Skruv- och momentboken - Atlas Copco
Skruv- och momentboken - Atlas Copco
Skruv- och momentboken - Atlas Copco

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Skruv</strong>- <strong>och</strong><br />
<strong>momentboken</strong><br />
Den här guiden ger en introduktion till arbete med höga<br />
moment <strong>och</strong> de verktyg <strong>och</strong> maskiner som används. Här<br />
hittar du en översikt över allmänna trender inom produktion,<br />
viktiga punkter inom processförbättring, olika typer<br />
av verktyg <strong>och</strong> fixturer, <strong>och</strong> lite om hur man ska tänka när<br />
man väljer verktyg <strong>och</strong> maskiner.
INNEHÅLL<br />
Allmänna trender inom montering ............................................... 1<br />
Hur man förbättrar monteringsprocessen .................................... 4<br />
Kvalitet ....................................................................................... 4<br />
Ergonomi ...................................................................................... 8<br />
Produktivitet ................................................................................. 10<br />
Välja monteringsverktyg ............................................................. 12<br />
Fixturer ................................................................................ 14<br />
Att tänka på när man väljer verktyg <strong>och</strong> maskiner ........................ 17<br />
Allmänna trender inom montering<br />
När man tittar rent allmänt på tillverkningssystem så finns det flera trender<br />
inom det sätt som industrin bygger produkter, <strong>och</strong> även inom de sätt som<br />
produkterna lanseras på marknaden. Vissa av dessa trender är viktigare än<br />
andra, <strong>och</strong> kommer att påverka hur monteringsmomenten kommer att utföras<br />
i framtiden.<br />
”Vi behöver producera snabbare, bättre <strong>och</strong> billigare!”<br />
Antalet modeller per produkt har ökat kraftigt under de senare åren. Samtidigt<br />
har produkternas livscykler blivit kortare eftersom allt fler företag numera<br />
bygger upp allt mer specialiserade anläggningar för sina funktioner.<br />
I dessa anläggningar är produktionsflexibilitet <strong>och</strong> hastighet avgörande, <strong>och</strong><br />
detta påverkar i sin tur produktionsmetoderna på flera sätt:<br />
• Användning av plattformskoncept innebär kortare tid till<br />
marknaden (time-to-market) <strong>och</strong> lägre produktionskostnader<br />
• Högre hastigheter i processlinjerna är en lösning på beho-<br />
ven av ökade produktionsnivåer<br />
• Bättre flexibilitet i produktionen för att snabbare kunna<br />
svara på kortare produktlivscykler <strong>och</strong> för att hålla låg överkapa-<br />
citet i produktionen<br />
1
”Vi måste säkra rätt kvalitet!”<br />
Tillverkarna har förstått att hög kvalitet inte bara påverkar deras kostnader,<br />
utan även deras intäkter. Dessutom kan man få dåligt rykte på grund av<br />
kvalitetsproblemen, vilket är en mardröm för varje företag. Därför finns en<br />
stark drivkraft mot att eliminera monteringsrelaterade problem, genom att<br />
minska risken för monteringsfel, så kallad felkontroll. I detta ingår ett behov<br />
att säkerställa rätt klämkraft används i förbanden. Ett exempel är pump- <strong>och</strong><br />
ventilindustrin, där man har produkter med kritiska tätningar på många olika<br />
modeller.<br />
”Vi vill använda samma<br />
tillverkningsmetoder i alla<br />
våra anläggningar!”<br />
Tillverkarna har förstått att det<br />
finns betydande besparingar att<br />
göra genom att använda samma<br />
monteringsprocesser i alla anläggningar<br />
