

IX.9. CONTROLUL CALITĂŢII ÎN TEHNOLOGIA DE ... - UTM
IX.9. CONTROLUL CALITĂŢII ÎN TEHNOLOGIA DE ... - UTM
IX.9. CONTROLUL CALITĂŢII ÎN TEHNOLOGIA DE ... - UTM

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>IX.9.</strong><br />
<strong>CONTROLUL</strong> <strong>CALITĂŢII</strong> <strong>ÎN</strong> <strong>TEHNOLOGIA</strong><br />
<strong>DE</strong> PRELUCRARE MECANICĂ<br />
Calimetria este o ştiinţă interdisciplinară ce se ocupă cu studiul măsurării şi estimării<br />
nivelului calităţii. Prin măsurare se înţelege aflarea valorilor numerice corespunzătoare<br />
nivelurilor caracteristicilor de calitate şi exprimarea lor în unităţi de măsură cunoscute.<br />
Estimarea calităţii are ca scop stabilirea valorilor relative ale caracteristicilor prin compararea<br />
cu niveluri de referinţă şi agregarea rezultatelor pentru determinarea indicatorilor sintetici sau<br />
integrali. Calimetria este un domeniu de cercetare în plină dezvoltare care îşi extinde sfera<br />
preocupărilor de la măsurători de conformanţă la măsurători comparative, de la calcule pe<br />
baza informaţiilor de piaţă la cele din domeniul aprovizionării, producţiei, desfacerii.<br />
În domeniul textil, calimetria se află în strânsă legătură cu metrologia textilă, studiul<br />
materialelor textile, statistica matematică, precum şi cu toate disciplinele cu caracter tehnic<br />
aplicate în industrie. Elementele generale ale calimetriei aplicate în domeniul textil sunt<br />
prezentate în tabelul <strong>IX.9.</strong>1.<br />
Elementele generale ale calimetriei<br />
Tabelul <strong>IX.9.</strong>1<br />
Elementele calimetriei Elementele definitorii<br />
Definiţie Măsurarea calităţii<br />
Obiectiv Estimarea nivelului calităţii<br />
Metode Evaluare Măsurare<br />
Evaluare senzorială<br />
Rezultatul evaluării Calculul indicatorilor de calitate<br />
Rezultă că estimarea (aproximarea) nivelului calităţii se bazează pe aplicarea unor<br />
metode de evaluare.<br />
Rezultatele evaluării conduc la calculul indicatorilor de calitate, ce reprezintă<br />
expresiile numerice ale caracteristicilor de calitate.<br />
<strong>IX.9.</strong>1 Metode de evaluare a calităţii<br />
Evaluarea calităţii are ca scop determinarea valorilor relative ale caracteristicilor<br />
prin compararea cu nivelurile de referinţă şi estimarea indicatorilor sintetici sau integrali.
Controlul calităţii în tehnologia de prelucrare mecanică 591<br />
Metodologia estimării se bazează pe prelucrarea şi interpretarea statistică a datelor obţinute<br />
în urma evaluării caracteristicilor de calitate.<br />
Evaluarea nivelului calităţii presupune utilizarea unor metode, şi anume:<br />
– metode de măsurare tehnică (experimentală);<br />
– metode analitice (expertiza);<br />
– metode sociologice (preferenţiale).<br />
Metodele măsurării se aplică în cazul caracteristicilor numerice. Acestea reprezintă<br />
mărimi ce pot fi determinate cantitativ.<br />
Măsurarea este o succesiune de operaţii experimentale efectuate în vederea obţinerii<br />
unor expresii cantitative.<br />
Măsurarea presupune:<br />
– existenţa unui instrument, aparat sau instalaţie de măsurare (mijloc de măsurare);<br />
– stabilirea unităţii de măsură;<br />
– cunoaşterea uneia sau a mai multor metode de efectuare a măsurării.<br />
Măsurarea caracteristicilor de calitate poate fi directă sau indirectă.<br />
Măsurarea directă permite aflarea valorii numerice a caracteristicii cu ajutorul unui<br />
singur mijloc de măsurare.<br />
De exemplu, masa unităţii de lungime M a unei ţesături se obţine prin cântărire<br />
cu ajutorul unei balanţe cu precizie cunoscută.<br />
Măsurarea indirectă presupune utilizarea mai multor mijloace de măsurare şi a unor<br />
relaţii de calcul aplicate pentru aflarea valorii caracteristicii de calitate.<br />
De exemplu, determinarea coeficientului liniar de acoperire al unui tricot (δl = l/F)<br />
presupune aplicarea unei metode experimentale ce constă în :<br />
– măsurarea lungimii firului din ochi (l) şi a densităţii de lungime (Ttex).<br />
C1Ttex – determinarea grosimii firului în stare liberă ( F = )<br />
31,6<br />
– determinarea coeficientul liniar de acoperire (δl = l/F)<br />
În industria de tricotaje-confecţii metodele de măsurare sunt aplicate de obicei pe<br />
eşantioane reprezentative extrase prin sondaj din loturile de materii prime, semifabricate<br />
sau produse finite.<br />
De asemenea, măsurarea unor caracteristici poate fi extinsă asupra întregului lot, mai<br />
ales în cadrul produselor finite (măsurare 100%).<br />
Metoda expertizei se aplică în cazul caracteristicilor de calitate ce nu pot fi evaluate<br />
prin măsurare tehnică (caracteristici atributive).<br />
În acest caz, evaluarea calităţii se realizează prin analiza senzorială, ce presupune<br />
aprecierea caracteristicilor de calitate cu ajutorul organelor de simţ. La evaluare participă<br />
un grup de experţi (specialişti în domeniu) care realizează aprecierea cantitativă a caracteristicilor<br />
de calitate. O formă particulară a analizei senzoriale este analiza organoleptică, ce<br />
diferă de prima prin faptul că aprecierile sunt efectuate fie de specialişti în domeniu, fie de<br />
potenţialii beneficiari ai produselor. În acest caz, rezultatele au un caracter subiectiv mai<br />
accentuat şi sunt mai ales descriptive, şi nu cantitative.<br />
În procesul de evaluare persoana respectivă realizează contactul cu produsul analizat<br />
prin intermediul organelor de simţ.<br />
În cazul produselor de îmbrăcăminte, evaluarea se realizează de obicei prin examinare<br />
vizuală şi tactilă (atingere, pipăire).<br />
Interpretarea senzaţiilor percepute este influenţată de numeroşi factori subiectivi, şi<br />
anume: educaţia şi instruirea persoanei ce efectuează evaluarea, calitatea fiziologică a<br />
organelor de simţ, ambianţa în care se face evaluarea, gradul de oboseală etc.
592<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Metodele sociologice (preferenţiale) fac apel atât la specialiştii în domeniu cât şi la<br />
utilizatorii de produse.<br />
Metodele sociologice se bazează pe chestionare de opinie lansate cu diferite ocazii:<br />
târguri sau expoziţii de produse, studii de piaţă.<br />
Întrebările cuprinse în chestionare urmăresc în primul rând identificarea cerinţelor<br />
potenţialilor beneficiari.<br />
<strong>IX.9.</strong>2. Indicatorii calităţii<br />
Indicatorii calităţii reprezintă expresiile numerice ale unei caracteristici, subgrupe<br />
sau grupe de caracteristici de calitate. Un indicator poate fi exprimat în mărime absolută,<br />
relativă sau prin medie.<br />
Indicele de calitate reprezintă o mărime relativă rezultată prin raportarea a doi<br />
indicatori, dintre care unul este de referinţă. Indicele reflectă nivelul calitativ rezultat în<br />
urma unei comparaţii. Elementul de referinţă poate fi produsul etalon impus de beneficiar,<br />
un produs similar al unei firme de prestigiu sau o nouă variantă a unui produs realizat în<br />
aceeaşi firmă.<br />
Un indicator al calităţii trebuie să îndeplinească mai multe condiţii, şi anume :<br />
– să fie simplu, adică să aibă o variantă de calcul şi exprimare cât mai uşor de realizat<br />
şi înţelegerea semnificaţiei sale să fie cât mai facilă;<br />
– să fie pertinent, adică să asigure o descriere cât mai corectă a nivelului real al<br />
calităţii;<br />
– să fie verificabil, în sensul de a putea fi recalculat oricând, pe baza metodei de<br />
calcul utilizate.<br />
Indicatorii calităţii pot fi clasificaţi după mai multe criterii conform tabelului <strong>IX.9.</strong>2.<br />
Criteriu de clasificare a<br />
indicatorilor<br />
Gradul de complexitate<br />
Adresabilitatea<br />
Importanţa în evaluarea<br />
calităţii<br />
Sursa de informare<br />
Indicatorii calităţii – clasificare<br />
Grupe de indicatori<br />
Tabelul <strong>IX.9.</strong>2<br />
Simpli (analitici)<br />
Sintetici (complecşi)<br />
Integrali (globali)<br />
Ai calităţii materiilor prime şi materialelor<br />
Ai calităţii produselor<br />
Ai calităţii proceselor<br />
Principali (referitori la caracteristicile<br />
importante ale produselor sau proceselor)<br />
Secundari (referitori la caracteristicile de<br />
importanţă mai mică)<br />
Prevăzuţi (planificaţi)<br />
Faptici (efectivi)<br />
Indicatorii simpli ai calităţii se referă la caracteristicile individuale ale materiilor<br />
prime (fire, ţesături, tricoturi, materiale neţesute, materiale auxiliare), ale produselor confecţionate<br />
sau ale maşinilor de diferite tipuri.
Controlul calităţii în tehnologia de prelucrare mecanică 593<br />
Valorile acestor indicatori se înscriu în fişele tehnice şi tehnologice de produs şi de<br />
proces şi se compară cu valorile înscrise în specificaţii (norme, standarde).<br />
Prin raportarea valorilor efective ale indicatorilor la valorile de referinţă (specificate),<br />
se obţin indicii de calitate corespunzători diferitelor caracteristici de calitate, ce pun în<br />
evidenţă nivelul de calitate al produselor evaluate.<br />
La calculul indicelui de calitate prin raportarea indicatorilor (efectiv şi de referinţă)<br />
trebuie să se ţină seama de sensul preferabil de variaţie al caracteristicilor analizate.<br />
De exemplu, considerând masa specifică a unui tricot drept indicator simplu al<br />
calităţii M [g/m 2 ], sensul preferabil de variaţie este cel de scădere (pentru reducerea<br />
consumului de materie primă). În acest caz, determinarea indicelui de calitate se obţine prin<br />
raportarea valorii de referinţă a indicatorului la valoarea efectivă a acestuia:<br />
2<br />
M r [g/m ]<br />
Ic =<br />
2<br />
M e [g/m ]<br />
unde: Mr este masa de referinţă; Me – masa efectivă.<br />
În alte cazuri, sensul preferabil de variaţie este creşterea valorii caracteristicii.<br />
De exemplu, se poate considera că îmbinarea prin coasere trebuie să aibă o alungire<br />
la rupere δr mai mare. În acest caz, indicele de calitate se obţine prin raportarea valorii<br />
efective la valoarea de referinţă a indicatorului respectiv:<br />
I<br />
c<br />
δ<br />
=<br />
δ<br />
unde: δRe este alungirea la rupere efectivă; δRr – alungirea la rupere de referinţă.<br />
Dacă Ic ≥ 1 se consideră că nivelul de calitate al produsului analizat este superior<br />
celui de referinţă, din punctul de vedere al caracteristicii analizate. Atunci când Ic = 1,<br />
nivelurile de calitate analizate sunt aceleaşi, iar când Ic < 1, nivelul de calitate efectiv este<br />
inferior celui de referinţă.<br />
De regulă, valoarea unui indicator se obţine prin calcul statistic. De aceea, aceştia<br />
sunt denumiţi indicatori statistici şi pot fi : media, dispersia, coeficientul de variaţie etc.<br />
Indicatorii simpli pot fi denumiţi şi în funcţie de tipul caracteristicii de calitate pe<br />
care o evaluează (vezi criteriile de clasificare ale caracteristicilor de calitate).<br />
Indicatorii sintetici corespund subgrupelor sau grupelor de caracteristici de calitate.<br />
Cei mai importanţi indicatori sintetici pot fi:<br />
– indicatorul caracteristicilor constructive;<br />
– indicatorul caracteristicilor funcţionale (confort şi disponibilitate);<br />
– indicatorul caracteristicilor sociale (estetice, ecologice);<br />
– indicatorul caracteristicilor tehnologice;<br />
– indicatorul caracteristicilor economice.<br />
Pentru determinarea valorilor indicatorilor sintetici este necesară parcurgerea următoarelor<br />
etape:<br />
– determinarea gradului de importanţă a caracteristicilor de calitate reprezentative<br />
pentru indicatorul ce urmează a fi calculat;<br />
– adoptarea scării de evaluare, comună tuturor caracteristicilor adoptate;<br />
– raportarea la aceeaşi scară de evaluare a tuturor caracteristicilor adoptate;<br />
– determinarea valorii indicatorului sintetic al calităţii.<br />
1. Determinarea gradului de importanţă a caracteristicilor. Determinarea unui<br />
indicator sintetic se bazează pe o serie de caracteristici de calitate. Acestea nu au aceeaşi<br />
Re<br />
Rr
594<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
importanţă pentru utilizatorul produsului respectiv. De aceea, determinarea indicatorului<br />
sintetic presupune ierarhizarea caracteristicilor prin intermediul coeficientului de importanţă.<br />
Valorile acestuia influenţează în mod direct valoarea indicatorului sintetic, alături de<br />
valorile caracteristicilor de calitate adoptate.<br />
Pentru calculul coeficientului de importanţă al caracteristicilor se recomandă una<br />
dintre metodele :<br />
– metoda comparării directe;<br />
– metoda matriceală;<br />
– metoda notării (punctării).<br />
a) Metoda comparării directe presupune compararea două câte două a caracteristicilor<br />
de calitate, obţinându-se o matrice pătratică ce conţine următoarele elemente:<br />
1 – când caracteristicile i şi j au aceeaşi importanţă<br />
2 – când caracteristica i este mai importantă decât j<br />
aij<br />
4 – când caracteristica i este mult mai importantă decât j<br />
0 – când caracteristica i este mai puţin importantă decât j<br />
De exemplu, se consideră cazul a patru caracteristici de calitate (C1, C2, C3, C4).<br />
Matricea de relaţii obţinută prin compararea caracteristicilor este prezentată în tabelul <strong>IX.9.</strong>3.<br />
Cj<br />
C i<br />
Metoda comparării directe<br />
Tabelul <strong>IX.9.</strong>3<br />
∑<br />
C1 C2 C3 C aij<br />
4<br />
C1 1 1 2 4 8<br />
C2 1 1 2 4 8<br />
C3 0 0 1 1 2<br />
C4 0 0 1 1 2<br />
∑<br />
j<br />
a<br />
ij<br />
2 2 6 10 20<br />
Se observă că:<br />
– pe diagonală va fi cifra 1;<br />
– o caracteristică notată cu 1 deasupra diagonalei va avea aceeaşi valoare şi sub<br />
diagonală;<br />
– o caracteristică notată cu 2 sau 4 deasupra diagonalei va fi notată cu 0 sub<br />
diagonală.<br />
Coeficientul de importanţă se calculează cu relaţia:<br />
∑∑<br />
în care: a = 2+ 2+ 6+ 10= 20.<br />
i j<br />
ij<br />
α =<br />
i<br />
∑<br />
a<br />
ij<br />
j<br />
∑∑ aij<br />
i j<br />
,<br />
În acest caz rezultă: α1 = α2= 0,10; α3= 0,30; α4 = 0,50.<br />
Rezultă că cea mai importantă caracteristică este C4, urmată de C3.<br />
i
Controlul calităţii în tehnologia de prelucrare mecanică 595<br />
b) Metoda matriceală presupune, ca şi în cazul anterior, compararea perechilor de<br />
valori şi completarea unei matrice pătratice cu elemente de tipul:<br />
aij<br />
1 – când caracteristica Ci este mai importantă decât Cj<br />
0 – când Ci este mai puţin importantă decât Cj<br />
Considerând caracteristicile C1, C2, C3, C4, matricea de relaţii este prezentată în<br />
tabelul <strong>IX.9.</strong>4.<br />
Cj<br />
Ci<br />
Metoda matriceală<br />
Tabelul <strong>IX.9.</strong>4<br />
∑<br />
C1 C2 C3 C nij<br />
4<br />
C1 1 1 1 1 4<br />
C2 0 1 1 1 3<br />
C3 0 0 1 1 2<br />
C4 0 0 0 1 1<br />
∑<br />
j<br />
n<br />
ij<br />
1 2 3 4 10<br />
Se observă că atunci când deasupra diagonalei apare 1, sub diagonală va fi 0, şi<br />
invers.<br />
În acest caz, coeficienţii de importanţă au valorile:<br />
α1 = 0,1; α2 = 0,2; α3 = 0,3; α4 = 0,4<br />
Rezultă că cele mai importante caracteristici sunt C4 şi C3.<br />
c) Notarea (punctarea) caracteristicilor este o metodă uşor de aplicat, dar cu un<br />
pronunţat caracter subiectiv.<br />
De exemplu, considerând caracteristicile Ci (i = 1-4) şi folosind un sistem de notare<br />
de la 1 la 10, coeficientul de importanţă şi rangul acestora sunt acordate astfel:<br />
Note Rang<br />
– caracteristici foarte importante: 10,9 1<br />
– caracteristici de importanţă mare: 7,8 2<br />
– caracteristici de importanţă medie: 5,6 3<br />
– caracteristici puţin importante: 3,4 4<br />
– caracteristici foarte puţin importante: 1,2 5<br />
În acest caz, evaluarea se realizează de un grup de persoane (evaluatori) Pj.<br />
De exemplu, considerând cazul în care Pj = 5, iar numărul de caracteristici Ci (i = 4),<br />
se poate obţine tabelul <strong>IX.9.</strong>5.<br />
Deoarece la stabilirea gradului de importanţă a caracteristicilor participă mai multe<br />
persoane (experţi), sunt necesare verificări privind concordanţa opiniilor acestora şi semnificaţia<br />
rezultatelor obţinute.<br />
2. Adoptarea scării de evaluare a caracteristicilor de calitate. Diversitatea exprimării<br />
caracteristicilor avute în vedere la calculul fiecărui indicator sintetic necesită unificarea<br />
rezultatelor. Această cerinţă impune stabilirea unor convenţii prin care diferite moduri<br />
de exprimare a caracteristicilor (diferite unităţi de măsură, note, puncte) să fie puse în<br />
i
596<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
corespondenţă cu valori numerice pe o anumită scară (0 - 1, 0 - 10, 0 - 100). Pentru aceasta,<br />
în cazul caracteristicilor numerice transpunerea pe scara aleasă se realizează prin relaţii<br />
de proporţionalitate, în timp ce în cazul caracteristicilor atributive se foloseşte metoda<br />
cunoscută în calimetrie sub denumirea de „scalare”.<br />
Pj<br />
j<br />
Ci<br />
Metoda notării caracteristicilor<br />
Tabelul <strong>IX.9.</strong>5<br />
C1 C2 C3 C nij<br />
4<br />
P1 4 1 7 9 21<br />
P2 3 2 8 9 22<br />
P3 3 2 7 10 22<br />
P4 4 2 7 10 23<br />
P5 4 1 7 9 21<br />
∑ nij<br />
18 8 36 47 ∑∑ n ij = 109<br />
Rezultă: α 1 = 0,16; α 2 = 0,07; α 3 = 0,33; α 4 = 0,43<br />
Scalarea este o modalitate de redare a intensităţii de manifestare a unor fenomene,<br />
procese sau caracteristici pe un spaţiu liniar gradat (scară sau scara) ce se întinde de la<br />
limita nefavorabilă calităţii la cea favorabilă acesteia. Pe scara aleasă, caracteristicile<br />
atributive pot fi ordonate în funcţie de intensitatea manifestării lor.<br />
În vederea scalării caracteristicilor atributive se folosesc sisteme de punctare de<br />
diferite tipuri, şi anume:<br />
– cu număr mic de puncte 5 sau 10<br />
– cu număr mediu 20 sau 30<br />
– cu număr maxim 60 sau 100<br />
Astfel, într-un sistem de 10 puncte, atribuirea punctelor (notelor) se poate face astfel:<br />
– foarte bun 10 - 9 sau 8 - 10<br />
– bun 7 - 8 6 - 8<br />
– satisfăcător 5 - 6 4 - 6<br />
– mai puţin satisfăcător 3 - 4 2 - 4<br />
– nesatisfăcător 1 - 2 0 - 2<br />
3. Raportarea la aceeaşi scară a tuturor caracteristicilor adoptate, Aceasta impune<br />
cunoaşterea intervalelor de variaţie specifice şi a sensului preferabil de variaţie pentru<br />
frecare caracteristică.<br />
Exemplu: Se urmăreşte determinarea indicatorului sintetic al caracteristicilor constructive<br />
pentru un tricot în structură glat – derivat din fire de bumbac 100%, destinat unor produse<br />
de îmbrăcăminte exterioară pentru sezonul cald.<br />
Caracteristicile de calitate adoptate sunt: coeficientul liniar de acoperire δl, masa<br />
specifică M [g/m 2 ] şi grosimea g [mm]. Pe baza măsurărilor efectuate pe eşantioane<br />
reprezentative de tricot s-au obţinut intervalele de variaţie ale valorilor fiecărei caracteristici<br />
(tabelul <strong>IX.9.</strong>6).<br />
În urma măsurării acestor caracteristici pe o variantă de tricot în structură glat-derivat<br />
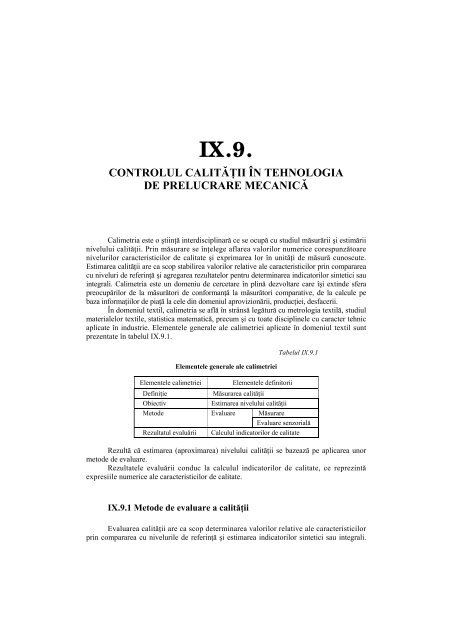
realizat din bbc 100% Nm 60/1 se obţin valorile: δl = 21,7; M = 125 g/m 2 ; g = 0,68 mm.<br />
Raportarea acestor valori pe o scară 0-10 se prezintă în figura <strong>IX.9.</strong>1.<br />
i j<br />
∑<br />
i
δl<br />
M [g/m 2 ]<br />
g [mm]<br />
Controlul calităţii în tehnologia de prelucrare mecanică 597<br />
Caracteristicile constructive ale tricotului glat –<br />
derivat din bbc 100%<br />
Tabelul <strong>IX.9.</strong>6<br />
Caracteristica Valori Sens preferabil de variaţie<br />
δ l 20 - 25 ↑<br />
M [g/m 2 ] 100 - 160 ↓<br />
g [mm] 0,5 - 1 ↓<br />
20 2,17 25<br />
0 3,4 10<br />
160 125 100<br />
0 5,8 10<br />
1 0,68 0,5<br />
0 6,4 10<br />
Fig. <strong>IX.9.</strong>1. Scalarea.<br />
4. Calculul indicatorului sintetic al caracteristicilor constructive se face cu relaţia:<br />
p<br />
Ic<br />
= ,<br />
N p max<br />
în care: Np este punctajul mediu obţinut pentru caracteristicile de calitate adoptate; Np max –<br />
punctajul maxim aferent sistemului de punctare considerat.<br />
Punctajul mediu se obţine cu relaţia:<br />
∑<br />
N<br />
N = α ⋅n<br />
,<br />
p j j<br />
j<br />
în care: αj reprezintă valorile coeficientului de importanţă al caracteristicilor; nj – punctajul<br />
acordat caracteristicilor adoptate.<br />
j<br />
i<br />
δe M g<br />
α 1 = 0,5<br />
δ e 1 0 0 α 2 = 0,17<br />
M 1 1 1 α 3 = 0,33<br />
g 1 0 1<br />
Σaij 3 1 2 ∑∑ = aij 6<br />
i j<br />
În cazul de faţă, pentru determinarea coeficientului de importanţă s-a aplicat metoda<br />
matriceală<br />
Punctajul mediu obţinut şi valoarea indicatorului sintetic sunt următoarele:<br />
Np = (3,4 ⋅ 0,5) + (5,8 ⋅ 0,17) + (6,4 ⋅ 0,33) = 4,8
598<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
N p 48 ,<br />
I c = = = 048 ,<br />
N 10<br />
pmax<br />
Valoarea coeficientului sintetic de calitate serveşte ca bază pentru compararea a<br />
două sau mai multe produse de acelaşi tip.<br />
De exemplu, se urmăreşte compararea variantei de tricot prezentate anterior cu o altă<br />
variantă de aceeaşi structură, dar cu alte valori ale caracteristicilor constructive, şi anume:<br />
δl = 23,8; M [g/m 2 ] = 116; g [mm]=0,62.<br />
În urma raportării la scara 0 - 10, se obţin punctajele:<br />
δl → 7,6; M → 7,3; g →7,6<br />
Punctajul mediu va fi: Np = (7,6⋅0,5) + (7,3⋅0,17) + (7,6⋅0,33) = 7,55<br />
Coeficientul sintetic al grupei de caracteristici constructive va avea valoarea:<br />
755 ,<br />
I C = = 0755 ,<br />
10<br />
Comparând cele două variante de tricot rezultă că cea de-a doua corespunde mai<br />
bine destinaţiei sale, din punctul de vedere al soluţiei constructive adoptate<br />
Indicatorii integrali ai calităţii produselor (complecşi) exprimă nivelul calităţii<br />
produselor.<br />
Metodele de determinare a indicatorilor integrali sunt:<br />
– metode bazate pe indicatorii sintetici ai grupelor de caracteristici;<br />
– metode bazate pe indicatorii simpli.<br />
Pentru determinarea indicatorilor integrali în funcţie de indicatorii sintetici se parcurg<br />
următoarelor etape:<br />
– calculul indicatorilor sintetici corespunzători celor mai importante grupe de<br />
caracteristici (constructive, de confort, de disponibilitate etc.);<br />
– aplicarea unei relaţii de calcul care să conţină indicatorii sintetici calculaţi, nivelul<br />
de importanţă al fiecărui indicator sintetic şi din care să rezulte valori cuprinse între 0 şi 1.<br />
Calculul indicatorilor integrali se poate face prin metode aditive sau multiplicative.<br />
Cea mai simplă metodă este bazată pe media aritmetică.<br />
Conform acestei metode, relaţia indicatorului integral este:<br />
∑<br />
N = N ⋅α ,<br />
I i i<br />
i<br />
unde: NI este nivelul indicatorului integral; Ni – nivelul indicatorului sintetici; αi –<br />
coeficienţii de importanţă ai indicatorului sintetic i.<br />
De exemplu, pentru un produs de îmbrăcăminte exterioară, etapele de calcul ale<br />
indicatorului integral sunt următoarele:<br />
Nr.<br />
crt.<br />
Indicatorul sintetic<br />
Valorile indicatorilor<br />
sintetici<br />
Coeficientul de<br />
importanţă<br />
1. Indicatorul caracteristicilor<br />
constructive Ic = 0,8 αc = 0,3<br />
2. Indicatorul caracteristicilor<br />
estetice Ies = 0,9 αes = 0,5<br />
3. Indicatorul caracteristicilor<br />
funcţionale If = 0,6 αf = 0,2
Indicatorul integral :<br />
Controlul calităţii în tehnologia de prelucrare mecanică 599<br />
II = (0,8 ⋅ 0,3) + (0,9 ⋅ 0,5) + (0,6 ⋅ 0,2) = 0,24 + 0,45 + 0,12 = 0,81<br />
Altă metodă aplicată pentru calculul indicatorului integral este cea multiplicativă.<br />
În acest caz: II = Π ⋅ Ni αi<br />
În cazul metodei de calcul bazate pe indicatorii simpli, se procedează astfel :<br />
– un grup de experţi acordă note fiecărei caracteristici de calitate (nij);<br />
– se calculează nota medie a caracteristicii:<br />
nij<br />
i=<br />
1<br />
n j =<br />
n<br />
unde: j este numărul de ordine al caracteristicilor; i – numărul de ordine al specialistului; nij –<br />
notele acordate de fiecare specialist fiecărei caracteristici; n – notele acordate.<br />
Apoi, se calculează coeficientul calităţii pentru fiecare caracteristică:<br />
n j<br />
C j =<br />
N<br />
unde: N este nota maximă a scării de notare adoptate.<br />
Se poate folosi apoi un model multiplicativ pentru calculul indicatorului integral.<br />
n<br />
∑<br />
−<br />
m<br />
j<br />
I = Π j<br />
j=<br />
1<br />
I C α<br />
unde: αj este coeficientul de importanţă al caracteristicilor<br />
În cazul firmelor de confecţii în care produsele sunt încadrate în clase de calitate<br />
(EXTRA, LUX, SUPERIOR şi STANDARD) se calculează coeficientul mediu al calităţii cu<br />
relaţia:<br />
∑ qi ⋅ Ki<br />
−<br />
i<br />
K =<br />
q<br />
Calitate Ki<br />
EXTRA 1<br />
LUX 0,85<br />
SUPERIOR 0,70<br />
STANDARD 0,50<br />
i<br />
în care: qi este numărul de produse din fiecare clasă; Ki – coeficientul<br />
clasei, care poate avea valorile din tabelul alăturat.<br />
În condiţiile orientărilor actuale asupra calităţii, s-a<br />
dezvoltat o nouă disciplină ştiinţifică, cu caracter interdisciplinar,<br />
şi anume calitologia. Aceasta se ocupă cu studiul<br />
calităţii din punct de vedere conceptual şi organizaţional.<br />
În vederea fundamentării domeniului calitologiei se impune definirea calităţii şi non-<br />
calităţii precum şi studierea caracteristicilor acestora prin prisma cerinţelor beneficiarilor şi<br />
funcţiilor produselor. De asemenea, este necesară studierea metodelor de analiză şi control<br />
ale calităţii şi noncalităţii.<br />
<strong>IX.9.</strong>3. Noţiuni generale privind calitatea produselor<br />
Standardul ISO-8402 defineşte calitatea ca fiind „ansamblul caracteristicilor unei<br />
entităţi care îi conferă acesteia aptitudinea de a satisface cerinţele exprimate sau implicite”.
