Slutrapport energieffektiv framställning av betong.pdf
Slutrapport energieffektiv framställning av betong.pdf
Slutrapport energieffektiv framställning av betong.pdf

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
2011<br />
Bergkrossmaterial som ballast i Betong<br />
Björn Lagerblad & Mikael Westerholm<br />
CBI Betonginstitutet<br />
ballast<br />
Tunnslip 5 mm<br />
Hans-Erik Gram<br />
Cementa AB<br />
ballast<br />
Polerad yta 15 cm<br />
Ballast<br />
cement<br />
SEM 50 µm<br />
1
2011<br />
Orientering<br />
Bakgrunden till detta arbete är Svenska regeringens naturgrusmål som <strong>av</strong> miljöskäl vill<br />
minska användningen <strong>av</strong> naturgrus. En <strong>av</strong> de största förbrukarna <strong>av</strong> är tillverkning <strong>av</strong> <strong>betong</strong><br />
där finmaterialet (0-8 mm) huvudsakligen kommer från naturgrus. Om naturgrusmålet skall<br />
uppnås måste stora delar <strong>av</strong> denna sand ersättas med krossprodukter.<br />
Krossprodukterna skiljer från naturgrus främst genom att partiklarna är mera kantiga och har<br />
en råare yta. Detta beror på att naturgrus även om det ursprungligen kommer från berg har<br />
bearbetats och nötts <strong>av</strong> i naturen, framför allt under istiden. Dessutom har många svagare<br />
material under tidens gång brutits ner. Då krossballast har andra egenskaper än naturgrus<br />
måste man lära sig förstå dess egenskaper och anpassa <strong>betong</strong>proportioneringen till dessa.<br />
Ett <strong>av</strong> problemen är att med nuvarande proportioneringsmetodik så kommer övergången från<br />
natur- till krossballast att innebära att <strong>betong</strong> för att uppnå en erforderlig styrka kommer att<br />
kräva mera cement. För att motverka detta måste man bättre lära sig att utnyttja<br />
krossballastens specifika egenskaper och finna kvalitetskriterier för att kunna reducera<br />
cementförbrukningen. Metoder och tester för produktionskontroll är också viktigt.<br />
Undersökningen bygger på ett mycket omfattande material och olika typer <strong>av</strong> undersökningar.<br />
Dessa finns redovisade i CBI-rapport 1:2008 och x:2011. Föreliggande rapport är en<br />
förenklad version.<br />
2
2011<br />
Sammanfattning<br />
Det finns i Sverige en lokal brist på naturgrus. Dessutom vill man <strong>av</strong> miljöskäl bevara<br />
kvarvarande naturgrusförekomster. Krossat berg utgör det mest realistiska alternativet till<br />
naturgrus.<br />
Krossballast skiljer sig från naturgruset genom annorlunda kornkurva, kornform och<br />
partikelyta.. Kornformen är flakigare och kantigare och kornytan är råare, vilket ökar<br />
cementbehovet för en viss konsistens och hållfasthet. Filler och mängden finmaterial är ofta<br />
för stor.<br />
I Sverige ligger bergtäkterna huvudsakligen i granitiskt berg. Bergartstextur och mineralogi<br />
<strong>av</strong>gör kornform och ytstruktur. Metoder att fragmentera berget påverkar framför allt de grövre<br />
partiklarnas kornform och yta medan de finaste partiklarnas kornform och yta bestäms <strong>av</strong><br />
vilka mineral som ingår i bergarten. Granit består <strong>av</strong> en viss uppsättning mineral, framför allt<br />
kvarts, fältspat, plagioklas och glimmer.<br />
En färsk <strong>betong</strong> är en partikelslurry där de olika fragmenten rör sig mot varandra. En flakig<br />
och kantig partikel behöver mera <strong>av</strong> finare material och vatten för att kunna röra sig än en<br />
rund. Detta gäller i alla fraktioner ner till det finaste materialet. Krossballast har flakigare och<br />
kantigare fragment i alla fraktioner vilket i slutändan medför att man måste öka mängden<br />
pasta (cement, filler och vatten) för att få samma rörlighet. Speciellt besvärlig är fri glimmer,<br />
som är ett flakigt mineral.<br />
Halten glimmer i olika graniter varierar kraftigt från nästan inget till 20-30 %, halter som<br />
återspeglas i form <strong>av</strong> fri glimmer i finfraktionerna. De bergarter som är glimmerfattiga ger det<br />
bästa finmaterialet och man kan utan problem tillverka <strong>betong</strong> med det. En först åtgärd när det<br />
gäller krossgrus är därför att finna ett bra berg med låg glimmerhalt. Kalksten och basiska<br />
bergarter ger ofta bättre finballast än granitiskt berg, men de kan ge problem med<br />
beständighet.<br />
Med hjälp <strong>av</strong> krossningsmetodik (VSI-krossning) kan man få mera kubiska korn ner till en<br />
den storlek när fria mineral börjar bli vanligast (mineralgränsen) beror på bergartens grovlek.<br />
Fri glimmer är normalt vanligt i fraktioner under runt 0,5 mm. Man kan även minska halten<br />
glimmer genom att vindsikta materialet och ersätta fillerfraktionen med något annat. Det finns<br />
andra klassificeringsmetoder men de blir dyrbara. Det viktigaste för att få en krossprodukt<br />
som passar för <strong>betong</strong>tillverkning är därför att välja rätt berg, berg med låg glimmerhalt.<br />
För att kunna spara cement måste man först se till att ha bra kubisk ballast för att minska<br />
vatten behovet. Därefter måste man arbeta med pasta (mikrobruket) och hur man kan öka dess<br />
volym utan att behöva höja cementhalten. Provningar har visat att man kan minska halten<br />
cement utan att sänka styrkan genom att öka fillermängden samtidigt som hålla vct hålls<br />
konstant. Detta kräver emellertid att man ökar mängden flytmedel och att fillern håller god<br />
kvalité, dvs. innehåller runda/kubiska partiklar.<br />
Betongproduktion kräver en jämn kvalité på ballasten. Det finns en mängd metoder för att<br />
göra detta men då variationen mellan olika krossprodukter är stor krävs att man först gör en<br />
genomlysande analys för att få fram den specifika ballastens problem och därefter tar fram<br />
metoder för kvalitetskontroll. Olika metoder är beskrivna i rapporten, framför allt i<br />
huvudrapporterna CBI rapport (2008 och 2011).<br />
3
2011<br />
Innehåll<br />
1 Inledning ............................................................................................................................. 5<br />
1.1 Proportionering-grundkoncept ..................................................................................... 5<br />
1.1.1 Karakterisering <strong>av</strong> ballast ..................................................................................... 8<br />
1.1 Krossat berg som <strong>betong</strong>ballast och situationen i Sverige .......................................... 9<br />
2 Geologi och krossprodukter ............................................................................................. 11<br />
2.1 Geologisk klassificering <strong>av</strong> bergarter ............................................................................. 11<br />
2.2 Krossprodukter .......................................................................................................... 12<br />
3 Karakterisering <strong>av</strong> krossballast ........................................................................................ 14<br />
3.1 Petrografisk analys .................................................................................................... 15<br />
3.1.1 Mikroskopi ......................................................................................................... 16<br />
3.1.2 Röntgendiffraktion ............................................................................................. 17<br />
3.1.3 Metylenblått ....................................................................................................... 17<br />
3.2 Kornform ................................................................................................................... 18<br />
3.2.1 Bildanalys ........................................................................................................... 18<br />
3.3 Kornstorleksfördelning .............................................................................................. 20<br />
3.3.1 Traditionell siktning ........................................................................................... 20<br />
3.3.2 Lasersikt ............................................................................................................. 21<br />
3.4 Ställföreträdande metoder .......................................................................................... 22<br />
3.4.1 Flödestal ............................................................................................................. 22<br />
3.4.2 Packning ............................................................................................................. 22<br />
3.4.3 Specifik yta-BET yta .......................................................................................... 22<br />
3.4.4 Sandekvivalenttest .............................................................................................. 23<br />
3.5 Speciella metoder för karakterisering <strong>av</strong> filler .......................................................... 24<br />
3.5.1 Vattenbehov-Puntke test .................................................................................... 25<br />
3.5.3 Vattenbehov-Utflyt ............................................................................................. 25<br />
4 Arbetbarhet ....................................................................................................................... 26<br />
4.1 Bruksblandningar ....................................................................................................... 26<br />
4.2 Mikrobruk (
2011<br />
1 Inledning<br />
Betong består i grunden <strong>av</strong> ballast, cement och vatten. Som färsk skall den kunna flyta ut och<br />
fylla ut en form i vilken den stelnar till en hårdnad produkt. Företrädesvis skall mängden<br />
cementpasta vara låg.<br />
De flesta fasta material kan användas som ballast i <strong>betong</strong> såtillvida de inte reagerar med<br />
cementpastan på ett negativt sätt. I allmänhet används bergmaterial då det är billigt och lokalt<br />
tillgängligt.<br />
Normalt är styrkan hos ballasten inget större problem då cementfasen i allmänhet är svagast.<br />
De flesta bergarter granitiska krossprodukter som undersökts har inga problem med varken<br />
styrka eller beständighet<br />
Ballast till <strong>betong</strong> inte påverka beständigheten negativt och att och den skall vara beskriven på<br />
ett sådant sätt att man med utgångspunkt från beskrivningen kan proportionera <strong>betong</strong>. Olika<br />
tester och metoder beständighet beskrivning <strong>av</strong> <strong>betong</strong>ballast finns i SS-EN 12620.<br />
Denna rapport behandlar huvudsakligen vad som krävs för att man skall kunna proportionera<br />
<strong>betong</strong> optimalt med ballast från krossat berg i synnerhet granitiskt berg. Ett syfte med<br />
projektet är att är att kunna använda krossberg som ballast utan att behöva öka<br />
cementbehovet.<br />
Huvudfinansiärer till projektet är Energimyndigheterna (Pnr 30491) och Konsortiet för<br />
finansiering <strong>av</strong> grundforskningen inom CBI Betonginstitutet (Cementa AB, Betongindustri<br />
AB, Färdig Betong AB, Swerock AB, Sträng<strong>betong</strong> AB och A-<strong>betong</strong> AB).Övriga företag<br />
som bidragit med material och egeninsatser är Jehander AB, Nordkalk AB, NCC och SBMI<br />
1.1 Proportionering-grundkoncept<br />
Betongproportionering innebär att man sätter samman <strong>betong</strong>ens delmaterial på ett sådant sätt<br />
att den hårdnade <strong>betong</strong>en uppfyller vissa bestämda kr<strong>av</strong>. Ett generellt koncept <strong>av</strong> hur man<br />
proportionerar <strong>betong</strong> finns beskrivet i ”Betonghandbok-Material”. Beroende på<br />
användningsområde kan man proportionera med <strong>av</strong>seende på arbetbarhet, konsistens,<br />
stabilitet, tillstyvnade, lufthalt och styrka etc.<br />
Det grundläggande problemet är att <strong>betong</strong>en som ung ha sådana egenskaper att den kan flyta<br />
och fylla ut en form. I grunden baseras proportioneringen på ballastgradering, kornform och<br />
vct för hållfasthet och beständighet.<br />
För att förstå detta måste man beakta vad som ger rörligheten i den färska <strong>betong</strong>en. En färsk<br />
<strong>betong</strong> är en partikelslurry där alla partiklar inklusive cement rör sig mot varandra i vatten. I<br />
den färska <strong>betong</strong>en har inte cementet reagerat och är därför också en partikel. Mellan 70 och<br />
80 volym % <strong>av</strong> <strong>betong</strong>en består <strong>av</strong> ballast. Att <strong>betong</strong>en domineras <strong>av</strong> partiklar i alla storlekar<br />
illustreras på omslagsbilderna. Detta medför att arbetbarheten hos den färska <strong>betong</strong>en är ett<br />
resultat <strong>av</strong> att de större partiklarna ”rullar/glider” på de mindre. Vattnet fungerar i praktiken<br />
endast som glidmedel.<br />
5
2011<br />
Virtuell packning.<br />
Flakiga och råa partiklar behöver större ”rörelsevolym” vilket medför att man måste öka<br />
mängden finare material. Detta gäller i alla fraktioner. Är stenen flakig måste man öka<br />
mängden sand och om sanden är flakig så måste man öka mängden finmaterial och om<br />
finmaterialet är flakigt så måste man öka mängden ännu finare material. Det finaste materialet<br />
i en färsk <strong>betong</strong> är mikrobruket som består <strong>av</strong> cement, filler och vatten.<br />
Vid vanlig proportionering skall ballasten vara väl packad men<br />
varje partikel behöver en fluid fas bestående <strong>av</strong> cementbruk<br />
och mindre partiklar att röra sig i<br />
En flakig partikel behöver mera utrymme att rör sig i. Därför krävs mera<br />
pasta/finmaterial. Proportioneringsystemet måste därför kunna ta hänsyn<br />
partikelformen i varje fraktion.<br />
Fluid fas att röra sig i<br />
Partikel<br />
Mikrobruket blir bindemedlet-limmet i den hårdnade <strong>betong</strong>en. Man måste därför behandla<br />
det som en separat fas. I det proportioneringsverktyg som utarbetats i projektet benämns allt<br />
material större än 0,125 mm (sikt) som den kontinuerliga fasen och mikrobruket som<br />
matrisfasen.<br />
Den stora skillnaden mellan natur- och krossballast är att krossballasten generellt är mera<br />
flakig och kantig än naturballast. När det gäller sten så är detta allmänt känt och man<br />