som tillverkar samma produkter.<br />
Detta har lett till att man tagit<br />
fram ”mallar” för tillverkningsanläggningar, där en viss fabrik är ansvarig<br />
för processen <strong>och</strong> liknande fabriker sedan kopierar metoder <strong>och</strong> utrustning<br />
till andra platser. Dessa företag har ett utbyte mellan sig om bästa arbetssätt<br />
<strong>och</strong> bästa tillverkningsmetoder i större utsträckning än tidigare, även om<br />
man inte går så långt att man släpper ägandeskapet till processen.<br />
”Vi vill se till att våra operatörer mår bra på arbetet!”<br />
Behovet av att hantera hälso- <strong>och</strong><br />
säkerhetsrelaterade frågor har ökat<br />
i <strong>och</strong> med att företagen förstått<br />
vilka fördelar det innebär att ha en<br />
god funktionell arbetsmiljö för sina<br />
anställda. Tillverkningsföretag fortsätter<br />
sträva efter att minska potentiella<br />
<strong>och</strong> befintliga problems inom<br />
anläggningarna.<br />
Snabbkontroll:<br />
• Har företaget krav på högre linjehastigheter eller högre<br />
produktkvalitet, <strong>och</strong> kommer detta att påverka hur monte-<br />
ringen ser ut i framtiden?<br />
• Kan företaget se en tendens mot gemensamma processer<br />
i monteringsmiljön?<br />
• Är operatörens välbefinnande, samt hälso- <strong>och</strong> säkerhets-<br />
frågor, viktigare för er idag än för fem år sedan?<br />
2 3
Hur man förbättrar monteringsprocessen<br />
Förbättringarna i alla slags monteringsprocesser beror förstås helt <strong>och</strong> hållet<br />
på hur monteringssituationen ser ut. Det finns dock ett antal aspekter om<br />
processäkerhet <strong>och</strong> verktygsnivå som kan bidra betydande till förbättringar<br />
inom monteringen.<br />
Det finns tre hörnstenar som alla bidrar till totala kostnadssänkningar<br />
som kan vara till nytta för slutanvändaren.<br />
Kvalitet<br />
Gör rätt första gången!<br />
Kvalitet<br />
Ergonomi Produktivitet<br />
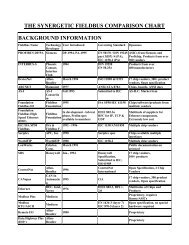
Ju senare som ett fel upptäcks längs monteringslinjen, desto mer kostar det<br />
att åtgärda felet. Fakta!<br />
En tillverkare måste alltid sträva efter att korrigera monteringsfel så<br />
snabbt som möjligt, så snart de uppstår längs monteringslinjen.<br />
Station 1<br />
Om ett monteringsfel inträffar <strong>och</strong> det avkänns här kan operatören åtgärda<br />
detta genom att helt enkelt dra åt skruven igen. Ingen skada är skedd, <strong>och</strong><br />
extrakostnaden begränsas till den extra tid det tar att utföra åtdragningen,<br />
<strong>och</strong> kanske kostnaden för en ny skruv.<br />
Station 2<br />
Om felet från station 1 passerar vidare till station 2 blir extrakostnaden högre.<br />
Operatören kan nu behöva ta isär produkten för att dra åt skruven igen,<br />
<strong>och</strong> det kan också vara nödvändigt att gå tillbaka till station 1 för att hämta<br />
komponenter. Det är också vanligt att använda särskilda omarbetningsområden.<br />
Slutstation<br />
Om felet inte korrigeras vid station 2 så kommer det förhoppningsvis att<br />
upptäckas vid ändstationen, där en kvalitetskontroll utförs. Om felet nått<br />
ända hit så har kostnaden för att åtgärda felet stigit kraftigt. Produkten måste<br />
nu tas åt sidan för demontering <strong>och</strong> ombyggnad, <strong>och</strong> om produkten tillverkats<br />
på order så finns det en arg kund någonstans som inte kommer att få<br />
sin produkt i tid.<br />
Monteringsstart<br />
Kunden hittar felet<br />
Värsta tänkbara scenario är att felet som inträffade vid station 1 går obemärkt<br />
förbi, hela vägen till kunden, <strong>och</strong> att produkten går sönder under användning.<br />