600<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
O definiţie larg acceptată prezintă calitatea ca fiind „expresia gradului de utilitate<br />
socială a produsului (sau procesului), măsura în care, prin ansamblul caracteristicilor sale<br />
tehnice, economice, funcţionale, psiho-senzoriale şi sociale, satisface nevoia pentru care a<br />
fost creat şi respectă restricţiile impuse de interesele generale ale societăţii privind eficienţa<br />
socio-economică şi protecţia mediului natural şi social”.<br />
Caracterul complex, relativ şi dinamic al noţiunii de calitate a determinat apariţia<br />
unui număr mare de definiţii, dintre care pot fi menţionate următoarele:<br />
– gradul de satisfacere a utilizatorului;<br />
– un cost mai mic pentru o utilitate dată;<br />
– reflectarea mărcii firmei producătoare în ansamblul necesităţilor beneficiarilor;<br />
– gradul de conformitate cu specificaţiile.<br />
Aceste definiţii surprind doar o parte din elementele ce definesc calitatea, aceasta<br />
fiind privită fie prin prisma producătorului, fie prin cea a beneficiarului.<br />
Punctele de vedere, uneori contradictorii, ale producătorului şi beneficiarilor sunt<br />
prezentate în tabelul <strong>IX.9.</strong>7.<br />
Puncte de vedere<br />
referitoare la:<br />
Produs<br />
Puncte de vedere ale producătorului şi beneficiarului<br />
Tabelul <strong>IX.9.</strong>7<br />
Producător (Furnizor) Beneficiar (direct sau indirect)<br />
Să poată fi realizat în producţie<br />
în condiţii de rentabilitate<br />
Definiţie Conformitatea cu specificaţiile<br />
Costuri<br />
De prevenire a defectelor<br />
De remediere a defectelor<br />
De evaluare şi control<br />
Să satisfacă cerinţele impuse<br />
de utilizare<br />
Valoare de întrebuinţare în<br />
funcţie de preţul plătit<br />
Disponibil la momentul potrivit<br />
Conform scopului dorit<br />
Costuri pentru întreţinere şi<br />
remediere în timpul utilizării<br />
Cost de achiziţie<br />
Orientările asupra calităţii. David A. Garvin, profesor la Harvard Busines School,<br />
a evidenţiat în lucrările sale cinci orientări asupra calităţii.<br />
Orientarea transcendentă, prin care calitatea este sinonimă cu excelenţa sau superioritatea<br />
intrinsecă, reprezintă o orientare marcată de idealism şi este aplicabilă în domeniul<br />
reclamelor de publicitate pentru produse, servicii, firme. Pe baza acestei orientări, calitatea<br />
poate fi percepută în mod subiectiv de către utilizator în funcţie de impactul produs asupra<br />
sa de informaţiile cuprinse în reclama de publicitate. Această orientare nu scoate în evidenţă<br />
caracterul relativ şi dinamic al calităţii, considerându-se că produsul prezentat a atins<br />
excelenţa.<br />
Orientarea spre produs este diferită de cea transcendentă, considerându-se că este<br />
posibilă îmbunătăţirea continuă a calităţii produsului prin intermediul caracteristicilor sale.<br />
Se consideră că diferenţele între produse sunt determinate de diferenţele „cantitative” între<br />
caracteristicile (valorice şi atributive) acestora. Această orientare, cu o largă aplicabilitate,<br />
nu are în vedere componenta economică a calităţii, aplicându-se conceptul conform căruia<br />
„calitatea costă”.<br />
Orientarea spre proces corespunde definiţiei „calitatea reprezintă gradul de conformitate<br />
cu specificaţiile”. În această viziune, o abatere de la specificaţii constituie o pierdere<br />
de calitate. În acest caz, atenţia producătorului este orientată spre un număr redus de
Controlul calităţii în tehnologia de prelucrare mecanică 601<br />
caracteristici (cele înscrise în specificaţii), doar acestea fiind urmărite şi evaluate. Pe baza<br />
acestei orientări s-au dezvoltat metodele de analiză şi control statistic ale proceselor precum<br />
şi programele de asigurare a calităţii. Această abordare a calităţii este specifică întreprinderilor<br />
la care procesele tehnologice pot fi menţinute sub control. În cazul acestei orientări<br />
nu se au în vedere cerinţele de ordin implicit ale beneficiarilor.<br />
Orientarea spre costuri presupune definirea calităţii prin prisma costurilor impuse<br />
de atingerea unui anumit nivel al calităţii. Se aplică definiţia conform căreia calitatea este<br />
„excelenţa pe care ne-o putem permite”. În acest caz, ierarhizarea produselor după preţ<br />
presupune niveluri de calitate diferite. În realitate, pe lângă cheltuielile datorate calităţii,<br />
preţul produsului reflectă şi aspecte legate de tradiţia firmei, mărimea seriei de produse,<br />
tehnoprezentarea etc. Controlul în acest caz este posibil doar prin costurile calităţii.<br />
Orientarea spre utilizator reflectă cea mai nouă viziune asupra calităţii. Este cea mai<br />
completă abordare a calităţii, dar cel mai greu de atins. Calitatea este privită ca „o ţintă<br />
mobilă într-o piaţă aflată în mişcare”, reflectând atât aspectul relativ cât şi pe cel evolutiv,<br />
dinamic al calităţii. Potrivit acestei orientări se realizează o strânsă legătură între furnizor<br />
şi beneficiar, cel dintâi trebuind să ţină seama de cerinţele, atât explicite cât şi implicite,<br />
ale celuilalt. Potrivit acestui concept relaţia furnizor - beneficiar se deplasează şi în sfera<br />
producţiei, fiecare operaţie (fază) tehnologică fiind în acelaşi timp producător şi beneficiar.<br />
Controlul calităţii produselor se poate face prin „măsurarea” gradului de satisfacere a<br />
utilizatorului, reflectată în cererea produselor pe o anumită piaţă de desfacere.<br />
Prezentarea celor cinci orientări sugerează o evoluţie a conceptului de calitate de<br />
la „superioritate intrinsecă” la „caracteristici relative”, „conformitatea cu specificaţiile”,<br />
„excelenţa pe care ne-o putem permite şi până la „respectarea cerinţelor fiecărui utilizator”.<br />
În întreprinderile de tricotaje - confecţii, aceste orientări se manifestă în mod diferit,<br />
în funcţie de politica managerială, nivelul tehnic şi de resursele umane şi materiale existente.<br />
Controlul calităţii este orientat diferit, în funcţie de modul de abordare a calităţii<br />
(tabelul <strong>IX.9.</strong>8).<br />
Tabelul <strong>IX.9.</strong>8<br />
Obiectul supus controlului în funcţie de orientarea asupra calităţii<br />
Orientarea asupra calităţii Obiectul supus controlului<br />
1. Transcendentă<br />
2. Spre produs<br />
Reclama de publicitate<br />
Marketing<br />
Specificaţii de produs<br />
Materii prime<br />
Semifabricate<br />
Produse finite<br />
Specificaţiile de proces<br />
3. Spre proces<br />
Operaţiile şi fazele procesului tehnologic<br />
Costuri pentru asigurarea calităţii<br />
4. Spre costuri Costurile noncalităţii<br />
Costurile controlului calităţii<br />
5. Spre utilizator Produsele în condiţiile impuse de utilizare<br />
Componentele calităţii. Calitatea poate fi mai bine analizată şi controlată prin<br />
intermediul componentelor sale. Legătura dintre calitate şi componentele sale este sugerată<br />
de figura <strong>IX.9.</strong>2.
602<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
3 Caracteristici<br />
Cerinţe 2 CALITATEA 4 Costuri<br />
1<br />
Termene 5<br />
Fig. <strong>IX.9.</strong>2. Componentele calităţii.<br />
Corespondenţa între calitate, cerinţele beneficiarului şi caracteristicile de calitate<br />
(1-2-3) poate fi considerată „triunghiul beneficiarului”.<br />
Deming considera că „beneficiarul este elementul cel mai important al unei linii de<br />
producţie”, iar Kaouru Ishikawa afirma că „primul pas în controlul calităţii este cunoaşterea<br />
cerinţelor beneficiarilor”.<br />
Corespondenţa între calitate, caracteristici şi costuri poate fi denumită „triunghiul<br />
eficienţei” şi corespunde conceptului „ produsul trebuie să aibă o calitate pe care ne-o<br />
putem permite”.<br />
Corespondenţa calitate, cerinţe, termene reprezintă „triunghiul promptitudinii” şi<br />
corespunde conceptului „produsul trebuie să fie bun de prima dată şi de fiecare dată”,<br />
respectându-se astfel atât cerinţele beneficiarului cât şi termenele de livrare stabilite<br />
prin contract.<br />
Corespondenţa între calitate, costuri şi termene de livrare poate fi denumită „triunghiul<br />
excelenţei”. Acţiunile întreprinse pentru îmbunătăţirea continuă a calităţii trebuie să determine<br />
concomitent reducerea costurilor, respectarea termenelor de livrare<br />
Din prezentarea componentelor calităţii rezultă că, pentru atingerea unui anumit<br />
nivel al calităţii trebuie avute în vedere toate cele patru componente, iar controlul calităţii<br />
presupune aplicarea unor metode specifice fiecăreia dintre acestea.<br />
<strong>IX.9.</strong>3.1. Calitatea şi noncalitatea produselor specifice industriei<br />
de tricotaje - confecţii<br />
Noţiunea de calitate a unui produs poate fi abordată din două puncte de vedere,<br />
în funcţie de caracteristicile supuse evaluării. Astfel, atunci când evaluarea se face prin<br />
intermediul caracteristicilor de calitate, poate fi estimat nivelul calităţi, iar atunci când<br />
evaluarea se face prin intermediul deficienţelor produsului, poate fi pus in evidenţă nivelul<br />
noncalităţii. Orice produs textil, indiferent de nivelul său de calitate, poate prezenta atât<br />
calitate cât şi noncalitate, cele două aspecte ale calităţii fiind strâns legate între ele. Între<br />
cele două „feţe” ale calităţii nu se poate face o delimitare precisă.<br />
Se poate spune că evaluarea calităţii unui produs prezintă un anumit grad de subiectivism,<br />
determinat de o serie de factori, şi anume:<br />
– gradul diferit de exigenţă a beneficiarilor în privinţa acceptării sau neacceptării<br />
unor imperfecţiuni ale produselor;<br />
– dificultăţi în privinţa evidenţierii unor imperfecţiuni ale produselor (lipsa mijloacelor<br />
de investigaţie performante);<br />
– existenţa unor imperfecţiuni dificil de evidenţiat (greu detectabile) sau aflate la<br />
limita intervalelor de variaţie acceptate de către beneficiari.
Controlul calităţii în tehnologia de prelucrare mecanică 603<br />
Influenţa exercitată de cele două aspecte diferite ale calităţii unui produs asupra<br />
beneficiarului acestuia este următoarea:<br />
● calitatea (caracteristici de calitate) > > satisfacţia beneficiarului;<br />
● noncalitatea (deficienţele produsului) >> insatisfacţia beneficiarului.<br />
Abordarea calităţii produsului prin intermediul caracteristicilor de calitate sau de<br />
noncalitate se prezintă în tabelul <strong>IX.9.</strong>9.<br />
Abordarea calităţii prin caracteristicile de calitate şi de noncalitate<br />
Caracteristici de calitate<br />
(ce corespund cerinţelor beneficiarilor)<br />
Tabelul <strong>IX.9.</strong>9<br />
Absenţa sau un procent redus al<br />
caracteristicilor de noncalitate<br />
Creşte satisfacţia beneficiarilor Scade insatisfacţia beneficiarilor<br />
Creşte vandabilitatea Se reduc remedierile şi numărul de rebuturi<br />
Se măreşte segmentul de piaţă Se reduc verificările şi încercările asupra<br />
produsului<br />
Cresc veniturile din vânzări Se scurtează ciclul de lansare al produsului<br />
Scad costurile de întreţinere ale<br />
produsului<br />
Scad costurile datorate pierderii calităţii<br />
Se pune întrebarea: care este diferenţa dintre caracteristicile de calitate şi cele de<br />
noncalitate? Răspunsul poate fi obţinut considerând că orice produs prezintă o serie de<br />
caracteristici de calitate, care, în anumite condiţii limită, devin caracteristici de noncalitate.<br />
Această schimbare a unei caracteristici de calitate într-o caracteristică de noncalitate poate<br />
fi înţeleasă ca o manifestare a variabilităţii specifice oricărui produs sau proces. Atunci<br />
când variaţia specifică unei caracteristici este de tip aleatoriu şi valorile sale se plasează<br />
într-un interval prestabilit, se consideră că produsul prezintă o calitate corespunzătoare. În<br />
caz contrar, dacă sub acţiunea unor factori perturbatori variaţia devine de tip sistematic şi<br />
depăşeşte limitele impuse, aceeaşi caracteristică va exprima noncalitatea.<br />
<strong>IX.9.</strong>3.2. Satisfacţia sau insatisfacţia beneficiarului<br />
Relaţia dintre furnizor şi beneficiar se poate manifesta între o firmă producătoare şi<br />
una comercială (beneficiarul extern indirect), între o firmă producătoare şi utilizator<br />
(beneficiarul extern direct), cât şi în interiorul firmei producătoare.<br />
Atunci când relaţia între furnizor şi beneficiar se manifestă în interiorul firmei,<br />
fiecare etapă din procesul de producţie poate fi considerată în egală măsură atât producător<br />
cât şi beneficiar. În acest caz, insatisfacţia persoanelor implicate în procesul de fabricaţie va<br />
fi datorată unor perturbaţii apărute în etapele de proiectare, execuţie, transport, depozitare,<br />
expediţie etc. Ţinerea sub control a acestor perturbaţii generatoare de deficienţe de calitate<br />
constituie una dintre cele mai importante funcţii ale sistemului calităţii<br />
În cazul unei relaţii comerciale de tipul firmă producătoare-firmă comercială,<br />
satisfacţia beneficiarului (firma comercială) depinde de modul de îndeplinire a cerinţelor<br />
referitoare la calitate, în condiţiile respectării termenelor de livrare şi a costurilor prestabilite.<br />
Dacă cel puţin una dintre aceste condiţii nu este îndeplinită, există premisele de respingere<br />
a loturilor de produse sau de apariţie a unor situaţii nedorite între cei doi parteneri ai relaţiei<br />
comerciale (refuzuri, returnări, neîncheierea unor contracte ulterioare).
604<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Atunci când beneficiarul este şi utilizatorul produselor, acesta apreciază calitatea în<br />
funcţie de modul de comportare a produsului în timpul purtării şi întreţinerii.<br />
În cazul unor deficienţe sesizate de utilizatori, de o foarte mare importanţă este<br />
promptitudinea rezolvării reclamaţiilor adresate firmelor producătoare sau comerciale.<br />
Aceasta depinde în mare măsură de informarea promptă şi corectă a utilizatorilor în<br />
legătură cu drepturile lor privind calitatea produselor achiziţionate şi în legătură cu modul<br />
de întreţinere a produsului.<br />
În domeniul confecţiilor textile, care sunt considerate bunuri de consum cu valoare<br />
relativ mică, numărul reclamaţiilor determinate de deficienţele de calitate ale produselor<br />
este relativ redus. Şi aceasta nu pentru că toate produsele satisfac cerinţele utilizatorilor, ci<br />
pentru că cei nemulţumiţi nu fac reclamaţii. Aceştia consideră că nu merită efortul, că nu se<br />
va schimba nimic în privinţa calităţii, sau nu ştiu cum să procedeze.<br />
De asemenea, în majoritatea cazurilor nu sunt cunoscute datele de identificare a<br />
firmei producătoare sau comerciale (adresă, telefon, fax) care s-a ocupat cu realizarea sau<br />
comercializarea produselor respective. Pentru eliminarea acestor neajunsuri, firmele trebuie<br />
să aibă un birou pentru primirea reclamaţiilor, persoane specializate pentru aceasta, o linie<br />
de telefon directă şi o bază de date computerizată.<br />
<strong>IX.9.</strong>3.3. Cerinţele beneficiarilor, funcţiile şi caracteristicile<br />
de calitate ale produselor<br />
Calitatea şi noncalitatea produselor pot fi puse în evidenţă pe baza studierii corespondenţei<br />
dintre caracteristicile de calitate, funcţiile produselor şi cerinţele beneficiarilor<br />
acestor produse.<br />
<strong>IX.9.</strong>3.3.1. Cerinţele beneficiarilor<br />
Atât beneficiarii indirecţi (firmele producătoare sau firmele comerciale) cât şi cei<br />
direcţi (utilizatorii) manifestă faţă de calitate un anumit interes.<br />
Cerinţele beneficiarilor în raport cu calitatea produselor pot fi abordate din mai<br />
multe puncte de vedere (tabelul <strong>IX.9.</strong>10). Cerinţele prezentate diferă între ele mai mult sau<br />
mai puţin semnificativ. Astfel, între cerinţele exprimate şi cele reale există o diferenţă ce<br />
trebuie sesizată.<br />
De exemplu, să considerăm situaţia în care se urmăreşte îmbunătăţirea calităţii<br />
tricotului în structură pluş. Prin prisma cerinţelor exprimate, îmbunătăţirea calităţii presupune<br />
creşterea desimii pe unitatea de suprafaţă, precum şi creşterea înălţimii buclelor. În acest<br />
mod va creşte şi masa tricotului.<br />
Analizând îmbunătăţirea tricotului prin prisma cerinţelor reale, este necesar să se<br />
cunoască stricta destinaţie a tricotului. Astfel, dacă tricotul este destinat halatelor de baie,<br />
îmbunătăţirea calităţii se va obţine ca şi în cazul îndeplinirii cerinţelor exprimate. Dacă, în<br />
schimb, din tricotul pluş urmează se fie confecţionate articole pentru nou-născuţi, îmbunătăţirea<br />
se obţine prin reducerea masei şi, în mod implicit, a desimii şi înălţimii buclelor.<br />
Diferenţa dintre cerinţele exprimate şi cele reale constă în faptul că cele exprimate se<br />
referă la toate etapele din „viaţa” produsului (proiectare, execuţie, utilizare), pe când cele<br />
reale se referă doar la etapa de utilizare a produsului. Pentru îmbunătăţirea calităţii unui<br />
produs este necesar ca un număr cât mai mare de cerinţe reale să fie exprimate (înscrise în<br />
documentaţia tehnică).