”kubiserar” den så att partiklarna blir mera kubiska. Med helkross så måste man även beakta<br />
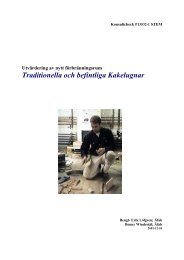
finballasten. Även denna är mera kantig och flakig. Detta illustreras i Figur 1 som visar<br />
tunnslipsbilder <strong>av</strong> en typisk naturballast och en krossballast i storlek mellan 0,5 och 1 mm.<br />
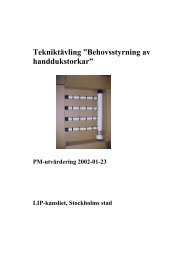
Detta medför att man måste öka mängden material under 0,5 mm. Figur 2 visar skillnaden<br />
mellan typisk naturgrus och krossballast i storlek mellan 0,125 och 0,25 mm. Partiklarna från<br />
krossballast är även här betydligt flakigare. De finaste partiklarna är oftast enskilda mineral<br />
med mineralets karakteristiska och distinkt form. En större flakighet även här medför att man<br />
måste öka mängden mikrobruk för att kunna bibehålla arbetbarheten.<br />
Mikrobruket innehåller cement, filler och vatten. För att få en önskad styrka på <strong>betong</strong>en så<br />
måste man ha ett visst vct och detta medför mängden cement för en given hållfasthet kommer<br />
att öka. Detta i grunden betyder att en övergång till krossballast generellt kommer att öka<br />
cementförbrukningen. Det gäller därför att på något sätt minska flakigheten och optimera<br />
kurnkurvan så att mikrobruksfasen eller matrisen kan bli optimal.<br />
6
2011<br />
N3<br />
Figur 1. SEM-bilder i backscatter <strong>av</strong> naturballast (N3) och krossmaterial (K55) i<br />
siktfraktionen 0,5-1,0 mm. Planpolerade prov med fragment i epoxi. Varje fragment<br />
innehåller flera mineral. Mineralen kan observeras genom olika atomdensitet som kan<br />
observeras som en gråskala i bilderna.<br />
N3<br />
K55<br />
Figur 2.SEM-bilder <strong>av</strong> naturballast (N3) och K41 i fraktionen 0,125-0,25 mm. Planpolerade<br />
prov med fragment i epoxi. N3 har ett Fmin/Fmax(kapitel 3.2.1) på 0,62 medan K41 har ett på<br />
0,48. Fragmenten består huvudsakligen <strong>av</strong> enskilda mineral. De flesta <strong>av</strong> de <strong>av</strong>långa och<br />
något ljusare kornen är flak <strong>av</strong> mineralet biotit. .<br />
En intressant aspekt är att även filler ingår i matrisfasen och att cementhalten skulle kunna<br />
minimeras om man kunde utnyttja denna bättre. Tyvärr så gäller det även här att den inte får<br />
vara för flakig. Normalt innehåller krossballast mera filler än naturballast vilket ibland är en<br />
fördel. Med moderna superplasticerare kan man idag acceptera mera filler än man kunde<br />
tidigare men det kräver att fillern håller god kvalité. Exempelvis så är den grundläggande<br />
principen för tillverkning <strong>av</strong> självkompakterande <strong>betong</strong> att öka mängden mikrobruk genom<br />
att tillför a filler med konstant cement och vattenmängd. I arbeten utförda <strong>av</strong> Doyle (1972),<br />
Ellis (1989), Kwok, (1997), Sahu 2003) har man kommit till en liknande slutsats att<br />
flakiga/stängliga/råa partiklar så måste man öka mängden finare material och vatten. Innan<br />
K41<br />
7
2011<br />
superplasticerarna var tillgängliga rekommenderade man ofta att ballasten skulle ha ett<br />
partikelgap för att klara den större mängden finmaterial.<br />
Med hjälp <strong>av</strong> speciellt ultrafin filler kan behålla arbetbarheten och styrkan utan att behöva öka<br />
mängden cement (Lagerblad & Vogt 2005, Vogt 2010). Effekten <strong>av</strong> en ökad mängd<br />
finmaterial inkluderade filler visas i två examensarbeten presenterade <strong>av</strong> Dietsch (2010) och<br />
Horta (2011). Detta fordrar emellertid filler <strong>av</strong> bra kvalité på finmaterialet med kubiska korn.<br />
Man kan även tillföra reaktiva finpartiklar som flygaska eller någon annan finkornig pozzulan<br />
för att ytterligare höja styrkan och tätheten. I grunden gäller det emellertid att krossballasten<br />
har så runda/kubiska korn som möjligt och att kornkurvan är optimal.<br />
1.1.1 Karakterisering <strong>av</strong> ballast<br />
För att kunna proportionera <strong>betong</strong> optimalt måste man kunna bestämma de variabler som styr<br />
rörligheten. Man måste sätta kornkurvan i relation till de egenskaper ballasten har i alla<br />
storlekar. Man måste kunna karaktärisera de olika partiklarna och beräkna hur de kommer att<br />
bete sig i den färska <strong>betong</strong>en.<br />
Det är möjligt att i detalj karakterisera de olika partiklarna i mikroskop med hjälp <strong>av</strong><br />
bildbehandling men detta är ingen metod man kan använda i produktion. Man kan även göra<br />
olika typer <strong>av</strong> reologiska tester men även dessa är omständliga att utföra. Detta medför att<br />
man måste ha en ställföreträdande enklare metod.<br />
Krossballasten är ingen enhetlig produkt. Det finns många olika variabler som styr kvalitén.<br />
Detta medför att man först måste utföra en omfattande analys <strong>av</strong> vilka egenskaper en specifik<br />
ballast har. Med utgångssynpunkt från detta kan man få fram vilka specifika egenskaper en<br />
viss krossballast har och från detta kan man finna en metod att antingen optimera ballasten<br />
eller att kunna karakterisera den på ett sätt så att detta kan användas vid proportionering.<br />
Ballast från kross har generellt en mera rå yta och är mera flakigt/stängligt än naturgrus.<br />
Dessutom har krossballast oftast har en annan partikelfördelning och mängden<br />
finmaterial/filler betydligt större i kross än i naturgrus. Krossballast är emellertid inte någon<br />
entydig produkt utan egenskaperna varierar med utgångspunkt från det krossade berget och<br />
krossningstekniken. Variationen både när det gäller kornsortering och kornform är större än<br />
för naturballast. Å andra sidan är krossballast en industriell produkt som det är möjligt att<br />
producera med jämn kvalitet förutsatt att råvaran är homogen.<br />
I denna undersökning har vi undersökt ett större antal olika bergtäkter och med olika metoder<br />
karakteriserat påverkan på arbetbarheten. När det gäller grovballasten kan man oftast direkt<br />
observera kornform och det är enkelt att sikta. Det stora problemet är därför att få en bra<br />
finfraktion. Därför har projektet speciellt koncentrerat sig på fraktionerna under 2 mm då<br />
dessa har störst betydelse för arbetbarheten och speciellt för cementbehovet. I allmänhet kan<br />
man kompensera dålig kornform i fraktionerna över 2 mm med att öka mängden ballast under<br />
2 mm under förutsättning att 0/2 fraktionen har bra kvalitet. Detta medför inte att kornformen<br />
och fördelningen <strong>av</strong> korn över 2 mm är oväsentlig men kunskapen om hur man proportionerar<br />
med dessa korn är redan till stor del etablerat.<br />
Grunden till en resursnål proportionering ligger i finmaterialfasen. Med bra filler och<br />
superplasticerare kan man expandera finmaterialfasen och därmed upphäva problem men de<br />
8
2011<br />
andra partikelstorlekarna. Därför behövs inte som tidigare något partikelgap för att få en bra<br />
arbetbarhet.<br />
1.1 Krossat berg som <strong>betong</strong>ballast och situationen i Sverige<br />
Krossat berg även som finfraktion vid <strong>betong</strong>tillverkning är vanlig i flera länder och regioner.<br />
Det beror i allmänhet på brist naturgrus och långa transport<strong>av</strong>stånd. Ofta så blandas krossberg<br />
med natursand för att få en lämplig sammansättning (CCAA 2007, 2008, Wigum 2009).<br />
Karbonatbergarter som kalksten eller dolomit är vanligast och används ofta även som<br />
finballast. De är en lättkrossade och ger relativt kubiska partiklar. I regioner med lokal brist på<br />
både naturballast och lämplig kalksten används diabas eller basalt. Där man använder dessa<br />
bergarter har man lärt sig hur produkten skall se ut och byggt upp en anpassad<br />
kontrollverksamhet både för optimal sortering och för att undvika problem med beständighet.<br />
Granitiskt berg används ofta som sten men sällan som finballast då det anses ge svårbearbetad<br />
<strong>betong</strong>. Normal ger granitiskt berg inte upphov till beständighetsproblem, men speciellt i<br />
varmare länder anses det kunna ge upphov till alkalisilikareaktion i fuktig miljö (se Lagerblad<br />
& Trägårdh 1995).<br />
I Sverige har under många år granitiskt berg används som grovballast medan finballasten<br />
kommer från naturgrus. Det har dock genomförts provningar och undersökningar med<br />
helkross. Dessa (Malmberg 1979, Johansson & Klevbo 1981) visade att det gick att tillverka<br />
<strong>betong</strong> med helkross men att vattenbehovet ökade. Det rekommenderades att använda<br />
partikelsprång för att få en bättre arbetbarhet. I de genomförda undersökningarna visade det<br />
sig dock att man med moderna flytmedel inte längre behöver ett partikelsprång för att få bra<br />
arbetbarhet (Schwan 2006).<br />
Sveriges berggrund innehåller många olika typer <strong>av</strong> bergarter. De bergtäkter som finns i<br />
Sverige är inte framtagna som <strong>betong</strong>ballast. Framför allt har man inte brytt sig om finballast<br />
som ofta har blivit en restprodukt. I första hand och den närmaste framtiden måste vi lära oss<br />
att arbeta med det som produceras idag. I framtiden kommer man dock antagligen att behöva<br />
ta hänsyn även till kvalité på finmaterialet om det skall användas i <strong>betong</strong>.<br />
Största delen <strong>av</strong> Sveriges berggrund består <strong>av</strong> mycket gammalt och väl konsoliderat berg vars<br />
krossprodukter ur beständighetssynpunkt lämpar sig väl för <strong>betong</strong>tillverkning. Det finns dock<br />
undantag. De lokalt förkommande prekambriska sandstenarna är ibland porösa vilket medför<br />
problem. En del <strong>av</strong> dessa sandstenar som Dalslandkvartsiten och de kambrosiluriska<br />
kvartsitiska sandstenarna (typ Hardebergakvartsit) är homogena och täta. Porfyrer som<br />
förkommer lokalt i delar <strong>av</strong> Småland, Bergslagen och i Norrland är ofta bra men de kan ge<br />
problem med alkalisilika reaktion. Bergarterna i fjällkedjan variera kraftigt och det finns<br />
bergarter som kan vara besvärliga ur beständighetssynpunkt. Många <strong>av</strong> de s.k. urkalkstenarna<br />
i Mellansverige är täta och homogena och är bra som <strong>betong</strong>ballast men man måste se upp<br />
med svälleror (Lagerblad & Jakobsson (1997).<br />
De vanligaste bergarterna i Sverige är graniter och graniska gnejser och de flesta bergtäkterna<br />
ligger i dessa bergarter. Grovballasten kubiseras ofta och fungerar bra i <strong>betong</strong> medan<br />
finballasten är mera besvärlig. När det gäller finballasten och speciellt de finare partiklarna så<br />
är det ingen enhetlig produkt. Med en del krossprodukter kan man nästan ersätta naturgrus<br />
9
2011<br />
direkt medan andra är besvärliga och kräver mycket cement och eller höga doseringar <strong>av</strong><br />
flytmedel för att kunna ge <strong>betong</strong>en bra arbetbarhet.<br />
Ur miljö- och kostnadssynpunkt vill vi inte använda för mycket cement och/eller flytmedel.<br />
Vi finner att de krossberg som är olämpliga oftast innehåller för stora mängder filler och att<br />
finmaterialet ofta innehåller för mycket flakigt material. Oftast beror det på att materialen är<br />
rika på fri glimmer. Man kan finna glimmerflak upp i fraktioner över 0,5 mm (sikt). Man kan<br />
med olika åtgärder såsom exempelvis tvättning och vindsiktning minska mängden glimmer<br />
men detta medför en kostnad.<br />
För att kunna tillverka bra ballast <strong>av</strong> berg så måste man kunna klassificera bergarter på ett<br />
sådant sätt att man kan finna de lämpligaste. Därför följer nedan en kort genomgång <strong>av</strong><br />
geologiska begrepp och klassificeringsmetoder.<br />
10
2011<br />
2 Geologi och krossprodukter<br />
2.1 Geologisk klassificering <strong>av</strong> bergarter<br />
Hur man beskriver en bergart (bergartsnomenklatur) är besvärligt. Man använder i princip tre<br />
klassificeringssystem.<br />
Genes som beskriver hur bergarten bildat.<br />
Typexempel är;<br />
Sedimentära bergarter som bildats genom sedimentär <strong>av</strong>sättning i vatten. Typiska<br />
bergarter är kalksten, sandsten, lerskiffer, gråvacka etc. De är ofta olämpliga som<br />
<strong>betong</strong>ballast då de är porösa, flakiga och ofta innehåller olämpliga leror.<br />
Metamorfa bergarter som bildats genom att sedimentära bergarter på djupet utsatts för<br />
högt tryck och temperatur. De har kompakterats och har genomgått<br />
mineralomvandlingar. Typiska bergarter är marmor (kalksten), kvartsit (sandsten), etc.<br />
Det finns en skala från lågmetamorfa sedimentära bergarter till högmetamorfa gnejser<br />
med mineralogi och utseende som en granit. En del <strong>av</strong> dessa bergarter är bra till<br />
<strong>betong</strong> medan andra är dåliga.<br />
Magmatiska bergarter som bildats genom att olika mineral kristalliserat från en smälta.<br />
Sammansättning baserad på de i bergarten ingående mineralen som i sin tur till stor<br />
del beror på den kemiska sammansättningen. Typexempel är granit, granodiorit,<br />
gabbro etc. De högmetamorfa bergarterna är ofta halvsmälta och liknar ofta de<br />
magmatiska bergarterna. De magmatiska bergarterna är mycket olika men är oftast<br />
lämpliga som <strong>betong</strong>ballast.<br />
Textur som beskriver hur en bergart ser ut<br />
Textur är ett begrepp där man beskriver en bergarts utseende på i makro och mikroskala.<br />
Texturen kan vara ett resultat <strong>av</strong> bildning eller annan påverkan som deformation. En gnejs är<br />
exempelvis en högmetamorf sedimentär bergart eller en granit som i halvplastiskt tillstånd<br />
deformerats och fått sin karakteristiska slirighet. Som finmaterial liknar det som kommer från<br />
en äkta granit. En mylonit är en bergart som deformerats så kraftigt att den krossats upp. En<br />
porfyr är en granitisk smälta som kommit upp till ytan och stelnat så snabbt att det bildats ett<br />
glas eller mycket små kristaller. En diabas är en gångbergart och basalt en ytvariant <strong>av</strong> en<br />
smälta med gabbro sammansättning. Textur som beror på hur bergarten bildats och vad som<br />
den utsatts för. Typexempel är gnejs, mylonit, marmor etc.<br />
Mineralogi<br />
En bergart är sammansatt <strong>av</strong> olika mineral. Vilket mineral de innehåller är viktigt för speciellt<br />