Dels kommer tillverkaren att drabbas av höga garantikostnader på<br />
grund av problemet, <strong>och</strong> det kan även resultera i att ryktet skadas.<br />
4 5<br />
Station 1<br />
Station 2<br />
Slutstation<br />
Kunden hittar felet
Hur man eliminerar monteringsproblem<br />
Det är inte många monteringsproblem som uppstår regelbundet på samma<br />
ställen i samtliga produktionslinjer. Problemen längs produktionslinjen eller<br />
i en viss applikation är en viktig faktor att ta hänsyn till när man bestämmer<br />
vilken eller vilka typ(er) av verktyg/maskiner som ska användas vid monte-<br />
ringen.<br />
Lost<br />
quality <strong>Skruv</strong>ar fattas Gängskadade<br />
Fel<br />
moment<br />
skruvar<br />
För tidigt<br />
frånslag<br />
Problem Lösning<br />
Levererad<br />
kvalitet<br />
Missad om-<br />
Dålig arbetning<br />
Felaktiga/ repeterbarhet<br />
glömda delar<br />
<strong>Skruv</strong>ar fattas <strong>Skruv</strong>räkning så att man kan bekräfta att alla<br />
skruvar fi nns<br />
Gängskadade Långsammare avstängningshastighet,<br />
skruvar för att undvika gängrensning<br />
Fel moment Definierade parameteruppsättningar<br />
med egenskaper som är specifi ka för respektive<br />
förband<br />
Problem Lösning<br />
Felaktiga/ Mätning av nedgängningsvinklar <strong>och</strong> räkning<br />
glömda delar av skruvar gör att man har rätt typ <strong>och</strong> rätt<br />
antal komponenter<br />
Dålig repeter- Definierade parameteruppsättningar med<br />
barhet egenskaper som är specifi ka för respektive förband<br />
Missad om- Linjens kvalitetskontroll ser till att ingen felarbetning<br />
behäftad produkt går vidare till nästa linje i processen<br />
För tidigt Riktlinjer för operatören – alla nedgäng-<br />
frånslag ningsproblem ska rapporteras<br />
Snabbkontroll<br />
• Vem kontrollerar kostnaderna som har samband med<br />
garantier <strong>och</strong> kassationer idag?<br />
• Vilka kvalitetskontroller fi nns inbyggda i monteringsprocessen?<br />
Kan dessa kontroller känna av de vanligaste mon-<br />
teringsproblemen? Kan man vara säker på att en felbe-<br />
häftad produkt inte går vidare längs produktionslinjen?<br />
• Har företaget idag en omarbetningsstation som tar hand<br />
om produkter som inte byggts enligt angiven specifi ka-<br />
tion?<br />
• Har alla operatörer fått utbildning i hur de olika verktygen<br />
ska användas?<br />
6 7
Ergonomi<br />
Bra ergonomi ökar produktiviteten<br />
Ergonomin spelar en viktigare roll än någonsin tidigare i monteringsmomenten.<br />
Många företag har ergonomiavdelningar eller specialister som har ett<br />
nära samarbete med sina produktionsavdelningar.<br />
Vikten av en god ergonomi stärks också av ökat mediaintresse i frågan,<br />
<strong>och</strong> av verksamhetspraxis som blir allt mer global.<br />
Det står klart att god ergonomi ökar produktiviteten. Positiva anställda<br />
som känner sig säkra i arbetet blir också mer produktiva. Dessutom kommer<br />
både stopptider <strong>och</strong> frånvarokostnader att minska om man ser till att<br />
förbättra ergonomin.<br />
För högmomentverktyg/-maskiner är detta ännu viktigare, eftersom<br />
dessa ofta är stora <strong>och</strong> tunga <strong>och</strong> genererar höga reaktionskrafter.<br />
När man arbetar med att förbättra ergonomin i en miljö där man arbetar med<br />
höga åtdragningsmoment så måste man alltid skaffa sig en överblick över<br />
hela arbetsstationen. Själva arbetsstationen är dock komplicerad <strong>och</strong> valet<br />
av motordrivet verktyg är en viktig parameter vid utformningen av arbetsstationen.<br />
Men även det bästa motordrivna verktyget på marknaden kommer<br />