Tipuri de cerinţe<br />
ale beneficiarilor<br />
Controlul calităţii în tehnologia de prelucrare mecanică 605<br />
Cerinţele beneficiarilor<br />
Definirea cerinţelor beneficiarilor<br />
Tabelul <strong>IX.9.</strong>10<br />
Cerinţele exprimate Sunt cerinţele exprimate verbal sau în scris (în documentaţia tehnică<br />
aferentă produsului sau procesului). În cazul unui produs de îmbrăcăminte,<br />
aceste cerinţe se referă la: mărimea produsului, structura şi compoziţia<br />
materialelor componente, model, dimensiunile reperelor componente,<br />
modul de etichetare, ambalare şi prezentare etc. În cazul documentaţiei de<br />
proces, cerinţele exprimate se referă la prezentarea etapelor procesului<br />
tehnologic, precum şi la condiţiile de realizare a fiecărei etape, astfel încât<br />
loturile de produse să fie livrate la termenele, costurile şi nivelul de calitate<br />
impuse de beneficiarul contractului încheiat.<br />
Cerinţele reale Sunt strâns legate de utilizarea produsului. Utilizatorii îşi exprimă cerinţele<br />
în limbajul propriu. În vederea îndeplinirii acestor cerinţe, producătorul de<br />
îmbrăcăminte trebuie să fie orientat spre acele caracteristici ale produsului<br />
care se manifestă în timpul utilizării sale.<br />
Cerinţele percepute De obicei, beneficiarii îşi exprimă cerinţele faţă de calitatea produselor, pe<br />
baza propriilor percepţii senzoriale. Nivelul de percepţie al caracteristicilor<br />
de calitate diferă de la un individ la altul şi chiar la acelaşi individ, în funcţie<br />
de condiţiile în care se face evaluarea.<br />
Cerinţele culturale Pe lângă cerinţele prezentate anterior, potenţialul beneficiar simte nevoia<br />
satisfacerii respectului faţă de sine sau a respectării unor tradiţii sau<br />
obiceiuri. Acestea reprezintă cerinţe legate de un anumit tipar cultural.<br />
Cerinţe implicite Sunt subînţelese sau nu pot fi exprimate de către beneficiari, fiind<br />
determinate de caracterul relativ şi subiectiv al calităţii (depind de gusturile,<br />
preferinţele, grupul social de apartenenţă, vârsta şi sexul potenţialului<br />
beneficiar etc.).<br />
Cerinţele percepute pot fi confundate cu cele reale, deoarece sunt determinate de<br />
comportarea produsului în utilizare. Acestea au un pronunţat caracter subiectiv, deoarece sunt<br />
influenţate atât de starea fizică şi psihică a persoanei ce face evaluarea, cât şi de nivelul de<br />
informare în domeniu al acesteia. Calitatea unui produs poate fi percepută în mod diferit de<br />
către utilizatorii avizaţi faţă de cei neavizaţi (utilizatorii avizaţi posedă informaţii suplimentare<br />
în domeniul textil, faţă de cei neavizaţi). De asemenea, mediul înconjurător poate modifica în<br />
mod semnificativ nivelul percepţiilor (prin parametri de climat, gradul de poluare etc.).<br />
Percepţia faţă de produs poate fi influenţată semnificativ, atât de modul de prezentare<br />
în vederea vânzării cât şi de reclama de promovare a produsului.<br />
În vederea proiectării produsului, trebuie să se ţină seama de cerinţele reale ale<br />
utilizatorilor, iar atunci când se stabileşte modul de prezentare finală a produsului (mod de<br />
etichetare, ambalare, reclama de publicitate) trebuie avute în vedere în primul rând cerinţele<br />
percepute.<br />
Cerinţele culturale se manifestă, de exemplu, în cazul respectării unor tradiţii de<br />
familie, ceea ce presupune fidelitate faţă de produsele unei anumite firme sau magazin de<br />
prezentare. Acestea cuprind atât cerinţe referitoare la produs (aspect, mod de prezentare), la<br />
modul său de utilizare, cât şi pe cele referitoare la elementele asociate produsului (simboluri<br />
ale statutului social, ale apartenenţei la un anumit stil de viaţă, ale unor noi tendinţe apărute<br />
în modă etc.). Aceste cerinţe conduc fie la neacceptarea schimbărilor (de exemplu în cazul<br />
adepţilor stilului clasic), fie la o schimbare continuă, promovând apariţia unor noi stiluri în
606<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
modă. În cazul exprimării unor nevoi culturale, în spatele acestora se ascund cerinţe reale<br />
bine deghizate cum ar fi: nevoia de stabilitate, de respect al societăţii faţă de grupul de<br />
apartenenţă sau faţă de experienţa acumulată în activitatea desfăşurată etc.<br />
Categoria de cerinţe implicite se regăseşte în standardul ISO-8402, ce defineşte<br />
calitatea ca fiind „ansamblul caracteristicilor unei entităţi, care îi conferă acesteia aptitudinea<br />
de a satisface cerinţele explicite (exprimate) şi implicite ale beneficiarilor”.<br />
Cerinţele implicite sunt cel mai greu de satisfăcut, deoarece diferă de la o persoană<br />
la alta în funcţie de gusturile şi preferinţele fiecăreia. Cele mai moderne orientări privind<br />
îmbunătăţirea continuă a calităţii presupun cunoaşterea cerinţelor implicite ale utilizatorilor.<br />
Stabilirea cerinţelor potenţialilor beneficiari este mai simplă în cazul producătorilor<br />
de îmbrăcăminte decât al acelora din alte ramuri industriale. Aceasta deoarece persoanele<br />
implicate în procesul de realizare a produselor sunt în acelaşi timp utilizatorii acestora. Se<br />
poate spune că atât, avantajele aduse de calitatea produselor cât şi dezavantajele datorate<br />
noncalităţii sunt percepute pe „propria piele”. În acest fel informaţiile privind comportarea<br />
produsului în utilizare pot reveni în timp util în sfera producţiei, în vederea efectuării unor<br />
remedieri sau pentru îmbunătăţirea calităţii produselor.<br />
În unele cazuri, produsele de îmbrăcăminte nu satisfac în totalitate cerinţele<br />
beneficiarilor, astfel încât apar reclamaţii sau sesizări. În urma analizei efectuate în cadrul<br />
firmelor producătoare, se stabilesc posibilele cauze ce au generat insatisfacţia beneficiarilor<br />
în vederea aplicării unor acţiuni corective şi preventive.<br />
Noi cerinţe referitoare la calitatea produselor de îmbrăcăminte pot fi evidenţiate pe<br />
baza unor sondaje de opinie efectuate cu ocazia unor târguri, expoziţii, studii de piaţă etc.<br />
<strong>IX.9.</strong>3.3.2. Funcţiile produselor de îmbrăcăminte<br />
Pentru a răspunde cerinţelor de calitate, orice produs trebuie să îndeplinească o serie<br />
de funcţii. În literatura de specialitate sunt prezentate mai multe definiţii ale funcţiilor, ca<br />
de exemplu:<br />
– proprietăţile şi caracteristicile utile, indispensabile pentru ca produsul să îndeplinească<br />
anumite exigenţe;<br />
– calitatea unui produs, care determină efectul său util;<br />
– caracteristica sau grupul de caracteristici ale unui produs, care, decurgând din<br />
necesităţile utilizatorului, conferă în mod direct utilitate şi valoare produsului;<br />
– interfaţă între cerinţele beneficiarului şi caracteristicile de calitate ale produsului;<br />
– exprimarea în limbaj tehnic a cerinţelor beneficiarului.<br />
Proiectarea, realizarea şi îmbunătăţirea calităţii unui produs trebuie să înceapă<br />
cu analiza funcţiilor sale.<br />
Aceasta implică „traducerea” cerinţelor exprimate prin „vocea beneficiarului” în<br />
noţiuni exprimate în limbaj tehnic, specifice producţiei, ceea ce este destul de dificil,<br />
deoarece termenii descriptivi folosiţi pentru cerinţe nu au precizia tehnică necesară, sau<br />
unele cuvinte folosite au sensuri multiple.<br />
De exemplu, cerinţele referitoare la calitatea produsului „tricou destinat sezonului<br />
cald” pot fi formulate de către potenţialul utilizator astfel:<br />
– să fie lejer;<br />
– să fie plăcut la purtare;<br />
– să se îmbrace cu uşurinţă;<br />
– să fie răcoros;<br />
– să protejeze faţă de razele soarelui;<br />
– să aibă un aspect plăcut;<br />
– să fie la modă;
Controlul calităţii în tehnologia de prelucrare mecanică 607<br />
– să se întreţină uşor;<br />
– să-şi menţină aspectul şi forma;<br />
– să nu „iasă” culorile;<br />
– să fie comod la purtare;<br />
– să fie ieftin.<br />
Deoarece exprimarea cerinţelor enumerate anterior este destul de vagă, se impun o<br />
serie de precizări.<br />
Astfel, cerinţa ca produsul „să fie lejer” se referă la gradul de libertate oferit de acesta<br />
în timpul purtării. Acestei cerinţe îi corespunde funcţia constructiv-ergonomică a produsului.<br />
„Să fie plăcut la purtare” se referă la senzaţia percepută de utilizator prin contactul<br />
cu produsul. Cuvântul „plăcut” are un caracter relativ şi subiectiv. Funcţia ce corespunde<br />
acestei cerinţe este cea de confort senzorial.<br />
„Să se îmbrace cu uşurinţă” este de asemenea o cerinţă la care produsul trebuie să<br />
răspundă prin funcţia constructiv - ergonomică.<br />
„Să fie răcoros” se referă la senzaţia percepută de utilizator atunci când poartă<br />
produsul, în perioada pentru care acesta este destinat (în exemplul prezentat, sezonul cald).<br />
Răspunsul produsului la această cerinţă a utilizatorului este dat prin funcţia de confort<br />
termofiziologic.<br />
„Să protejeze corpul faţă de razele soarelui” intră în categoria funcţiilor ce răspund<br />
unor cerinţe primare pe care trebuie să le îndeplinească orice produs de îmbrăcăminte şi<br />
anume cea de protejare a corpului. În cazul produsului „tricou pentru sezonul cald”,<br />
această funcţie este deosebit de importantă, fiind în strânsă legătură cu funcţiile constructivergonomică<br />
şi ecologică.<br />
„Să aibă un aspect plăcut” se referă la percepţia utilizatorului atunci când analizează<br />
vizual modelul, ţinuta, aspectul materialelor şi al îmbinărilor folosite, coloritul sau combinaţia<br />
cromatică. Termenul „plăcut” are un pronunţat caracter relativ (diferă de la un individ la<br />
altul), şi subiectiv (depinde de persoana, momentul şi locul în care se face evaluarea). La<br />
această cerinţă a beneficiarului va răspunde funcţia estetică.<br />
„Să fie la modă” este, ca şi în cazul precedent, o cerinţă de ordin estetic. Gradul de<br />
noutate sau gradul de concordanţă a produsului cu cerinţele modei sunt de mare importanţă<br />
pentru toate produsele de îmbrăcăminte. Şi acestei cerinţe îi corespunde funcţia estetică.<br />
„Să se întreţină uşor” se referă la modul în care se pot efectua operaţiile de<br />
întreţinere ale produsului (spălare, uscare, călcare). Întreţinerea uşoară se referă atât la o<br />
capacitate redusă de murdărire a produsului cât şi la o eficienţă ridicată la curăţire (timp<br />
scurt, agenţi de curăţire în cantitate mică etc.). La această cerinţă a beneficiarului răspunde<br />
funcţia de disponibilitate.<br />
„Să-şi menţină aspectul şi forma” se referă la capacitatea de a nu-şi modifica forma,<br />
aspectul şi dimensiunile sub acţiunea solicitărilor la care este supus în timpul purtării şi<br />
întreţinerii. Acestei cerinţe îi corespunde de asemenea funcţia de disponibilitate, care reflectă<br />
capacitatea produsului de a fi apt sau disponibil pe o perioadă de utilizare prestabilită.<br />
„Să nu iasă culorile” este o cerinţă referitoare la rezistenţa vopsirii la tratamentele de<br />
întreţinere aplicate în mod ciclic, dar şi la acţiunea unor agenţi cum ar fi: transpiraţia (acidă<br />
sau bazică), apa de mare, lumina etc. Îi corespunde de asemenea funcţia de disponibilitate,<br />
deoarece capacitatea produsului de a fi apt pentru utilizare depinde în mare măsură de<br />
menţinerea aspectului său iniţial.<br />
„Să fie comod la purtare” se referă la corespondenţa dintre forma şi dimensiunile<br />
produselor de îmbrăcăminte şi cele ale corpului uman. Deşi nu respectă în totalitate forma<br />
corpului, produsele de îmbrăcăminte trebuie să prezinte o soluţie constructivă care să<br />
permită o cât mai mare libertate de mişcare atât în timpul activităţii cât şi în perioadele de<br />
odihnă. Acestei cerinţe îi corespunde funcţia constructiv - ergonomică.
608<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Alte funcţii ale unui produs de îmbrăcăminte. Atunci când produsul este în curs de<br />
fabricaţie în cadrul procesului tehnologic (fiind semifabricat sau subansamblu) trebuie să<br />
fie îndeplinită şi funcţia tehnologică, exprimată prin capacitatea materialelor componente<br />
de a putea fi prelucrate (prelucrabilitatea).<br />
Deoarece între produs, corpul omenesc şi mediul ambiant se stabilesc relaţii de<br />
interdependenţă ce pot influenţa sănătatea omului şi starea mediului ambiant, de o foarte<br />
mare importanţă este şi funcţia ecologică, ce poate fi asociată funcţiei de protecţie; prin<br />
această funcţie produsul are asupra utilizatorului o influenţă benefică, protejându-l de<br />
acţiunea unor factori nocivi.<br />
În momentul achiziţionării de către beneficiar, atât produsul propriu-zis cât şi<br />
elementele însoţitoare acestuia (etichetele şi ambalajele) trebuie să conţină o serie de<br />
informaţii privind mărimea, compoziţia fibroasă, modul de întreţinere, marca etc. Prin<br />
aceste informaţii produsul îşi îndeplineşte funcţia de cunoaştere (de a se face cunoscut).<br />
Definirea funcţiilor produselor de îmbrăcăminte. Exemplificate anterior, aceste<br />
funcţii se definesc în continuare.<br />
Funcţia constructiv-ergonomică reprezintă capacitatea produsului ca, prin materiile<br />
prime şi materialele componente, precum şi prin soluţia constructivă adoptată, să corespundă<br />
formei şi dimensiunilor corpului uman, indiferent de starea în care se află acesta la un<br />
moment dat (statică sau dinamică).<br />
Funcţia de confort este cea prin care produsul este perceput de utilizator prin<br />
propriile organe de simţ. Atunci când această funcţie este îndeplinită parţial, sau când nu<br />
este îndeplinită, utilizatorul percepe senzaţia de disconfort. Atât senzaţia de confort cât şi<br />
cea de disconfort pot fi de tip vizual, tactil sau de tip termofiziologic.<br />
Funcţia de protecţie reflectă capacitatea unui produs de îmbrăcăminte de a apăra<br />
corpul faţă de acţiunea nocivă a unor factori externi, cum ar fi : radiaţiile solare, acţiunea<br />
curenţilor de aer sau acţiunile mecanice externe ce-i pot provoca utilizatorului zgârieturi,<br />
înţepături etc. În cazul îmbrăcămintei de protecţie, rolul acestei funcţii este prioritar.<br />
Funcţia de protecţie poate fi corelată cu cea constructiv-ergonomică.<br />
Funcţia estetică a produselor de îmbrăcăminte este de primă importanţă, fiind percepută<br />
de către beneficiar în urma unei analize vizuale. Prin aspectul său general, linia croielii, prin<br />
colorit sau combinaţia cromatică, un produs poate impresiona atât în mod plăcut cât şi neplăcut.<br />
Această funcţie este determinantă în cazul produselor de îmbrăcăminte exterioară şi mai ales a<br />
celor destinate unor ocazii speciale. Poate fi subordonată funcţiei de confort senzorial.<br />
Funcţia de disponibilitate reflectă capacitatea produsului de a fi apt pentru utilizare.<br />
Aceasta presupune ca produsul să fie astfel proiectat şi executat încât să-şi îndeplinească<br />
funcţiile pentru care a fost creat, un timp cât mai îndelungat, atunci când se respectă<br />
condiţiile de purtare şi întreţinere prestabilite. Funcţia de disponibilitate este compusă din<br />
fiabilitate şi mentenabilitate.<br />
Funcţia ecologică exprimă capacitatea produsului de a nu perturba viaţa şi sănătatea<br />
omului, precum şi a mediului ambiant. Această funcţie se referă la capacitatea produsului<br />
de a rezista faţă de acţiunea factorilor de contaminare, de a nu se aprinde cu uşurinţă, dar şi<br />
capacitatea de a se degrada în mediul natural. Această funcţie este determinată atât de<br />
natura materiilor prime utilizate cât şi de aplicarea unor tratamente de finisare specifice.<br />
Funcţia tehnologică se manifestă la produsele aflate în curs de execuţie. Ea se referă<br />
la capacitatea materialelor textile de a fi modelate în vederea obţinerii unor forme spaţiale<br />
specifice produselor de îmbrăcăminte (formabilitatea), dar şi la capacitatea de a fi prelucrate<br />
în cadrul unor tehnologii specifice industriei textile (prelucrabilitatea). Această funcţie<br />
depinde de o serie de caracteristici ale materialelor prelucrate (compactitatea, rigiditatea,<br />
elasticitatea), dar şi de gradul în care se realizează corespondenţa dintre caracteristicile<br />
materiilor prime şi caracteristicile utilajelor adoptate în cadrul unei anumite tehnologii.
Controlul calităţii în tehnologia de prelucrare mecanică 609<br />
Funcţia de cunoaştere exprimă capacitatea produsului de a se face cunoscut<br />
potenţialilor utilizatori. Orice produs poate fi cunoscut atât prin propriile caracteristici cât şi<br />
prin informaţiile însoţitoare înscrise pe etichete, embleme, ambalaje. Aceste informaţii sunt<br />
necesare utilizatorilor, în vederea aplicării în mod raţional a operaţiilor de întreţinere şi<br />
remediere a produsului pe parcursul utilizării sale.<br />
Funcţia economică defineşte, prin costuri, capacitatea unui produs de a corespunde<br />
puterii de cumpărare a potenţialilor beneficiari, asigurând în acelaşi timp un beneficiu cât<br />
mai mare producătorului.<br />
Funcţiile produselor de îmbrăcăminte precum şi principalele subdiviziuni ale<br />
acestora se prezintă în tabelul <strong>IX.9.</strong>11.<br />
Principalele funcţii şi subdiviziuni ale acestora în cazul produselor<br />
de îmbrăcăminte<br />
Funcţiile produselor<br />
de îmbrăcăminte<br />
Funcţia constructiv -<br />
ergonomică<br />
Funcţia de confort<br />
Funcţia de protecţie<br />
Funcţia estetică<br />
Funcţia de<br />
disponibilitate<br />
Funcţia ecologică<br />
Funcţia tehnologică<br />
Funcţia de cunoaştere<br />
Funcţia economică<br />
Tabelul <strong>IX.9.</strong>11<br />
Subdiviziuni ale funcţiilor produselor de îmbrăcăminte<br />
1. prezintă o anumită compoziţie<br />
2. prezintă o structură specifică tipului de produs<br />
3. conţine materiale auxiliare<br />
4. corespunde dimensional<br />
5. are zone de fixare pe corp<br />
6. prezintă capacitatea de îmbrăcare şi dezbrăcare<br />
7. asigură confortul psihosenzorial<br />
8. permite absorbţia umidităţii (apă, abur)<br />
9. permite transferul umidităţii<br />
10. are capacitate de ventilare<br />
11. asigură izolarea termică<br />
12. asigură acoperirea corpului<br />
13. protejează faţă de acţiunea curenţilor de aer<br />
14. protejează faţă acţiunile mecanice din mediul înconjurător.<br />
15. prezintă aspect şi ţinută<br />
16. prezintă un anumit grad de adaptare la cerinţele modei<br />
17. prezintă un anumit aspect al prelucrărilor tehnologice<br />
18. prezintă durabilitate<br />
19. îşi menţine aspectul, forma şi dimensiunile<br />
20. prezintă capacitate de curăţire<br />
21. prezintă capacitate de remediere şi recondiţionare<br />
22. are capacitate de decontaminare<br />
23. prezintă rezistenţă la aprindere<br />
24. are capacitate de degradare în mediul biologic<br />
25. prezintă capacitate de prelucrare tehnologică<br />
26. are capacitate de formare spaţială<br />
27. prezintă capacitate de alungire şi revenire<br />
28. face reclamă<br />
29. poartă informaţii despre produs<br />
30. permite identificarea utilizatorului<br />
31. este vandabil<br />
32. este eficient şi eficace
610<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
<strong>IX.9.</strong>3.3.3. Caracteristicile de calitate ale produselor de îmbrăcăminte<br />
Cunoscând funcţiile şi subdiviziunile funcţiilor pe care trebuie să le îndeplinească un<br />
produs de îmbrăcăminte de un anumit tip, pot fi identificate principalele caracteristici de<br />
calitate ale acestuia ( tabelul <strong>IX.9.</strong>12).<br />
Subdiviziunile funcţiilor<br />
produselor de îmbrăcăminte<br />
Principalele caracteristici de calitate ale produselor<br />
Caracteristicile de calitate ale produselor<br />
de îmbrăcăminte<br />
Tabelul <strong>IX.9.</strong>12<br />
1 2<br />
Prezintă o anumită<br />
– compoziţia fibroasă (natura materiei prime)<br />
compoziţie<br />
Prezintă o structură – structura şi principalii parametri de structură ai<br />
specifică<br />
materialelor de bază<br />
– structura produsului (schiţa de model)<br />
– reperele componente<br />
Conţine materiale auxiliare – tipul materialelor auxiliare (nasturi, fermoare etc.)<br />
– caracteristicile materialelor auxiliare (mărime, culoare etc.)<br />
Corespunde dimensional – dimensiunile produsului<br />
– dimensiunile reperelor<br />
– intervalele de toleranţă pentru dimensiuni<br />
Are zone de fixare pe corp – tipul zonelor de fixare pe corp<br />
– adaosurile în zonele de fixare<br />
Prezintă capacitate de – zonele de acces ale produsului de îmbrăcăminte (fente,<br />
îmbrăcare - dezbrăcare buzunare, şliţuri)<br />
– sistemele de închidere folosite (fermoare, capse, nasturi)<br />
– extensibilitatea produsului în zonele acces<br />
Asigură confortul<br />
– tuşeul<br />
psihosenzorial<br />
– voluminozitatea<br />
– capacitatea de încărcare electrostatică<br />
– rigiditatea<br />
Permite absorbţia umidităţii – hidrofilia<br />
– higroscopicitatea<br />
Permite transferul umidităţii – permeabilitatea la apă<br />
– permeabilitatea la vapori<br />
Are capacitate de ventilare – permeabilitatea la aer<br />
Asigură izolarea termică – rezistenţa termică<br />
– rezistivitatea termică<br />
– conductibilitatea termică<br />
Asigură acoperirea corpului – gradul de acoperire a corpului<br />
Protejează faţă de acţiunea – grosimea produsului<br />
curenţilor de aer<br />
– gradul de compactitate<br />
Protejează faţa de acţiunile – rezistenţa la sfâşiere<br />
mecanice din mediul – rezistenţa la străpungere<br />
înconjurător<br />
– rezistenţa la agăţare<br />
Prezintă aspect şi ţinută – gradul de uniformitate a suprafeţelor<br />
– gradul de mulare pe corp<br />
– drapajul<br />
– linia croielii<br />
– coloritul şi combinaţia cromatică
Controlul calităţii în tehnologia de prelucrare mecanică 611<br />
Tabelul <strong>IX.9.</strong>12 (continuare)<br />
1 2<br />
Prezintă un anumit grad de – gradul de noutate a modelului<br />
adaptare la cerinţele modei – gradul de concordanţă cu stilul de viaţă şi vestimentar<br />
Prezintă un anumit aspect al – aspectul cusăturilor<br />
prelucrărilor tehnologice – aspectul produsului în zonele de asamblare<br />
Are durabilitate – rezistenţa şi alungirea la rupere<br />
– rezistenţa la solicitări dinamice<br />
– rezistenţa la solicitări ciclice (rezistenţa la uzură)<br />
– rezistenţa la frecare<br />
– capacitatea de a forma pilling<br />
Îşi menţine aspectul, forma – modificările dimensionale la tratamente de finisare<br />
şi dimensiunile<br />
– rezistenţa vopsirii<br />
– capacitatea de şifonare (şifonabilitatea)<br />
– rezistenţa la revenirea din şifonare<br />
Prezintă capacitate de – capacitatea de murdărire<br />
curăţire<br />
– uşurinţa la curăţire<br />
Prezintă capacitate de – posibilităţi de remediere<br />
remediere şi recondiţionare – costul remedierilor<br />
Are capacitate de<br />
– conţinutul de substanţe nocive<br />
decontaminare<br />
– rezistenţa la contaminare radioactivă<br />
Prezintă rezistenţă la<br />
aprindere<br />
– inflamabilitatea<br />
Are capacitate de degradare<br />
în mediul biologic<br />
– capacitatea de degradare biologică<br />
Prezintă capacitate de<br />
prelucrare tehnologică<br />
– prelucrabilitatea<br />
Are capacitatea de formare<br />
spaţială<br />
– formabilitatea<br />
Prezintă capacitate de – extensibilitatea<br />
alungire şi revenire – elasticitatea<br />
– alungirea şi revenirea la solicitări de mică intensitate<br />
Face reclamă – datele de identificare a firmei producătoare (adresa,<br />
telefon, fax)<br />
– marca firmei producătoare/comerciale<br />
Conţine informaţii despre – mărimea produsului<br />
produs<br />
– parametrii operaţiilor de întreţinere casnică (spălat,<br />
albit, uscat, călcat etc.)<br />
Permite identificarea – vizibilitatea<br />
utilizatorului<br />
– soluţia de identificare adoptată (nume proprii,<br />
însemne ale unui club, numere etc.)<br />
Este vandabil – rata vânzărilor<br />
Este eficient şi eficace – indicatorii costurilor calităţii<br />
Clasificarea caracteristicilor de calitate ale produselor. Un produs are o multitudine<br />
de caracteristici, ce pot fi clasificate şi caracterizate pe baza următoarelor criterii :<br />
– modul de exprimare;<br />
– modul de evaluare;<br />
– gradul de importanţă;<br />
– sensul preferabil de variaţie;<br />
– natura lui şi efectele pe care le are în procesul de utilizare;<br />
– locul şi modul de manifestare.