finmaterialet. Bergarten kan vara sammansatt <strong>av</strong> en typ <strong>av</strong> mineral som exempelvis kalksten<br />
(kalcit) eller sandsten (kvarts). När det gäller de magmatiska bergarterna så bestäms<br />
mineralsammansättningen <strong>av</strong> smältans sammansättning. En gabbro eller de finkornigare<br />
varianterna diabas och basalt innehåller en liknande mineraluppsättning. De domineras <strong>av</strong><br />
11
2011<br />
mineral som hornblände, pyroxen och klorit. En granit eller den finkornigare varianten ryolit<br />
(mera känd som porfyr) domineras <strong>av</strong> kvarts, fältspat, biotit och muskovit. Inom de olika<br />
grupperna finns en stor variation men definitionsmässigt så innehåller en diabas inte kvarts<br />
(mineral) medan en granit skall innehålla minst 10 vikt % kvarts<br />
Vittring<br />
En annan process som kan vara viktig är vittring. I kontakt med vatten så bryts många mineral<br />
ner. Vittringsprodukterna transporteras ofta bort med rinnande vatten och ansamlas i sjöar och<br />
h<strong>av</strong> där de bildar sedimentära bergarter som på stort djup och hög temperatur smälter och<br />
bildar en magma. Speciellt i tropiska länder kan vittringen vara mycket tjock och det är ofta<br />
svårt att få fram färskt berg för ballasttillverkning. Vittringen ger ofta svaga bergarter men<br />
framför allt så resulterar vittringen ofta i leromvandlingar där leran är olämplig i <strong>betong</strong>.<br />
Vittring är generellt en långsam process och den Svenska berggrunden har skrapats <strong>av</strong><br />
inlandsisen. Detta medför att vittringen är relativt grund. De flesta graniter har bara en vittring<br />
på några mm vilket gör att mängden i krossprodukten är försumbar. Basiska bergarter och<br />
kalkstenar kan ibland vara mera vittrade och det bildas ofta svälleror som är olämpliga i<br />
<strong>betong</strong>. Man kan emellertid även få vittring i sprickor och sprickzoner. Vittrat berg bör<br />
undvikas.<br />
Man kan ibland även finna bergarter som drabbats <strong>av</strong> hydrotermal omvandling. Det är ett<br />
resultat <strong>av</strong> varmt vatten som ibland lokalt i berggrunden. En sådan granit upptäcktes i<br />
undersökningen och finmaterialet var besvärligt på grund <strong>av</strong> lerbildning. Diabaser är ofta<br />
hydrotermalt omvandlade och kan innehålla olämpliga leror.<br />
2.2 Krossprodukter<br />
När det gäller krossprodukten så styrs fragmentens karaktär <strong>av</strong> texturen och mineralogin.<br />
Formen på de grövre partiklarna påverkas <strong>av</strong> bergartstexturen, dvs. om bergarten är skiffrig så<br />
kommer man att även efter krossning få skiffriga fragment. Denna flakighet kan man påverka<br />
genom ”kubisering” där man mekaniskt slår <strong>av</strong> kanter så kornen blir mera kubiska.<br />
Den svagaste länken i en bergart är fasgränsen mellan två mineral vilket medför att man i de<br />
finare fraktionerna får fria mineral. När det gäller finmaterialet så styrs det <strong>av</strong> bergartens<br />
mineralsammansättning och storlek på mineralen (grovlek). Undersökningar vid Chalmers<br />
(Quist & Ewertsson 2010) visade i sina experiment med VSI-krossning att det är svårt att<br />
kubisera fragment mindre än 0,25 mm, dvs. där mineralkornen börjar bli fler än<br />
bergartsfragmenten. Detta beror på att finmaterialet huvudsakligen innehåller fria mineralkorn<br />
och deras kornform bestäms <strong>av</strong> det enskilda mineralets kristallform, som är specifikt för varje<br />
mineral. När man krossar grovkorniga bergarter som från början har större kristaller så<br />
kommer man att få fria mineral i grövre storlekar. Detta är väsentligt för finmaterialets<br />
egenskaper i <strong>betong</strong> och därför har vi infört ett begrepp ”mineralgräns” som säger när<br />
majoriteten <strong>av</strong> partiklarna består <strong>av</strong> fria mineral. Detta medför att man med utgångspunkt från<br />
en bergarts sammansättning och textur i viss mån kan förutsäga en bergtäkts möjlighet att ge<br />
bra krossgrus för <strong>betong</strong>tillverkning, vilket är viktigt om man vill finna ett berg till en ny täkt<br />
eller om man vill bryta selektivt för <strong>betong</strong>grus.<br />
Olika bergarter ger olika krossprodukter. Kalkstenar eller basiska bergarter (diabas, gabbro<br />
etc.) har olika mineralsammansättning och textur. Detta medför att de ger olika typer <strong>av</strong><br />
fragment. Normal ger kalksten och diabas beroende på sin mineraluppsättning och textur mera<br />
kubiska fragment än de granitiska bergarterna.<br />
12
2011<br />
I denna undersökning har vi framför allt koncentrat oss på befintliga täkter med<br />
huvudsakligen granitiska bergarter men har även inkluderat några kalkstenar och kvartsiter. I<br />
en del fall är det homogent berg som ger en relativt homogen produkt men ofta är det<br />
blandberg <strong>av</strong> olika typer <strong>av</strong> graniter eller granitiska gnejser. Den utförda petrografiska<br />
analysen baseras på krossgrusets sammansättning men man kan använda en<br />
bergartsnomenklatur för att beskriva krossgruset. Ett problem är dock att i de flesta täkterna så<br />
finns det diabasgångar eller basiska partier som innehåller hornblände och klorit/biotit som<br />
inte ingår i det huvudsakligen granitiska berget.<br />
Granit är en magmatisk bergart som definieras <strong>av</strong> sitt innehåll <strong>av</strong> fri kvarts (mineralet kvarts).<br />
Dessutom innehåller graniterna kalifältspat, plagioklas och oftast glimmer (biotit/muskovit) i<br />
olika proportioner. I mindre mängd finns ofta i krossgruset även pyroxen och amfibol som<br />
oftast kommer från diabasgångar och inhomogeniteter i det granitiska berget. Oftast är det<br />
glimmern som ställer till med problem och en ganska liten variation i kemin hos bergarten kan<br />
ge upphov till stora variationer i mängden glimmer. Därför kan man inte betrakta krossad<br />
granit som ett enhetligt material varför varje krossprodukt måste betraktas som en enskild<br />
produkt.<br />
Förutom de granitiska bergarterna och kvartsiterna skulle man i Sverige som <strong>betong</strong>ballast<br />
kunna använda karbonatbergarter som kalksten/marmor eller basiska bergarter som<br />
basalt/diabas eller vissa sandstenar. De ger oftast bättre kornform än de granitiska bergarterna<br />
men de kan ibland ge upphov till beständighetsproblem vilket fordrar speciella<br />
undersökningar (Lagerblad & Trägårdh 1995).<br />
Ett annat problem är om bergtäkten ligger i ett blandberg med band <strong>av</strong> olika bergartstyper.<br />
Detta medför att varje sprängsalva eller del <strong>av</strong> salva kommer att innehålla typer <strong>av</strong> bergarter.<br />
Med ett bandat berg kan man förvänta en ojämn produkt vilket i sig ger problem vid<br />
<strong>betong</strong><strong>framställning</strong>. Detta medför att man för att på en homogen produkt måste använda sig<br />
<strong>av</strong> selektiv brytning, klassificering eller finna metoder för homogenisering.<br />
I slutändan måste man göra en kostnadsoptimering där man jämför kostnaden för transport, att<br />
processa berget eller göra en selektiv brytning för <strong>betong</strong>grus. Det är inte upp till oss att göra<br />
denna bedömning men vi hoppas att vårt arbete ger möjlighet att kunna bedöma olika<br />
produkter så att de olika krossverken och <strong>betong</strong>tillverkarna får ett beslutsunderlag.<br />
I mycket bestämmer typen <strong>av</strong> berg vilken krossprodukt man får.<br />
13
2011<br />
3 Karakterisering <strong>av</strong> krossballast<br />
Syftet med karakterisering är att få fram vad som är relevant för proportionering, arbetbarhet<br />
och den hårdnade <strong>betong</strong>ens egenskaper. För att få fram detta måste man korrelera<br />
materialegenskaperna med den effekt som de ger på arbetbarhet/reologi.<br />
Hur man karakteriserar och beskriver en ballast till <strong>betong</strong> finns beskrivet i SS-EN 12620. En<br />
del <strong>av</strong> metoderna och testerna är till för att garantera beständighet medan andra är till för att<br />
beskriva ballasten så att man kan proportionera <strong>betong</strong>.<br />
I SS-EN 932-3finns en terminologi och nomenklatur för petrografisk beskrivning.<br />
Direkta tester:<br />
Siktkurva med hålsikt SS-EN 933-1<br />
Kornkurva för finmaterial med luftstråle siktning (air jet sieving) SS-EN 933-10<br />
Partikeldensitet SS-EN1097-6<br />
Kornformen för grov ballast med spaltsikt SS-EN 933-3<br />
Kornform med formindex SS-EN 933-4<br />
Det finns även en del indirekta tester som:<br />
Hålrumsbestämning SS-EN 1097-3<br />
Flödestal SS-EN 933-6<br />
Sandekvivalenttest (finmaterial) SS-EN 933-8<br />
Metylenblåtesten (finmaterial) SS-EN 933-9<br />
Andra metoder och tester som kan användas för karakterisering<br />
Kemisk analys <strong>av</strong> bergart<br />
Specifik detaljerad petrografisk analys<br />
Röntgendiffraktion för mineralfördelning<br />
Bildanalys för kvantifiering <strong>av</strong> partikelform<br />
Specifik yta för finmaterial<br />
Lasersikt för fördelning <strong>av</strong> finmaterial<br />
Med hjälp <strong>av</strong> dessa tester får man fram det mesta man behöver som ingångsdata för<br />
proportionering. När det gäller grovballasten räcker det med siktkurva, densitet och kornform<br />
för att kunna proportionera <strong>betong</strong>. För finballasten och då speciellt det finaste materialet<br />
behövs mera specifik karakteristik.<br />
För optimal rörlighet och arbetbarhet bör ballasten ha en viss kornkurva och kornen skall vara<br />
runda och släta. Kornkurvan när det gäller grovballasten kan man relativt enkelt korrigera<br />
genom siktning och kornformen kan förbättras genom kubisering. Problemet med krossballast<br />
och dess egenskaper gäller därför framför allt finballasten och då speciellt fraktionerna under<br />
2 mm. Mest besvärlig och <strong>av</strong> störst betydelse är finfraktionen (< 0,25 mm) och speciellt filler<br />
fraktionen (< 0,063 mm). Därför har vi i första hand koncentrerat oss på finmaterialet under 2<br />
mm. Generellt kan man upphäva ogynnsam kornform hos den grövre ballasten genom att öka<br />
14
2011<br />
mängden finmaterial, cement och vatten varför finmaterialets egenskaper blir viktiga (se<br />
kapitel 1.1).<br />
I arbetet har ett <strong>av</strong> målen varit att få en korrelation mellan bergartstyp och partikelegenskaper<br />
och effekt på <strong>betong</strong>s arbetbarhet. Krossballast egenskaper beror till del på krossmetod men<br />
mera på bergartstyp och bergartssammansättning. För framtida <strong>betong</strong>ballast är det viktigt att<br />
kunna finna lämpligt berg. Därför är den petrografiska beskrivningen och hur detta styr<br />
egenskaperna viktigt. Arbetet med att karakterisera krossballast syftar till att ta fram de<br />
relevanta petrografiska data och mätmetoder som ger de data som behövs för att optimalt sätta<br />
ihop en <strong>betong</strong>.<br />
3.1 Petrografisk analys<br />
En petrografisk analys går ut på att man identifierar bergarter och mineral. I en vanlig<br />
petrografisk analys så analyserar man textur och mineralogi hos en bergart. Detta görs enligt<br />
den terminologi som finns beskriven i SS-EN 932-3. I en mera noggrann analys kan man även<br />
få fram mängd <strong>av</strong> olika mineral och hur de sitter ihop. Detta ger en indikation på hur en<br />
eventuell krossprodukt kommer att se ut. Speciellt kornformen är viktig. Om en granit är rik<br />
på biotit kan man anta att speciellt finmaterialet blir rik på flakiga partiklar <strong>av</strong> detta mineral.<br />
Det är dock inget självändamål för ballast utan det gäller att finna ut de samband som finns<br />
mellan petrografi och ballastens egenskaper i <strong>betong</strong>. Detta medför att man måste sikta upp<br />
materialet i olika fraktioner finna och helst kvantifiera vad som karakteriserar kornform och<br />
fördelningen <strong>av</strong> partiklar. Om exempelvis en biotit sitter tillsammans med ett annat mineral<br />
blir kommer bergartspartikeln mera kubisk än biotit i sig.<br />
Kornformen hos krossfragment hänger samman med den krossade bergartens textur och<br />
mineralogi. Vid krossning fragmenteras en bergart i svaghetszoner. Bergarterna fragmenteras<br />
efter skiffrighetsplan och mellan mineralkorn. Detta medför att en skiffrig bergart ger mera<br />
flakiga partiklar än en mera homogen bergart. Detta gäller framför allt för de grövre medan<br />
mineralogin styr formen hos de finare partiklarna. En bergarts skiffrighet kan man ofta<br />
identifiera i fält. Man kan även observera hur grovkornig bergarten är och få en första<br />
indikation på mineralogin.<br />
Varje mineral har en karakteristisk form och denna form kommer att styra bruket eller<br />
<strong>betong</strong>ens egenskaper i det färska tillståndet. En besvärlig grupp <strong>av</strong> mineral är glimrarna som<br />
till sin karaktär är flakiga och därmed försämrar rörligheten hos färsk <strong>betong</strong> (se senare).<br />
Typiska glimmer är biotit, muskovit och klorit. Leror, som oftast är mycket finkorniga och har<br />
sitt ursprung i vittring, tillhör samma mineralfamilj.<br />
För att få fram referens och jämförelsedata har vi infört begreppet mineralgräns (kapitel 3.2.1<br />
i CBI rapport 2008:1) som definieras som den fraktion där mängden bergartfragment är större<br />
än antalet fria mineral. Det varierar från 0,5 mm i grova granitiska<br />
bergarter. Mineralgränsen eller bergartens grovlek är viktig för krossproduktens kvalité.<br />
Mängden fri glimmer är relaterat till mineralgränsen då det endast är den fria glimmern som<br />
ställer till med problem. Grova bergarter kan få problem med glimmer i siktfraktioner över<br />
0,5-1mm, medan de finkorniga graniterna endast har fri glimmer i de finaste fraktionerna. Det<br />
rekommenderas att använda siktfraktion 0,125-0,25 mm som referens. I allmänhet innehåller<br />
alla fraktionerna liknande mängd glimmer men inte alltid. Ofta är exempelvis halten glimmer<br />
15
2011<br />
i fillerfraktionen (< 0,63 mm) lägre (Fig.18 i CBI rapport 2008:1) då glimmer är böjlig/seg<br />
medan exempelvis kalifältspat är spröd och därför lätt krossas och anrikas i fillern.<br />
Den enklaste metoden för petrografisk analys är i stereomikroskop, som i princip är ett<br />