inte att kunna göra en dåligt utformad arbetsstation till en säker <strong>och</strong> komfortabel<br />
arbetsplats för operatören.<br />
Buller<br />
Dålig ergonomi Bra ergonomi<br />
Man bör alltid sträva efter lägsta möjliga ljudnivå. Däri ingår reducering av<br />
buller från processen, buller som överförs genom vibrationer, <strong>och</strong> även buller<br />
från luftströmmar.<br />
Exempel: Använd inte slående mutterdragare i slutna utrymmen utan<br />
öronskydd.<br />
Vibration<br />
Alla maskiner vibrerar till viss del. Genom att<br />
minska vibrationsnivåer <strong>och</strong> processtider kan<br />
man undvika hälsoproblem hos operatörerna.<br />
Exempel: Ta alltid regelbundna pauser när<br />
du använder maskiner som vibrerar kraftigt under<br />
lång tid.<br />
Belastning på operatören<br />
Högmomentverktyg/-maskiner är ofta tunga <strong>och</strong><br />
kan orsaka onaturlig belastning på operatören.<br />
Belastningarna på operatörerna kan minimeras<br />
genom användning av balansblock <strong>och</strong> momentarmar.<br />
Exempel: Ett stort verktyg kan innebära<br />
många kilon om man ska bära runt det hela dagen.<br />
Använd alltid balansblock.<br />
Arbetsställning<br />
Det är viktigt att man undviker dåliga arbetsställningar.<br />
Detta kan man göra genom att minska<br />
belastningen på statiska muskler <strong>och</strong> genom att<br />
förkorta tiden för varje arbetsmoment, <strong>och</strong> även<br />
genom att utbilda operatören i rätt arbetsteknik.<br />
Exempel: Använd aldrig ett verktyg under<br />
längre perioder över axelhöjd.<br />
Snabbkontroll:<br />
Oavsett vilken typ av verktyg/maskin<br />
det rör sig om så är det inte<br />
bättre än det balansblock eller den<br />
fixtur som det används med.<br />
• Vilka ergonomiska riktlinjer finns det på arbetsplatsen idag?<br />
• Tar dessa riktlinjer hänsyn till hela arbetsplatsen; d.v.s. motor-<br />
drivna verktyg, arbetsorganisation, arbetsplats, <strong>och</strong> operatör?<br />
• Finns det några hälso- <strong>och</strong> säkerhetsrelaterade frågor som<br />
rör arbetsområdena idag?<br />
• Förekommer några manuella skruv-/mutterdragnings-<br />
moment över 100 Nm?<br />
• Är alla applikationer med tunga verktyg <strong>och</strong>/eller höga<br />
moment monterade i fixtur, <strong>och</strong> ordentligt uppstöttade?<br />
• Vilka kostnader har fabriken för arbetsskador <strong>och</strong> andra<br />
hälsoproblem som rör arbetet?<br />
8 9
Produktivitet<br />
Produktivitet handlar om att finna en balans.<br />
Produktivitet ska inte blandas ihop med verktygets/maskinens hastighet,<br />
eftersom det är två helt skilda saker. Produktiviteten kan dessutom bara<br />
maximeras när man samtidigt tar hänsyn till kvaliteten. Det är lätt att bygga<br />
mängder med produkter – som har dålig kvalitet. Och det kan också vara lätt<br />
att bygga ett litet fåtal produkter – med hög kvalitet! Det finns två viktiga områden<br />
att fokusera på när man försöker öka produktiviteten i monteringen:<br />
• Minska antalet arbetsmoment, <strong>och</strong>/eller<br />
• Öka hastigheten i processen.<br />
Minska antalet arbetsmoment<br />
Produktionstiderna (arbetscykeltiderna) kan sänkas kraftigt genom att minska<br />
antalet arbetsmoment. Detta ger ofta bättre resultat på den totala arbetscykeltiden<br />
än att byta till ett verktyg med högre hastighet.<br />
Exempel:<br />
Konventionell metod<br />
Station 1<br />
Dra åt med hydraulverktyg<br />
Föredragen metod<br />
Station 1<br />
Säkerhets-/kvalitetskritisk<br />
applikation<br />
Dra åt med elverktyg<br />
Station 2<br />
Klicknyckel för att<br />
säkerställa att förbandet<br />
dragits åt ordentligt<br />
ELLER<br />
Station 3<br />