612<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
● În funcţie de modul de exprimare, caracteristicile de calitate pot fi; numerice sau<br />
atributive.<br />
Caracteristicile de calitate numerice (cifrice) sunt exprimate prin numere sau prin<br />
intervale numerice.<br />
De exemplu, coeficientul liniar de acoperire pentru tricotul glat este cuprins în<br />
intervalul (15,7 -34,5);<br />
Din aceeaşi categorie fac parte şi caracteristicile pentru a căror evaluare se aplică un<br />
sistem de notare sau punctare.<br />
De exemplu, pe o scară de evaluare de la 1 la 10, nivelul de calitate al unui produs<br />
este apreciat cu nota 7.<br />
Caracteristicile de calitate atributive sunt cele care diferenţiază produsele prin<br />
atribute de tipul: corespunzător-necorespunzător, acceptat-neacceptat, bun-rău etc. Încadrarea<br />
produsului sau a loturilor de produse în una din cele două categorii presupune respectarea<br />
atât a unor norme de testare cât şi a cerinţelor impuse de către beneficiar.<br />
● După modul de evaluare, caracteristicile de calitate sunt : măsurabile sau comparabile<br />
(obiectiv sau subiectiv).<br />
Caracteristicile măsurabile pot fi evaluate prin metode experimentale care presupun<br />
utilizarea unor mijloace de măsurare standardizate.<br />
Caracteristicile comparabile (obiectiv sau subiectiv) sunt evaluate senzorial.<br />
Compararea obiectivă presupune existenţa unui etalon (scara de gri, cartele de culori<br />
etc.). Prin compararea unei caracteristici a produsului analizat (gradul de alb, nuanţa unei<br />
anumite culori) cu etalonul respectiv, se poate stabili dacă între acestea există sau nu o<br />
deosebire ce poate fi exprimată în mod gradual.<br />
Compararea subiectivă presupune evaluarea produsului analizat, faţă de un alt<br />
produs similar (considerat ca produs de referinţă).<br />
● După gradul de importanţă, caracteristicile produselor pot fi: critice, principale,<br />
secundare şi minore.<br />
Caracteristicile critice au o importanţă majoră pentru comportarea produsului în<br />
timpul utilizării. Lipsa sau plasarea unei astfel de caracteristici în afara intervalelor prestabilite<br />
determină oprirea accesului produselor pe piaţa de desfacere. Aceste caracteristici se referă la<br />
reducerea siguranţei în timpul utilizării, afectarea stării de sănătate a utilizatorului sau la<br />
poluarea mediului ambiant etc. Caracteristicile de calitate critice sunt specifice mai ales<br />
îmbrăcămintei de protecţie, dar şi unor produse de îmbrăcăminte uzuală, destinate de<br />
exemplu copiilor (îmbrăcămintea pentru nou-născuţi, îmbrăcămintea pentru noapte etc.).<br />
Caracteristicile principale au o mare importanţă în acceptarea sau neacceptarea unui<br />
anumit produs de către beneficiari. În cazul îmbrăcămintei uzuale, atunci când aceste<br />
caracteristici depăşesc intervalele de variabilitate normală, pot determina neîndeplinirea<br />
parţială sau totală a funcţiilor produselor respective. În acest caz, loturile cu astfel de<br />
produse pot fi respinse de către beneficiar sau, dacă produsele ajung la utilizatori, pot<br />
apărea reclamaţii din partea acestora.<br />
Caracteristicile secundare prezintă o mai mică importanţă în îndeplinirea funcţiilor<br />
produsului. Unele abateri ale acestor caracteristici pot fi acceptate de către utilizator.<br />
Cunoaşterea gradului de importanţă a caracteristicilor unui produs este deosebit de<br />
utilă pentru producător, deoarece toate demersurile acestuia în vederea ameliorării, asigurării<br />
sau îmbunătăţirii calităţii trebuie să vizeze în primul rând caracteristicile critice şi principale.<br />
● După sensul preferabil de variaţie, caracteristicile de calitate pot fi: de minimizare<br />
şi de maximizare.<br />
Caracteristicile cu sens preferabil de minimizare sunt cele care, prin reducerea<br />
valorilor proprii (pentru caracteristicile numerice) sau a intensităţii de manifestare (pentru<br />
caracteristicile atributive), determină creşterea nivelului de calitate al produsului.
Controlul calităţii în tehnologia de prelucrare mecanică 613<br />
Exemple de astfel de caracteristici pot fi : masa pe unitatea de suprafaţă, consumurile<br />
de materie primă, costurile calităţii, timpul de fabricaţie pe unitatea de produs etc.<br />
Caracteristicile cu sens preferabil de maximizare sunt cele care, prin creşterea<br />
valorii sau a intensităţii de manifestare, determină creşterea nivelului de calitate al produsului.<br />
Exemple de astfel de caracteristici sunt: rezistenţa la solicitări repetate stabilitatea<br />
dimensională etc.<br />
● După natura şi modul de manifestare, caracteristicile de calitate ale produselor<br />
pot fi încadrate în următoarele grupe mari:<br />
– caracteristici structurale (ale ţesăturilor, ale tricoturilor);<br />
– caracteristici mecanice;<br />
– caracteristici de transmitere a senzaţiei de confort;<br />
– caracteristici determinate de acţiunea unor solicitări mecanice de mică intensitate;<br />
– caracteristici estetice;<br />
– alte caracteristici manifestate în utilizarea unor produse speciale.<br />
Exemple de caracteristici din cadrul grupelor menţionate anterior se prezintă în<br />
tabelul <strong>IX.9.</strong>13.<br />
Tabelul <strong>IX.9.</strong>13<br />
Exemple de caracteristici de calitate grupate după natura şi modul de manifestare<br />
în utilizarea produsului<br />
Grupe de caracteristici de<br />
calitate<br />
Caracteristici structurale<br />
ale ţesăturilor<br />
Caracteristicile structurale<br />
ale tricoturilor<br />
Exemple de caracteristici de calitate<br />
1 2<br />
– densitatea liniară a firelor de urzeală şi bătătură<br />
– torsiunea firelor de urzeală şi bătătură<br />
– desimea în urzeală şi bătătură<br />
– factorul cover<br />
– grosimea<br />
– lăţimea<br />
– structura ţesăturii<br />
– densitatea liniară a firului<br />
– torsiunea firului<br />
– desimea pe orizontală şi pe verticală<br />
– factorul cover<br />
– masa pe unitatea de suprafaţă<br />
– grosimea<br />
– spiralitatea<br />
Caracteristici mecanice – rezistenţa la rupere<br />
– alungirea la rupere<br />
– rezistenţa la străpungere<br />
– rezistenţa la frecare/abraziune<br />
– rezistenţa la pilling<br />
Caracteristici ce transmit<br />
senzaţia de confort<br />
– rezistenţa la solicitări ciclice de întindere-revenire<br />
– permeabilitatea la aer<br />
– permeabilitatea la vapori de apă<br />
– rezistenţa la penetrarea apei (permeabilitatea la apă)<br />
– conductibilitatea termică<br />
– conductibilitatea electrică<br />
– tuşeul<br />
– încărcarea electrostatică
614<br />
Caracteristici determinate<br />
de acţiunea unor solicitări<br />
de mică intensitate<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
1 2<br />
Caracteristici estetice – drapaj<br />
– şifonabilitate<br />
– revenirea din şifonare<br />
– aspectul şi ţinuta<br />
Alte caracteristici<br />
manifestate în utilizarea<br />
unor produse speciale<br />
Tabelul <strong>IX.9.</strong>13 (continuare)<br />
– caracteristici de întindere (extensibilitatea, elasticitatea)<br />
– caracteristici de compresiune<br />
– caracteristici de încovoiere (rigiditatea la încovoiere)<br />
– caracteristici manifestate la frecare omogenă (între materiale de<br />
acelaşi fel) şi eterogenă (între materiale diferite)<br />
– estetica prelucrărilor tehnologice<br />
– stabilitatea dimensională<br />
– inflamabilitatea<br />
– delaminarea<br />
– rezistenţa la impact<br />
● După locul şi modul de manifestare, caracteristicile de calitate pot fi grupate astfel:<br />
– caracteristici cerute de utilizator (stabilite pe baza unor chestionare de anchetă sau<br />
a studiilor de piaţă);<br />
– caracteristici specificate în documentaţia tehnică a produselor şi proceselor de<br />
fabricaţie;<br />
– caracteristici funcţionale (manifestate în timpul utilizării produselor).<br />
Pe baza celor şase criterii prezentate anterior, fiecare caracteristică de calitate a unui<br />
produs va putea fi caracterizată.<br />
De exemplu, pentru caracteristica „stabilitatea dimensională la tratamente umidotermice”,<br />
caracterizarea multicriterială este următoarea :<br />
– numerică (exprimată printr-un număr sau un interval numeric);<br />
– măsurabilă;<br />
– critică sau principală;<br />
– sens preferabil de minimizare;<br />
– alte caracteristici;<br />
– funcţională.<br />
<strong>IX.9.</strong>3.4. Caracteristicile noncalităţii<br />
Atunci când un produs nu-şi îndeplineşte parţial sau total una sau mai multe funcţii,<br />
induce asupra beneficiarului o stare de insatisfacţie.<br />
În acest caz, printr-o analiză efectuată asupra produsului, pot fi puse în evidenţă o<br />
serie de defecte şi/sau neconformităţi, care sunt considerate caracteristici de noncalitate.<br />
Conform ISO - 8402 caracteristicile de noncalitate sunt definite astfel:<br />
Defectul constă în nesatisfacerea parţială sau totală a unei cerinţe sau aşteptări<br />
rezonabile privind utilizările prevăzute, inclusiv ale celor referitoare la securitatea din timpul<br />
utilizării produsului.<br />
Se impun următoarele precizări;<br />
– cerinţele rezonabile sunt cele care de obicei sunt posibil de satisfăcut de către produs,<br />
atunci când beneficiarul manifestă o exigenţă moderată;
Controlul calităţii în tehnologia de prelucrare mecanică 615<br />
– utilizările prevăzute se referă la condiţiile în care produsul va fi utilizat şi<br />
întreţinut, şi care trebuie cunoscute de către beneficiar;<br />
– cerinţele referitoare la securitate sunt cele impuse de o serie de standarde specifice<br />
şi se referă la protejarea sănătăţii şi vieţii omului precum şi a integrităţii mediului ambiant.<br />
Neconformitatea reprezintă abaterea sau absenţa uneia sau a mai multor caracteristici<br />
de calitate în raport cu cerinţele specificate. Ea poate fi pusă în evidenţă prin compararea<br />
caracteristicilor produsului analizat cu datele înscrise în specificaţii (standarde, norme interne<br />
de calitate, fişe tehnice), sau prin compararea produsului analizat cu un produs similar<br />
de referinţă (etalon).<br />
Prin cele două tipuri de caracteristici, noncalitatea poate fi evaluată din două puncte<br />
de vedere, şi anume: al producătorului (prin neconformităţi) şi al beneficiarului (prin defecte).<br />
Relaţia ce poate fi stabilită între defecte şi neconformităţi este sugerată de figura <strong>IX.9.</strong>3.<br />
N b a c D<br />
Fig. <strong>IX.9.</strong>3. Legătura între neconformităţi (N) şi defecte (D).<br />
Zona a cuprinde neconformităţile care, nefiind detectate în cadrul inspecţiilor<br />
efectuate asupra produselor, pot deveni defecte. Astfel, aceste neconformităţi / defecte pot<br />
determina nesatisfacerea parţială sau totală a cerinţelor beneficiarilor.<br />
Zona b corespunde necoformităţilor care, fiind înscrise în specificaţii, sunt supuse<br />
controlului, existând astfel posibilitatea eliminării lor înainte ca produsul să ajungă la<br />
beneficiar. Din această categorie mai fac parte şi acele deficienţe de calitate ale produselor<br />
care pot apărea în etapele iniţiale ale procesului tehnologic şi sunt eliminate in etapele<br />
finale.<br />
De exemplu, petele sau cutele apărute pe parcursul procesului pot fi eliminate în<br />
operaţiile de finisare (spălare, călcare etc.).<br />
Zona c corespunde defectelor care nu sunt specificate şi deci nu fac obiectul etapelor<br />
de control. Astfel, aceste defecte nefiind detectate în cadrul procesului, se pot manifesta<br />
în timpul utilizării produsului şi constituie cauza principală a reclamaţiilor din partea<br />
beneficiarilor.<br />
O situaţie favorabilă calităţii produselor este atunci când toate deficienţele produsului<br />
sunt specificate (extinderea zonei b), astfel încât în urma unui control riguros să poată fi<br />
eliminate în totalitate.<br />
Această situaţie este dificil de realizat din următoarele considerente:<br />
– elaborarea unor specificaţii (norme, stas-uri) referitoare la toate tipurile de defecte<br />
este dificil de realizat, deoarece există o mare diversitate de defecte ce pot afecta calitatea<br />
materiilor prime, a semifabricatelor şi produselor finite;<br />
– unele defecte nu se manifestă în timpul realizării produsului, astfel încât nu există<br />
posibilitatea identificării acestora în cadrul procesului, chiar în cazul unui control riguros;<br />
– condiţiile impuse de eficienţa controlului (timp scurt, număr limitat de determinări)<br />
nu permit o investigare a tuturor categoriilor de defecte, astfel încât unele dintre acestea nu<br />
sunt detectate în timpul procesului;
616<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
– caracterul subiectiv al evaluării senzoriale aplicate în mod frecvent în etapele de<br />
control poate conduce la erori de decizie, astfel încât unele defecte nu sunt detectate;<br />
– utilizarea pe scară largă a controlului total (100%), efectuat mai ales prin metode<br />
senzoriale, poate conduce la o detectare incompletă a defectelor în cadrul procesului.<br />
Fundamentarea metodelor de analiză şi control ale noncalităţii produselor se bazează<br />
pe cunoaşterea şi clasificarea principalelor tipuri de defecte / neconformităţi.<br />
Considerând cazul ideal în care toate defectele sunt specificate cât şi pentru uşurinţa<br />
exprimării, în continuarea lucrării se va folosi doar termenul defect.<br />
Defectele specifice tricoturilor, ţesăturilor şi produselor confecţionate vor fi exemplificate<br />
şi prezentate în continuarea lucrării.<br />
<strong>IX.9.</strong>3.4.1. Defectele tricoturilor din bătătură<br />
Principalele tipuri de defecte ale tricoturilor metraj din bătătură se prezintă în<br />
tabelul <strong>IX.9.</strong>14.<br />
Descrierea principalelor tipuri de defecte ale tricoturilor din bătătură<br />
Defectul Mod de prezentare sau manifestare în tricot<br />
Ochi scăpat (ochi<br />
„aruncat în gol")<br />
1 2<br />
Ochi rupt (plesnit)<br />
Rând sau porţiuni<br />
de rând, cu ochiuri<br />
scăpate<br />
Gaură<br />
Şir lipsă<br />
Şiruri neuniforme<br />
Striaţii<br />
Tabelul <strong>IX.9.</strong>14<br />
– orificiu în tricot, de dimensiuni comparabile cu ale ochiului, apărut ca urmare<br />
a „aruncării în gol” a unui ochi;<br />
– nu prezintă puncte de legare cu firul ce formează ochiurile în rândul următor;<br />
– nu se observă firul rupt;<br />
– apare doar în zona de formare a ochiurilor;<br />
– mic orificiu în tricot care apare ca urmare a ruperii firului;<br />
– se manifestă fie în timpul tricotării, fie în tricotul aflat pe maşină sau în<br />
operaţiile ulterioare;<br />
– „deschidere” în tricot plasată pe direcţia rândului apărută ca urmare a<br />
„aruncării în gol” a mai multor ochiuri vecine;<br />
– nu prezintă puncte de legare cu firul (firele) din rândul următor;<br />
– se poate produce în timpul tricotării prin eliminarea fazei „depunerea firului<br />
(firelor)” pe un grup de ace vecine;<br />
– orificiu în tricot de dimensiuni mai mari decât ale unui ochi care apare ca<br />
urmare a ruperii unuia sau a mai multor fire;<br />
– în funcţie de cauzele generatoare, aspectul este diferit;<br />
– mărimea este determinată de natura şi tipul firului, dar şi de structura<br />
tricotului şi gradul de solicitare a firelor înainte de producerea ruperii;<br />
– poate apărea fie în timpul tricotării, fie după aceea;<br />
– apare sub forma unei dungi longitudinale mai transparente, datorate<br />
neexecutării unui şir sau unei porţiuni de şir, sau efectului de deşirare apărut<br />
în urma unui ochi scăpat, rupt sau a unei găuri;<br />
– poate apărea mai ales în timpul tricotării, dar şi după aceea;<br />
– dungi longitudinale datorate diferenţelor existente între şiruri în privinţa<br />
pasului, mărimii, formei şi aspectului ochiurilor;<br />
– apar doar în timpul tricotării;<br />
– unul sau mai multe ochiuri vecine plasate în acelaşi rând, diferite semnificativ<br />
de celelalte prin dimensiune, formă, poziţie etc.;<br />
– se manifestă de obicei prin îngroşări sau subţieri ale ochiurilor dispuse pe<br />
direcţie transversală;<br />
– apar doar în timpul tricotării;
Abateri<br />
semnificative ale<br />
valorilor unor<br />
caracteristici faţa<br />
de valorile medii<br />
(pentru desime,<br />
masă, coeficienţi<br />
de acoperire sau<br />
umplere)<br />
Controlul calităţii în tehnologia de prelucrare mecanică 617<br />
Tabelul <strong>IX.9.</strong>14 (continuare)<br />
1 2<br />
– rânduri sau porţiuni mari din acestea ce prezintă diferenţe semnificative în<br />
Zebrări<br />
privinţa nuanţei, culorii, aspectului ochiurilor sau compactităţii tricotului;<br />
– apar doar în timpul tricotării;<br />
Şiruri cu ochiuri – bucle dispuse la distanţe diferite pe direcţia şirului;<br />
duble obţinute – sunt mai greu de depistat;<br />
accidental – apar doar în timpul tricotării;<br />
– diferenţe mai mari sau mai mici de 90<br />
Şiruri înclinate<br />
„efect de spirală"<br />
o ale unghiului format între direcţia<br />
şirului şi a rândului de ochiuri;<br />
– şirul se dispune sub forma unei „spirale” faţă de axa tubului de tricot;<br />
– se manifestă după tricotare;<br />
– ochiuri diferite între ele ca formă, mărime, poziţie în tricot etc.;<br />
Tricot neuniform – este cunoscut sub denumirea de tricot „neliniştit”;<br />
– se manifestă după tricotare;<br />
Dungi<br />
– rânduri sau şiruri diferite de celelalte prin aspectul datorat murdăririi cu ulei a<br />
(longitudinale sau firului, acelor sau maşinii;<br />
transversale)<br />
uleiate<br />
– porţiuni de tricot cu nuanţe diferite, ca urmare a murdăririi produse după<br />
Pete<br />
tricotare;<br />
Scame uleiate sau – mici pete (punctiforme) datorate scamelor murdărite sau uleiate depuse pe fir<br />
murdărite<br />
sau pe tricot;<br />
– apar în cazul caracteristicilor valorice;<br />
– se exprimă prin: abatere individuală δi = xi – x ,<br />
– abatere absolută δ i = x1 − x<br />
x1−x – abatere relativă 100<br />
x<br />
– media abaterilor δ=<br />
n<br />
∑<br />
i=<br />
1<br />
x − x<br />
i<br />
n<br />
n<br />
∑<br />
( ) 2<br />
x − x<br />
1<br />
i=<br />
1<br />
– abatere medie pătratică S =<br />
n−1<br />
Semnificaţia notaţiilor: xi – valoare individuală; x – media aritmetică; n –<br />
volumul eşantionului;<br />
– când abaterile calculate nu se încadrează în intervalul de acceptare impus de<br />
beneficiar, se consideră că afectează în mod semnificativ funcţiile şi implicit<br />
cerinţele acestora;<br />
– pot apărea în tricotare, precum şi în etapele tehnologice ulterioare.<br />
Defectele speciale ale tricoturilor. Pe lângă defectele prezentate în tabelul anterior,<br />
calitatea tricoturilor poate fi afectată şi de o serie de defecte speciale. Apariţia acestora este<br />
determinată de tehnologia de tricotare (din bătătură, din urzeală), de forma tricotului (plană,<br />
tubulară, în panouri, detalii conturate plan sau spaţial, produse tricotate integral), de materia<br />
primă utilizată (fire tip bumbac, tip lână, tip mătase) etc.<br />
La tricoturile din urzeală, majoritatea defectelor se plasează pe direcţia şirului de<br />
ochiuri (a urzelii), ca de exemplu:<br />
– şiruri lipsă, ca urmare a năvădirii incorecte sau a nerespectării raportului de năvădire;
618<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
– ochiuri scăpate, care nu determină deşirarea;<br />
– ochiuri agăţate în cazul utilizării firelor filamentare;<br />
– cute permanente în cazul utilizării firelor sintetice şi al nerespectării parametrilor<br />
finisării.<br />
În cazul tricoturilor din bătătură sub formă de panouri sau detalii conturate, realizate<br />
pe maşini rectilinii, în afara defectelor generale prezentate în tabelul anterior pot apărea şi o<br />
serie de defecte specifice, ca de exemplu:<br />
– ochiuri de margine diferite faţă de cele din corpul panoului (datorită tensionării<br />
incorecte a firului în timpul formării ochiurilor de margine);<br />
– ochiuri scăpate sau găuri la trecerea dintre porţiunile cu structuri diferite (datorită<br />
execuţiei incorecte a transferului de ochiuri de pe o fontură pe alta);<br />
– primul rând de la bordură incorect executat (cu extensibilitate mică, sau prea larg<br />
faţă de rândurile următoare);<br />
– ochiuri scăpate pe liniile de contur (transfer incorect de ochiuri).<br />
În cazul produselor conturate spaţial sau tricotate integral pot apărea de asemenea<br />
defecte specifice.<br />
De exemplu, în cazul ciorapilor pot fi:<br />
– defecte ale manşetei (extensibilitate redusă, elasticitate redusă);<br />
– defecte la trecerea de la carâmb la călcâi sau de la talpă la vârf ( ochiuri scăpate,<br />
aspect neplăcut).<br />
<strong>IX.9.</strong>3.4.2. Defectele ţesăturilor<br />
Principalele tipuri de defecte, conform standardului SR-ISO-8498/1996, se prezintă<br />
în tabelul <strong>IX.9.</strong>15.<br />
Defectele ţesăturilor<br />
Tabelul <strong>IX.9.</strong>15<br />
Grupe de<br />
defecte<br />
Tipuri de defecte Descrierea defectelor<br />
1 2 3<br />
Fir lucios Fir cu aspect mai lucios faţă de celelalte fire<br />
Fir cu filamente<br />
rupte<br />
Fir cu pilozitate mai mare pe anumite porţiuni<br />
Fir ondulat Fir cu aspect buclat pe anumite porţiuni<br />
Fir subţiat Fir cu diametru mai mic pe porţiuni scurte, din cauza<br />
Defecte<br />
neuniformităţii densităţii de lungime<br />
ale firului Nopeu Fir cu porţiuni proeminente<br />
Fir îngroşat Fir cu diametru cel puţin dublu pe anumite porţiuni<br />
Fir murdărit Fir cu aspect diferit pe anumite porţiuni, din cauza contaminării<br />
cu substanţe de murdărire (ulei praf, impurităţi)<br />
Fir plesnit Fir mai subţiat, din cauza ruperii unui număr mai mare de fibre<br />
sau filamente<br />