förstoringsglas. I grunden räknar man antalet bergarts- och mineralkorn i de olika fraktionerna<br />
och ser hur många procent <strong>av</strong> partiklarna som är bergart, glimmer, kvarts, fältspat etc. Med<br />
bergart menas ett fragment som innehåller två eller flera mineral. Glimmer är ganska lätt att<br />
känna igen på sin flakiga form men det är svårare att skilja mellan de andra utan lång<br />
erfarenhet. Olika metoder att bestämma mängderna glimmer finns beskrivet i Toos<strong>av</strong>ainen<br />
2010.<br />
3.1.1 Mikroskopi<br />
De grövre partiklarna kan identifieras med det nakna ögat. För att karakterisera de något<br />
mindre partiklarna behöver man ofta en lupp eller ett strereomikroskop. För de finaste<br />
partiklarna kan man använda man tunnslip i polarisationsmikroskop eller ett<br />
svepelektronmikroskop.<br />
Ett tunnslip är ett preparat där man slipat det så tunt att det släpper igenom ljus vilket medför<br />
att man kan analysera enskilda fragment och mineral i ett polarisationsmikroskop. Vid analys<br />
<strong>av</strong> ballast gjuts fragmenten in i epoxi och tunnslip görs <strong>av</strong> stelnade kroppen Metodiken finns<br />
beskriven i kapitel 2.3.1 i CBI-rapport 1:2008.<br />
I ett svepelektronmikroskop kan man dels se en förstorad bild <strong>av</strong> fragmenten dels med<br />
energidispersiv göra en kemisk bestämning <strong>av</strong> hela partikeln eller i en punkt. Man kan dels se<br />
på kornen som sådana eller baka in dem i epoxi och göra en snittad och polerad yta. Den<br />
analyserade ytan är liten och med en kornstorlek på över 0,25 mm blir det endast ett fåtal<br />
korn, varför tunnslip är bättre för dessa fraktioner. Man måste dock beakta att på ytan ser man<br />
en tvådimensionell bild och snitteffekten gör att man inte vet det enskilda kornets storlek. I<br />
SEM kan man även med hjälp <strong>av</strong> energi dispersiv analys göra en kemisk analys <strong>av</strong> bulk eller<br />
enskilda korn. Med hjälp <strong>av</strong> SEM kan man även få en kemisk analys som kan hjälpa till med<br />
att klassificera bergarten (kapitel 2.2.1 i CBI-rapport 2011).<br />
Den kvantitativa analysen i både tunnslip och SEM görs bäst genom punkträkning. Detta kan<br />
göras på två sätt. Antingen genom att man karakteriserar och räknar kornen på en viss yta<br />
eller genom att man flyttar preparatet en viss sträcka och analyserar/räknar den punkt som<br />
liggen i mitten (punkträkning). De olika metoderna ger olika resultat. Med punkträkning får<br />
man ett resultat i volym % medan kornräkning ger partikel %. Flakiga partiklar ger större<br />
korn % än volym %.<br />
Fraktionen 0,125-0,25 mm används som referens men man kan inte utgå från att alla<br />
fraktioner innehåller lika mycket. De mindre partiklarna är mera besvärliga att analysera i<br />
polarisationsmikroskop och här har vi polerat ytorna och analyserat i svepelektronmikroskop.<br />
16
2011<br />
100%<br />
80%<br />
60%<br />
40%<br />
20%<br />
0%<br />
0 , 1 2 5 - 0 , 2 5 mm<br />
K1 K2 K3 K4 K5 K6 K7 K8 K9 K10 K11 K12 K13 K14 K15 K16 N1<br />
P r o v<br />
Glimmer Kvarts Fältspat Hornblände Pyroxen Övriga Mafisk Salisk<br />
Figur 3. Exempel på mineralfördelning i olika krossberg i fraktionen 0,125 till 0,250 mm.<br />
Mafiskt betyder att det är ett bergartsfragment med mörka mineral som biotit, hornblände,<br />
pyroxen och salisk betyder att det innehåller mineral som kvarts, muskovit och fältspat.<br />
Partiklar i fillerfraktionen måste analyseras med hjälp <strong>av</strong> SEM. Tjockleken på ett tunnslip är<br />
ca 0,025 mm vilket medför att de finare fillerpartiklarna delvis kommer att vara täckta <strong>av</strong><br />
epoxi och därmed svåra att analysera. Även i SEM är det svårt att analysera partiklarna då<br />
man i fillerfraktionen får en stor skillnad i storlekar vilket gör analysen besvärlig. I en snittad<br />
yta vet man inte om det är en mycket liten partikel eller toppen/botten <strong>av</strong> en stor partikel. Man<br />
kan emellertid få en uppfattning om innehållet och man kan med kemisk analys identifiera<br />
enskilda mineral. Analyser <strong>av</strong> några produkter finns i kapitel 3.2.2 i CBI-rapport 1:2008 och<br />
kapitel m2.2.2 i CBI rapport x:2011.<br />
3.1.2 Röntgendiffraktion<br />
Röntgendiffraktion är en metod som mäter kristallplanen som är specifika för varje typ <strong>av</strong><br />
mineral. Det redovisas som toppar vid vissa vinklar. Detta medför att metoden framför allt<br />
används för att kvalitativt identifiera olika i provet ingående mineral (Kapitel 5.2.2 i CBI<br />
rapport 2011). I förhållande till tunnslip är det dock en snabb metod och den fordrar inte den<br />
erfarenhet som en petrografisk analys fordrar. Genom att mäta intensiteten vid en enskilt topp<br />
och jämföra det med toppar från andra mineral kan man få en uppskattning <strong>av</strong> mängden <strong>av</strong> ett<br />
speciellt mineral. I undersökningen har semikvantitativa data från röntgendiffraktion jämförts<br />
med petrografisk analys. De visar att man med hjälp <strong>av</strong> röntgendiffraktion får en uppskattning<br />
<strong>av</strong> mängd glimmer men att uppskattningen är relativt grov. Metoden är lämplig för att<br />
analysera filler där kornen är för små för att kunna direkt identifieras. Data finns i kapitel 2.3 i<br />
CBI-rapport x:2011.<br />
3.1.3 Metylenblått<br />
Metylenblå testen finns beskriven i SS-EN 933-3 och rekommenderas att användas på ballast<br />
med mycket finmaterial/filler. Metoden bygger på att man mäter mängden metylenblå (som är<br />
ett starkt färgämne) som sorberas <strong>av</strong> en viss mängd 0-2 mm grus. Metoden tar främst fram<br />
mängden leror och då framför allt mängden svällera. Höga halter <strong>av</strong> biotit ger en svag<br />
förhöjning <strong>av</strong> mängden sorberad metylenblått.<br />
Metoden är en viktig test för orena kalkstenar och basiska bergarter som lätt bildar leror vid<br />
hydrotermal omvandling eller vittring. När det gäller sura bergarter som graniter och gnejser<br />
bildas sällan svälleror vilket medför att den i de undersökta granitiska bergarterna inte är<br />
viktig. Resultaten (Kapitel 4.1.2 i CBI-rapport 1:2008) visar att naturgrus har ett relativt högt<br />
17
2011<br />
värde beroende på vittringsleror. Då den relativa mängden leror är liten har det mindre<br />
betydelse men det är känt att höga halter <strong>av</strong> leror i naturballast kan ge problem. Normalt är<br />
icke vittrat berg fritt från leror vilket i sin tur gör att filler från krossberg är bra såtillvida det<br />
inte innehåller för mycket glimmer. Dessutom finns det en granit (K8) som uppvisar högre<br />
värde både på Metylenblått, BET-yta och Sandekvivalent och som ger en besvärlig reologi.<br />
Utan tvättning <strong>av</strong> finmaterial är prov K8 inte bra i <strong>betong</strong> men det framkommer bättre i andra<br />
tester. Metylenblå bör dock användas för att ta fram kvalitén på kalkstenar och basiska<br />
bergarter som basalt etc. När det gäller granitoida bergarter behövs den främst i<br />
initialanalysen för att få fram eventuell vittring eller hydrotermal omvandling.<br />
Generellt så tyder ett högt metylenblå värde på att ballasten är olämplig i <strong>betong</strong> och att<br />
ytterligare utredning om samband behövs. För finballast bör MB värdet ligga under 2 och de<br />
undersökta krossgrusen ligger under 1. Vid högre värden än 1 bör en speciell utredning göras<br />
om orsakssammanhanget. För mycket vittrat berg i produkten, höga halter <strong>av</strong> fin glimmer<br />
(sericit) och mycket ultrafint material ger en viss förhöjning <strong>av</strong> MB-värdet.<br />
3.2 Kornform<br />
Det som framför allt skiljer krossprodukter från naturgrus är kornform och kornyta. Detta<br />
medför att detta är en viktig variabel när det gäller klassificering. Det finns många direkta och<br />
indirekta metoder att göra klassificeringen. Det är relativt enkelt att göra på stora korn men<br />
mera besvärligt på de små.<br />
In SS-EN 12620 skall grovballast analysera med hjälp <strong>av</strong> spaltsikt (SS-EN 933-3) eller<br />
formindex (SS-EN 933-4). Det saknas direkta metoder för kornformsanalys <strong>av</strong> finballast men<br />
försök har visat att man med spaltsikt kan analysera kornform ner till 1 mm.<br />
Kornformen ingår även som en väsentlig variabel i flera indirekta tester som packning eller<br />
flödestal. Det är även en variabel i flera andra tester.<br />
3.2.1 Bildanalys<br />
Bildanalys är en metod där en dator med utgångspunkt från en digital bild räknar ut ett<br />
fragments kornform och yta (Kapitel 2.3.1, CBI Rapport 2011). Det kan göras <strong>av</strong> en bild på<br />
liggande korn eller på snittade korn. Snittade korn kan analyseras på bilder tagna från tunnslip<br />
eller SEM. En partikel som ligger kommer att lägga sig på sin mest flata sida. Detta medför<br />
att kan bestämma stänglighet då flakiga partiklar blir kubiska. På snittade ytor blir både<br />
stängliga och flakiga partiklar stängliga. En jämförelse mellan liggande och snittade ytor<br />
(kapitel 3.2.3, CBI rapport 2008) visar att flakigheten dominerar och att det för de finare<br />
fraktionerna beror på glimmermineral.<br />
Flakighet i bildbehandling beräknas som kvoten mellan det kortaste och längsta <strong>av</strong>ståndet i<br />
varje partikel. Då partiklarna är oregelbundna kan flakighetsindex beräknas på olika sätt. Låga<br />
värden indikerar en större flakighet (Se Figur 2 och 4). Resultat från olika mätningar visas i<br />
Figur x. Naturballast har mest runda/kubiska korn. Generellt är att det mest flakiga<br />
naturgruset är ungefär lika som det bästa krossgruset. Generellt är krossgrus något mera<br />
kantigt än naturgrus. I de finaste fraktionerna styr halten glimmer, oftast biotit,<br />
flakighetsindex, vilket indikeras i Tabell 1. Fältspaterna (alkalifältspat och plagioklas) har en<br />
18
2011<br />
ganska bra form. Kvarts kan vara något flisig. Kalcitkristallerna har oftast en bra form men<br />
större kristaller kan ibland vara något flakiga. Hornblände har en relativt bra form.<br />
När man jämför olika krossgrus så finner man att flakigheten i finmaterialet generellt minskar<br />
med ökande kornstorlek (Tabell 1). Detta blir markant när kornstorleken blir under 0,5 mm<br />
eller mera specifikt under mineralgränsen.<br />
Tabell 1. Tabell som visar F-aspekt och mängd fri glimmer i volym %. N1 i tabellen är<br />
ett naturgrus och de tre andra krossgrus med olika ”kvalitet”. Ett lågt värde på Faspekt<br />
indikerar ett flakigt korn. Glimmern förelåg i form <strong>av</strong> biotit.<br />
Sikt i mm 11-<br />
16mm<br />
N1 F-asp 0,58<br />
Fri biotit i % 0 %<br />
K2 F-asp 0,55<br />
Fri biotit i % 0 %<br />
K3 F-asp 0,54<br />
Fri biotit i % 0 %<br />
K4 F-asp 0,54<br />
Fri biotit i % 0 %<br />
5,6-<br />
8mm<br />
0,58<br />
0 %<br />
0,53<br />
0 %<br />
0,52<br />
0 %<br />
0,53<br />
0 %<br />
4-<br />
5,6 mm<br />
0,57<br />
0 %<br />
0,53<br />
0 %<br />
0,52<br />
0 %<br />
0,53<br />
0 %<br />
1-<br />
2 mm<br />
0,53<br />
0 %<br />
0,50<br />
0 %<br />
0,48<br />
0 %<br />
0,49<br />
0 %<br />
0,5-<br />
1mm<br />
0,59<br />
0,3 %<br />
0,49<br />
0 %<br />
0,46<br />
0,3 %<br />
0,55<br />
3,3 %<br />
0,25-<br />
0,5mm<br />
0,58<br />
0,6 %<br />
0,47<br />
6,6 %<br />
0,50<br />
0,3 %<br />
0,49<br />
10,0 %<br />
0,125-<br />
0,25mm<br />
0,59<br />
2,3 %<br />
0,44<br />
11,0 %<br />
0,48<br />
0,6 %<br />
0,44<br />
20,3 %<br />
0,075-<br />
0,125mm<br />
0,58<br />
3,0 %<br />
0,43<br />
12,6 %<br />
0,47<br />
0,6 %<br />
0,41<br />
22,3 %<br />
Detta beror framför allt på att i större fragment så sitter glimmern ofta tillsammans med andra<br />
mineral och att kompositen är mindre flakig än det fria glimmermineralet.<br />
Bildbehandling är en dyr metod och kräver <strong>av</strong>ancerad teknik. För rutinkontroll <strong>av</strong><br />
finfraktionerna kan det räcka med att räkna glimmerkorn då det är dessa som primärt ger<br />
flakigheten och som ställer till med problem när det gäller arbetbarhet.<br />
Flakiga Kubiska<br />
Figur 4. Bildanalys på snittade korn i fraktionen 0,125 till 0,250 mm. Kumulativt diagram där<br />
låga värden visar flakiga partiklar. N1 är naturgrus och K11 är ett grus med mycket fri<br />
glimmer. Prov K18 har låg halt glimmer och har en kornform som ligger nära naturgrus.<br />
19
2011<br />
3.3 Kornstorleksfördelning<br />
Kornstorleksfördelningen i en ballast kan beräknas genom med hjälp <strong>av</strong> en hålsikt genom<br />
bildbehandling eller med hjälp <strong>av</strong> en lasersikt. Bildbehandling kan antingen göras på liggande<br />
korn men en ny metod som kommer allt mer är att med hjälp <strong>av</strong> en kamera ta bilder <strong>av</strong><br />
fallande korn och analysera dessa bilder med bildbehandling.<br />
De olika metoderna ger inte samma resultat. Vid vanlig siktning mäter man hur mycket <strong>av</strong><br />
partiklarna som passerar en viss hålöppning. Om man jämför en rund, flakig och stänglig<br />
partikel så kommer antalet korn per viktenhet att bli större för de flakiga och stängliga. Detta<br />
kan man visa genom att för hand dela upp ett ballastparti och sedan jämför vikt och antal<br />
partiklar. Med flakiga partiklar blir antalet partiklar väsentligt större.<br />
Lasersikt gör om alla korn till runda och beräknar sedan fördelningen. Detta medför<br />
exempelvis att alla glimmerkorn beräknas som runda vilket i sin tur gör att finballast med<br />
mycket glimmer till synes blir mera grovkornig. Skillnaden mot vanlig sikt är att man med<br />
lasersikt räknar kornen individuellt (partikel %) medan den vanliga sikten ger vikt %.<br />
3.3.1 Traditionell siktning<br />
Resultat från "vanlig” siktning <strong>av</strong> 0-2 mm fraktionen är redovisad i Figur 5. Det visar att<br />
variationen är mycket stor. Exempelvis så kan andelen filler variera mellan någon procent upp<br />
till 30 viktprocent. Naturgrus har oftast en halt <strong>av</strong> filler runt 5 vikt % i 0/2 fraktionen medan<br />
krossballasten generellt har en halt <strong>av</strong> filler över 10 vikt %. Det tjocka röda strecket (GK A)<br />
visar vad man för ansåg att den övre tolererbara mängden filler låg. Med hjälp <strong>av</strong> flytmedel<br />
kan man dock idag acceptera större mängd filler. Den högre halten <strong>av</strong> filler i krossberg<br />