Färgmarkering som<br />
bevis på att förbandet<br />
dragits åt<br />
Station 1<br />
Annan applikation<br />
Dra åt med pneumatiskt verktyg<br />
som har aut. avstängning<br />
Öka hastigheten i processen<br />
Produktionshastigheten i en fabrik beror i viss utsträckning på hur snabbt<br />
monteringarna kan göras. Andra bidragande faktorer är till exempel: allmän<br />
efterfrågan på produkter, hastigheter i matarlinjer, lackeringshastighet, maskinbearbetning<br />
eller andra moment som inte direkt har med monteringen<br />
att göra, trycket i pneumatiska verktyg etc.<br />
Om man bara tittar på själva monteringshastigheten i ett visst moment,<br />
så ska man alltid välja det snabbaste verktyg som inte kompromissar med<br />
felkontroll eller ergonomi. Följande grundregel kan<br />
användas för att maximera hastigheten i ett visst Processhastighet<br />
monteringsmoment:<br />
Steg 1: Bestäm nivån för felkontrollen. Här väljer<br />
man vilka krav som ska ställas på felkontrollen,<br />
<strong>och</strong> även önskad noggrannhet hos verktyget som<br />
ska användas för uppgiften. ”5 steg till nollfelsmontering”<br />
kan användas som referens.<br />
Steg 2: Bestäm vilka ergonomiska krav som<br />
ska ställas på installationen. God ergonomi påverkar<br />
den totala produktiviteten kraftigt.<br />
Ett verktyg ska alltid överensstämma med gällande<br />
bestämmelser <strong>och</strong> standarder för buller <strong>och</strong><br />
vibrationer.<br />
I allmänhet har företagen specifika ergonomiska<br />
riktlinjer för sina verktygsval.<br />
God ergonomi är god ekonomi!<br />
Steg 3: Välj snabbast tänkbara verktyg eller<br />
nedgängning för den aktuella applikationen.<br />
Med hänsyn tagen till steg 1 <strong>och</strong> 2 bör målet vara att<br />
maximera verktygets nedgängningshastighet. Här måste<br />
man ta hänsyn till flera aspekter: komponentmaterial,<br />
fästanordningar, verktygens drivsystem etc.<br />
Snabbkontroll:<br />
• Har du tagit hänsyn till ergonomi <strong>och</strong> felkontrollnivå vid<br />
försöken att maximera produktiviteten?<br />
• Vilka flaskhalsar finns det idag som är beroende av mon-<br />
teringsverktyg?<br />
• Utför man flera monteringsmoment på vissa stationer?<br />
Om svaret är ja – finns det möjlighet att minska antalet<br />
moment? Använder man klicknycklar eller färgmarkeringar?<br />
• Finns det behov av kvalitetskontroller, <strong>och</strong> varför föreligger<br />
dessa behov?<br />
10 11
Välja monteringsverktyg<br />
Idag fi nns det knappt någon diskussion om tekniska frågor som rör åtdragning<br />
där man inte samtidigt berör processkvaliteten. Det fi nns dock olika<br />
uppfattningar om processtyrning <strong>och</strong> processkvalitet. <strong>Atlas</strong> <strong>Copco</strong> har delat<br />
in sina produkter i olika kategorier beroende på felkontrollfunktioner. Den här<br />
defi nitionen ger ett gemensamt diskussionsunderlag, <strong>och</strong> hjälper till att ge<br />
en viss klarhet i ämnet, något som behövts länge.<br />
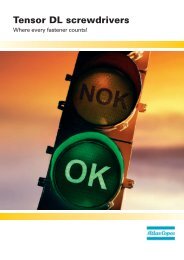
5 steg till nollfelsmontering<br />
Exempel<br />
på<br />
verktyg<br />
Steg 1<br />
Noggrant <strong>och</strong><br />
förutbestämt<br />
moment<br />
Operatörsberoende<br />
Moment OK!<br />
Steg 2<br />
<strong>Skruv</strong>räkning<br />
Inga omdragningar<br />
Grupp OK!<br />
Steg 3<br />
Vinkelövervakning<br />
=><br />
gemensam<br />
kontroll<br />
Beräknade<br />
momentvärden<br />
Förband OK!<br />
Steg 4<br />
Spårbarhet<br />
Insamling av<br />
åtdragningsdata<br />
Verktyg med<br />
givare<br />
Säkerhetskritisk<br />
åtdragning OK!<br />
EP LTP RE – controller Tensor DS Tensor S<br />
Steg 5<br />
Styrenheterna är<br />