Defecte Dungă în bătătură Bandă pe direcţia bătăturii cu margini bine delimitate, diferită<br />
pe direcţia<br />
de restul ţesăturii (grup de fire cu caracteristici diferite:<br />
bătăturii<br />
compoziţie densitate de lungime, torsiune, tensiune)<br />
Fir de bătătură tăiat<br />
(rupt)<br />
Fir de bătătură prezent doar pe o porţiune din lăţimea ţesăturii
Controlul calităţii în tehnologia de prelucrare mecanică 619<br />
Tabelul <strong>IX.9.</strong>15 (continuare)<br />
1 2 3<br />
Fir de bătătură Fire cu diametrul mai mare decât al firelor vecine<br />
îngroşat<br />
(neuniformitate pe porţiuni lungi a densităţii de lungime)<br />
Fir dublu de Gruparea a două fire de bătătură ce formează o proeminenţă pe<br />
bătătură<br />
direcţia bătăturii<br />
Bătătură întărită la Inserarea unui fir de bătătură suplimentar pe o porţiune din<br />
margini<br />
lăţimea ţesăturii, pornind în general de la margine<br />
Bătătură ondulată Bucle formate din firul de bătătură, datorită tensionării<br />
insuficiente a acestuia<br />
Eroare de inserare a Fir de bătătură care nu este inserat conform desenului<br />
firului de bătătură prestabilit<br />
Fir de bătătură lipsă Lipsa firului de bătătură pe întreaga lăţime a ţesăturii<br />
(întreruperea alimentării firului de bătătură)<br />
Bătătură din fire Apariţia în ţesătură a două sau mai multe fire cu caracteristici<br />
diferite<br />
diferite<br />
Efect rips (de relief) Dungă dintr-o ţesătură în care o porţiune este mai proeminentă<br />
Semn de pornire Dungă cu desime mai mare, bine definită la început şi care apoi<br />
se estompează treptat<br />
Fir de bătătură<br />
detensionat<br />
Fir de bătătură care apare puţin mai lung faţă de celelalte<br />
Aglomerare de fire Mai multe fire de bătătură care apar pe o porţiune limitată, în<br />
locul în care ar trebui să apară un singur fir<br />
Flotare Fir de bătătură care apare pe faţa sau pe spatele ţesăturii şi<br />
traversează mai multe fire de urzeală<br />
Porţiune îngroşată Dungă cu desime mult mai mare faţă de cea din restul ţesăturii<br />
Porţiune subţiată Dungă cu desime mult prea mică faţă de cea din restul ţesăturii<br />
Fir de bătătură<br />
tensionat<br />
Fir de bătătură foarte întins, care determină încreţirea ţesăturii<br />
Bătătură<br />
Alterarea bătăturii pe toată suprafaţa ţesăturii sau pe porţiuni<br />
deteriorată. ale acesteia<br />
Bătătură de calitate<br />
inferioară<br />
Bătătură cu caracteristici necorespunzătoare<br />
Defecte pe Urzeală arcuită Curbare excesivă a urzelii într-o ţesătură<br />
direcţia<br />
urzelii<br />
Fir de urzeală lipsă Lipsa unui fir de urzeală pe o anumită porţiune, din cauza unui<br />
fir rupt nelegat<br />
Nopeuri Aglomerări de fibre, plasate pe firele de urzeală şi prinse în<br />
ţesătură<br />
Fir gros Fir de urzeală mai gros faţă de celelalte<br />
Defect de spată Spaţiu îngust între două fire de urzeală, cauzat de o spată<br />
defectă<br />
Urzeală dublu Fire de urzeală ce prezintă în ţesătură o formă aproape<br />
arcuită<br />
sinusoidală<br />
Defecte de năvădire Fire de urzeală care nu evoluează conform desenului prevăzut<br />
Striaţii în urzeală Striaţii uniforme în urzeală provocate de o spată inadecvată,<br />
năvădire incorectă sau finisaj incorect<br />
Urmă de spată Spaţiu pe direcţia urzelii sau o perturbare în structura ţesăturii,<br />
care nu este asociată cu firele lipsă şi în care predomină firele<br />
de bătătură<br />
Fir de urzeală<br />
ondulat<br />
Fir de urzeală cu aspect încreţit, din cauza tensionării reduse
620<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Tabelul <strong>IX.9.</strong>15 (continuare)<br />
1 2 3<br />
Fir de urzeală întins Fir de urzeală întins astfel încât firele de bătătură ies la<br />
suprafaţă<br />
Fir de urzeală<br />
necorespunzător<br />
Fir de urzeală ce diferă semnificativ faţă de celelalte<br />
Defecte<br />
apărute în<br />
timpul<br />
vopsirii,<br />
imprimării<br />
sau finisării<br />
Abatere unghiulară<br />
(biezarea bătăturii)<br />
Lipsa perpendicularităţii între firele de urzeală faţă de firele de<br />
bătătură. Apare frecvent ca urmare a conducerii incorecte a<br />
procesului de finisare a ţesăturilor<br />
Urmă (copiere) Apariţia pe suprafaţa ţesăturii a unor efecte în relief, din cauza<br />
reglării incorecte a parametrilor de finisare (temperatură,<br />
umiditate, presiune)<br />
Cedarea<br />
colorantului<br />
(sângerare)<br />
Cedare a colorantului la contactul cu un lichid, ceea ce<br />
provoacă o colorare a porţiunilor adiacente din aceeaşi ţesătură<br />
sau din alte materiale<br />
Pierderea luciului Scăderea luciului unei ţesături prin pătrunderea colorantului în<br />
interiorul fibrelor, ceea ce are ca efect modificarea reflexiei<br />
luminii<br />
Pată de culoare Suprafaţă colorată uniform, apărută din greşeală într-un desen<br />
obţinut prin imprimare. Poate apărea prin contactul cu un<br />
cilindru de imprimare sau cu un şablon<br />
Bătătură arcuită Curbare excesivă a bătăturii, pe o porţiune sau pe întreaga lăţime<br />
Schimbarea Luciu arămiu apărut pe suprafaţa ţesăturii. Este datorat<br />
nuanţei (bronzare) excesului sau precipitării colorantului<br />
Zonă deteriorată Suprafaţă deteriorată prin stoarcerea excesivă sau exercitarea<br />
(strivire)<br />
unei presiuni ridicate asupra ţesăturii<br />
Urme de ace Mici orificii sau fire dislocate plasate paralel cu marginile<br />
ţesăturii. Apar ca urmare a prinderii greşite a ţesăturii în acele<br />
curbate, ascuţite sau defectuos reglate ale ramei<br />
Gofrare (umflare) Deformarea mijlocului ţesăturii prin efect de gofrare sau umflare<br />
Alterare a culorii Nuanţe diferite ale unor porţiuni scurte ale firelor de urzeală,<br />
firelor de urzeală nu neapărat învecinate. Apare datorită murdăririi firelor de<br />
urzeală în timpul preparaţiei sau vopsirii<br />
Culori lipsă Lipsa unor culori în desenul unei ţesături imprimate.<br />
întinderea culorii Lipsa acurateţei conturului la desenele imprimate<br />
Cutare (pliere) Pliu fals într-o ţesătură care nu poate fi înlăturat uşor prin mijloacele<br />
uzuale de finisare (de exemplu, călcare pe o presă cu abur)<br />
Urmă de pliu Urma unui pliu pe suprafaţa unei ţesături, după ce s-a încercat<br />
îndepărtarea sa printr-un proces de finisare<br />
Striu datorat unui<br />
pliu<br />
Urma unui pliu, apărută în urma vopsirii, cu o nuanţă mai<br />
deschisă în interiorul pliului şi cu margini într-o nuanţă mai<br />
închisă faţă de restul ţesăturii<br />
Pliuri ce diferă ca intensitate a culorii sau lungime, plasate<br />
alăturat<br />
Urme ale ramei de prindere, plasate în interiorul lăţimii utile şi<br />
care reduc astfel lăţimea ţesăturii<br />
Pliuri alăturate<br />
(labă de gâscă)<br />
Urme punctiforme<br />
pe marginea<br />
ţesăturii<br />
Defect de raclu Striu plasat pe lungimea ţesăturii şi care prezintă o nuanţă mai<br />
închisă<br />
Pată de colorant Zonă delimitată ce prezintă altă nuanţă, datorită unui exces de<br />
colorant sau de altă substanţă auxiliară folosită la vopsire
Defecte ale<br />
marginilor<br />
Controlul calităţii în tehnologia de prelucrare mecanică 621<br />
Tabelul <strong>IX.9.</strong>15 (continuare)<br />
1 2 3<br />
Defect de capăt Diferenţă de nuanţă între capetele unei bucăţi de ţesătură şi<br />
mijlocul acesteia<br />
Pată conturată Zonă mai deschisă la culoare, care apare de obicei în jurul unei<br />
(aureolă)<br />
porţiuni îngroşate (nod, flameu, nopeu)<br />
Fir liber Striu scurt, mai deschis la culoare, de grosimea unui fir de<br />
urzeală. Apare datorită flotării unui fir de urzeală şi care<br />
împiedică pătrunderea colorantului în acel loc<br />
Colorare mai<br />
intensă datorată<br />
opririi maşinii<br />
Exces de colorant sub forma unei dungi pe direcţia bătăturii<br />
Diferenţă de nuanţă<br />
în lăţime<br />
Diferenţă de nuanţă între marginile şi centrul ţesăturii<br />
Defect de<br />
poziţionare la<br />
imprimare<br />
Culori poziţionate incorect într-o ţesătură imprimată<br />
Vopsire neuniformă Variaţie a nuanţei sau efect de suprafaţă, local sau pe toată<br />
suprafaţa<br />
Pilling Mici acumulări de fibre la suprafaţa ţesăturii<br />
Urmă de strivire Suprafaţă mai lucioasă sau de grosime mai mică în comparaţie<br />
cu restul ţesăturii<br />
Urme lăsate de Urme longitudinale de lungimi variabile, amplasate neuniform<br />
tratamentul în funie pe o ţesătură vopsită sau imprimată<br />
Lăţime neuniformă Margini de formă sinusoidală, care apar mai ales la o ţesătură<br />
întinsă excesiv în timpul trecerii pe ramă<br />
Urme datorate Dungi de urzeală care apar la distanţe egale pe toată lăţimea<br />
urzirii secţionale sau numai pe o anumită lăţime<br />
Margine pliată Pliu în urzeală, apropiat de margine, caracterizat printr-o<br />
diferenţă de nuanţă faţă de restul ţesăturii<br />
Diferenţă de nuanţă<br />
pe lăţime (efect<br />
degrade)<br />
Diferenţă de nuanţă pe toată lăţimea ţesăturii<br />
Striuri de vopsire Pătare nedorită a unei ţesături sau a unui fir dintr-o ţesătură<br />
Striuri în urzeală Variaţii fine de nuanţă de lungime şi lăţime variabile<br />
Diferenţe de nuanţă Schimbare progresivă a nuanţei de la un capăt la altul al unei<br />
pe lungime bucăţi de ţesătură<br />
Pliu nevopsit Într-o ţesătură imprimată, striu bine definit în sensul urzelii,<br />
necolorat în interior<br />
Fire false în urzeală Prezenţa în ţesătură a unuia sau a mai multor fire de urzeală de<br />
nuanţe diferite<br />
Pată de apă Suprafaţă mai deschisă la culoare într-o ţesătură vopsită în<br />
bucată<br />
Margine ondulată Ondularea marginilor<br />
Margine agăţată Mai multe fire din marginea ţesăturii sunt deteriorate<br />
Margine buclată Margine ale cărei fire de bătătură formează bucle pe spatele<br />
ţesăturii<br />
Margine tensionată<br />
excesiv<br />
Margine mai scurtă decât restul ţesăturii
622<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
<strong>IX.9.</strong>3.4.3. Defectele produselor confecţionate<br />
Cuantificarea defectelor în cazul produselor confecţionate este o etapă dificilă având<br />
în vedere marea diversitate a produselor, gradul ridicat de complexitate a formelor şi<br />
structurilor asamblate precum şi nivelul diferit de exigenţă al beneficiarilor.<br />
În acest caz, defectele pot fi clasificate după mai multe criterii, şi anume : locul de<br />
apariţie în produs, gravitatea, localizarea pe produs, natura defectului etc.<br />
În tabelul <strong>IX.9.</strong>16 se prezintă o serie de defecte ale produselor de îmbrăcăminte<br />
confecţionate din ţesături, ordonate în sensul invers al fluxului tehnologic :<br />
A. Defecte de prezentare (aspect general)<br />
B. Defecte de etichetare<br />
C. Defecte ale accesoriilor (componentelor)<br />
D. Defecte de confecţionare<br />
E. Defecte de asamblare<br />
F. Defecte ale ţesăturilor<br />
G. Alte categorii de defecte.<br />
Grupa<br />
de<br />
defecte<br />
Defectele produselor confecţionate<br />
Tipul defectului<br />
Defecte<br />
critice<br />
Tabelul <strong>IX.9.</strong>16<br />
Defecte<br />
majore<br />
1 2 3 4<br />
A Defecte de prezentare finală<br />
A1 Produsele nu corespund standardelor comerciale. Aceasta presupune:<br />
Produsele nu corespund mostrei avizate x<br />
Pungile de ambalaj sunt necorespunzătoare x<br />
Pungile nu sunt sigilate corect x<br />
Pungile sunt prea scurte x<br />
Materialele de prezentare (umeraşul, punga, cutia) sunt<br />
incorecte<br />
x<br />
Nu există eticheta lipită pe pungă x<br />
Sunt folosite umeraşe greşite x<br />
Ambalajele sunt deteriorate x<br />
Nu se respectă condiţiile de împachetare impuse x<br />
Etichetele sunt poziţionate incorect x<br />
A2 Produsele sunt şifonate sau prezintă luciu. Aceasta presupune :<br />
Produsele sunt călcate necorespunzător x<br />
Deficienţe apărute la călcare : luciu, schimbarea culorii,<br />
arderea<br />
x<br />
A3 Produsele sunt pătate. Aceasta presupune :<br />
Produsele sunt umede sau au miros neplăcut x<br />
Produsele sunt infestate de insecte x<br />
Pete de ulei, apă sau murdărie x<br />
B Defecte de etichetare<br />
B1 Eticheta de prezentare este incorectă x<br />
B2 Eticheta de mărime este incorectă x
Controlul calităţii în tehnologia de prelucrare mecanică 623<br />
Tabelul <strong>IX.9.</strong>16 (continuare)<br />
1 2 3 4<br />
B3 Eticheta cu instrucţiunile de întreţinere este incorectă. Aceasta presupune :<br />
Ţara de origine nu este menţionată x<br />
Nu este menţionată corect compoziţia fibroasă x<br />
Etichetare necorespunzătoare referitoare la capacitatea de<br />
aprindere<br />
x<br />
B4 Etichete referitoare la preţ sau alte etichete sunt incorecte sau lipsesc Aceasta<br />
presupune :<br />
Informaţii incorecte x<br />
Etichetarea mărimilor este incorectă x<br />
Etichete greu lizibile sau care provoacă deteriorarea ţesăturii x<br />
C Defecte ale componentelor şi accesoriilor<br />
C1 Componente sau accesorii ruginite, uzate sau defecte. Aceasta presupune:<br />
Nasturi sparţi, slab fixaţi sau care pot ceda cu uşurinţă x<br />
Capse necorespunzătoare x<br />
la<br />
îmbrăcăminte<br />
pentru<br />
copii<br />
x<br />
Componente neasortate la culoarea cerută x<br />
C2 Alte auxiliare sunt incorecte. Aceasta presupune:<br />
Auxiliare ataşate fără siguranţă x<br />
Auxiliare poziţionate incorect x<br />
Componente sau auxiliare lipsă x<br />
Nasturi incorecţi x<br />
C3 Fermoare necorespunzătoare sau incorecte. Aceasta presupune:<br />
Fermoare incorecte sau montate incorect x<br />
Fermoare care se deschid cu dificultate x<br />
D Defecte de confecţionare<br />
D1 Cusături incorecte. Aceasta presupune:<br />
Lăţimea cusăturii mai mică decât cea specificată x<br />
Cusătura cu paşi săriţi x<br />
Cusătură cu desime incorectă x<br />
D2 Cusături deteriorate de ace. Aceasta presupune:<br />
Fragmente de ace găsite în produs x<br />
D3 Aţa folosită este necorespunzătoare. Aceasta presupune:<br />
Culoare sau nuanţa culorii diferită faţă de cea dorită x<br />
Resturi de aţa în oricare parte a produsului ( mai mari de 5 mm) x<br />
D4 Gulerele, buzunarele, fermoarele sau pensele sunt incorect cusute sau clinii sunt<br />
inegali. Aceasta presupune :<br />
Cusături vizibile incorecte x<br />
Pense, gulere, revere asimetrice sau cu formă necorespunzătoare x<br />
E Defecte de asamblare<br />
E1 Cusături nesigure, încreţite, instabile. Aceasta presupune:<br />
Căptuşeala mânecii este întoarsă (rulată) x<br />
Căptuşeala este vizibilă pe faţă x
624<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Tabelul <strong>IX.9.</strong>16 (continuare)<br />
1 2 3 4<br />
E2 Gulerul, buzunarele, fermoarele şi pensele sunt incorect<br />
asamblate. Aceasta presupune:<br />
x<br />
Nepotrivirea carourilor şi dungilor x<br />
Clinii nu respectă direcţia firului drept x<br />
Asamblarea mânecii este incorectă x<br />
Spatele gulerului este vizibil x<br />
Aplicare incorectă a fermoarelor, bizeţilor, căptuşelii etc. x<br />
Gulerul este întors x<br />
Buzunarele nu sunt la acelaşi nivel x<br />
E3 Nasturii, butonierele, capsele sunt poziţionate incorect sau sunt incorect cusute.<br />
Aceasta presupune:<br />
Mărime incorectă a nasturilor şi butonierelor<br />
Poziţionare incorectă a nasturilor şi butonierelor x<br />
E4 Manşetele, cutele, canturile, tivul sau şliţurile sunt inegale.<br />
Aceasta presupune:<br />
x<br />
Cusături asimetrice cu mai mult de 5 mm. x<br />
Benzi elastice distribuite inegal x<br />
Dublura şliţului strâmbă x<br />
Canturile strâmbe x<br />
Canturi inegale cu mai mult de 5 mm x<br />
E5 Tiviri vălurite, inegale sau cusute incorect. Aceasta presupune :<br />
Căptuşeala vizibilă în exterior x<br />
Tivuri răsucite x<br />
F Defecte ale ţesăturilor<br />
F1 Ţesături vopsite sau imprimate necorespunzător. Aceasta presupune:<br />
Defecte evidente de imprimare x<br />
Poziţionare incorectă a imprimeului x<br />
Imprimare parţială x<br />
Vopsire sau imprimare insuficientă x<br />
Pete x<br />
F2 Defecte de ţesere sau de finisare Aceasta presupune:<br />
Găuri x<br />
Cute calandru x<br />
Suprafaţă neuniformă x<br />
Biezare x<br />
Urme de ace x<br />
Luciu x<br />
Abateri fată de norme ale masei, lăţimii, desimii etc. x<br />
F3 Defecte de termolipire. Aceasta presupune :<br />
Schimbarea culorii din cauza substanţei adezive x<br />
Substanţă adezivă pe faţa produsului x<br />
Aspect gofrat al zonei termolipite x<br />
Adezivul este vizibil pe spatele produsului x<br />
Ţesătură deteriorată datorată reglării incorecte a parametrilor<br />
de termolipire (temperatura, timpul, presiunea)<br />
x<br />
F4 Diferenţe de nuanţă în cadrul aceluiaşi produs x
Controlul calităţii în tehnologia de prelucrare mecanică 625<br />
Tabelul <strong>IX.9.</strong>16 (continuare)<br />
1 2 3 4<br />
F5 Diferenţe de nuanţă de la un produs la altul x<br />
G Alte tipuri de defecte<br />
G1 Produsul are dimensiuni incorecte. Aceasta presupune :<br />
Deschiderile produsului au dimensiuni diferite x<br />
Dimensiunile produsului nu se încadrează în toleranţe x<br />
G2 Nu este asigurat numărul corect de nasturi de rezervă x<br />
Conform Standardelor ISO, în funcţie de gradul de criticitate, defectele se împart în<br />
trei categorii :<br />
– defecte critice de tip A şi B;<br />
– defecte majore (principale) de tip A şi B;<br />
– defecte minore de tip A şi B.<br />
Exemple de defecte critice : defecte de confecţionare grave (defecte de execuţie grave,<br />
asimetrii evidente, instabilitate dimensională la tratamente de finisare), defecte de ţesătură<br />
critice (găuri, biezări accentuate), elemente de produs de nuanţe diferite, incompatibilitate<br />
între materialele componente ale aceluiaşi produs, defecte de finisare (luciu, virarea<br />
colorantului) etc.<br />
Exemple de defecte majore : defecte de execuţie ce pot fi remediate cu dificultate,<br />
defecte de ţesătură poziţionate pe elemente ce se pot înlocui, pete lavabile, accesorii<br />
neconforme cu specificaţiile etc.<br />
Defectele minore sunt cele care nu influenţează disponibilitatea produsului.<br />
Exemple de defecte minore : defecte de ţesătură greu vizibile, mici asimetrii, mici<br />
devieri ale liniilor de coasere în limitele impuse de toleranţe.<br />
Localizarea defectului pe produs este de asemenea un criteriu important, deoarece<br />
percepţia utilizatorului nu este aceeaşi faţă de diferitele zone ale produsului.<br />
Astfel, la produsele cu mai multe straturi, percepţia zonelor materialului de bază (ce<br />
constituie faţa produsului) este mai mare comparativ cu zonele căptuşelii (ce constituie<br />
spatele produsului).<br />
Şi în cazul produselor dintr-un singur strat percepţia este diferenţiată în raport cu<br />
elementele produsului.<br />
De exemplu, în cazul produsului „pantalon”, percepţia faţă de zonele produsului este<br />
diferenţiată astfel :<br />
– betelia interesează din punct de vedere estetic şi al confortului psihosenzorial<br />
(deoarece vine în contact cu corpul);<br />
– buzunarele interesează din punct de vedere estetic şi al rezistenţei la solicitările din<br />
timpul purtării;<br />
– pungile buzunarelor interesează din punt de vedere al rezistenţei la purtare,<br />
confortului psihosenzorial şi al mentenabilităţii;<br />
– şliţul interesează din punct de vedere estetic şi al rezistenţei la purtare;<br />
– faţa şi spatele produsului interesează din punct de vedere al rezistenţei la purtare şi<br />
al mentenabilităţii.<br />
Stabilirea modalităţilor de percepţie a diferitelor elemente de produs este deosebit de<br />
importantă şi în analiza şi controlul defectelor.<br />
Astfel, la un produs cu mai multe straturi, defectele apărute pe faţă sunt mai<br />
importante decât cele de pe spate. La un produs dintr-un singur strat, importanţa defectului<br />
depinde de funcţia sau funcţiile afectate.
626<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
De exemplu, un defect la betelie este mai important, dacă acesta afectează funcţia<br />
estetică (cusături incorecte, aspect neuniform, apariţia pe faţă a căptuşelii etc.) şi funcţia de<br />
confort psihosenzorial (materiale cu tuşeu neplăcut, cu capacitate redusă de absorbţie şi<br />
transfer al umidităţii etc.).<br />
În cazul defectelor apărute la pungile buzunarelor, sunt mai importante cele care reduc<br />
confortul psihosenzorial (materiale cu higroscopicitate mică, tuşeu aspru etc.), precum şi<br />
defectele care conduc la scăderea rezistenţei la purtare (dimensiuni neadecvate, materiale<br />
cu rezistenţă scăzută, cusături cu rezistenţă scăzută) şi rezistenţa la spălare (capacitate mare<br />
de murdărire, capacitate redusă de curăţire).<br />
În vederea reducerii numărului de defecte în procesul de confecţionare şi pentru<br />
eficientizarea controlului, în unele firme de confecţii se elaborează „Fişe generice” ale<br />
defectelor potenţiale. Acestea conţin o descriere amănunţită sau o reprezentare grafică<br />
a modului de manifestare a celor mai importante tipuri de defecte.<br />
În figurile următoare sunt prezentate câteva fişe generice grafice ale unor defecte<br />
reprezentative.<br />
a) b)<br />
Fig. <strong>IX.9.</strong>4. Defecte ale butonierelor (poziţie, mărime).<br />
a) b)<br />
Fig. <strong>IX.9.</strong>5. Defecte ale tivului (tiv vizibil pe faţă,<br />
tiv încreţit).
Controlul calităţii în tehnologia de prelucrare mecanică 627<br />
a) b)<br />
Fig. <strong>IX.9.</strong>6. Defecte ale buzunarului (deschidere prea strânsă,<br />
deschidere prea largă).<br />
a) b)<br />
Fig. <strong>IX.9.</strong>7. Defecte ale poziţionării materialului (nu se respectă direcţia urzelii,<br />
carourile nu se potrivesc în cusătură).<br />
a) b)<br />
Fig. <strong>IX.9.</strong>8. Defect la montarea gulerului (a), defect la montarea<br />
fermoarului (b).