kommer att påverka arbetbarheten och detta måste beaktas vid proportionering eller så måste<br />
man i extrema fall på något sätt exempelvis genom tvättning eller vindsikt minska mängden.<br />
Passerar [%]<br />
100<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
GK A GK B<br />
N1 N2<br />
K1 K2<br />
K3 K4<br />
K5 K6<br />
K7 K8<br />
K9 K10<br />
K11 K12<br />
K13 K14<br />
K15 K17<br />
K19<br />
0.01 0.1 1 10<br />
Sikt [mm]<br />
Figur 5. Kornstorleksfördelning enligt hålsikt.N = Naturgrus, K = Krossprodukter GKA och<br />
GK2 är rekommenderade gränsvärden för naturgrus.<br />
20
2011<br />
3.3.2 Lasersikt<br />
I krossballast är generellt mängden filler hög, varför man för bra proportionering måste få<br />
mera information. Med hjälp <strong>av</strong> lasersikt kan man få en uppfattning om fördelningen <strong>av</strong><br />
partiklar i fillerfraktionen. Resultaten visar liksom vid vanlig siktning att det finns en stor<br />
variation (Figur 6). I flera material innehåller 0-0,250 mm fraktionen närmare 20 % material<br />
som är finare än 10 µm. Vid utvärderingen <strong>av</strong> en lasersiktkurva bör man betänka att alla korn<br />
värderas utifrån sin största yta, dvs. man överskattar kornstorleken i de fall kornen <strong>av</strong>viker<br />
från sfärisk form.<br />
Det finns en stor variation i finpartikelfördelning mellan olika prov. Detta är även fallet när<br />
det gäller naturgrus (Figur 17 i CBI-rapport x:2010) som kan innehålla vittringsleror. Det<br />
finns en korrelation mellan ultrafina partiklar (
2011<br />
3.4 Ställföreträdande metoder<br />
Med ställföreträdande metod menas en metod som inte direkt mäter en egenskap utan<br />
en grupp <strong>av</strong> egenskaper. De ställföreträdande metoderna kräver därför en tolkning.<br />
3.4.1 Flödestal<br />
Flödestal är en indirekt metod för bestämning <strong>av</strong> kornform men den påverkas även <strong>av</strong><br />
kornkurvan. Flödestalmetoden bygger på att hälla ballast genom en tratt och mäta den tid som<br />
det tar för materialet att passera. Metoden finns beskriven i SS-EN 933-6. Det finns två<br />
standardiserade trattar för grov respektive finballast men man kan in princip själv finna en<br />
lämplig tratt för jämförande provning och kvalitetsuppföljning. Två varianter är ASTM<br />
C1252 och en metod från Nya Zeeland beskriven i NZS 3111. Enligt standard EN standard<br />
skall fillerfraktionen (< 0,063mm) siktas bort medan den i. Finpartiklarna har en tendens att<br />
blockera flödet men man kan köra med filler även om värdena blir något osäkra.<br />
Undersökningar <strong>av</strong> flödestal (kapitel 4.2 i 2011) visar att det ökar med ökande mängd<br />
finmaterial och med ökad råhet och flakighet. Långa flödestider, flödestal, indikerar, grövre<br />
och mera flakiga/stängliga fragment. Med framsiktade partikelintervall så får man en distinkt<br />
korrelation med kornform. Även höga fillerhalter ökar flödestalet. Detta medför att man får en<br />
god uppfattning <strong>av</strong> ett grus lämplighet för <strong>betong</strong> om fillern är bortsiktad. Vilken effekt<br />
graderingen har beror på trattens geometri varför man prova ut en tratt som passar syftet.<br />
3.4.2 Packning<br />
Hur fragment packas är ett resultat <strong>av</strong> kornkurva och kornform. Metod finns beskriven i SS<br />
EN 1097-3. Resultat finns redovisade i kapitel 3.2.7 i CBI rapport 2008.<br />
Speciellt lös packning med framsiktade fraktioner ger en bra indikation kornform. Detta beror<br />
på att runda partiklar lättare kan röra sig mot varandra och att friktionen blir lägre. Stängliga<br />
och flakiga partiklar spärrar varandra (som i plockepin) vilket gör ett sådant material packar<br />
sig sämre. Vid hårdare packning som vibrering eller kompaktering så minskar relativa<br />
effekten <strong>av</strong> kornform. Teoretiskt, om man placerar varje korn för sig, skulle flakiga partiklar<br />
packa sig bättre än runda men med flöde <strong>av</strong> partiklar ner i ett kärl blir det tvärt om.<br />
En kontinuerlig kornkurva ger också en bättre packning då de mindre kornen kan fylla hålrum<br />
mellan de större. En låg % hålrum indikerar därför generellt ett bra grus.<br />
För att renodla formfaktorn så kan man sikta upp materialet och undersöka varje fraktion för<br />
sig. I försöken med packning så har vi mätt både lös packning och kompakterad packning. Vi<br />
har även mätt packning för hela 0-2 mm materialet och enskilda fraktioner. Man kan finna en<br />
korrelation mellan packning och mängd glimmer (kapitel 3.7.2 i CBI rapport 1:2008).<br />
Packning och då framför allt för grovballast (>4 mm) används ofta som ingångsvariabel i<br />
proportioneringsprogram (de Larrard & Sedran 2002).<br />
3.4.3 Specifik yta-BET yta<br />
BET-ytan bestäms genom att mäta mängden på ytan adsorberad gas, i undersökningarna<br />
kvävgas.<br />
22
2011<br />
Då BET-ytan mäts som m 2 /kg material så kommer förutom många små korn även flakiga,<br />
stängliga, porösa och råa ytor att ge ett högre värde. Man väger in en viss mängd och då man<br />
på en viss vikt får fler korn <strong>av</strong> glimmer än mera kubiska mineral så kommer en stor mängd<br />
glimmer att ge en större BET-yta. Även en skrovlig eller rå yta ger högre adsorbtion.<br />
Undersökningarna har även visat att leror ger en hög absorbtion. Då inte nödvändigtvis dessa<br />
har en så mycket större yta indikerar detta att lerorna absorberar mer per ytenhet.<br />
BET-ytan är en variabel som är viktig för initialanalysen och som ett komplement om en viss<br />
ballast plötsligt får problem. Vi har mätt på 0-0,25 mm fraktionen där normalvärdet ligger<br />
strax under 1000 m 2 /kg. Om värdet ligger över 2000 så ger ballasten ofta problem. De<br />
naturballastmaterial (7 st) som undersökts inom projektet har samtliga en specifik yta större<br />
än 2000 m 2 /kg. Detta beror antagligen på att naturballast innehåller leror från vittring medan<br />
krossballast i allmänhet inte varit utsatt för vittring. Mängden filler i naturballast är dock i<br />
allmänhet för liten för att lerorna skall ge problem. I ett fall med krossgrus (K8) g<strong>av</strong><br />
finmaterialet ett hög BET-yta (kapitel 3.2.5 i CBI rapport 2008) och g<strong>av</strong> besvärlig reologi.<br />
Detta berodde på att graniten var hydrotermalt omvandlad och innehåll ultrafin sericit (ett<br />
lermineral). Sericiten, , som är en omvandlingsprodukt från kalifältspat, g<strong>av</strong> även ett lågt<br />
värde på sandekvivalent testen. Tvättning <strong>av</strong>lägsnade sericiten och reologin blev bra<br />
Försöken har visat att ballast med hög BET-yta generellt ger problem med arbetbarheten. Det<br />
tillsammans med Sandekvivalent-test är därför en bra indikativ metod på att det finns problem<br />
som måste åtgärdas.<br />
3.4.4 Sandekvivalenttest<br />
Sandekvivalenttesten (SS-EN 933-8) är en sedimentationstest för finballast som i första hand<br />
mäter mängden filler och då speciellt ultrafint material (Figur 7). Metoden finns beskriven<br />
och resultat är redovisade i kapitel 4.1.1 i CBI rapport 2008 och i 4.1 i CBI rapport 2011. I<br />
princip mäter man och jämför mängden slampelare med snabbare sedimenterade grövre<br />
partiklar. Detta får man inte fram vid vanlig siktning och testen kan delvis ses som ett<br />
komplement till BET-yta och lasersikt. Det är en ganska enkel test och kan användas vid<br />
rutintestning om det är problem med fillerhalten och kvalitén på denna.<br />
Tidigare ansågs att om sandekvivalenttesten g<strong>av</strong> ett värde på under 60 så var sanden olämplig<br />
för <strong>betong</strong>tillverkning och att gruset borde tvättas. Detta gäller emellertid inte idag då man<br />
med hjälp <strong>av</strong> flyttillsatsmedel kan hantera mera finmaterial och även använda finmaterialet<br />
för att minska mängden cement. Mängden glimmer har ingen signifikant inverkan på SEvärdet<br />
(Figur 98 i CBI rapport 2008). Om sandekvivalentvärdet är lågt bör man göra en<br />
mineralogisk undersökning med röntgendiffraktion och/eller metylenblåundersökning för att<br />
utröna om det kan beror på skadliga leror.<br />
När det gäller användandet <strong>av</strong> SE-testen så kan man anse att det är en generell test och värdet<br />
bör vara relativt konstant över tid. Om det stiger eller sjunker markant så säger detta att något<br />
skett och att man kan behöva justera receptet. Låga värden kräver generellt mera<br />
superplasticerare för att uppnå en bestämd arbetbarhet.<br />
23
2011<br />
SE- värde [%]<br />
100<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
Samtliga<br />
Exkl. tvättade<br />
R 2<br />
samtliga = 0.77<br />
R 2<br />
exkl. tvättade = 0.83<br />
0 1 2 3 4 5 6<br />
Andel partiklar< 10 µm [%]<br />
Figur 7. Inverkan <strong>av</strong> andel finpartiklar mindre än 10 µ (lasersikt) på sandekvivalent (SE-)<br />
värde.<br />
3.5 Speciella metoder för karakterisering <strong>av</strong> filler<br />
Fillern och kvalitén på fillern är mycket viktig. Idag, på grund <strong>av</strong> de allt effektivare<br />
superplasticerarna är det möjligt att använda ganska stor mängd filler i <strong>betong</strong>. En ökad<br />
mängd filler ger mera pasta som i sin tur lösgör de grövre partiklarna och underlättar<br />
arbetbarheten. Detta är ett grundkoncept vid tillverkning <strong>av</strong> självkompakterande <strong>betong</strong>. Man<br />
kan även spara cement genom att öka mängden filler (se kapitel xx) under förutsättning att<br />
fillern håller en god kvalité. En bra kvalité innebär att partiklarna skall vara skall vara<br />
kubiska.<br />
I fillerfraktionen är fragmenten enskilda mineral. Fältspat, kalcit och kvarts ger generellt bra<br />
filler medan glimmer och leror ger upphov till problem. Med hjälp <strong>av</strong> lasersikt kan man få<br />
fram kornfördelningen inom fillerfraktionen. Detta indikeras även <strong>av</strong> BET-ytan men här<br />
måste man beakta att lerpartiklar ger en extra stor yta. Lerpartiklar och då speciellt skadlig<br />
svällande lera identifieras genom test med metylenblått. Röntgendiffraktion ger ge en bra<br />
indikation på vad fillern innehåller.<br />
Det finns även en del specialtester för filler. Dessa tester kan även användas för puzzolaner<br />
som utan cement är vanliga partiklar. De baseras på vattebehov för pulvermassor och är<br />
beskrivna i Hunger & Browers (2009) och i kapitel 4.5 i CBI rapport 2011. I de utförda<br />
undersökningarna har allt material under 0,125 mm undersökts.<br />
24
2011<br />
3.5.1 Vattenbehov-Puntke test<br />
Testen baseras på att mäta vattenbehovet och mätvärdet visar när pulvermassan är<br />
vattenmättad (Kapitel 6.8.1 i CBI rapport 2011). Ett mindre vattenbehov indikera bättre filler.<br />
Ett lågt värde indikerar att fillern är relativt grov. Mycket ultrafint material, flakiga partiklar<br />
och leror ger ett högt värde.<br />
3.5.3 Vattenbehov-Utflyt<br />
Testen bygger på att man först vattenmättar en pulvermassa och därefter ökar mängden vatten<br />
och mäter utflytet (kapitel 6.8.2 i CBI rapport 2011). Detta ger en rät linje och man registrerar<br />
skärningspunkten för vatten/pulvertalet vid 0 utflyt. Utflytstesten ger i princip liknande<br />
resultat som Puntke testen men med större precision. Vid värden högre än 0,4 bör man<br />
undersöka orsakssammanhangen.<br />
Resultat från en serie tester syns i Figur 8. Generellt så överensstämmer resultaten med de<br />
andra undersökningarna. Material med mycket glimmer och lera som ger sämre reologi ger<br />
högre värden. Lägst vattenbehov har relativt grovkornig filler. Testen är intressant som<br />
komplement till sandekvivalenttesten indikerar mängden ultrafint material men som inte tar<br />
hänsyn till kornform. För att få fram kvalitén på det ultrafina materialet så behövs<br />
mineralogisk klassificering.<br />
vatten / pulver kvot<br />
0,55<br />
0,50<br />
0,45<br />
0,40<br />
0,35<br />
0,30<br />
0,25<br />
0 2 4 6 8 10 12<br />
Utflyt (r/r0)^2-1<br />
Figur 8. Utflytsmätningar för olika filler 0-0,125 µm (hålsikt)<br />
K3<br />
k56A<br />
k56B<br />
k27<br />
k57<br />
K4<br />
K48<br />
K41-2<br />
K29B<br />
25
2011<br />
4 Arbetbarhet<br />
Färsk <strong>betong</strong>s arbetbarhet är komplext och de önskade gjutegenskaperna beror på applikation.<br />
Den vanligaste metoden att mäta arbetbarhet är sättmått men den ger inte hela bilden. Andra<br />
metoder är utflyt eller omformningstal. Man måste emellertid även beakta fenomen som<br />
sammanhållning, separation etc.<br />
Den metod som ger bäst information om <strong>betong</strong>ens arbetbarhet är en viskosimeter som mäter<br />
reologin. Viskometern ger Bingham-parametrarna, flytgränsspänning och plastisk viskositet,<br />
där den förstnämnda ger den spänning i bruket som måste överskridas för att massan skall<br />
börja flyta. Den plastiska viskositeten är ett mått på brukets inre friktion och beskriver hur lätt<br />
(snabbt) massan flyter. Sättmåttet beskrivs bäst <strong>av</strong> flytgränsspänningen medan<br />
omformningstalet ger mera <strong>av</strong> den plastiska viskositeten. Krossballast och dess egenskaper<br />
påverkar främst den plastiska viskositeten.<br />
Krossballast är generellt flakigare än naturballast. Detta medför att vattenbehovet ökar och<br />
därmed även mängd cement. Grunden i detta är att flakigare och kantigare korn kräver mera<br />
<strong>av</strong> relativt finare material och i slutändan måste man därför öka mängden cement. Detta är<br />
emellertid inte helt giltigt i och med att man idag har tillgång till effektiva flytmedel. Dessa<br />
har gjort att man utan att öka mängden vatten kan öka andelen finkornigt material. Detta<br />
medför att om man proportionerar korrekt och utnyttjar flytmedel kan tillverka <strong>betong</strong> med<br />
helkross utan att behöva öka mängden cement.<br />
För att kunna proportionera <strong>betong</strong> behöver man förstå effekten <strong>av</strong> olika storleksfraktioner.<br />
I de olika försöken har projektet arbetat från mikrobruk (0/0,25 mm) till bruk (0/2mm) och<br />
uppåt i graderingarna till <strong>betong</strong> (0/16mm).<br />
Resultaten visar att när det gäller krossballast så hänger problemen samman med finmaterialet<br />
(CBI rapport 1:2008, Yousif 2006) I princip kan man rädda en dålig grovballast med bra<br />
finballast och en dålig finballast med bra filler. Detta medför att det mesta arbetet har<br />
