredasteacceptans <strong>av</strong> svetsarprövningen.<strong>ISO</strong> 3834<strong>Inspecta</strong> Sweden AB är ackrediteratcertifieringsorgan för personal. Ansökan omcertifiering <strong>av</strong> svetsare enligt <strong>EN</strong> <strong>287</strong>/<strong>ISO</strong> <strong>9606</strong>innebär att företaget lämnar uppgifter till <strong>Inspecta</strong>om namn <strong>och</strong> födelsedata på de personer som skallprövas samt aktuella svets metoder, svetslägen, materialkvaliteter<strong>och</strong> dimensioner, WPS <strong>och</strong> eventuellatilläggskr<strong>av</strong>. Ansökningsformuläret innehåller ocksåde regler som <strong>Inspecta</strong> har för certifiering <strong>av</strong> personal<strong>och</strong> de kr<strong>av</strong> som ställs på svetsare/sökande företag.Q3web är ett internetbaserat system framtaget föratt underlätta administration <strong>av</strong> svetsarprövnings intyg.Här kan du som kund utan kostnad få en överblicköver företagets intyg, utföra 6-månadersförlängning,skriva ut intyg <strong>och</strong> mycket mer.Tillämpning <strong>av</strong> svetsarprövning enligt<strong>EN</strong> <strong>287</strong>/<strong>ISO</strong> <strong>9606</strong> i SverigeAllt fler branscher har gått över till svetsar prövningenligt <strong>EN</strong> <strong>287</strong>/<strong>ISO</strong> <strong>9606</strong>. Några <strong>av</strong> de myndighetersom föreskriver om detta är Arbetsmiljöverket, Boverket,Strålsäkerhetsmyndigheten <strong>och</strong> Trafikverket.För ytterligare informationom certifieringsverksamhetenkontakta<strong>Inspecta</strong>Produkt & Personcertifiering<strong>EN</strong> 473SvetsarprövningProcedurkvalificering<strong>ISO</strong> 14731Peter Kihlmark, tel 08-5011 3091peter.kihlmark@inspecta.comSofia Eliasson, tel 08-5011 3077sofia.eliasson@inspecta.comHenrik Svensson, tel 08-5011 3440henrik.svensson@inspecta.comDu kan även kontakta någon <strong>av</strong> våra svetskontrollanterpå <strong>Inspecta</strong>s lokala kontor. Besök vårhemsida www.inspecta.com
Giltighetsområden enligt <strong>SS</strong>-<strong>EN</strong> <strong>287</strong>-1:<strong>2011</strong>SvetsmetodMetallbågsvetsning med belagd elektrod 111Metallbågsvetsning med rörelektrod utan gasskydd 114Pulverbågsvetsning med trådelektrod 121Pulverbågsvetsning med rörelektrod 125MIG-svetsning 131MAG-svetsning med trådelektrod 135MAG-svetsning med metallpulverfylld rörelektrod 138MAG-svetsning med flussfylld rörelektrod 136TIG-svetsning med tillsatsmaterial 141, 145TIG-svetsning utan tillsatsmaterial 142Plasmabågsvetsning 15Gassvetsning 311Andra smältsvetsmetoder efter överenskommelse –Grundmaterial –Materialgrupp för provstycke enligt <strong>ISO</strong>/TR 15608GiltighetsområdeEndast den använda svetsmetoden.Undantagna är• Metod 135 <strong>och</strong> metod 138 som ger giltighet för varandra.• Metod 141 <strong>och</strong> metod 145 som ger giltighet för varandra.• Metod 141 <strong>och</strong> 145 ger giltighet för metod 142.Giltighetsområde1.1, 1.2, 1.4 Stål med en nominell sträckgräns R eH≤ 360 N/mm 2 1.1, 1.2, 1.41.3 Normaliserade finkornstål med en nominell sträckgräns 360 N/mm 2 < R eH≤ 460 N/mm 2Termomekaniskt behandlade finkornstål <strong>och</strong> gjutstål med en nominell sträckgräns2R eH> 360 N/mm 2Seghärdade stål <strong>och</strong> utskiljningshärdade stål, undantaget rostfria stål, med en nominell3sträckgräns R eH> 360 N/mm 24 1) Låglegerade Cr-Mo-(Ni)-stål med Mo ≤ 0,7% <strong>och</strong> V ≤ 0,1%5 