628<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
a) b)<br />
Fig. <strong>IX.9.</strong>9. Defecte la montarea mânecilor.<br />
Elaborarea fişelor generice pentru cele mai importante tipuri de defecte ale unui<br />
produs este deosebit de utilă, atât în procesul de fabricaţie al acestuia cât şi în control.<br />
Este important de precizat că nivelul de gravitate al unui defect nu este acelaşi, ci<br />
depinde de gradul de exigenţă a beneficiarilor. Sunt situaţii în care într-o firmă de confecţii<br />
se realizează acelaşi tip de produs pentru mai mulţi beneficiari (firme comerciale). Dacă<br />
aceştia manifestă faţă de calitate un grad de exigenţă diferit, de poate întâmpla ca acelaşi<br />
defect să fie încadrat pe niveluri diferite de gravitate.<br />
<strong>IX.9.</strong>4. Controlul calităţii produselor şi proceselor<br />
Evoluţia conceptului de control al calităţii. Din punct de vedere conceptual şi<br />
organizaţional, controlul calităţii prezintă o evoluţie manifestată în mod diferit de la o ţară<br />
la alta, în funcţie de condiţiile socio-culturale şi politice respective.<br />
Până la sfârşitul secolului al XIX-lea, calitatea produselor textile a fost privită ca un<br />
rezultat firesc al muncii micilor meseriaşi. Datorită preocupărilor acestora în prelucrarea<br />
materiilor prime existente, unele oraşe sau regiuni şi-au câştigat o anumită reputaţie în<br />
privinţa calităţii produselor textile. Astfel, erau recunoscute ţesăturile de mătase naturală<br />
din Orientul îndepărtat, materialele de bumbac din nordul Italiei sau produsele din lână din<br />
Olanda sau Anglia.<br />
Apariţia producţiei de serie la începutul secolului al XX-lea a creat probleme legate<br />
de menţinerea nivelului calităţii la toate produsele obţinute. Maşinile textile (de ţesut sau<br />
tricotat) s-au perfecţionat şi au apărut noi tipuri de maşini, care să răspundă cerinţelor<br />
privind calitatea produselor obţinute.<br />
În această etapă, când producţia se desfăşura în mici ateliere, controlul consta în<br />
evaluarea senzorială efectuată de şeful atelierului, asupra tuturor produselor finite.<br />
Tot atunci au început să apară şi primele instrumente de măsură, pentru caracteristicile<br />
ce nu puteau fi evaluate senzorial.<br />
Se poate considera deci că prima etapă a controlului calităţii a fost Inspecţia (I),<br />
cunoscută şi sub denumirea de Control-Produs.
Controlul calităţii în tehnologia de prelucrare mecanică 629<br />
<strong>IX.9.</strong>4.1. Inspecţia calităţii<br />
Conform ISO - 8402 Inspecţia (I) este definită prin „ansamblul măsurărilor,<br />
examinărilor şi încercărilor uneia sau mai multor caracteristici ale unui produs, efectuate în<br />
scopul comparării acestuia cu cerinţele specificate şi al determinării conformităţii sau<br />
neconformităţii”.<br />
Se impun o serie de precizări asupra acestei definiţii:<br />
– inspecţia presupune efectuarea unui număr de măsurări (pentru caracteristici<br />
măsurabile), examinări (pentru caracteristici ce pot fi evaluate senzorial) sau de încercări<br />
(pentru caracteristici măsurabile prin determinări distructive);<br />
– prin examinarea senzorială sunt evaluate caracteristicile ce nu pot fi măsurate<br />
(culoarea, tuşeul, aspectul suprafeţei etc.) şi, prin măsurări, caracteristicle ce pot fi exprimate<br />
cifric şi pentru care corespund anumite unităţi de măsură (cote dimensionale, masa, drapajul,<br />
elasticitatea, rezistenţe la diferite solicitări etc.); încercările presupun distrucţia parţială sau<br />
totală a produsului (rezistenţa la rupere, la străpungere, la plesnire, la frecare etc.);<br />
– scopul inspecţiei este acela de a compara produsul sau lotul de produse cu cerinţele<br />
specificate (datele înscrise în norme, standarde, fişe tehnice şi tehnologice, contracte) sau cu<br />
produsul etalon (de referinţă);<br />
– pe baza comparaţiei se ia decizia dacă produsul sau întregul lot de produse<br />
corespunde sau nu nivelului de exigenţă impus de specificaţii în privinţa calităţii (sunt<br />
conforme sau neconforme).<br />
În industria de tricotaje - confecţii, inspecţia calităţii este utilizată atât asupra<br />
materiilor prime (inspecţia iniţială), a semifabricatelor (inspecţii intermediare), cât şi asupra<br />
produselor finite (inspecţia finală).<br />
Inspecţia iniţială are ca obiectiv oprirea intrării în fabricaţie a materiilor prime şi<br />
materialelor auxiliare ce prezintă o serie de deficienţe ce ar putea contribui la apariţia unor<br />
pierderi în procesul de prelucrare sau la beneficiar.<br />
De exemplu, firele cu deficienţe (neuniformitate accentuată a fineţii, torsiunii, noduri<br />
prea mari, scame sau impurităţi aderente etc.) determină opriri frecvente ale maşinilor (de<br />
bobinat, de urzit, de tricotat), din cauza ruperilor. De asemenea, tricotul obţinut va prezenta<br />
o serie de defecte ce pot fi eliminate în proces (cu pierderi la croire şi confecţionare) sau pot<br />
ajunge în produsul finit (determinând reclamaţii din partea beneficiarilor).<br />
Inspecţiile efectuate pe parcursul procesului tehnologic se efectuează asupra semifabricatelor<br />
(tricot nefinisat, finisat, repere croite, subansambluri ale produsului finit etc.).<br />
Rolul lor este de a se stabili dacă în realizarea produsului sunt respectate specificaţiile,<br />
limitându-se astfel riscul apariţiei unor produse cu defecte în fazele superioare de execuţie.<br />
Semifabricatele neconforme sunt de obicei eliminate (constituind deşeuri) sau, dacă<br />
este posibil, sunt remediate.<br />
Inspecţia finală se efectuează la sfârşitul fluxului tehnologic asupra produselor finite.<br />
În cazul în care produsele nu corespund parţial sau total specificaţiilor acestea sunt fie<br />
reintroduse în procesul tehnologic (pentru remediere), fie sunt eliminate (constituind<br />
rebuturi).<br />
Din cele prezentate rezultă că inspecţia este o etapă ce îndeplineşte rolul de<br />
constatare a nivelului calităţii produselor şi de comparare a acestuia cu nivelul prestabilit<br />
de către beneficiar.<br />
Inspecţia prezintă atât un caracter pasiv (de evaluare a nivelului calităţii) cât şi unul<br />
activ (prin acţiunile corective şi preventive aplicate pentru îndepărtarea cauzelor generatoare<br />
de neconformităţi sau defecte).
630<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
<strong>IX.9.</strong>4.2. Controlul Calităţii Procesului (CP)<br />
Începutul controlului calităţii procesului se plasează între anii 1930 şi 1950, o dată<br />
cu apariţia în ţările occidentale a unor noi metode de organizare şi conducere a întreprinderii,<br />
caracterizate printr-o abordare normativă („este un singur drum”), mecanicistă („o cauză - un<br />
efect”) şi introvertită („întreprinderea funcţionează independent de mediul său”).<br />
În această perioadă au apărut metodele grafice folosite la controlul statistic al<br />
procesului (diagramele tip Shewhart). Au început să se contureze ideile conform cărora<br />
controlul calităţii pe parcursul procesului tehnologic (controll-in) este mult mai eficient<br />
decât controlul produselor la sfârşitul procesului (inspecting-in).<br />
Controlul procesului reprezintă urmărirea continuă a stării acestuia în vederea<br />
depistării în timp util a unor posibile perturbaţii generatoare de produse neconforme faţă de<br />
specificaţii. Dacă inspecţia se aplică produselor aflate în diferite etape de execuţie sau în<br />
stare finită, controlul se aplică operaţiilor sau fazelor specifice unui proces tehnologic.<br />
Noţiunea de control este înţeleasă în mod diferit de la o ţară la alta. Astfel, în S.U.A.<br />
sau în Japonia, termenul „to controll” înseamnă „a ţine sub control”, „a dirija” sau „a<br />
domina”, prezentând un pronunţat caracter activ, în timp ce în Franţa sau în România<br />
prezintă mai mult un sens pasiv (a verifica, a inspecta).<br />
Conform ISO 8402, controlul reprezintă „ansamblul tehnicilor şi activităţilor cu<br />
caracter operaţional utilizate în scopul satisfacerii cerinţelor referitoare la calitate”.<br />
Se impun o serie de precizări:<br />
– tehnicile şi activităţile operaţionale se referă la metodele şi mijloacele aplicate în<br />
cadrul operaţiilor sau fazelor tehnologice;<br />
– satisfacerea cerinţelor specificate presupune efectuarea unor intervenţii în cadrul<br />
procesului pentru corecţii sau remedieri;<br />
– cerinţele referitoare la calitate sunt înscrise în documentaţia de proces sau în<br />
instrucţiunile privind calitatea procesului.<br />
Între Inspecţie şi Control - Proces există o serie de diferenţe, prezentate în tabelul<br />
<strong>IX.9.</strong>17.<br />
Caracteristicile<br />
controlului<br />
Obiectivul supus<br />
controlului<br />
Scopul<br />
predominant<br />
Caracterul<br />
predominant<br />
Caracteristicile de<br />
calitate sau non -<br />
calitate<br />
Decizii posibile<br />
Analiza comparativă între Inspecţie şi Control-Proces<br />
Inspecţie (Control - Produs) Control - Proces<br />
Produsul (fir, tricot, semifabricat,<br />
produs finit)<br />
Constatarea nivelului calităţii<br />
produsului<br />
Pasiv Activ<br />
• Caracteristicile de calitate ale<br />
produsului<br />
• Defectele sau neconformităţile<br />
• Acceptarea sau respingerea lotului de<br />
produse<br />
• Remedierea unor produse cu defecte<br />
• Aplicarea unor acţiuni preventive<br />
Tabelul <strong>IX.9.</strong>17<br />
Procesul (operaţiile de bobinare,<br />
tricotare, finisare, confecţionare)<br />
Prevenirea apariţiei defectelor şi<br />
neconformităţilor<br />
• Parametrii procesului<br />
• Defectările sau dereglările<br />
• Oprirea sau continuarea procesului<br />
• Aplicarea unor acţiuni corective<br />
• Aplicarea unor acţiuni preventive
Controlul calităţii în tehnologia de prelucrare mecanică 631<br />
O dată cu apariţia controlului procesului, inspecţia calităţii nu dispare, ci se regăseşte<br />
împreună cu acesta în cadrul procesului tehnologic.<br />
În industria de tricotaje, pe parcursul procesului alternează etapele de inspecţie<br />
(după fiecare operaţie sau fază importantă) şi control-proces (în cadrul operaţiilor sau<br />
fazelor ce pot fi controlate parametric).<br />
Numărul şi modul de aplicare a acestor etape sunt determinate de nivelul tehnic al<br />
maşinilor şi instalaţiilor, de gradul de dotare cu mijloace de control, de nivelul pregătirii<br />
profesionale şi de orientarea managerială.<br />
De exemplu, caracterizarea controlului calităţii (produsului şi procesului) din cadrul<br />
operaţiei de tricotare, realizată pe maşini circulare, se prezintă în tabelul <strong>IX.9.</strong>18.<br />
Elemente<br />
caracteristice<br />
Scop<br />
Caracterul<br />
controlului<br />
Momentul<br />
aplicării<br />
Caracterizarea controlului calităţii operaţiei de tricotare<br />
Controlul<br />
tricotării<br />
• Verifică parametrii<br />
tehnologici<br />
• Surprinde momentul<br />
apariţiei unor dereglări<br />
sau defectări<br />
• Opreşte maşina în<br />
vederea corecţiei<br />
reglării<br />
• Opreşte maşina<br />
pentru remediere sau<br />
reparaţii<br />
Puternic activ<br />
(prevenire şi corecţie)<br />
Tabelul <strong>IX.9.</strong>18<br />
Tipul controlului<br />
Controlul tricotului (inspecţie)<br />
pe maşina de tricotat pe rampa sau masa de control<br />
• Verifică o serie de<br />
caracteristici (raportul de<br />
desen, desimea etc.)<br />
• Constată apariţia unor<br />
defecte<br />
• Intervine asupra maşinii<br />
pentru corecţia reglării<br />
parametrilor tehnologici<br />
şi pentru efectuarea unor<br />
remedieri sau reparaţii<br />
Activ (constatare şi<br />
corecţie)<br />
În timpul tricotării În timpul tricotării (tricotul<br />
se află pe maşină)<br />
<strong>IX.9.</strong>4.3. Supravegherea calităţii<br />
• Verifică o serie de caracteristici<br />
specificate (lăţimea<br />
tricotului, desimea pe direcţia<br />
şirului şi rândului etc.)<br />
• Constată dacă există sau nu<br />
corespondenţă faţă de specificaţii<br />
• Observă şi marchează<br />
defectele apărute pe suprafaţa<br />
tricotului<br />
• Dirijează tricotul în operaţiile<br />
ulterioare<br />
Pasiv (de constatare)<br />
După tricotare (tricotul este<br />
scos de pe maşină)<br />
O formă particulară de control este supravegherea calităţii, ce constă în „urmărirea şi<br />
verificarea continuă a stării procedurilor, metodelor şi condiţiilor de execuţie ale produselor<br />
în vederea asigurării că sunt în curs de îndeplinire cerinţele de calitate specificate”.<br />
Acest tip de control se aplică de obicei de către reprezentanţii firmelor beneficiare<br />
(de exemplu, în cazul sistemului lohn).<br />
Supraveghetorul, atunci când observă că nu sunt îndeplinite cerinţele de calitate<br />
impuse, intervine pentru îndepărtarea cauzelor ce au generat această situaţie. Se aplică mai<br />
ales în secţiile sau întreprinderile de confecţii.<br />
La începutul anilor ’80, mai ales în ramurile industriale de vârf (aeronautică, automobile),<br />
îşi fac apariţia o serie de concepte axate pe asigurarea calităţii. Această evoluţie<br />
atrage după sine dezvoltarea sistemului calităţii.
632<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Asigurarea calităţii (AQ) reprezintă „ansamblul de acţiuni planificate şi sistematice<br />
necesare pentru a da încrederea că un produs va satisface condiţiile de calitate specificate”<br />
(ISO 8402).<br />
Se impun următoarele precizări:<br />
– asigurarea calităţii nu se realizează la întâmplare, ci în mod planificat şi sistematic,<br />
în cadrul unui sistem de asigurare a calităţii;<br />
– acţiunile întreprinse pentru asigurarea calităţii conferă încredere (atât persoanelor<br />
implicate în procesul de producţie din întreprinderea respectivă cât şi beneficiarilor) că<br />
produsele obţinute satisfac în mod constant cerinţele beneficiarilor.<br />
Între asigurartea calităţii (AQ) şi controlul calităţii (CQ) nu se poate face o delimitare<br />
netă, acţiunile specifice acestora fiind complementare în cadrul sistemului de asigurare a<br />
calităţii.<br />
Sistemul de asigurare a calităţii (AQS) reprezintă „ansamblul de structuri organizatorice,<br />
proceduri, procedee şi resurse care au ca scop implementarea conducerii calităţii”<br />
(ISO 8402).<br />
Construirea şi funcţionarea unui sistem care să aibă ca obiectiv asigurarea calităţii<br />
presupun o serie de schimbări profunde, atât în organizare cât şi în concepţia asupra<br />
calităţii, şi anume:<br />
– controlul trebuie să înceapă cu concepţia produsului şi să se termine cu livrarea<br />
produsului la beneficiar;<br />
– atribuţiile privind controlul revin atât personalului specializat cât şi celorlalte<br />
persoane implicate în procesul de producţie;<br />
– toate compartimentele întreprinderii cooperează pentru asigurarea calităţii;<br />
– se creează un compartiment numit „Asigurarea calităţii”, care se ocupă cu crearea<br />
şi aplicarea sistemului de asigurare a calităţii.<br />
La ora actuală, în industria textilă românească (şi în alte ramuri industriale) există<br />
preocupări pentru implementarea sistemului calităţii bazat pe asigurarea calităţii. Acestea<br />
au la bază modele furnizate de standardele internaţionale, printre care cele mai importante<br />
sunt cuprinse de seria ISO-9000.<br />
Aceste standarde, elaborate de Organizaţia Internaţională pentru Standardizare,<br />
indică în termeni generali cerinţele referitoare la calitate în industrie şi servicii. Ele prezintă<br />
la ora actuală cea mai largă acoperire pe plan mondial. Unele ţări folosesc standardele<br />
ISO-9000 fără să le modifice, iar altele au introdus sisteme proprii de numerotare. Astfel,<br />
Comisia Europeană de Standardizare le-a preluat sub forma serie EN 29000, iar în România,<br />
sub forma SR ISO 9000.<br />
Începând din anii ’80 se dezvoltă o serie de concepte integratoare privind calitatea şi<br />
anume: Managementul calităţii totale (TQM) şi Controlul calităţii totale .<br />
Legătura de subordonare dintre TQM, AQ, CQ şi I se prezintă în figura <strong>IX.9.</strong>10.<br />
După opinia formulată de J. Juran, MTQ poate fi definit prin funcţiile sale, şi anume:<br />
– planificarea calităţii;<br />
– ţinerea sub control a calităţii;<br />
– îmbunătăţirea calităţii.<br />
O analiză comparativă între etapele sistemului calităţii se prezintă în tabelul <strong>IX.9.</strong>19.<br />
În industria românească de tricotaje - confecţii coexistă toate conceptele prezentate<br />
anterior. Astfel, în unele firme s-au implementat în etapa de proiectare a produselor conceptul<br />
de asigurare a calităţii, în timp ce pe fluxul tehnologic este majoritar conceptul de control<br />
(produs şi proces).<br />
În firmele de confecţii care lucrează în sistemul „lohn” sunt deja implementate<br />
sistemele de calitate bazate pe una dintre variantele standardelor ISO 9000 (ISO 9000 / 1989,<br />
ISO 9000 / 2000).
Caracteristici<br />
Perioada de<br />
debut<br />
Obiective<br />
principale<br />
Concepte<br />
Scopul<br />
demersului<br />
Controlul calităţii în tehnologia de prelucrare mecanică 633<br />
TQM<br />
AQ<br />
CQ<br />
I<br />
Inspecţia<br />
(Controlul<br />
Produsului)<br />
Începutul secolului<br />
al XX-lea<br />
Observarea<br />
defectelor şi<br />
neconformiăţilor<br />
Randament<br />
Diviziunea<br />
muncii<br />
Metode Organoleptice<br />
Supraveghere<br />
Personal<br />
implicat<br />
Etapele sistemului calităţii (QS)<br />
Controlul procesului<br />
(CP)<br />
Fig. <strong>IX.9.</strong>10. Legătura de subordonare<br />
dintre TQM, AQ, CQ şi I.<br />
Asigurarea<br />
Calităţii<br />
(AQ)<br />
Tabelul <strong>IX.9.</strong>19<br />
Mamagementul<br />
Total al Calităţii<br />
(TQM)<br />
Anii ’40 - ‘80 Anii ’50 - ‘80 După anii ‘80<br />
Urmărirea procesului<br />
şi detectarea în timp<br />
util a perturbaţiilor<br />
generatoare de defecte<br />
Nivelul de calitate<br />
acceptat<br />
Intervale admise prin<br />
norme sau tehnologie<br />
Dirijarea permanentă<br />
a calităţii<br />
intermediare şi<br />
finale<br />
Încrederea<br />
beneficiarilor<br />
interni şi externi<br />
Sortare Reglare Prevenire<br />
Garantare<br />
Controlori<br />
Muncitori Maiştri<br />
Statistice<br />
Probabilităţi<br />
Eşantioane<br />
Metrologie<br />
Ingineri<br />
Caliticieni<br />
Controlori<br />
Proceduri<br />
organizatorice şi<br />
tehnologice<br />
Conducerea<br />
globală a calităţii<br />
produselor şi<br />
proceselor<br />
Excelenţa<br />
Câştigarea şi menţinerea<br />
poziţiei pe<br />
piaţa de desfacere<br />
Instruire<br />
Indicatori<br />
Motivaţia omului<br />
Toţi salariaţii Toţi salariaţii<br />
Colaboratorii<br />
Deşi în majoritatea cazurilor managerii firmelor de tricotaje - confecţii sunt conştienţi<br />
de importanţa implementării şi certificării sistemelor proprii de calitate în conformitate cu<br />
standardele ISO 9000, eforturile efective pe această direcţie sunt relativ reduse.<br />
Cu toate avantajele oferite de certificarea sistemului calităţii conform standardelor<br />
ISO 9000, acestea sunt totuşi nişte „bariere” în dezvoltarea proprie şi continuă a firmelor de<br />
tricotaje - confecţii.<br />
Tendinţa actuală pe plan mondial în privinţa îmbunătăţirii continue a calităţii este<br />
dezvoltarea conştiinţei colective a angajaţilor, pe direcţia răspunderii fiecăruia faţă de calitate.
634<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
În centrul gândirii actuale despre calitate stă concepţia că aceasta nu este atribuţia<br />
exclusivă a unui departament sau colectiv, ci, dimpotrivă, toate sectoarele şi întregul personal<br />
trebuie implicate în realizarea calităţii. Această perspectivă contrazice rolul tradiţional al<br />
profesioniştilor în calitate.<br />
În acest context, mulţi specialişti în calitate trebuie să se adapteze la trecerea de la<br />
vechea poziţie de inspectori ai calităţii (controlori) la noul rol de consultant intern în<br />
probleme de asigurare a calităţii<br />
. Aceasta se poate realiza prin aplicarea Managementului calităţii totale (TQM), ce<br />
reprezintă „o abordare sistemică a managementului care urmăreşte să crească valoarea<br />
pentru beneficiari, prin proiectarea şi îmbunătăţirea continuă a sistemelor şi proceselor din<br />
cadrul organizaţiei”.<br />
De fapt, Managementul total al calităţii integrează în mod eficient preocupările faţă<br />
de calitatea produselor, orientarea spre beneficiar şi spre resursele umane, într-o abordare<br />
globală a problemelor firmei.<br />
Managementul calităţii totale (MCT) poate fi interpretat în mai multe feluri. Unii<br />
susţin că Modelul Premiului European al Calităţii (EQA Model) ar valida cea mai adecvată<br />
întruchipare a MCT-ului ideal. Alţii preferă Premiul „Baltridge” sau Premiul „Deming”.<br />
În condiţiile evoluţiei conceptuale şi organizaţionale a sistemelor calităţii au apărut<br />
modificări şi în cadrul organizaţiilor profesioniştilor în calitate. Astfel, organizaţii ca EOQ<br />
(Organizaţia Europeană a Calităţii) şi ASQ (Societatea Americană pentru Calitate) au<br />
eliminat cuvântul „control” din terminologia specifică, simbolizând prin aceasta o schimbare<br />
majoră în abordarea managementului calităţii. Standardele ISO au fost şi ele revizuite<br />
pentru a ţine pasul cu schimbarea (ISO 9000/2000).<br />
Indiferent de conceptul adoptat de o anumită firmă, controlul produsului şi proceselor<br />
nu numai că nu dispare, dar primeşte noi valenţe.<br />
În acest context, sunt prezentate principalele tipuri de control aplicate în firmele de<br />
tricotaje-confecţii.<br />
<strong>IX.9.</strong>5. Metode de analiză şi control ale calităţii<br />
Tipurile de control al calităţii. Modalităţile (tipurile) de control aplicabile în cadrul<br />
întreprinderilor de tricotaje-confecţii pot fi caracterizate pe baza criteriilor prezentate în<br />
tabelul <strong>IX.9.</strong>20.<br />
Fiecare etapă de control aplicată la începutul, pe parcursul sau la sfârşitul procesului<br />
tehnologic poate fi caracterizată pe baza criteriilor enumerate anterior şi prin răspunsul la<br />
întrebările aferente acestor criterii. Întrebările corespunzătoare celor 10 criterii prezentate în<br />
tabelul anterior pot fi formulate astfel:<br />
C1. Ce se controlează?<br />
C2. Când se controlează?<br />
C3. Cu ce mijloace se controlează ?<br />
C4. Care este gradul de implicare a operatorului?<br />
C5. În ce mod se aplică în timp ?<br />
C6. Cât se controlează ?<br />
C7. Unde se aplică ?<br />
C8. Cum se face evaluarea ?