anslutna till nätverk<br />
som ingår i<br />
fabrikens produktionssystemKassationshantering<br />
Åtdragning<br />
med nollfel!<br />
Integrering av<br />
åtdragningsprocessen<br />
i<br />
nätverket för<br />
produktionsstyrning<br />
Pulsverktyg<br />
EP PT / PTS<br />
Pneumatisk<br />
mutterdragare<br />
LMP / LTP<br />
DC Elektrisk<br />
mutterdragare<br />
Tensor DS<br />
12 13<br />
Pneumatiskt Elektriskt<br />
verktyg verktyg<br />
Valtabell<br />
Varje applikation (<strong>och</strong> varje kund) har egna specifi ka krav när det gäller<br />
verktygsval. Kraven skiftar beroende på hur kritiskt arbetsmomentet är<br />
– det kan handla om åtkomst, linjehastighet m.m. Nedan visas en förenklad<br />
valtabell efter processfunktion, som visar på de nyckelfaktorer som<br />
skiljer verktygen åt.<br />
Teknik<br />
Momentreglering Frånslag Avstannande/Frånslag DigiTork* Givare<br />
Dokumentation -- -- Endast OK/NOK Ja<br />
Vinkelövervakning -- -- Ja (steg om 36°) Ja<br />
Parameterset -- --- 10 / 64 Upp till 250<br />
Nätverk -- --<br />
-- Ja<br />
Applikationer<br />
Säkerhetskritisk Nej Nej Nej Ja<br />
Kvalitetskritisk Nej Nej Ja Ja<br />
Standard Ja Ja Ja Ja<br />
Noggrannhet +/- 15% +/- 10%** +/- 7,5%* +/-5%**<br />
Prisnivå 100% 200–400% 400–600% 600–1000%<br />
* Algoritm för motorström, frekvens, spänning <strong>och</strong> temperatur.<br />
**Testad enligt ISO 5393. Dessa värden ska ses som riktvärden.<br />
DC Elektrisk<br />
mutterdragare<br />
(med givare)<br />
Tensor S
Verktygsfixturer<br />
När man arbetar med högmomentapplikationer är det mycket viktigt att man<br />
beaktar momentreaktionen <strong>och</strong> fixering av de verktyg/maskiner som ska<br />
användas. I alla fall där ett mutterdragarsystem med ”direktdrift” ska användas,<br />
t.ex. pneumatisk avstängning, avstannande typ eller likströmsdriven<br />
mutterdragare, så måste man ta särskild hänsyn till både hur verktyget ska<br />
fästas <strong>och</strong> hur man ska hantera momentreaktionen.<br />
Nedan följer en översikt över de olika typerna av<br />
fixturlösningar för vanliga applikationer i högmomentsektorn.<br />
Det finns olika kategorier<br />
av verktygsfixturer, <strong>och</strong> alla har sina för- <strong>och</strong><br />
nackdelar. De tre som vi ska titta vidare på är<br />
följande:<br />
1. Mothåll: Reaktionskraften tas upp genom en<br />
extra mothållsenhet som monterats vid verktyget.<br />
2. Stödfixtur: Reaktionen tas upp genom en enhet<br />
eller en fixtur som verktyget/maskinen stöttas upp på.<br />
3. Hållarsystem: En skruv eller mutter hålls fast medan<br />
den andra delen skruvas åt med verktyget<br />
1. Mothåll<br />
Den här metoden består i att man monterar<br />
ett mothåll framtill på verktyget.<br />
Detta kommer sedan att vila emot, eller<br />
passas in emot en tillhörande komponent<br />
eller fixtur på arbetsområdet.<br />
Resultatet är att när skruven dras åt så<br />
kan verktyget inte rotera eller flyttas åt<br />
något håll. Det viktigaste man har att<br />
ta hänsyn till i det här fallet är att tillse<br />
att området som mothållet ska gå<br />
emot både är stabilt, <strong>och</strong> att det inte<br />
kan förflytta sig iväg åt något håll. Man<br />
måste också särskilt komma ihåg att<br />
reaktionskraften motsvarar den kraft<br />
som appliceras på fästdonet.<br />
Ett enkelt mothåll med en ”attrapphylsa”<br />
som kan placeras över ett annat skruv-<br />
huvud för att ta upp momentreaktionen,<br />
t.ex. vid hjulmontering.<br />
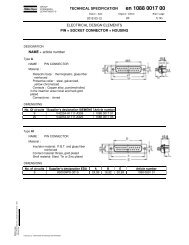
2. Stödfixtur<br />
Detta sätt att lösa problemet med momentreaktion<br />
är annorlunda <strong>och</strong> går till<br />