koncentrerats på bruk med ballast i 0-2 mm fraktionen.<br />
4.1 Bruksblandningar<br />
Ett flertal försök har gjort i både det gamla projektet rapporterat i kapitel 3.3.2 CBI-rapport<br />
2008 och i kapitel 5 i CBI rapport 2011. Arbetbarheten in diagrammen uttryckt som reologi<br />
beror på kornsorteringskurvan och kornformen. I Figur 9 visas en sekvens olika prov <strong>av</strong><br />
bruksblandningar från krossballast (0-2 mm). Betongförsök inkluderade en del <strong>av</strong> resultaten<br />
från bruksblandningarna visar att ett besvärligt bruk ger en besvärlig <strong>betong</strong>.<br />
De olika proven från krossprodukter (huvudsakligen graniter) är undersökta dels som de<br />
kommit till CBI dels som omsiktade till en kornkurva liknande den hos naturballast. I de<br />
omsiktade materialen så har framför allt mängden finmaterial minskats. Detta visar att den<br />
ursprungliga partikelfördelningen inte är optimal. Den visar också att man får en stor variation<br />
med omsiktat material vilket visar på effekten <strong>av</strong> kornform.<br />
Naturballast ger generellt den bästa arbetbarheten/reologin men det finns krossprodukter som<br />
är lika bra och som direkt kan ersätta naturgrus speciellt on mängden finmaterial minskas.<br />
26
2011<br />
Genom att höja mängden superplasicerare är det möjligt att acceptera mera finmaterial vilket i<br />
sin tur gör att man kan sänka cementhalten (kapitel 6). Med för lite finmaterial och<br />
superplasticerare finns risk dålig sammanhållning något som viskosimetern inte registrerar.<br />
I Figur 9 kan man observera en del prov med mycket hög flytgränsspänning. En närmare<br />
granskning visade att dessa prov hade ett lågt sandekvivalentvärde och hög BET-yta.<br />
Problemet berodde på att fillern var olämplig på grund <strong>av</strong> höga halter lera.<br />
Flytgränsspänning [Pa]<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
Optimerad gradering<br />
Ursprunglig gradering<br />
0 2 4 6 8 10 12<br />
Plastisk viskositet [Pa s]<br />
Figur 9. Flytgränsspänning och plastisk viskositet för ursprunglig och anpassad gradering.0-<br />
2 mm. I diagrammet finns även 5 punkter med <strong>av</strong>vikande flytgränsspänning som ligger<br />
utanför normalvärdena. De <strong>av</strong>vikande värdena beror på extrem filler (se text).<br />
Arbetbarheten kan även minskas med hjälp <strong>av</strong> superplasticerare. Figur 10 a och b visar att en<br />
bestämd mängd superplasticerare sänker både flytgränsspänningen och den plastiska<br />
viskositeten hos alla proverna. Med superplasticerare så får en del krossgrus liknande<br />
egenskaper som naturgrus. Närmare undersökningar visar dock att man kan få problem med<br />
vattenseparation om man minskar mängden finmaterial/filler och samtidigt använder<br />
superplasticerare.<br />
Yield Stress [Pa]<br />
Effect of SP - Original Grading<br />
10a 10b<br />
400<br />
300<br />
200<br />
100<br />
Natural aggregate<br />
No SP<br />
2 ml SP<br />
0<br />
0 2 4 6 8 10<br />
Plastic viscosity [Pa.s]<br />
Effect of SP - Grading 2<br />
0<br />
0 2 4 6 8 10<br />
Figur 10a och b. Effekt <strong>av</strong> superplasticerare på flytgränsspänning och plastisk viskositet.<br />
Figur a med ursprungsgradering och Figur b med omsiktat material<br />
Yield stress [Pa]<br />
400<br />
300<br />
200<br />
100<br />
No SP<br />
2ml SP<br />
Natural aggregate<br />
Plastic viscosity [Pa.s]<br />
27
2011<br />
Reologin kan även utvärderas med hjälp <strong>av</strong> en liten sättkon (Hägermankon) eller med rinntid i<br />
en tratt (kapitel 3.2 i CBI-rapport 1:2008. Man kan mäta både utbredning och rinntid på prov<br />
som sådana eller utvärdera med utgångspunkt från behov <strong>av</strong> flytmedel för att uppnå ett visst<br />
värde. Dessa metoder ger inte samma precision som viskosimetern men det är relativt enkla<br />
metoder som kan användas vid <strong>betong</strong>fabrik.<br />
Resultaten från utbredningsmått är redovisat i Figur 11. Skillnaderna mellan de olika proven<br />
överensstämmer med viskometervärdena och då främst flytgränsspänningen som relaterar till<br />
sättmått. Rinntiden kan korreleras med den plastiska viskositeten (kapitel 4.7 i CBI rapport<br />
2011.<br />
I Figur 11 kan man också observera skillnaden mellan olika flytmedel. De moderna<br />
superplasticerarna baserade på karboxylater är signifikant dyrare än äldre baserade på<br />
melamin men betydligt effektivare.<br />
Utbredning, cm<br />
40<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
N2-karboxyl N2-melamin K3-karboxyl K3-melamin<br />
Utbredning<br />
K8-karboxyl K8-melamin K7-karboxyl K7-melamin<br />
K1-karboxyl K1-melamin K4-karboxyl K4-melamin<br />
K2-karboxyl K2-melamin<br />
0 0,2 0,4 0,6 0,8 1<br />
Figur 11. Utbredningsmått med Hägermankon. För uppställning se kapitel 3.3 i CBI rapport<br />
1:2008<br />
4.2 Mikrobruk (
2011<br />
Resultaten(se Figur 9) visar att vid konstant vct så tål mikrobruket endast en viss mängd<br />
finmaterial innan reologin försämras. Med 13,3 vikt % filler så blir inverkan på reologin<br />
mycket liten medan med 26, 1 vikt % finmaterial i blandningen så varierar reologin kraftigt.<br />
Detta visar att man inte endast kan utgå från mängden finmaterial utan även måste bestämma<br />
kvalitén på finmaterialet. Kvalitén beror som för grövre ballast på kornform och kornkurvan.<br />
De prov som ger höga värden innehåller generellt mycket flakig biotit. Dessa försök är gjorda<br />
utan flytmedel. Med hjälp <strong>av</strong> flytmedel kan man acceptera större mängd filler i mikrobruket.<br />
För att bruk och <strong>betong</strong> skall ha bra arbetbarhet så behöver man en viss mängd mikrobruk för<br />
att frigöra de större partiklarna från varandra. Med besvärligt finmaterial behöver man relativt<br />
mera cement/vatten eller en högre dosering <strong>av</strong> flytmedel för att få bra rörlighet.<br />
Flytgränsspänning [Pa]<br />
160<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
N1 N2<br />
K1 K2<br />
K3 K4<br />
K5 K6<br />
K7 K8<br />
K9 K10<br />
K11 K12<br />
K13 K14<br />
K15 K17<br />
K18 K19<br />
0 0.5 1 1.5 2 2.5 3 3.5 4<br />
Plastisk viskositet [Pa s]<br />
Figur 12. Mikrobrukens flytgränsspänning <strong>av</strong>satt mot den plastiska viskositeten vid 13,3<br />
(inom heldraget område) respektive 26,1 (inom streckat område) vol. - % finmaterial.<br />
29
2011<br />
5 Rekommendationer<br />
5.1 Proportionering<br />
Krossballast <strong>av</strong>viker från naturballast genom att den är kantigare och ofta flakigare än<br />
naturballast. Dessutom så är ofta kornsorteringen inte optimal utan måste anpassas. Ett<br />
grundkoncept för proportionering finns i kapitel 1.1. I grunden gäller det att finna en optimal<br />
gradering och kubiska runda korn i alla fraktioner. Idag proportioneras i Sverige med<br />
utgångspunkt från krossballast i fraktionen över 8 mm och med naturgrus i fraktionerna under<br />
8 mm. Med helkross så måste man antagligen för optimal proportionering dela upp i flera<br />
fraktioner.<br />
I det genomförda arbetet har materialet delats upp i grovmaterial ( >4mm ), grovfinballast (2-<br />
4 mm), bruksfas (0-2mm) mikrobruk (0-0,2mm och filler (
2011<br />
Plastisk viskositet [Pa s]<br />
50<br />
40<br />
30<br />
20<br />
10<br />
vct 0.55<br />
vct 0.45<br />
vct 0.40<br />
50<br />
N1 K3 K4<br />
Plastisk viskositet [Pa s]<br />
40<br />
30<br />
20<br />
10<br />
vct 0.55<br />
vct 0.45<br />
0<br />
250 300 350 400 450 500<br />
Cementmängd [kg/m3 vct 0.65-0,70<br />
0<br />
250 300 350 400 450 500<br />
]<br />
Cementmängd [kg/m3 vct 0.65-0,70<br />
0<br />
250 300 350 400 450 500<br />
]<br />
Cementmängd [kg/m3 vct 0.65-0.70<br />
]<br />
Figur x. Plastisk viskositet för N1 (naturgrus), K3 och K4 vid konstant flytgränspänning och olika<br />
Figur 13 Plastisk viskositet för bruk med N1, K3 och K4 vid konstant flytgränsspänning och<br />
cementmängder.<br />
olika cementmängder.<br />
Det gjordes en serie <strong>betong</strong>försök <strong>av</strong> Schwan (2006) med ett naturgrus och tre olika<br />
bergkrossmaterial från granitiskt berg. Betongen 0/16 mm innehöll 310 kg byggcement och<br />
hade ett vct på 0,68. Krossballasten hade olika kvalité framför allt på finballasten (0-2 mm).<br />
Kornformen hos de tre materialen finns i Tabell 1. Ballasten är relativt lik i kornform ner till<br />
ca 1 mm, varefter K4 blir distinkt mera flakig beroende på hög stor mängd biotit. Prov K2 är<br />
mera flakig och innehåller mera biotit än K3 som i reologi och <strong>betong</strong>testerna är ett <strong>av</strong> de<br />
bästa materialen som analyserats.<br />
Med de tre krossballasterna har det tillverkats <strong>betong</strong> (husbyggnads<strong>betong</strong>) med samma<br />
recept men där proportionerna mellan olika fraktioner förändrats. Figur 14 visar resultat i<br />
form <strong>av</strong> sättmått. Utan flytmedel gick det inte att tillverka <strong>betong</strong> <strong>av</strong> K4. Prov K3 ger bättre<br />
sättmått än K2. Betongerna får ett högre sättmått med ökad mängd grovt material.<br />
Figur 15 visar relativt flytmedelsbehov för att uppnå ett sättmått på 200 mm. Det visar att man<br />
kan utan partikelgap tillverka <strong>betong</strong> även <strong>av</strong> det krossmaterial som har sämst finmaterial men<br />
att det kräver mycket hög halt <strong>av</strong> flytmedel. Detta medför en kostnad och det ger en<br />
retardation. Dessutom får <strong>betong</strong>en en hög plastisk viskositet, dvs den är seg. Den plastiska<br />
viskositeten får man även fram med omformningstal. Det blir ett liknande resultat som<br />
redovisas i Figur 13. Mera finmaterial kräver mera flytmedel speciellt med sämre finmaterial.<br />
Alla de tillverkade <strong>betong</strong>erna hade ungefär samma tryckhållfasthet.<br />
Problemen med finballasten kommer att accentueras med anläggnings<strong>betong</strong> då vattenhalten i<br />
denna är lägre och att finmaterialets kornform och kvalité därmed kommer att bli allt<br />
viktigare.<br />
vct 0.40<br />
Plastisk viskositet [Pa s]<br />
50<br />
40<br />
30<br />
20<br />
10<br />
vct 0.55<br />
vct 0.45<br />
vct 0.40<br />
31
2011<br />
Figur 14. Ökning <strong>av</strong> sättmått för husbyggnads<strong>betong</strong>. Inget flytmedel Från Schwan (2006).<br />
Med material K4 kunde man inte tillverka <strong>betong</strong>.<br />
Flytmedelsdos %<br />
1,8<br />
1,6<br />
1,4<br />
1,2<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
0,0<br />
Gladö<br />
Kolmetorp<br />
Kleva<br />
Grundrecept<br />
Grundrecept<br />
Grundrecept<br />
Linjär (Kolmetorp)<br />
Linjär (Gladö)<br />
Grundrecept<br />
Linjär (Kleva)<br />
Grundrecept<br />
Grundrecept<br />
Figur 15. Flytmedelsbehov för att uppnå sättmåttet 200 mm med olika typer <strong>av</strong> ballast. Från<br />
Schwan 2006<br />
5.2 Rekommendationer grov ballast<br />
R 2 = 0,8253<br />
R 2 = 0,7019<br />
R 2 = 0,5745<br />
35 37 39 41 43 45 47 49<br />
Andel (0-2) mm %<br />
Runda eller kubiska partiklar kräver minst finmaterial för att ge en bra arbetbarhet. Enklast är<br />
att göra lös packning på grovballasten (>4mm). Packningen registrerar också kornkurva.<br />
32
2011<br />
Generellt ger bra lös packnig en lämplig ballastsammansättning. För närmare utredning kan<br />
man sikta upp materialet och göra packningsförsök för varje fraktion för sig.<br />
Packningsvärden används oftast som ingångsdata i proportioneringsprogram. Man kan<br />
emellertid även mäta kornform eller använda spaltsikt. För kvalité test är antagligen spaltsikt<br />
enklast. När det gäller grovballast kan man relativt enkelt lära sig att med det nakna ögat<br />
bedöma kornform.<br />
5.3 Finballast<br />
Som finballast räknas alla partiklar som passerar 4 mm sikten. Med hjälp <strong>av</strong> lös packning eller<br />
antingen på hela kurvan eller för enskilda fraktioner kan man få en uppskattning <strong>av</strong> kornform.<br />
Med hjälp <strong>av</strong> spaltsikt kan man ganska bra få fram kornform ner till ca 1 mm.<br />
För att underlätta testning och provtagning kan man betrakta 2-4mm som en fraktion, 0,125-2<br />
mm som en annan och allt material under 0,125 mm som en tredje. Försök (Kapitel 5.3 i CBI<br />
rapport 2011) visar att runt 25-30 vikt % <strong>av</strong> 2-4 mm är optimum i 0-4 mm fraktionen. Över<br />
detta så ökar framför allt den plastiska viskositeten. Praktiska försök visar också att<br />
sammanhållningen försämras vid högre halt 2-4 mm. Även 2-4 mm fraktionen bör vara<br />
kubisk.<br />
Som visats tidigare så varierar 0-2 mm fraktionen kraftigt (Figur 9). Generellt vet man att den<br />
är bra om alla partiklarna är kubiska men så är oftast inte fallet speciellt i de finare<br />
fraktionerna med monomineraliska partiklar. Om 0-2 mm fraktionen är bra kan man ganska<br />
enkelt verifiera detta med hjälp minislump eller rinntid <strong>av</strong> standardbruk.<br />
Man kan även få fram kvalitén på 0-2 mm genom att mäta rinntid eller genom packning och<br />
då speciellt lös packning. För att närmare utvärdera finmaterialet måste man dela upp det. En<br />
sådan uppdelning är 0-0,125 mm och 0,125 till 2 mm. Fraktionen 0,125 till 2 mm kan<br />
utvärderas genom lös packning eller rinntid för ren ballast.<br />
Sambandet mellan dessa utnyttjas för utvärdering på Nya Zeeland (Day 1999). Detta är en till<br />
synes enkel metod men det finns problem (CCAA 2007). För att den skall ge bra resultat så<br />
fordras att man siktar bort fillerfraktionen då för höga halter filler ger samma resultat som<br />
grövre ballast dvs. ett högre flödestal. Det blir då enklare att använda packning och hålrum<br />
direkt.<br />
För mera <strong>av</strong>ancerad analys kan man köra provning där allt material under 0,125 (eller 0,063<br />
mm) har siktats bort och detta material analyseras för sig. I detta fall ger både packning och<br />
flödestal och i kombination en bra indikation på både kornfördelning och kornform.<br />
33
2011<br />
Figur 16 .Samband mellan ballastkvalité flödestal och packning enligt Day 1999. Ny bättre<br />
bild kommer. Samband mellan flödestal och packning vid CBI tester. Fillern är ej bortsiktad.<br />
Ny bättre bild kommer.<br />
De tester som anges i ballaststandarden är förutom siktkurvan Sandekvivalenttesten och<br />
Metylenblåtesten. Sandekvivalenttesten bedömer inte kornform utan ger en indikation på<br />