Controlul calităţii în tehnologia de prelucrare mecanică 635<br />
C9. Cum se prelucrează datele?<br />
C10. Ce obiectiv se urmăreşte?<br />
Criteriile de caracterizare a tipurilor de control<br />
Cod Criteriul Tipuri de control<br />
C1 Obiectul supus<br />
controlului<br />
Tabelul <strong>IX.9.</strong>20<br />
a - controlul specificaţiilor (al proiectării)<br />
b - controlul produsului (fire, tricot, produse confecţionate)<br />
c - controlul procesului (bobinare, tricotare, finisare,<br />
confecţionare)<br />
C2 Momentul aplicării a - în etapa de pregătire a fabricaţiei<br />
b - în timpul procesului (operaţii, faze)<br />
c - după proces (operaţie sau fază)<br />
C3 Mijloacele de control a - senzorial (vizual, tactil)<br />
b - cu dispozitive de control<br />
c - cu aparate de control<br />
C4 Gradul de implicare al<br />
operatorului<br />
C5 Modul de aplicare în timp a - continuu<br />
b - periodic<br />
c - după caz<br />
C6 Volumul elementelor<br />
supuse controlului<br />
a - cu implicare totală a operatorului<br />
b - cu implicare parţială (cu aparate portabile)<br />
c - fără implicare (control automat)<br />
a - total (100%)<br />
b - prin sondaj<br />
C7 Locul aplicării a - în laborator<br />
b - în hala de producţie<br />
c - în spaţii special amenajate<br />
C8 Modul de evaluare a<br />
caracteristicii<br />
C9 Modul de prelucrare a<br />
datelor<br />
C10 Obiectivul urmărit a - observare<br />
b - constatare<br />
c - prevenire<br />
a – măsurare, încercare<br />
b – evaluare senzorială (organoleptică)<br />
a - empiric<br />
b - statistic<br />
De exemplu, caracterizarea etapei „inspecţia materiilor prime”, realizată într-o firmă<br />
de tricotaje dotată cu maşini circulare, pe baza răspunsurilor obţinute la întrebările anterioare,<br />
este următoarea :<br />
C1. Se controlează produsul (firele) – răspuns (a) – vezi tabelul <strong>IX.9.</strong>19<br />
C2. În etapa de pregătire a fabricaţiei – răspuns (a)<br />
C3. Senzorial şi cu aparate de măsură şi control – răspunsuri (a) şi (c)<br />
C4. Implicare parţială a operatorului – răspuns (b)<br />
C5. După caz – răspuns (c)<br />
C6. Prin sondaj – răspuns (b)<br />
C7. În laborator – răspuns (a)<br />
C8. Măsurare şi evaluare senzorială – răspunsuri (a) şi (b)<br />
C9. Statistic – răspuns (a)<br />
C10. Constatare şi prevenire – răspunsuri (b) şi (c)
636<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
<strong>IX.9.</strong>5.1. Tipuri de metode de analiză şi control al calităţii<br />
Analiza şi controlul calităţii produselor şi proceselor se desfăşoară în cadrul unor<br />
metode ce pot fi caracterizate pe baza criteriilor prezentate în tabelul <strong>IX.9.</strong>21.<br />
Criteriile de caracterizare a metodelor de analiză<br />
şi control ale calităţii<br />
Cod Criterii de caracterizare Tipuri de metode<br />
M1 Scopul aplicării – de analiză<br />
– de control<br />
M2 Posibilităţile de generalizare<br />
a rezultatelor<br />
M3 Modul de evaluare a<br />
caracteristicilor de calitate<br />
M4 Modul de obţinere a<br />
informaţiilor<br />
M5 Rolul predominant – constatare<br />
– prevenire<br />
– corecţie<br />
M6 Forma de prezentare – grafice<br />
– tabelare<br />
– matriceale<br />
Tabelul <strong>IX.9.</strong>21<br />
– statistice (rezultatele pot fi<br />
generalizate)<br />
– empirice (rezultatele nu pot<br />
fi generalizate)<br />
– sociologice<br />
– expertize<br />
– experimentale<br />
– senzoriale<br />
– detectare în proces<br />
– măsurare<br />
<strong>IX.9.</strong>5.2. Metodă de analiză multicriterială a calităţii produselor<br />
specifice industriei de tricotaje-confecţii<br />
Criteriile pe baza cărora beneficiarul (direct sau indirect) poate face aprecierea<br />
calităţii produselor finite sunt următoarele:<br />
1. Aspectul este un criteriu determinant pentru anumite produse (îmbrăcăminte,<br />
articole decorative), în timp ce pentru altele este mai puţin important (articole tehnice,<br />
medicale etc.).<br />
2. Confortul variază de asemenea în funcţie de destinaţie, fiind deosebit de important<br />
pentru articole de îmbrăcăminte ce constituie primul strat vestimentar (lenjerie, articole<br />
sportive etc.).<br />
3. Mentenabilitatea sau capacitatea produsului de a fi întreţinut şi reparat reprezintă<br />
o caracteristică a disponibilităţii. Uneori poate fi un criteriu deosebit de important pentru<br />
utilizator, care este interesat de o întreţinere uşoară (în timp scurt şi cu cheltuieli minime).<br />
4. Durabilitatea sau capacitatea produsului de a rezista în timp sub acţiunea unor<br />
factori de naturi diferite: mecanice, umido-termice, chimice etc. Pentru îmbrăcăminte, acest<br />
criteriu depinde de durata de viaţă specifică fiecărui produs cât şi de costurile corelate<br />
cu aceasta.
Controlul calităţii în tehnologia de prelucrare mecanică 637<br />
5. Costul este un criteriu care trebuie corelat cu celelalte şi depinde de puterea de<br />
cumpărare pe o anumită piaţă de desfacere.<br />
Modul de luare a deciziei în cazul achiziţionării unui produs depinde în primul rând<br />
de preferinţele beneficiarului, având un pronunţat caracter subiectiv.<br />
Pentru reducerea subiectivismului în luarea unei decizii asupra calităţii unui produs<br />
se poate adopta un sistem de notare pe o anumită scară, de exemplu de la 0 la 10, notele<br />
fiind acordate astfel:<br />
0 – criteriu lipsit de importanţă<br />
5 – criteriu cu importanţă moderată<br />
10 – criteriu cu importanţă maximă<br />
De exemplu, în cazul achiziţionării a două produse de îmbrăcăminte cu destinaţii<br />
diferite (pentru activităţi obişnuite şi pentru ocazii festive), notele privind importanţa<br />
criteriilor de selecţie se prezintă în tabelul <strong>IX.9.</strong>22.<br />
Criterii de selecţie<br />
Importanţa criteriilor de selecţie<br />
Îmbrăcăminte<br />
uzuală<br />
Importanţa criteriilor<br />
Tabelul <strong>IX.9.</strong>22<br />
Îmbrăcăminte pentru<br />
ocazii festive<br />
1. Aspect 5 10<br />
2. Confort 8 4<br />
3. Mentenanţă 7 3<br />
4. Durabilitate 5 3<br />
5. Cost 5 4<br />
Pe baza notelor atribuite criteriilor de selecţie, poate fi evaluată performanţa în<br />
utilizare a produsului, prin compararea a două sau mai multe produse cu aceeaşi destinaţie.<br />
De exemplu, alegând două produse (A şi B) cu aceeaşi destinaţie (îmbrăcăminte<br />
uzuală) realizate de firme diferite, nivelul de performanţă poate fi determinat astfel:<br />
Se acordă pentru fiecare produs note de apreciere a nivelului de performanţă<br />
(tabelul <strong>IX.9.</strong>23).<br />
Tabelul <strong>IX.9.</strong>23<br />
Notele acordate pentru nivelul de performanţă<br />
Criteriu de<br />
performanţă<br />
Produs A Produs B<br />
Aspect 7 4<br />
Confort 6 5<br />
Mentenanţă 4 8<br />
Durabilitate 4 7<br />
Cost 5 6<br />
Nivelul de performanţă pentru fiecare din cele două produse se obţine astfel:<br />
Np (A) = 5 ⋅ 7 + 8 ⋅ 6 + 7 ⋅ 4 + 5 ⋅ 4 + 5 ⋅ 5 = 156<br />
Np (B) = 5 ⋅ 4 + 8 ⋅ 5 + 7 ⋅ 8 + 5 ⋅ 7 + 5 ⋅ 6 = 181
638<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Rezultă că produsul B are un nivel de performanţă superior celui al produsului A.<br />
Dacă între valorile nivelului de performanţă (Np) se înregistrează diferenţe mai mici de 10,<br />
se poate considera că produsele comparate ating acelaşi nivel de performanţă.<br />
Nivelul de performanţă al unui produs exprimat prin cele cinci criterii este determinat<br />
de o serie de caracteristici de calitate Acestea sunt influenţate la rândul lor de o serie de<br />
factori, şi anume de structura materialelor componente, precum natura şi tipul firelor şi<br />
fibrelor folosite. Aceste influenţe trebuie cunoscute, deoarece se pot manifesta atât în sens<br />
pozitiv, contribuind la îmbunătăţirea calităţii, cât şi în sens negativ, determinând reducerea<br />
nivelului calităţii.<br />
De exemplu, factorii ce influenţează caracteristicile de calitate ale unui produs<br />
confecţionat din ţesături sau tricoturi sunt prezentaţi în tabelul <strong>IX.9.</strong>24.<br />
Tabelul <strong>IX.9.</strong>24<br />
Factorii de influenţă asupra caracteristicilor de calitate ale produselor<br />
Caracteristici de performanţă<br />
1. Aspect:<br />
– reflexia luminii<br />
– raportul de structură<br />
– raportul de desen<br />
– drapajul<br />
2. Confort:<br />
– permeabilitate la aer<br />
– higroscopicitate<br />
– tuşeu<br />
– proprietăţi elastice<br />
– izolare termică<br />
– proprietăţi electrice<br />
– contracţie<br />
3.Mentenanţa (întreţinerea):<br />
– capacitatea de curăţire<br />
– rezistenţa la pătare<br />
– capacitatea de îndepărtare a petelor<br />
– rezistenţa la şifonare<br />
– capacitatea de îndepărtare a şifonării<br />
4. Durabilitate:<br />
– rezistenţa la întindere<br />
– rezistenţa la încovoiere<br />
– rezistenţa la plesnire<br />
– rezistenţa la frecare<br />
– rezistenţa la pilling<br />
– rezistenţa la agăţare<br />
– rezistenţa la deşirare<br />
Structura şi<br />
parametrii de<br />
structură ai<br />
tricotului/ţesăturii<br />
–<br />
x<br />
x<br />
x<br />
x<br />
–<br />
x<br />
x<br />
x<br />
–<br />
x<br />
x<br />
x<br />
–<br />
–<br />
x<br />
Factori de influenţă<br />
Tip fir Tip fibră<br />
5. Cost x x x<br />
x<br />
x<br />
x<br />
x<br />
–<br />
x<br />
x<br />
x<br />
x<br />
–<br />
–<br />
–<br />
–<br />
x<br />
x<br />
x<br />
–<br />
x<br />
x<br />
x<br />
–<br />
x<br />
–<br />
x<br />
x<br />
x<br />
x<br />
x<br />
x<br />
–<br />
x<br />
–<br />
–<br />
–<br />
–<br />
x<br />
x<br />
–<br />
x<br />
x<br />
x<br />
x<br />
x<br />
x<br />
x<br />
x<br />
x<br />
x<br />
x<br />
x<br />
x<br />
–<br />
–
Controlul calităţii în tehnologia de prelucrare mecanică 639<br />
<strong>IX.9.</strong>5.3. Analiza calităţii produselor prin metoda QFD<br />
(Dezvoltarea funcţiilor calităţii)<br />
Un moment important în evoluţia conceptului de calitate l-a reprezentat aplicarea<br />
controlului calităţii în etapa de dezvoltare şi proiectare a noilor produse.<br />
Una dintre metodele aplicate în această etapă este cunoscută sub denumirea<br />
Dezvoltarea Funcţiilor Calităţii (QFD) şi reprezintă punerea în practică a conceptului „totul<br />
trebuie făcut bine de la început”.<br />
QFD se poate defini ca fiind un instrument de planificare şi organizare a producţiei,<br />
al cărui obiectiv este satisfacerea cerinţelor beneficiarilor.<br />
Principiul de bază al metodei îl constituie stabilirea corespondenţei dintre cerinţele<br />
beneficiarului, respectiv funcţiile produsului şi caracteristicile de calitate ale acestuia.<br />
Metoda prezintă avantaje atât pentru producători cât şi pentru beneficiari. Astfel,<br />
primii sunt interesaţi să cunoască cerinţele beneficiarilor pentru a le transcrie în documentaţia<br />
de produs şi proces sub formă de caracteristici de calitate controlabile, iar ceilalţi<br />
beneficiază de produsele care răspund în mai mare măsură cerinţelor de utilitate.<br />
Printre avantajele metodei QFD pot fi enumerate:<br />
– cerinţele beneficiarului stau la baza activităţii de creaţie şi proiectare finalizate cu<br />
întocmirea documentaţiei de produs şi proces;<br />
– se reduce posibilitatea apariţiei unor deficienţe în producţie prin planificarea<br />
controlului de proces;<br />
– se reduc costurile totale datorate calităţii;<br />
– asigură creşterea cererii noilor produse.<br />
Aplicarea metodei constă în completarea unei matrice care reprezintă suportul pentru<br />
analiza informaţiilor necesare dezvoltării produsului şi procesului. Datorită aspectului său,<br />
această matrice se numeşte „casa calităţii”. Ea permite convertirea cerinţelor exprimate prin<br />
„vocea beneficiarului” în caracteristici de calitate exprimate în „termeni tehnici”.<br />
Astfel, producătorii sunt interesaţi să cunoască cerinţele impuse atât de fabricaţia şi<br />
utilizarea unui anumit produs cât şi de caracteristicile prin care se poate aprecia calitatea<br />
într-un mod cât mai eficient.<br />
Pentru beneficiari, aplicarea metodei duce la satisfacerea într-un grad mai ridicat<br />
a exigenţelor acestora, crescând astfel cererea de produse, concomitent cu scăderea<br />
reclamaţiilor datorată calităţii nesatisfăcătoare.<br />
Structura matricei de planificare a calităţii produsului este următoarea :<br />
Cerinţele beneficiarului sau funcţiile produsului trebuie să constituie răspunsul la<br />
întrebarea „Ce doreşte beneficiarul ?”<br />
Ponderea cerinţelor sau funcţiilor stabileşte gradul de importanţă a acestora, din<br />
punctul de vedere al beneficiarului de produs.<br />
Ponderile exprimate într-un sistem de punctare adoptat sunt stabilite pe baza unor<br />
chestionare de anchetă lansate cu diverse ocazii (expoziţii, târguri etc.). Corectitudinea<br />
evaluării ponderilor depinde de calitatea chestionarelor şi de reprezentativitatea eşantioanelor<br />
celor chestionaţi.<br />
Caracteristicile de calitate trebuie să răspundă la întrebarea „Cum sunt satisfăcute<br />
cerinţele de ordin explicit cât şi implicit?”<br />
Prin matricea de relaţii se stabileşte gradul de importanţă al fiecărei caracteristici de<br />
calitate în raport cu fiecare dintre funcţiile produsului.<br />
În acest scop, se pot utiliza fie simboluri ca:<br />
∆ – pentru relaţie slabă;
640<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
O – pentru relaţie medie;<br />
⊗ – pentru relaţie puternică,<br />
fie un sistem de notare:<br />
0 – pentru relaţie foarte slabă;<br />
5 – pentru relaţie puternică;<br />
10 – pentru relaţie foarte puternică.<br />
Prin datele (note sau simboluri) înscrise în matricea de relaţii pot fi observate<br />
următoarele:<br />
– dacă o cerinţă nu este reprezentată de nici una dintre caracteristici (lipsa notaţiilor<br />
pe linia corespunzătoare cerinţei);<br />
– dacă toate caracteristicile considerate sunt indispensabile (note sau simboluri ce<br />
reflectă doar relaţii foarte puternice pe o anumită linie);<br />
– dacă o anumită cerinţă nu poate fi îndeplinită prin intermediul caracteristicilor<br />
adoptate.<br />
În vederea stabilirii nivelului de calitate al unui produs îmbunătăţit sau nou creat, pe<br />
baza metodei QFD pot fi efectuate analize comparative.<br />
Compararea se poate realiza între produsul analizat şi un alt produs considerat de<br />
referinţă, realizat în cadrul unei firme de prestigiu la nivel naţional sau internaţional.<br />
Analiza comparativă poate fi efectuată atât din punctul de vedere al producătorului (zona i)<br />
cât şi al beneficiarului (zona j).<br />
Rezultatele obţinute prin aplicarea metodei QFD pot fi valorificate astfel:<br />
– cunoaşterea de către producători a cerinţelor pieţei de desfacere şi exprimarea<br />
acestora în informaţii utile pentru procesul de producţie, sub forma caracteristicilor de<br />
calitate;<br />
– aplicarea în cadrul procesului a unor metode de analiză şi control asupra celor mai<br />
importante caracteristici de calitate;<br />
– aplicarea unor acţiuni preventive şi corective care să permită îndepărtarea<br />
punctelor critice puse în evidenţă de analizele comparative.<br />
Metoda QFD poate fi aplicată de o echipă compusă din tehnologi şi specialişti în<br />
domeniul calităţii.<br />
Informaţiile obţinute sunt utilizate în activităţile de proiectare, de planificare şi<br />
de control ale calităţii produselor şi proceselor.<br />
<strong>IX.9.</strong>5.4. Metode de analiză şi control ale noncalităţii (exemple)<br />
Toate metodele de analiză şi control ale noncalităţii se bazează pe combinarea întrun<br />
mod logic a unor criterii de clasificare şi caracterizare ale defectelor.<br />
Exemplificarea încadrării defectelor în cazul tricotului metraj în criteriile propuse se<br />
prezintă în tabelul <strong>IX.9.</strong>25.<br />
Fiecare dintre criteriile prezentate are o anumită semnificaţie.<br />
Astfel, poziţia unui anumit defect (criteriul 1) oferă o serie de informaţii referitoare<br />
la cauzele posibile ale acestuia. Defectele plasate pe direcţie longitudinală sunt în general<br />
determinate de deteriorarea acelor, platinelor sau canalelor fonturii, iar cele plasate pe direcţia<br />
rândului apar fie din cauza unor defecte ale firelor, fie a reglării incorecte a parametrilor<br />
tehnologici la unele dintre sistemele maşinii.<br />
Modul de distribuţie a defectelor (criteriul 2) poate fi asociat criteriilor privind<br />
mărimea defectelor (3) şi gravitatea propriu-zisă (5), în analiza noncalităţii. Se consideră a<br />
avea o gravitate mai mare defectele distribuite neuniform pe suprafaţa tricotului.