så att själva verktyget monteras på ytterligare<br />
en stödanordning, i stället för att<br />
en stödanordning monteras på verktyget.<br />
Stödanordningen, eller fixturen, kan<br />
se ut på många olika sätt <strong>och</strong> ha olika<br />
benämningar – stödarm, momentarm,<br />
ledad arm osv.. Fixturerna kan alltså skilja<br />
sig åt i användning, men principerna<br />
för att lösa problemet är desamma.<br />
Bänk- eller golvmonterade<br />
momentarmar<br />
Dessa kan vara av enkel bänkmonterad<br />
typ där verktyget är fixerat i en arm, <strong>och</strong><br />
verktyget utför åtdragningen på ett liknande<br />
sätt gång efter gång. Om armen<br />
En typisk installation som visar en<br />
ledad arm med en vinklad mutterdragare<br />
monterad<br />
har en led eller är golvmonterad kan detta ge verktyget flexibilitet att rotera<br />
runt en punkt, så att man lätt kan ställa in verktyget nära arbetsområdet.<br />
Momentreaktionsrör<br />
Om ett verktyg måste vara<br />
upphängt på ett sådant sätt<br />
att det ska förflytta sig längs<br />
en produktionslinje eller<br />
tvärs över en arbetsstation,<br />
så är det ofta svårt att använda<br />
en arm. Om en bärare<br />
används kan arbetsområdet<br />
vara mycket stort, men man<br />
kanske ändå behöver kunna<br />
ta upp både momentreaktionskraft<br />
<strong>och</strong> åstadkomma<br />
nödvändig flexibilitet i produktionen.<br />
Ett alternativt sätt att montera ett verktyg/en maskin är då att<br />
montera enheten på ett momentreaktionsrör. Detta är i princip ett metallrör<br />
som kan förflytta sig i både horisontal- <strong>och</strong> vertikalplanet för att ge flexibilitet<br />
samtidigt som man absorberar momentreaktionen genom själva röret.<br />
14 15
En typisk installation som visar en ledad arm<br />
med en vinklad mutterdragare monterad<br />
Ledade armar<br />
Ledade armar har många fördelar<br />
– de kan dels ta upp momentreaktionskraften<br />
som genereras, men<br />
de kan också hålla verktygets hela<br />
vikt. Vid montering på en högt placerad<br />
bärare eller på ett spår ger<br />
detta även flexibilitet nog att manövrera<br />
verktyget parallellt med<br />
en rörlig monteringslinje, t.ex. i en<br />
traktorfabrik, eller till flera positio-<br />
ner i en statisk monteringscell, t.ex. vid montering med bärare. Eftersom<br />
verktyget hålls av armen så kommer momentet som genereras att tas upp<br />
av själva armen, oavsett om den är monterad över linjen eller fixerats vid<br />
golvet.<br />
3. Hållarsystem<br />
Bygelmothåll<br />
Här visas tre typiska exempel på reaktionsupptagande<br />
enheter av bygelmothåll. Man<br />
ser hur den reaktionsupptagande staven<br />
monterats vid verktygets främre del, vilken i<br />
sin tur har en attrapphylsa eller en öppning i<br />
andra änden, som håller den på plats medan<br />
mutterdragaren drar huvudet (eller vice versa).<br />
Reaktionskraften tas upp av reaktionsstaven,<br />
precis som vid åtdragningsprocessen.<br />
Krafterna som genereras på vardera<br />
sidan arbetar i motsatt riktning gentemot<br />
varandra, <strong>och</strong> tar alltså ut varandra.<br />
Exempel på bygelmothåll<br />
Pistolmutterdragare<br />
med reaktionsenhet<br />
av bygelmothåll<br />
Rak mutterdragare med reak-<br />
tionsenhet av bygelmothåll<br />
Vinklad mutterdragare med<br />
reaktionsenhet av bygelmothåll<br />
Separat bygelmothåll <strong>och</strong><br />
vinklat verktyg<br />
Att tänka på när man väljer verktyg <strong>och</strong> maskiner<br />
Val av lämpligt verktyg för en given applikation är sällan enkelt, <strong>och</strong> i många<br />
fall finns inget ”rätt” verktyg, utan flera verktyg kan användas till uppgiften.<br />