mängden filler och då speciellt mängden ultrafiller. Om sandekvivalenttalet blir lågt så måste<br />
man utvärdera orsaken. Om fillern är <strong>av</strong> god kvalité kan man utnyttja överskottet till att<br />
reducera mängden cement (kapitel 6) men om det är <strong>av</strong> dålig kvalité så måste man reducera<br />
mängden genom tvättning eller vindsikt.<br />
Metylenblåtesten (MB) ger en indikation på mängden lera och då speciellt svällera i<br />
fillerfraktionen. Det är en för <strong>betong</strong> viktig analys då för höga halter svällera kan be problem<br />
med beständigheten. Det är en viktig analys för karbonat och basiska bergarter men ger sällan<br />
någon väsentlig information om kvalitén på granitiskt berg. Med granitiskt berg får man en<br />
viss mindre förhöjning <strong>av</strong> MB om fillern innehåller mycket ultrafint material och glimmer,<br />
men det är svårt att utvärdera<br />
Kornformen är viktig för finmaterialet. Det mest exakta sättet är att mäta kornformen i alla<br />
fraktioner men detta är en kostsam analys och rekommenderas därför endast för en<br />
grundläggande analys. I finfraktionerna ges flakigheten till största delen <strong>av</strong> biotit eller något<br />
annat flakmineral som klorit. Ner till ca 0,125 mm så kan man räkna för hand men det blir allt<br />
svårare ju mindre korn man har. Kvalitén på finmaterialet kan även relativt enkelt utvärderas<br />
genom antingen en brukstest eller genom en vattenbehovstest enligt Puntke eller genom en<br />
utflytstest (Kapitel 3.4.5). Med utgångspunkt från en mera grundläggande petrografisk analys<br />
blir det enklare att finna en mera exakt produktionskontrolltest.<br />
5.4 Förbättringsåtgärder<br />
Resultaten visar att arbetbarheten är relaterad till kornkurva och kornform. För att få en<br />
optimal <strong>betong</strong> med så lite cement som möjligt så skall all partiklarna vara runda/kubiska<br />
ända ner i fillerfraktionen. Med mera kubiska partiklar minskas behovet <strong>av</strong> pasta och därmed<br />
Flödestid [s]<br />
45<br />
40<br />
35<br />
30<br />
25<br />
20<br />
Grov-dålig<br />
arbetbarhet<br />
Material 0-2<br />
40 42 44 46 48 50 52<br />
voids [%]<br />
Dålig<br />
gradering<br />
eller kornform<br />
Fin- dålig<br />
arbetbarhet<br />
DINsand<br />
N3<br />
K27<br />
K29<br />
K40-3<br />
K41-1<br />
K41-2<br />
K48<br />
K51<br />
K55<br />
K59<br />
K57<br />
K60-1<br />
34
2011<br />
cement. När det gäller grövre ballast så vet man sedan länge att VSI-krossning en mera kubisk<br />
produkt som är bättre för <strong>betong</strong>tillverkning.<br />
Effekten <strong>av</strong> VSI-krossning för finballast har undersökts <strong>av</strong> Quist & Evertsson 2010 och<br />
Åkesson & Tjell 2010. Effekten har från en del försökskrossning utförd <strong>av</strong> industrin har<br />
utvärderats hos CBI och resultaten finns redovisade i CBI-rapport x:2011.<br />
I rapporten <strong>av</strong> Quist och Evertsson är en <strong>av</strong> slutsatserna att VSI-krossning ger bra resultat och<br />
mera kubiska partiklar ner till cirka 0,4 mm. I Arbetet från Åkesson och Tjell som analyserat<br />
resultatet med bildbehandling visar de på bra resultat ända ner i fillerfraktionen. I det material<br />
som undersökts på CBI påvisas mera kubiska partiklar i fraktionerna större än ca 0,4 mm. Det<br />
verkar som om VSI-krossning eller bearbetning ger bättre partiklar ner till mineralgränsen,<br />
dvs. till den partikelstorlek där fria mineral börjar dominera.<br />
En nackdel med VSI-krossning som de uppmärksammat i Norge (Wigum et al 2009) är att<br />
metoden producerar mera finmaterial både mindre än 4 mm och mera filler.<br />
En annan enkel metod är vindsiktning. En vindsikt använder ett cirkulerande luftflöde för att<br />
separera partiklar. Olika vindsiktar och metoden finns beskrivna i Wigum et al (2009). Finare<br />
och lättare partiklar separeras från de större och tyngre och kan samlas upp separat. Man kan<br />
även separera pariklar genom att använda vatten. Genom att ställa om maskinen kan man<br />
separera på olika storlek. Detta är en metod som relativt enkelt kan minska den ofta för stora<br />
mängden filler. Genom att sätta ihop olika fraktioner kan man få en optimal kurva.<br />
Vindsikten kan även användas för att minska mängden glimmer. Glimmerflaken är relativt<br />
lätta och anrikas därför i de finare fraktionerna. Detta medför att, om man jämför med en<br />
vanlig sikt, mängden glimmer ökar i de finaste fraktionerna (se Figur 1-13 i CBI-rapport<br />
x:2010). Metoden för att minska mängden glimmer blir därför att vindsikta materialet och<br />
sedan ta bort den eller de finaste fraktionerna och ersätta det med annat material. Det måste<br />
dock utprovas för varje täkt för sig och beror på i vilken fraktion som glimmern sitter.<br />
I många fall kan ballastens egenskaper förbättras med hjälp <strong>av</strong> tvättning (kapitel 3.3.1.4 i CBI<br />
rapport 1:2008). Om ballasten innehåller leror eller omvandlade partiklar i fillerfraktionen ger<br />
tvättning oftast bra resultat. Att bara ta bort de finaste partiklarna kan ibland vara bra men om<br />
fillern är bra kan man utnyttja den för att sänka cementhalten. Ett bra granitiskt filler<br />
innehåller huvudsakligen kvarts och fältspat. Hornblände är oftast inget problem.<br />
Glimmer kan även floteras men det är antagligen en för dyrbar metod. Flotering är en metod<br />
som används <strong>av</strong> gruv- och mineralindustrin och bygger på att luftbubblor transporterar<br />
mineral specifikt till ytan där det ”skummas” <strong>av</strong>. Genom olika kemikalier så kan man påverka<br />
mineralytan så att det specifika mineralet fastnar på bubblorna. Flotation <strong>av</strong> glimmer är en<br />
utarbetad teknik.<br />
Om glimmern är en biotit kan man ta bort den med magnet. För effektiv sortering i<br />
finfraktionen krävs antagligen magnetseparation i vatten vilket skulle göra det till en<br />
antagligen för dyr metod.<br />
35
2011<br />
6 Cementreducering<br />
I den färska <strong>betong</strong>en är cement en partikel. Den absorberar en del vatten och bildar på ytan<br />
en tunn hinna <strong>av</strong> cementhydrat (Lagerblad & Fjällberg 2008) men i praktiken är den en<br />
partikel. I Storleksordning ligger cementpartikeln i fillerfraktionen (
2011<br />
efter en viss dosering så separerar det. Med det magra gruset kan man också få dålig<br />
sammanhållning.<br />
Flytgränsspänning<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
o No SP<br />
o 2ml SP<br />
o 4ml SP<br />
o 6ml SP<br />
o 8ml SP<br />
o 14ml SP<br />
SP<br />
Kurva 1<br />
Kurva 2<br />
Kurva 3<br />
Kurva 4<br />
Separation<br />
Figur 18. 0Diagram som 2 visar effekt 4 <strong>av</strong> flytmedel 6 (SP) på 8reologin på 100-2 mm bruk. 12 Kurva 1<br />
innehåller mest finmaterial medan Kurva 4 innehåller minst. Den runda ovalen visar att<br />
bruket separerar.<br />
Plastisk viskositet [Pa.s]<br />
Med hjälp <strong>av</strong> superplasticerare är det möjligt att dels acceptera högre halter filler dels tillföra<br />
ytterligare filler.<br />
Figur 19 visar en serie <strong>betong</strong>experiment (0/16 mm) där fillerhalten successivt ökats (Horta<br />
2011). Som filler har använts vindsiktat material från K20 som domineras <strong>av</strong> material < 0,25<br />
mm. För att få fram effekten <strong>av</strong> ökad mängd finmaterial/filler gjordes en serie experiment <strong>av</strong><br />
Horta (2011). Filler-materialet kom från finfraktionen <strong>av</strong> vindsiktat material från K20.<br />
I detta gjordes två serier <strong>betong</strong> med minskande mängd cement. I den ena serien ersattes<br />
cement med filler/finmaterial och vattenmängden hölls konstant vilket innebär höjt vct. I den<br />
andra serien tillfördes filler/finmaterial medan vct hölls konstant vilket fordrar en ökad mängd<br />
superplasticerare. I detta experiment var finmaterialet/fillern <strong>av</strong> god kvalité, dvs. kornen var<br />
kubiska och mängden glimmer/lera låg. Resultatet visar att man med hjälp <strong>av</strong><br />
superplasticerare och filler distinkt kan minska mängden cement.<br />
Detta medför att man kan acceptera den normalt högre halten <strong>av</strong> filler i krossgrus och använda<br />
denna för att reducera cementhalten. Det fordrar dock att fillern håller en god kvalité. Ett<br />
problem är att <strong>betong</strong>en blir ganska seg varför man måste proportionera med viss försiktighet.<br />
37
2011<br />
Tryckhållfasthet [M Pa]<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
310 kg cem ent<br />
211 kg w ater<br />
vct = 0,68<br />
SP 0,8 g/kg cem<br />
290 kg ocem ent<br />
51 kg filler<br />
197 kg vatten<br />
vct = 0,68<br />
SP 1,6 g/kg cem<br />
290 kg cem ent<br />
17,2 kg filler<br />
211 kg vatten<br />
vct= 0,73<br />
SP 1,4 g/kg cem<br />
0 5 10 15 20 25 30 35 40 45<br />
Cem ent reduktion [kg/m 3]<br />
270 kg cem ent<br />
104 kg filler<br />
184 kg vatten<br />
vct = 0,68<br />
SP 2,4 g/kg cem<br />
270 kg cem ent<br />
34,4 kg filler<br />
211 kg vatten<br />
vct = 0,78<br />
SP 0,9 g/kg cem<br />
w /c const.<br />
w ater constant<br />
Figur 19. Experiment med konstant finmaterial/pasta mängd och där cement och vatten<br />
ersatts med extra filler. All ballast från kross (0/16 mm). I en serie <strong>av</strong> försök (blå linje)<br />
ersattes cement och vatten (konstant vct) med finmaterial/filler. I den andra försöksserien så<br />
ersattes cement med filler medan mängden vatten hölls konstant (ökande vct). Från Horta<br />
2011.<br />
Generellt innehåller krossballast mera finmaterial och filler än naturgrus. Dessa experiment<br />
visar att det inte behöver vara någon en nackdel. Om fillern håller god kvalité kan man<br />
utnyttja den större andelen filler för att ersätta cement men det kräver i allmänhet att man ökar<br />
mängden superplasticerare. Vilken effekt det har beror även på fillern och cementets<br />
kornstorleksfördelning. Liksom för ballast generellt gäller det att ha en kontinuerlig<br />
storleksfördelning. Optimalt bör fillern vara antingen större eller mindre än cementet men det<br />
är oftast inte möjligt att styra. Med ultrafina partiklar, partiklar som är finare än cement kan<br />
man ersätta närmare hälften <strong>av</strong> cementet med utan att styrkan minskar (Lagerblad & Vogt<br />
2005, Vogt 2010). Detta är extremt och ultrafina partiklar är dyra men man kan även utnyttja<br />
effekten genom att öka finmaterial/filler och minska mängden cement utan att styrkan går ner<br />
38
2011<br />
7 Rekommendationer.<br />
7.1 Nyetablering <strong>av</strong> täkt<br />
Även om täkten kan ge en alldeles utmärkt sten så är det inte sagt att stenmjölet får tillräckligt<br />
bra egenskaper för att passa till <strong>betong</strong>. Eftersom fördelningen mellan sten och grus i en<br />
<strong>betong</strong> är ungefär lika stor, så är stenmjölets egenskaper viktiga och man bör ta med<br />
stenmjölet vid utvärderingen inför etableringen <strong>av</strong> en ny täkt. De bergarter som vi har tillgång<br />
till är karbonatbergarter, basiska bergarter och granitoida bergarter. Som ett första steg måste<br />
man göra en bergartsbesiktning. Bergarter kan även inom en bergartstyp variera ganska<br />
mycket.<br />
När det gäller karbonatbergarter bör man söka en massiv kalksten. Sedimentära kalkstenar är<br />
ofta porösa och kan innehålla olämpliga leror som ger problem med beständigheten. De kan<br />
även innehålla alkalireaktiva komponenter både alkalisilika- och alkalikarbonatreaktiva<br />
komponenter. En bergartsanalys kan leda fram till att man måste göra en selektiv brytning.<br />
Krossprodukten måste därför testas med metylenblå test (SS-EN 933-9) som <strong>av</strong>slöjar skadliga<br />
leror och med en petrografisk test som <strong>av</strong>slöjar alkalireaktiva komponenter. Även förekomst<br />
<strong>av</strong> magnetkis och sulfatmineral bör testas.<br />
Basiska bergarter som diabas, basalt och gabbro är ofta massiva men de kan ha problem med<br />
omvandlingar och skadliga leror. En metylenblåtest är viktig. Magnetkis kan förkomma och<br />
eventuell förekomst bör undersökas (SS-EN 932-3 och 1744-1).<br />
En granitisk eller en granitoid bergart definieras genom att den innehåller fri kvarts som<br />
mineral. I övrigt finns det en stor variation. Denna variation kan man även finna inom en täkt.<br />
Detta medför att man vid en analys <strong>av</strong> en krossprodukt från en täkt måste göra en petrografisk<br />
analys med <strong>av</strong>seende på homogenitet eller sammansättning och utbredning <strong>av</strong> de olika<br />
bergartstyperna. Ur beständighetssynpunkt måste man kontrollera alkalisilikareaktiviteten<br />
(ASR). Porfyrer och deformerade graniter (myloniter och skiffriga gnejser) kan ge ASR. Man<br />
bör även testa om bergarten innehåller magnetkis på grund <strong>av</strong> risken för sulfatreaktion och då<br />
de ger fula ytor. Skadliga leror är sällsynta i granitoida bergarter men kan förkomma om<br />
bergarten är hydrotermalt omvandlad.<br />
Det största problemet med de granitiska bergarterna är förekomsten <strong>av</strong> glimmer i<br />
finmaterialet. Man bör därför göra en provkrossning och förekomsten <strong>av</strong> glimmer i 0,125-<br />
0,250 mm fraktionen bör vara låg och inte överstiga 10 volym %. Med blotta ögat kan man<br />
observera om det förkommer glimmer i de större fraktionerna. Med grovkorniga bergarter kan<br />
man finna fri glimmer i fraktioner över 1 mm. Liksom i finfraktioner är det även här negativt<br />
för arbetbarheten.<br />
Ur praktisk synpunkt kan det vara svårt att finna ett lämpligt lokalt berg. Ofta ligger täkterna<br />
också i blandat berg ofta gnejsigt granitiskt berg. Ett sätt att lösa detta skulle kunna vara att<br />
bryta selektivt för material som helt krossas ner till under 1-2 mm och använda detta används<br />
som finballast. Man kan bryta selektivt inom brottet eller ta material någon annanstans ifrån<br />
och använda detta som finmaterial. Det skulle även kunna gå att som är vanligt utomlands att<br />
blanda naturgrus och krossat berg till en lämplig sammansättning.<br />
39
2011<br />
7.2 Ballastanalys för <strong>betong</strong>proportionering<br />
De generella testerna för beständighet finns redovisade i SS-EN 21260 och i Lagerblad<br />
Trägårdh (1995). Nedan diskuteras därför generellt det som påverkar proportionering och<br />
