

Handbok för reparations- och underhållssvetsning - Esab
Handbok för reparations- och underhållssvetsning - Esab
Handbok för reparations- och underhållssvetsning - Esab

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Klippdynor <strong>och</strong> stansar<br />
Rekommenderad procedur<br />
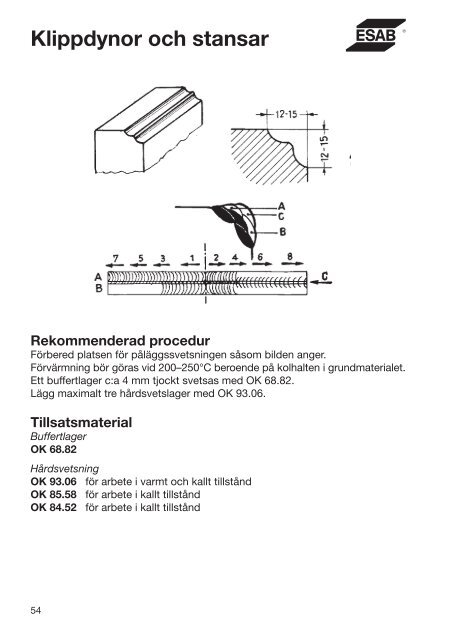
Förbered platsen <strong>för</strong> påläggssvetsningen såsom bilden anger.<br />
Förvärmning bör göras vid 200–250°C beroende på kolhalten i grundmaterialet.<br />
Ett buffertlager c:a 4 mm tjockt svetsas med OK 68.82.<br />
Lägg maximalt tre hårdsvetslager med OK 93.06.<br />
Tillsatsmaterial<br />
Buffertlager<br />
OK 68.82<br />
Hårdsvetsning<br />
OK 93.06 <strong>för</strong> arbete i varmt <strong>och</strong> kallt tillstånd<br />
OK 85.58 <strong>för</strong> arbete i kallt tillstånd<br />
OK 84.52 <strong>för</strong> arbete i kallt tillstånd<br />
54