1) Vanadinfria Cr-Mo-stål med C ≤ 0,35%6 1) Vanadinlegerade Cr-Mo-(Ni)-stål7 Ferritiska, martensitiska eller utskiljningshärdade rostfria stål med C ≤ 0,35% <strong>och</strong> 10,5% ≤ Cr ≤ 30%1, 2, 3, 9.1, 111, 2, 3, 4, 5, 6, 7, 9.1, 118 Austenitiska rostfria stål 8, 9.2, 9.3, 10 2)9.1 Nickellegerade stål med Ni ≤ 3% 1, 2, 3, 9.1, 119.2, 9.3 Nickellegerade stål med 3% < Ni ≤ 10% 1.1, 1.2, 1.4, 9.2, 9.310 Austenitferritiska (duplexa) stål 8, 9.2, 9.3, 10 2)11 Stål i grupp 1 men med skillnaden att 0,25% < C ≤ 0,5% 1, 111)Varmhållfasta stål2)8 resp. 10 mot övriga stålsorterSvetsmetod Tillsatsmaterial vid provläggning 1) GiltighetsområdeA, RA, RB, RC, RR, R A, RA, RB, RC, RR, R111BA, B, RA, RB, RC, RR, RCC114 Rörelektroder utan gasskydd V, W, Y, Z V, W, Y, Z131 Trådelektrod 131135 Trådelektrod 135, 138138 Metallpulverfylld rörelektrod 135, 138Basisk rörelektrod B B, R, P, Z136Rutila rörelektroderR, PÖvriga rörelektroderZR, P, Z141, 15, 311, 142, 145Trådelektrod eller st<strong>av</strong> S S, nmUtan tillsatsmaterial nm nm1)Typ <strong>av</strong> tillsatsmaterial vid provläggning <strong>av</strong> rotsträng utan rotstöd (ss nb) är den typ som är kvalificerad för svetsning <strong>av</strong> rotsträng i produktion.GodstjocklekGiltighetsområde (mm)t (mm) Stumsvets (BW) Kälsvets (FW)t < 3 t - 2Xt Metod 311: t - 1,5Xt t - 33 ≤ t ≤ 12 3 - 2Xt Metod 311: 3 - 1,5Xtt > 12 t ≥ 5≥ 3YtterdiameterD (mm)D ≤ 25D > 25Giltighetsområde (mm)D - 2XD≥ 0,5XD (25 mm min.)
Plåt Svetsläge provstycke Giltighet i plåt Giltighet i rörSvetslägen inom parentes Svetslägen inom parentesges vid kompletterande ges vid kompletterandeförenklat kälsvetsprov. förenklat kälsvetsprov.D ≥ 150 mm D ≥ 500 mmKälsvets (FW)1 Liggande horisontalPA1, 2 11, 14 –2Stående horisontalPB1, 2 11, 14 –3Stående vertikalstigande svetsPF1, 2, 3 11, 14 –4Stående vertikalfallande svetsPG4 – –5UnderuppPD1, 2, 3, 5 11, 14 15Stumsvets (BW)6HorisontalPA6 (1, 2) 16 (11, 14) –7Liggande vertikalPC6, 7 (1, 2) 16, 19 (11, 14) –8Stående vertikalstigande svetsPF6, 8 (1, 2, 3) 16 (11, 14) –9Stående vertikalfallande svetsPG9 (4) – –10UnderuppPE6, 7, 8, 10 (1, 2, 3, 5) 16, 19 (11, 14) 17 (15)Rör Svetsläge provstycke Giltighet i plåt <strong>och</strong> rörKälsvets (FW)11Horisontalt vridbartPB1, 2, 11, 1412Horisontalt inspäntstigande svetsPH1, 2, 3, 5, 11, 12, 14, 1513Horisontalt inspäntfallande svetsPJ1, 2, 4, 5, 11, 13, 14, 1514Vertikalt inspäntPB1, 2, 11, 1415UnderuppPD1, 2, 3, 5, 11, 14, 15Stumsvets (BW)16Horisontalt vridbartPA6, 16 (1, 2, 11, 14)17Horisontalt inspäntstigande svetsPH6, 8, 10, 16, 17 (1, 2, 3, 5, 11, 12, 14, 15)18Horisontalt inspäntfallande svetsPJ6, 9, 10, 16, 18 (1, 2, 4, 5, 11, 13, 14, 15)19Vertikalt inspäntPC6, 7, 16, 19 (1, 2, 11, 14)20Inspänt med lutning 45°svetsning uppåtH-L0456, 7, 8, 10, 16, 17, 19, 20 (1, 2, 3, 5, 11, 12, 14, 15)21Inspänt med lutning 45°svetsning nedåtJ-L0456, 7, 9, 10, 16, 18, 19, 21 (1, 2, 4, 5, 11, 13, 14, 15)17+1918+19Kombinationsprov.För D ≥ 150 mm kan ettprovstycke användas.PH+PCPJ+PC6, 7, 8, 10, 16, 17, 19, 20 (1, 2, 3, 5, 11, 12, 14, 15)6, 7, 9, 10, 16, 18, 19, 21 (1, 2, 4, 5, 11, 13, 14, 15)Svetsdetaljer Detaljer om svetsning <strong>av</strong> provstycket GiltighetsområdeDetaljer om svetsning för stumsvetsarLagerantal för kälsvetsarSpeciellt för metod 311 (gassvetsning)Svetsning från en sida utan rotstöd ss nb ss mb, ss nb, bsSvetsning från en sida med rotstöd ss mbSvetsning från båda sidorbsss mb, bsEtt lager sl slFlera lager ml ml, slFrånsvetsning lw lwMotsvetsning rw rw