cementförbrukning.<br />
7.1 Grovballast<br />
När det gäller grovballast så skall kornen vara så runda/kubiska som möjligt. Kubisiteten kan<br />
bestämmas genom antingen genom spaltsikt, formindex eller genom lös packning.<br />
Detta används som ingångsdata (kompletteras <strong>av</strong> H-E Gram.<br />
7.2.2 Bruk-finballast<br />
Finfraktionen kan undersökas enligt en rad SS-EN metoder (se kapitel 3)<br />
Det finns en red olika orsaker till att en ballast fungerar bra eller dåligt i en <strong>betong</strong>. I grunden<br />
skall alla partiklarna vara runda eller kubiska. Normalt innehåller krossgrus för mycket filler i<br />
förhållande till naturgrus. Detta kan man idag korrigera med hjälp <strong>av</strong> flytmedel.<br />
Hur en finballast fungerar i <strong>betong</strong> kan undersökas med hjälp <strong>av</strong> bruksprover .<br />
Utflyt i Hägermankon<br />
Rinntid i tratt.<br />
Reologisk undersökning <strong>av</strong> bruk (referenser i rapporterna)<br />
Fillerfraktionen<br />
Puntke<br />
Utflyt<br />
Reologisk undersökning <strong>av</strong> mikrobruk (referenser i rapporterna)<br />
För kvalitétskontroll finns en rad olika prover och testningar. För att få fram hela bilden<br />
behöver man en översiktsprofil som är baserad dels på variationen i täkten dels på mera<br />
specifik undersökning. Detta är också viktigt för att få fram om man på något enkelt sätt kan<br />
förbättra egenskaperna.<br />
Man behöver veta:<br />
Kornfördelning. Detta kan man få fram genom en siktanalys kompletterad med<br />
Lasersikt, Metylenblåtest BET-yta och Sandekvivalent. Fillern bör också undersökas<br />
med hjälp <strong>av</strong> röntgendiffraktion.<br />
Kornform. Detta kan man få fram genom en bildanalys och petrografisk analys. Den<br />
petrografiska analysen kan innehålla bildanalys och räkning <strong>av</strong> glimmer i de olika<br />
fraktionerna.<br />
40
2011<br />
Metylenblå testen och vattenabsorbtionstesterna är grundläggande tester som <strong>av</strong>slöjar om<br />
ballasten kan ge upphov till beständighetsproblem. Generellt så ger emellertid höga värden på<br />
båda testerna även upphov till problem vid proportionering.<br />
Olika typer <strong>av</strong> <strong>betong</strong> kräver olika egenskaper hos finballasten. Då även cement i den färska<br />
<strong>betong</strong>en är en partikel så spelar vct och typ <strong>av</strong> cement en stor roll. Generellt så kräver en bra<br />
finsand runda/kubiska korn och en viss kontinuerlig kronkurva. När det gäller fillern så skall<br />
dess storlek helst inte kollidera för mycket med den hos cementet.<br />
Utifrån bruks- och <strong>betong</strong>försöken inom projektet har ett förslag på gränskurvor för 0/2 mm<br />
fraktionen arbetats fram (se figur 20). Ballastmaterial med gradering ovanför gränskurva A<br />
kan fungera väl som <strong>betong</strong>ballast beroende på dess kvalitet och vilken <strong>betong</strong>typ den skall<br />
användas till. Men det kan vara lämpligt att utföra en noggrannare analys <strong>av</strong> materialet om<br />
kurvan faller utanför gränskurvan. Om filler och finmaterialhalten överstiger gränskurva A<br />
kan man ofta klara <strong>betong</strong>en genom flytmedel men hur mycket man behöver beror på kvalité.<br />
Kvalitén beror på kornform och fillerns sammansättning. Därför bör man om fillermängden är<br />
för hög göra en speciell utredning <strong>av</strong> dess mineralogi och kornform. Med mindre finmaterial<br />
än gränskurva B finns det risk för dålig sammanhållning och för stort vatten/cement behov.<br />
Passerar (%)<br />
100<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
Gränskurva A (kross)<br />
Gränskurva C (kross)<br />
0<br />
0,01 0,1 1 10<br />
Sikt (mm)<br />
Figur 20. Förslag till gränskurvor för 0/2 mm fraktionen från krossat berg.<br />
Finmaterialet kornform kan man få fram genom bildbehandling. För att få ett bra instrument<br />
för bedömning bör materialet siktas upp och varje fraktion analyseras för sig. Om bergtäkten<br />
är homogen behöver detta endast göras vid en preliminärbedömning. För partiklar över 1 mm<br />
kan man använda flakighetsindex, flödestid eller packning för att enkelt kontrollera kvalitén.<br />
För finare partiklar kan man även här använda lös packning. Flödestid fungerar inte för de<br />
finaste partiklarna. Bruksprovningar <strong>av</strong>slöjar ganska snabbt kvalitén.<br />
Röntgendiffraktion kan <strong>av</strong>slöja om fillern innehåller mycket glimmer eller lera vilka brukar<br />
vara de som försämrar kvalitén. Glimmerhalten bör vara lägre än 7-8 volym % i alla<br />
fraktioner. Detta motsvarar en partikel koncentration på runt 10 %. Fraktionen 0,125-0,250<br />
mm rekommenderas som referensfraktion och ger ofta en god indikation även på halterna i<br />
mindre fraktioner. F-aspekt bör ligga distinkt över 0,40 helst över 0,45. Det är svårt att<br />
beräkna kornform i fillerfraktionen. Röntgendiffraktion och/eller SEM kan snabbt <strong>av</strong>slöja om<br />
41
2011<br />
det finns stora mängder glimmer eller lera som kan ställa till med problem. Med utflytsmått<br />
(kapitel 3.4.5) kan man få fram kvalitén på 0-0,125 mm fraktionen. Värdet (vatten/pulver) bör<br />
understiga 0,45 och helst ligga under 0,40.<br />
Kornfördelningen i detalj <strong>av</strong>slöjas <strong>av</strong> lasersikt. En hög BET-yta indikerar hög halt <strong>av</strong> mycket<br />
finns material. Ett lågt värde på sandekvivalent testen indikerar mycket ultrafint material.<br />
Sandekvivalentvärdet bör överstiga 70 då ett lägre värde indikerar problem med för mycket<br />
ultrafint material och leror etc. Mycket ultrafint material kan användas för att tillsammans<br />
med flytmedel sänka cementhalten men det kräver att det ultrafina materialet håller god<br />
kvalité.<br />
Om finmaterialet fillern/håller bra kvalité kan man kompensera detta med flytmedel. Sämre<br />
finmaterial/filler kräver stora mängder flytmedel och man kan få problem men att <strong>betong</strong>en<br />
blir för seg. Generellt har undersökningarna visat att om BET-ytan är större än 2000 m 2 /kg så<br />
ställer ofta fillern till med problem på grund <strong>av</strong> höga halter glimmer eller lera. Om<br />
Metylenblå-värdet överstiger 5 gram metylenblått per kg prov så är antagligen lerhalten i form<br />
<strong>av</strong> svällera för hög. Med ett värde på över 1 bör man se närmare vad det beror på. Detta gäller<br />
emellertid endast om fillerhalten överstiger det rekommenderade värdet i figur 20. Både när<br />
det gäller BET-yta och metylenblå har naturgrus relativt höga värden men detta kompenseras<br />
<strong>av</strong> att mängden filler generellt är låg. Innehåller fillern olämpliga partiklar som lera eller<br />
glimmer bör det tvättas eller tas bort med vindsikt.<br />
Kornkurva, lös packning och flisighet och vattenbehov behövs vid proportionering. Lös<br />
packning/flödestid för olika fraktioner kan ge en första indikation på krossgrusets lämplighet.<br />
Ett utflyttest med Hägermankon indikerar grusets inverkan på <strong>betong</strong>ens reologi och<br />
vattenbehov. Om man gör utflyt med en standardgradering får man fram själva<br />
materialegenskapen.<br />
Utflyt (Hägermankon) på 0-1 eller 0-2 mm material mäts bäst med en standardiserad<br />
blandning <strong>av</strong> ballast, cement och vatten. Det ger en allmän information om finballasten och<br />
ett bra utflyt indikerar i allmänhet att det är bra för <strong>betong</strong>tillverkning. Med en standardiserad<br />
sammansättningskurva får man fram om det beror på sortering eller materialet som sådant.<br />
Om det beror på materialet måste man gå längre och med andra analyser ta fram vad det beror<br />
på och se om man kan förändra egenskaperna på ett kostnadseffektivt sätt.<br />
Om finballasten inte uppfyller förväntade kr<strong>av</strong> kan en del åtgärder vidtas:<br />
Om sorteringkurvan är ogynnsam kan man sikta om materialet (vanlig sikt eller<br />
vindsikt)<br />
Om partiklar över 0,25-0,5 mm (beror på var mineralgränsen går) är flakiga (högt<br />
flisighetsindex) kan man använda kubisering (VSI-kross) för att förbättra kornformen<br />
på material större än 0,25mm.<br />
Om BET-ytan är mycket stor eller om sandekvivalentvärdet är litet kan man tvätta<br />
eller vindsikta materialet för att få bort de minska partiklarna.<br />
Om mängden glimmer är hög kan man vindsikta materialet. Vid vindsiktning följer<br />
glimmerpartiklarna med i de finare fraktionerna. Detta medför emellertid att man måste<br />
förkasta den finaste vindsiktsfraktionen och ersätta denna med en annan filler. Fillern behövs<br />
för att cementförbrukningen inte skall bli för stor.<br />
42
2011<br />
8 Referenser<br />
Aggregates Sand Gr<strong>av</strong>el and crushed rock aggregate for construction purposes, Ed<br />
Smith, M.R., Collis, L., Geological Society Engineering geology Special Publication<br />
No 9, London 1993.<br />
The aggregate Handbook, Ed. Barksdale, R., National Stone Association, Washington<br />
DC, 1991.<br />
CCAA 2007, Research Report, Manufactured sand, national test methods and<br />
specification values, Cement Concrete & Aggregates Australia, January 2007<br />
CCAA 2008, Guide to the specification and use of manufactured sand in concrete,<br />
Cement Concrete & Aggregates Australia 2008, T60, 2008.<br />
Danielsen, S.W., Rueslåtten, H.G. Feldspar and mica. Key minerals for fines<br />
aggregate quality. Bulletin of the International Association of engineering geology,<br />
No. 30, Paris. 1984<br />
Dewar, J.F. Effect of mica in the fine aggregate on the water requirement and strength<br />
of concrete. Tech. Rep. Cem. Conc. Assoc., London, 1963<br />
De Larrard, F., Sedran, T., Cem. Concr. Res 2002<br />
Dietsch, S., Replacement of Cement with fines of Crushed aggregates, Student<br />
Research Project part of Master Science Degree, Bauhaus-Universität-Weimar, F.A.<br />
Finger-Institute fur Baustoffkunde. (Supervisor Björn Lagerblad, CBI, Matrikel no<br />
21035, 2010.<br />
Doyle, B. J. The effect of crushed granite fine aggregate on concrete strength and<br />
workability., CGLI Advanced concrete technology course 1972, CITY & Guilds ACT<br />
project 72/7<br />
Ellis, G., The use of crushed rock fines in concrete. Advanced concrete technology<br />
course 1989-individual project.<br />
Horta, A., Environmental Implications of replacing natural sand into crushed rocks in<br />
concrete. Examensarbete KTH, handledare Björn Lagerblad, Publiseras under 2011.<br />
Hunger, M., Brouwers, H.J.H. Flow analysis of water-powder mixtures: application of<br />
specific surface area and shape factor, Cement and Concrete Composites 31, s 39-59.,<br />
2009<br />
Johansen, K.I., Laanke B., Smeplass, S., Crushed sand as a complementary aggregate,<br />
ERMCO 95, Proceedings of the XI th European Ready Mix Concrete Conference.<br />
1995<br />
Johansson, L., Klevbo, G., Concrete with crushed aggregate, CBI research, 1:81, 137<br />
pp, 1981.<br />
Järvenpää, H., Quailty chacteristics of fine aggregates and controlling effects on<br />
concrete., Acta Polytechnica, Civil Engineering and Building Construction Series, Ci<br />
122, Espoo 2001, 243 pp, 2001.<br />
Lagerblad, B. & Trägårdh, J, Ballast för <strong>betong</strong>, CBI rapport 4:95, 1995<br />
Lagerblad, B,Kornkurvans och sorteringskurvans effekt på reologiska egenskaper,<br />
MinFo projekt nr A 2000-3, Maj 2002.<br />
43
2011<br />
Lagerblad, B, Westerholm, M., MinFo projekt rapport nr A2000-3.1, Rapport etapp II<br />
mars 2003, Krossad Ballast i <strong>betong</strong>.<br />
Lagerblad, B., Jacobsson, B., Smectite clays and concrete durability, Proceedings of the<br />
19 th international conference on cement microscopy, Cincinnati, Ohio USA, pp151-163 ,<br />
1997.<br />
Lagerblad, B., & Trägårdh, J. Ballast för Betong-egenskaper, karaktärisering<br />
beständighet och provningsmetoder78 pp, CBI-rapport 4:95, 1995.<br />
Lagerblad, B., Vogt, C., Ultrafine particles to s<strong>av</strong>e cement and improve concrete<br />
properties, CBI report, 1:2004, 2004<br />
Lagerblad, B., Westerholm, M, Fjällberg, L., & Gram, H.-E.,Bergkrossmaterial som<br />
ballast i <strong>betong</strong> (Crushed rocks as aggregate in concrete)):. CBI-rapport nr 1:2008, CBI<br />
Betonginstitutet, Stockholm, 121 s, (In Swedish with english summary), 2008<br />
Lagerblad B., Fjällberg. L., Tidig hydratation-Styrande mekanismer och modell (Early<br />
hydration-mechanism and modell) CBI rapport 2:2008, (In Swedish with english<br />
summary), 2008<br />
Malmberg. B., Betong med krossgrus som ballast - en litteraturinventering. CBI<br />
forskning 7:79, 1979.<br />
Persson, A-L. Image analysis of fine aggregates: Characterisation of shape and grainsize<br />
parameters. Lic-<strong>av</strong>h. Avd. Teknisk Geol., Inst för Anl och Miljö. KTH, 1996.<br />
Persson, A-L. Image analysis of shape and size of fine aggregates, Engineering<br />
Geology, 50, 177-186, 1998.<br />
Sahu, A.K., Kumar, S., Sachan, A.K. Crushed stone waste as fine aggregate for<br />
concrete., The Indian Concrete Journal, p 845-848, Jan. 2003<br />
Schwan, Y., Betongballast <strong>av</strong> krossat berg med partikelsprång, KTH, ISSN 1103-<br />
4297, 2006.<br />
Kwok, A.C.W., The effect of silt content in crushed granite fine aggregate on the<br />
strength and workability of superplasticized concrete. ACT course project 1996-1997.<br />
ACT project 97/7.<br />
Tobin, R.E. Flow cone sand tests. ACI Journal, title no. 75-1, januari 1978, s. 1-12.<br />
Toss<strong>av</strong>ainen, M. Metodutveckling glimmeranalys-VSI krossens inverkan på glimmer,<br />
MinBas II, projekt 2.2.6, 2010.<br />
Wigum, B. J., Danielsen, S. W.. Hotvedt, O., Pedersen, B., Production and Utilization<br />
of Manufactured Sand. , State of the Art, Coin Project report, Sintef, 12-2009<br />
Westerholm, M. Rheology of the mortar phase of concrete with crushed aggregate.<br />
Licentiate<strong>av</strong>handling, Luleå Tekniska Universitet, <strong>av</strong>delningen för mineralteknik,<br />
2006, ISSN: 1402-1757.<br />
Quist & Ewertsson 2010<br />
Åkesson, U., Tjell, B. Geological parameters controlling the improvement of<br />
manufactured sand using vertical shaft impact crushers instead of cone crushers, XXV<br />
International mineral processing congress (IMPC) 2010 proceedings, Brisbane,<br />
Australia, 6-10 september, 2010.<br />
44