Man måste ta hänsyn till många olika faktorer när man väljer ett verktyg,<br />
<strong>och</strong> alla dessa påverkar det slutliga valet. Nedan har vi ställt upp en lista över<br />
de viktigaste sakerna man bör diskutera innan man investerar i ett verktyg.<br />
Punkterna är grupperade under hörnstenarna kvalitet, ergonomi <strong>och</strong> produktivitet,<br />
enligt beskrivningen i förra kapitlet.<br />
Kvalitet<br />
• Vem kontrollerar kostnaderna som har samband med garantier <strong>och</strong><br />
kassationer idag?<br />
• Vilka kvalitetskontroller finns inbyggda i monteringsprocessen?<br />
• Kan dessa kontroller känna av de vanligaste monteringsproblemen?<br />
Kan man vara säker på att en felbehäftad produkt inte går vidare längs<br />
produktionslinjen?<br />
• Har företaget idag en omarbetningsstation som tar hand om produkter<br />
som inte byggts enligt angiven specifikation?<br />
• Har alla operatörer fått utbildning i hur de olika verktygen ska använ-<br />
das?<br />
Ergonomi<br />
• Vilka ergonomiska riktlinjer finns det på arbetsplatsen idag?<br />
• Tar dessa riktlinjer hänsyn till hela arbetsplatsen; d.v.s. motordrivna<br />
verktyg, arbetsorganisation, arbetsplats, <strong>och</strong> operatör?<br />
• Finns det några hälso- <strong>och</strong> säkerhetsrelaterade frågor som rör arbets-<br />
områdena idag?<br />
• Förekommer några manuella skruv-/mutterdragningsmoment över<br />
100 Nm?<br />
• Är alla applikationer med tunga verktyg <strong>och</strong>/eller höga moment monte-<br />
rade i fixtur, <strong>och</strong> ordentligt uppstöttade?<br />
• Vilka kostnader har fabriken för arbetsskador <strong>och</strong> andra hälsoproblem<br />
som rör arbetet?<br />
Produktivitet<br />
• Har du tagit hänsyn till ergonomi <strong>och</strong> felkontrollnivå vid försöken att<br />
maximera produktiviteten?<br />
• Vilka flaskhalsar finns det idag som är beroende av monteringsverktyg?<br />
• Utför man flera monteringsmoment på vissa stationer? Om svaret är ja<br />
– finns det möjlighet att minska antalet moment?<br />
• Använder man klicknycklar eller färgmarkeringar?<br />
• Finns det behov av kvalitetskontroller, <strong>och</strong> varför föreligger dessa<br />
behov?<br />
16 17
Kvalitet<br />
Ergonomiska fördelar Kvalitetsfördelar<br />
• Låg ljudnivå<br />
• Låga vibrationsnivåer<br />
• Bättre verktygskontroll<br />
• Inga tunga belastningar<br />
eller lyft<br />
Genom att välja rätt verktyg för uppgiften kommer<br />
man att kunna göra flera kostnadsbesparingar:<br />
Mer information<br />
Kostnadsbesparingar<br />
med rätt verktyg<br />
Ergonomi Produktivitet<br />
Produktivitetsfördelar<br />
• Färre arbetsmoment<br />
• Hög processhastighet<br />
• Mindre underhåll<br />
<strong>Atlas</strong> <strong>Copco</strong> har omfattande erfarenhet <strong>och</strong> kunskaper om monteringslösningar<br />
för högmomentverktyg. Vi tillhandahåller litteratur, kurser, seminarier<br />
<strong>och</strong> kontrolltjänster för våra partners. Om du vill veta mer kan du antingen<br />
beställa följande information, eller kontakta närmaste <strong>Atlas</strong> <strong>Copco</strong>-representant<br />
som kan ge specifik information om de områden du är intresserad<br />
av, t.ex. bästa arbetssätt vid industrimontering eller montering med höga<br />
moment, <strong>och</strong> mycket annat också, naturligtvis.<br />
Pocketguider Beställningsnummer<br />
Fem steg till nollfelsmontering 9833 1437 02<br />
Pocketguide om ergonomi 9833 8587 02<br />
Åtdragningsteknik 9833 8648 02<br />
• Konsekvent<br />
noggrannhet<br />
• Spårbarhet<br />
i resultaten<br />
• Eliminering av<br />
monterings-<br />
problem<br />
• Processtyrning<br />
9833 1498 02 2005:1