Controlul calităţii în tehnologia de prelucrare mecanică 641<br />
Criteriile de clasificare a defectelor în cazul tricotului metraj<br />
Tabelul <strong>IX.9.</strong>25<br />
Criteriul de clasificare<br />
al defectului<br />
Grupa de defecte Exemple<br />
1 2 3<br />
Poziţia în tricot a) pe direcţia rândului – striaţii<br />
– zebrări<br />
– porţiuni de rând cu ochiuri scăpate<br />
b) pe direcţia şirului – şiruri lipsă<br />
– şiruri neuniforme<br />
– şiruri cu ochiuri duble<br />
– găuri<br />
c) pe suprafaţa tricotului – ochiuri neuniforme<br />
– pete<br />
Distribuţia pe a) locale (izolate) – ochiuri scăpate izolate<br />
suprafaţa tricotului<br />
– găuri<br />
– pete izolate<br />
– abateri semnificative ale unor caracteristici<br />
(masă, lăţime, compactitate)<br />
b) împrăştiate uniform – zebrări uniforme repartizate<br />
c) împrăştiate neuniform – zebrări neuniforme repartizate<br />
– striaţii<br />
– scame uleiate sau colorate<br />
d) generale (pe întreaga<br />
suprafaţă)<br />
– şiruri înclinate (efect de „spirală")<br />
Mărimea a) mici (greu vizibile) – ochiuri neuniforme<br />
– ochiuri duble accidentale<br />
– scame punctiforme colorate sau uleiate<br />
– mici striaţii<br />
b) medii<br />
– ochiuri scăpate sau rupte<br />
– şiruri lipsă pe porţiuni scurte (< 30 cm)<br />
– găuri mici (< 1 cm)<br />
– striaţii accentuate<br />
– pete de ulei (< 1 cm 2 )<br />
– abateri medii (5-10)%<br />
– şiruri lipsă lungi (> 30 cm)<br />
c) mari<br />
– găuri mari (> 1 cm 2 )<br />
– abateri mari (> 10%)<br />
Frecvenţa (nr. defecte a) mică (rare)<br />
– rând de ochiuri, aruncat în gol<br />
pe unitatea de produs)<br />
– ochiuri duble accidentale<br />
– pete punctiforme în culori diferite<br />
b) mare (frecvente) – ochiuri scăpate rupte<br />
– şiruri lipsă<br />
– găuri<br />
Gravitatea a) critice (C)<br />
– găuri<br />
– şiruri lipsă împrăştiate<br />
– înclinare accentuată a şirurilor de ochiuri<br />
– pete nelavabile<br />
b) principale (P) – ochiuri scăpate<br />
– ochiuri duble<br />
– zebrări accentuate<br />
– abateri semnificative ale unor caracteristici<br />
(lăţime, grosime, masă, compactitate)<br />
– tricot neuniform
642<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Tabelul <strong>IX.9.</strong>25 (continuare)<br />
1 2 3<br />
c) secundare (S) – şiruri cu bucle accidentale<br />
– şiruri neuniforme<br />
– zebrări uniform distribuite<br />
– dungi transversale sau longitudinale uleiate<br />
d) minore (m) – puncte colorate izolate<br />
– striaţii uşoare<br />
Cauzele (sursele) a) materia primă – zebrări neuniforme<br />
posibile de apariţie<br />
– striaţii<br />
b) maşina<br />
– zebrări uniforme datorate reglării incorecte a<br />
sistemelor<br />
– abateri datorate reglării necorespunzătoare<br />
– şiruri cu ochiuri duble<br />
c) muncitorii – dungi transversale sau longitudinale uleiate<br />
– şiruri lipsă pe porţiuni lungi<br />
d) mediul ambiant – pete punctiforme datorate scamelor colorate<br />
sau murdărite<br />
e) metodele de organizare – abateri dimensionale semnificative datorate<br />
şi control<br />
neefectuării controlului<br />
Locul de apariţie în a) de filare – striaţii<br />
procesul tehnologic<br />
– zebrări datorate firului<br />
b) de bobinare – găuri datorate nodurilor<br />
c) de tricotare – şiruri lipsă<br />
– abateri semnificative<br />
După grupa a) structurale – ochiuri scăpate<br />
caracteristicilor de<br />
– şiruri cu ochiuri duble accidentate<br />
calitate<br />
b) de confort – efect de „spirală” accentuat<br />
c) tehnologice – abatere semnificativă a unor caracteristici<br />
(lăţime, grosime, masă)<br />
d) estetice – zebrări<br />
– striaţii<br />
– pete<br />
e) de disponibilitate – găuri<br />
– şiruri lipsă<br />
Gradul de distrucţie a) nedistructive – zebrări<br />
– striaţii<br />
– ochiuri neuniforme<br />
– abateri semnificative<br />
b) distructive – ochiuri scăpate<br />
– găuri<br />
– şiruri lipsă<br />
Posibilităţile de a) remediabile parţial sau – pete lavabile<br />
remediere<br />
total<br />
– tricot neliniştit<br />
– zebrări datorate firului (eliminate prin<br />
finisare)<br />
b) neremediabile – găuri<br />
– şiruri lipsă<br />
– striaţii<br />
– pete, dungi nelavabile<br />
Succesiunea de a) primare – ochi scăpat<br />
apariţie<br />
– ochi rupt<br />
b) secundare – şir lipsă<br />
– gaură
Perioada din viaţa<br />
produsului în care se<br />
produc<br />
Controlul calităţii în tehnologia de prelucrare mecanică 643<br />
1 2 3<br />
Tabelul <strong>IX.9.</strong>25 (continuare)<br />
a) în proiectare – documentaţie incorectă şi incompletă<br />
b) în fabricaţie – ochiuri scăpate<br />
– striaţii<br />
– zebrări<br />
– şiruri în „spirală”<br />
c) în utilizare – abateri dimensionale la operaţiile de spălare,<br />
Mod de exprimare a) valorice<br />
călcare<br />
– abateri semnificative ale valorilor unor<br />
caracteristici<br />
b) atributive – ochi scăpat<br />
– şir lipsă<br />
– striaţii<br />
– zebrări<br />
Modul de detectare a) detectabile automat pe<br />
maşină<br />
– găuri<br />
b) detectabile cu uşurinţă – şiruri lipsă (> 30 cm)<br />
în mod vizual pe tricotul – zebrări accentuate<br />
aflat pe maşină<br />
c) detectabilă mai greu pe – şiruri cu ochiuri duble<br />
tricotul aflat pe maşină – şiruri neuniforme<br />
d) detectabile vizual sau – şiruri lipsă
644<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Fracţiunea defectivă medie p pentru k loturi este:<br />
i=<br />
1<br />
p [%] = 100<br />
k<br />
unde k este numărul de loturi analizate.<br />
Fracţiunea defectivă medie p reflectă posibilităţile reale ale unei maşini, secţii sau<br />
întreprinderi în privinţa calităţii produselor obţinute şi poate fi considerată un indicator al<br />
non - calităţii.<br />
Analiza noncalităţii pe criteriul gravităţii defectelor (5) se bazează pe aprecierea<br />
pierderilor pe care acestea le determină. Sunt situaţii în care un defect, deşi este considerat<br />
critic în momentul apariţiei, poate fi îndepărtat în etapele ulterioare, fără a genera pierderi<br />
prea mari. Sunt de asemenea defecte a căror gravitate se poate accentua în cadrul procesului<br />
tehnologic.<br />
Clasificarea defectelor în funcţie de cauzele generatoare (criteriul 6) oferă un câmp<br />
larg în aplicarea unor metode de analiză a noncalităţii.<br />
Factorii ce influenţează calitatea unui produs sau proces pot deveni în anumite<br />
condiţii limită, cauze (surse) generatoare de defecte.<br />
În general, un defect apare sub incidenţa unui cumul de factori.<br />
Analiza calităţii pe criteriul „cauze” se poate aplica prin folosirea mai multor metode,<br />
ca de exemplu: metoda „Yshikawa” sau „cauză-efect”, metoda „arborescentă”, tabelară etc.<br />
Criteriul referitor la locul de apariţie a defectului în cadrul procesului (7) este strâns<br />
legat de criteriul privind cauzele generatoare.<br />
Corelarea defectelor cu grupele de caracteristici de calitate (8) este deosebit de utilă<br />
în analiza noncalităţii. Se ştie că oricărei caracteristici de calitate i se asociază un interval de<br />
variaţie normală (naturală), care corespunde domeniului de utilitate al funcţiei respective.<br />
Atunci când caracteristica de calitate (dimensiune tehnică a funcţiei) depăşeşte domeniul<br />
variaţiei normale, ea devine defect sau neconformitate.<br />
Ieşirea unei caracteristici (valorică sau atributivă) din intervalul acceptat se produce<br />
atunci când variaţiile aleatoare ale acesteia devin sistematice.<br />
Criteriul referitor la gradul de distrucţie (9) poate fi corelat cu cel privind gravitatea<br />
(5). Astfel, defectele distructive sunt cuprinse în clasele de gravitate superioare (critice şi<br />
principale), iar cele nedistructive, în clasele inferioare (secundare şi minore).<br />
Există şi defecte nedistructive care reduc în mod semnificativ funcţiile produsului,<br />
fiind astfel încadrate în clase de gravitate superioară.<br />
Criteriul referitor la posibilităţile de remediere (10) este deosebit de util pentru<br />
dirijarea calităţii în cadrul procesului tehnologic.<br />
Criteriul privind succesiunea de apariţie (11) permite analiza manifestării în timp a<br />
defectelor. Pe baza acestuia se efectuează studii privind condiţiile în care apar şi evoluează<br />
diferite categorii de defecte. Acest criteriu trebuie să fie corelat cu cel referitor la modul de<br />
detectare (14). Astfel, cu cât va fi mai repede şi corect detectat un defect oarecare, cu atât<br />
se vor reduce şansele apariţiei unor defecte secundare care, de cele mai multe ori, au o<br />
gravitate sporită.<br />
Criteriul clasificării defectelor după perioada de manifestare (12) scoate în evidenţă<br />
necesitatea aplicării unor metode de analiză a calităţii, nu doar în producţie şi proiectare, ci<br />
şi în timpul utilizării produsului.<br />
Se apreciază că 40% din calitatea necorespunzătoare a produselor finite se datorează<br />
calităţii proiectării, 30%, erorilor din procesul de producţie şi încă 30%, calităţii<br />
nesatisfăcătoare a materiilor prime (conform regulii 40/30/30).<br />
k<br />
∑<br />
p<br />
i
Controlul calităţii în tehnologia de prelucrare mecanică 645<br />
Analiza calităţii la beneficiar se bazează pe aşa-numitele „probe de purtare”.<br />
La ora actuală, în multe întreprinderi sunt simulate „probele de purtare” pe baza<br />
unor încercări efectuate în laborator sau standuri de probă în condiţiile de întreţinere<br />
casnică, privind spălarea, uscarea, călcarea etc.<br />
Ca şi caracteristicile de calitate, defectele pot fi exprimate valoric sau atributiv (13).<br />
În cazul defectelor atributive, pentru reducerea subiectivismului în evaluare se face asocierea<br />
cu criteriul „mărimea” (3). În mod curent, pentru evaluarea defectelor atributive se folosesc<br />
diferite sisteme de punctare (notare).<br />
Criteriul modul de detectare (14) se referă la modul şi momentul în care defectele<br />
pot fi depistate. Modul de detectare este în strânsă legătură cu nivelul tehnic al utilajelor şi<br />
cu modul de organizare a etapelor de control pe fluxul de fabricaţie.<br />
Criteriul referitor la locul de producere a defectului tricotului pe maşină (15) permite o<br />
apreciere mai rapidă a cauzelor generatoare. Este deci asociat criteriului cauze (6).<br />
Criteriul privind decizia beneficiarului (16) este asociat celui referitor la caracteristicile<br />
de calitate (8), iar analiza noncalităţii pe baza acestuia trebuie să fie finalizată prin<br />
stabilirea intervalelor de acceptare şi respingere pentru cele mai importante caracteristici de<br />
calitate şi, respectiv, noncalitate.<br />
<strong>IX.9.</strong>5.5. Tipuri de metode de analiză şi control ale noncalităţii<br />
În cazul în care metoda aplicată are ca obiectiv principal depistarea locurilor şi<br />
modurilor de apariţie a defectelor, aceasta are un pronunţat caracter de analiză. În schimb,<br />
atunci când metoda vizează evaluarea nivelului calităţii produselor sau a loturilor de produse,<br />
prezintă caracter de control.<br />
Aceste metode sunt structurate pe unul sau mai multe criterii de caracterizare a<br />
defectelor. Câteva dintre metodele posibile de analiză şi control ale noncalităţii sunt<br />
următoarele:<br />
– Metoda M-G-F (mărime - gravitate - frecvenţă);<br />
– Metoda F (frecvenţa);<br />
– Metoda C (cauze);<br />
– Metoda C-Db (caracteristici de noncalitate - decizia beneficiarului);<br />
– Metoda G-F (gravitate - frecvenţă);<br />
– Metoda C-P (cauze - posibilităţi de remediere).<br />
Metoda M-G-F (mărime - gravitate - frecvenţă) este aplicată la inspecţia ţesăturilor<br />
şi tricoturilor metraj (din bătătură sau din urzeală). Controlul este efectuat pe rampa de<br />
control. Metoda este aplicabilă şi în cazul produselor sub formă de panouri, detalii tricotate<br />
conturate, repere croite, produse finite. În acest caz, controlul se efectuează pe mesele de<br />
control. Defectele sunt punctate în funcţie de gravitate.<br />
De exemplu: în cazul tricoturilor : un ochi scăpat – un punct (1 p), şir lipsă – un<br />
punct pe cm (1 p/cm), o gaură – cinci puncte pe centimetru (5 p/cm). Gravitatea defectului<br />
se apreciază în funcţie de gradul în care acesta afectează îndeplinirea funcţiilor produsului,<br />
consumul de materii prime şi costurile.<br />
Punctajul total se obţine prin înmulţirea dintre numărul de puncte acordate pentru<br />
gravitate cu dimensiunile şi cu numărul fiecărui tip de defect. Se poate face astfel estimarea<br />
nivelului calităţii produselor, în scopul efectuării unor analize comparative, sau pentru<br />
dirijarea calitătii în firma respectivă.<br />
Metoda F (frecvenţa) este fundamentală pe criteriul frecvenţei de apariţie a defectelor,<br />
manifestată în timp (număr de defecte pe unitatea de timp) sau pe produs (număr de defecte<br />
pe produs, m 2 , kg etc.).
646<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
O metodă grafică cu largi aplicaţii, bazată pe criteriul „frecvenţă”, este diagrama<br />
Pareto. Din practica industrială s-a constatat că doar două sau trei tipuri de defecte au<br />
ponderea cea mai mare (70-80%). Acestea sunt defectele care produc pierderile cele mai<br />
importante.<br />
Pentru utilizarea diagramei Pareto la analiza defectelor se pot parcurge următoarele<br />
etape:<br />
– stabilirea defectelor posibile şi a modului de înregistrare;<br />
– stabilirea perioadei pentru culegerea datelor;<br />
– determinarea frecvenţei defectelor şi înscrierea în fişa de observaţie;<br />
– întocmirea diagramei.<br />
De exemplu: prin înregistrarea defectelor manifestate într-o perioadă de un an la<br />
tricoturile realizate pe două tipuri de maşini circulare (Metin şi Multisingle) au rezultat<br />
diagramele prezentate în figurile <strong>IX.9.</strong>11 şi <strong>IX.9.</strong>12.<br />
Diagrama Pareto se obţine prin înscrierea pe abscisă a defectelor ordonate descrescător<br />
după frecvenţă, iar pe ordonată, a frecvenţei corespunzătoare fiecărui tip de defect.<br />
Se obţine o histogramă care exprimă noncalitatea unui produs la un moment dat.<br />
Fig. <strong>IX.9.</strong>11. Diagrama Pareto pentru tricotul obţinut pe maşina Metin-Nov.<br />
Fig. <strong>IX.9.</strong>12. Diagrama Pareto pentru tricotul obţinut pe maşina Multisingle.
Controlul calităţii în tehnologia de prelucrare mecanică 647<br />
În exemplul prezentat se observă că la tricotul obţinut pe maşina Metin, primele<br />
două tipuri de defecte (şiruri lipsă şi rânduri cu ochiuri scăpate) prezintă o pondere de<br />
aproximativ 80% din totalul defectelor. În cazul tricotului realizat pe maşina Multisingle,<br />
primele trei tipuri de defecte (găuri, şiruri lipsă şi rânduri cu ochiuri scăpate) reprezintă<br />
peste 80% din totalul defectelor.<br />
Asociind primele 2 - 3 tipuri de defecte cu principalele cauze generatoare, pot fi<br />
stabilite cele mai eficiente acţiuni corective şi preventive pentru ameliorarea calităţii<br />
tricotului, concomitent cu creşterea productivităţii maşinilor.<br />
Utilizarea diagramei Pareto în studiul calităţii nu se limitează la analiza defectelor<br />
produselor. Atunci când se aplică în cadrul procesului de fabricaţie, pot fi puse în evidenţă<br />
principalele tipuri de opriri ale maşinilor sau defectarea unor mecanisme sau dispozitive<br />
Poate fi efectuată astfel o analiză asupra defectărilor maşinilor implicate în proces,<br />
în vederea planificării activităţii de mentenanţă (remedieri, reparaţii).<br />
Prin orientarea acţiunilor preventive şi corective spre defectele cu ponderea cea mai<br />
mare, se poate obţine atât o îmbunătăţire reală a calităţii cât şi creşterea eficienţei economice.<br />
Metoda C (cauze) prezintă un pronunţat caracter preventiv, fiind orientată spre<br />
depistarea cauzelor ce au generat apariţia defectelor. Este o metodă de analiză a calităţii.<br />
Una dintre variantele acestei metode o constituie diagrama cauză-efect (Ishikawa). Aceasta<br />
este o reprezentare grafică, ce prezintă o multitudine de relaţii sistematice între un rezultat<br />
specific şi cauzele sale.<br />
Pentru simplificarea analizei pot fi stabilite şase tipuri de cauze (factori de influenţă),<br />
şi anume cei „6M” (materia primă, maşinile, muncitorii, mediul ambiant, metodele de<br />
organizare şi metodele de control).<br />
Analizând un produs în cele două etape ale vieţii sale (fabricaţia şi utilizarea) pot fi<br />
evidenţiate două tipuri de calitate: globală, materializată în timpul utilizării, şi industrială,<br />
manifestată prin gradul de conformitate al produsului cu specificaţiile sale. Între cele două<br />
tipuri de calitate apar uneori incompatibilităţi. Din acest punct de vedere, K. Ishikawa<br />
separă caracteristicile de calitate sau noncalitate în reale şi secundare.<br />
Caracteristicile reale ale noncalităţii sunt cele care afectează în primul rând pe<br />
utilizatorul produsului.<br />
Pentru exemplificarea analizei cauză-efect se va considera defectul „gaură în tricot ”.<br />
Se poate considera că la producerea găurilor în tricot interacţionează mai ales doi<br />
factori principali, şi anume: materia primă şi maşina de tricotat (tabelul <strong>IX.9.</strong>26 ). Ceilalţi<br />
factori exercită o influenţă indirectă.<br />
Diagrama „Ishikawa” aplicată în analiza „găurilor în tricot” se prezintă în figura <strong>IX.9.</strong>13.<br />
Această metodă prezintă o etapă premergătoare în aplicarea unei metode de analiză<br />
multicriterială sau a unor cercetări ce vizează reducerea riscului de producere a defectelor.<br />
Metoda C-Db (caracteristici de noncalitate - decizia beneficiarului) este deosebit de<br />
utilă în evaluarea posibilităţilor reale privind calitatea unei firme. Această metodă pune faţă<br />
în faţă posibilităţile reale ale întreprinderii cu cerinţele beneficiarilor. Când posibilităţile<br />
sunt sub aşteptările beneficiarilor, întreprinderea pierde poziţia pe piaţa de desfacere şi se<br />
înregistrează pierderi. În caz contrar apare „supracalitatea”, care conduce de asemenea la<br />
ineficienţă economică.<br />
Metoda presupune parcurgerea următoarelor etape:<br />
– stabilirea defectelor posibile ale produsului;<br />
– determinarea fracţiunii defective medii pentru fiecare defect ( p j );<br />
– stabilirea de comun acord între producător şi beneficiar a fracţiunii defective<br />
acceptate (AQL).
648<br />
Materia primă<br />
Fir subţiat pe<br />
porţiuni scurte<br />
Noduri de<br />
dimensiuni mari,<br />
impurităţi sau<br />
scame aderente,<br />
zone îngroşate<br />
Fire parafinate<br />
neuniform<br />
Deteriorarea<br />
firului şi<br />
scăderea<br />
rezistenţei sale<br />
Suprasolicitarea<br />
firului de calitate<br />
corespunzătoare<br />
Suprasolicitarea<br />
firelor de calitate<br />
corespunzătoare<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Factorii de influenţă în producerea găurilor<br />
Sensul<br />
influenţei<br />
→ Variaţia tensiunii în<br />
fir în zona de<br />
formare a ochiurilor<br />
→ Ruperea limbii<br />
acului, deviaţia<br />
laterală a limbii sau<br />
cârligului<br />
Tabelul <strong>IX.9.</strong>26<br />
Maşina de tricotat Efectul Tipul găurii<br />
→ Variaţii de tensiune<br />
pe porţiuni scurte<br />
prin variaţia coeficientului<br />
de frecare<br />
← Ace, platine sau<br />
dinţi de aruncare cu<br />
uzură avansată a<br />
suprafeţelor<br />
← Necorelarea parametrilor<br />
tehnologici<br />
(va, x, Vt) şi creşterea<br />
tensiunii în fir<br />
← Ruperea accidentală<br />
a limbii acului<br />
Ruperea firului în zona<br />
de formare a ochiurilor<br />
Acumulare şi reţinere<br />
progresivă a buclelor<br />
Ruperea accidentală a<br />
firului<br />
Ruperea firului în zona<br />
de formare a ochiurilor<br />
sau a tricotului deja<br />
format<br />
Suprasolicitarea firului<br />
până la rupere<br />
Acumularea şi<br />
reţinerea buclelor<br />
Fig. <strong>IX.9.</strong>13. Diagrama „Ishikawa” pentru defectul „gaură în tricot”.<br />
Găuri formate prin<br />
ruperea firului<br />
Găuri obţinute prin<br />
ruperea buclelor<br />
acumulate sub cârlig<br />
Găuri formate prin<br />
ruperea firului în zona<br />
de formare a ochiurilor<br />
Găuri datorate ruperi<br />
firului<br />
Găuri produse prin<br />
ruperea firului<br />
Găuri prin acumulare<br />
de bucle
Controlul calităţii în tehnologia de prelucrare mecanică 649<br />
Valoarea AQL (Acceptable Quality Level) se stabileşte astfel încât să nu afecteze<br />
doar interesele uneia din părţi. Astfel, producătorii vor dori o valoare AQL mai mare,<br />
pentru ca riscul respingerii loturilor de produse să scadă, în timp ce beneficiarul va încerca<br />
să impună o valoare mai mică, pentru a reduce riscul achiziţionării unor loturi cu produse<br />
necorespunzătoare.<br />
Pentru stabilirea valorii AQL se recomandă fie relaţia AQL ~ 0,8 p j , fie adoptarea<br />
unei valori în funcţie de gravitatea defectului considerat.<br />
Astfel, STAS 3160-84 recomandă următoarele valori pentru AQL:<br />
– defecte critice (care pot duce la efecte grave) 0,1-0,4;<br />
– defecte majore (care reduc utilitatea produsului) 0,4-1;<br />
– defecte minore tip A (reduc puţin utilitatea produsului) 1,5-4;<br />
– defecte minore tip B (privind aspectul produsului) 4÷10.<br />
Adoptarea valorii AQL este necesară în cazul aplicării planurilor de control statistic<br />
pentru caracteristicile (defectele) atributive ale loturilor de produse.<br />
În întreprinderile de tricotaje-confecţii, această metodă se aplică la controlul<br />
produselor finite în cadrul comisiilor de autorecepţie (cu reprezentanţi ai producătorului şi<br />
beneficiarilor).<br />
În toate situaţiile (cu sau fără aplicarea planurilor de control statistic), deciziile<br />
privind încadrarea produselor finite în categoriile „corespunzător” sau „necorespunzător” se<br />
iau în funcţie de cerinţele beneficiarilor. Acestea pot fi înscrise în contractele comerciale<br />
sau în normele de calitate impuse pentru controlul final al produselor.<br />
Metoda G-F (gravitate - frecvenţă) este cunoscută în literatura de specialitate sub<br />
denumirea de „Metoda demeritelor”, fiind o metodă de analiză defectologică.<br />
Demeritul reprezintă un indicator ce reflectă lipsa de calitate sau calitatea inferioară.<br />
Metoda presupune inventarierea şi încadrarea pe clase de gravitate a tuturor<br />
defectelor posibile ale unui produs. Pe baza înregistrărilor zilnice ale numărului de defecte<br />
pe tipuri se pot determina coeficienţii defectelor Cdi şi demeritele Di, cu relaţiile:<br />
∑ ∑<br />
d d p<br />
ij ij j<br />
j j<br />
Cdi = ; Di=<br />
Nci Nci<br />
în care: dij este numărul defectelor de tipul j, observate în ziua i; pj – coeficient acordat<br />
defectelor, în funcţie de clasa de gravitate j; Nci – numărul produselor controlate în ziua i.<br />
Valorile lui pj corespund unuia dintre sistemele prezentate în tabelul <strong>IX.9.</strong>27.<br />
Clase de gravitate a<br />
defectelor<br />
Critice<br />
Principale<br />
Secundare<br />
Minore<br />
Valorile coeficientului p j<br />
100<br />
50<br />
10<br />
1<br />
pj<br />
10<br />
5<br />
2<br />
1<br />
Tabelul <strong>IX.9.</strong>27<br />
Urmărind calitatea produselor o perioadă mai lungă de timp, se determină numărul<br />
de defecte mediu Nd şi demeritul mediu D.<br />
Datele obţinute prin observaţiile zilnice sunt înscrise într-un document, cunoscut sub<br />
numele de „Jurnalul calităţii”, care conţine o reprezentare grafică în care Ci şi Di, obţinute<br />
55<br />
15<br />
5<br />
3
650<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
zilnic se înscriu sub formă de puncte. Aceste grafice în funcţie de deviaţia de la linia mediană<br />
reflectă tendinţa de evoluţie în timp a defectelor, cu evidenţierea perioadelor în care se<br />
manifestă acţiunea unor factori perturbatori.<br />
De exemplu, graficele din figura <strong>IX.9.</strong>14 reflectă o serie de tendinţe ale frecvenţei şi<br />
gravităţii defectelor înregistrate.<br />
Prin aplicarea Metodei demeritelor se realizează o analiză dinamică a calităţii<br />
produselor, ceea ce permite luarea unor măsuri în timp util pentru diminuarea numărului de<br />
defecte şi a gravităţii lor.<br />
Zile<br />
1<br />
Cd<br />
mic mare<br />
D<br />
mic mare<br />
Tendinţe<br />
2<br />
3<br />
4<br />
– cresc numărul şi gravitatea defectelor<br />
– scad atât numărul cât şi gravitatea<br />
Fig. <strong>IX.9.</strong>14. Interpretarea graficelor coeficienţilor<br />
defectelor şi demeritelor.<br />
– creşte numărul total de defecte, dar<br />
defectele de gravitate mare se reduc<br />
Metoda C-Pr (cauze - posibilităţi de remediere) permite stabilirea celor mai importante<br />
cauze generatoare de defecte şi a acţiunilor preventive şi corective pentru diminuarea<br />
acestora.<br />
Acţiunea corectivă începe cu depistarea unei probleme şi implică luarea de măsuri<br />
pentru a elimina sau a minimaliza posibilitatea de repetare a problemei. Acţiunea corectivă<br />
se aplică atât asupra maşinilor, prin corecţia reglării şi prin mentenanţă, cât şi asupra<br />
produselor, prin remedierea unor defecte.<br />
Acţiunile preventive au rolul de a micşora riscul apariţiei unor neconformităţi sau<br />
defecte. Acestea presupun: revizuirea documentaţiei de proiectare, aplicarea unor măsuri<br />
privind buna organizare a locurilor de muncă, dotarea acestora cu aparate, instrumente,<br />
materiale pentru buna desfăşurare a activităţii, îndeplinirea condiţiilor privind transportul,<br />
ambalarea şi depozitarea produselor. Acţiunile preventive se pot referi şi la crearea unor<br />
condiţii favorabile pentru prevenirea unor accidente sau boli profesionale ale personalului<br />
implicat.<br />
Corespondenţa între cauzele apariţiei defectelor şi remedierile posibile este exemplificată<br />
pentru două categorii de produse, şi anume:<br />
– panouri realizate pe maşini rectilinii de tricotat (tabelul <strong>IX.9.</strong>28 );<br />
– ciorapi realizaţi pe maşini circulare cu doi cilindri cu diametru mic (tabelul <strong>IX.9.</strong>29).<br />
Se menţionează că o parte din defectele prezentate nu apar la tricoturile realizate pe<br />
maşini automate cu nivel tehnic ridicat.<br />
Observaţie: Metoda permite ca pentru fiecare defect posibil să se stabilească un<br />
cumul de cauze posibile şi, respectiv, un grup de acţiuni corective şi preventive. În practică,<br />
în funcţie de modul de manifestare a defectului, vor fi stabilite cele mai eficiente acţiuni.
Controlul calităţii în tehnologia de prelucrare mecanică 651<br />
Defecte - cauze - remedieri la maşinile rectilinii de tricotat<br />
Tabelul <strong>IX.9.</strong>28<br />
Defectul Cauzele<br />
Remedierile (acţiuni preventive şi<br />
corective):<br />
1 2 3<br />
Ochiuri<br />
scăpate<br />
Dungi<br />
transversale<br />
datorate maşinii<br />
(zebrări<br />
datorate<br />
maşinii)<br />
Dungi<br />
longitudinale<br />
(şiruri lipsă<br />
sau neuni-<br />
forme)<br />
– glisiera conducătorului de fir este<br />
înclinată<br />
– periuţele nu sunt bine fixate sau sunt<br />
uzate<br />
– nuca conducătorului de fir nu este<br />
poziţionată corect<br />
– tensiunea de tragere este prea mică<br />
– adâncimea de buclare este prea mare<br />
– limbile rămân închise după aruncare<br />
– maşina funcţionează cu viteza prea<br />
mare<br />
– acele sunt îndoite în faţă<br />
– reglare diferită a camelor de buclare<br />
– cama de buclare este blocată<br />
– cama de buclare este uzată<br />
– pieptenele de aruncare este neuniform<br />
– acele se mişcă greu în canal<br />
– desimea este prea mică<br />
– fineţea firului nu este corelată cu<br />
fineţea maşinii<br />
– firul prezintă îngroşări şi subţieri pe<br />
porţiuni lungi<br />
– acele se mişcă greu în canale<br />
– limba acului este blocată sau se mişcă<br />
greu<br />
– în canale sunt ace de fineţi diferite<br />
– acele au capetele îndoite lateral<br />
Găuri – tensiunea de tragere prea mare<br />
– tensiunea de alimentare este prea mare<br />
– dispozitivul de control pe traseul<br />
Marginea<br />
tricotului este<br />
neregulată<br />
firului nu este reglat corect<br />
– noduri prea mari<br />
– firul este deteriorat<br />
– limba acului este îndoită sau ruptă<br />
– firul nu este alimentat corect<br />
– tensiunea în fir este prea mică<br />
– inserarea laterală este incorectă<br />
– tensiunea de tragere este prea mică<br />
– periuţele sunt incorect poziţionate<br />
– baghetele sau platinele de închidere<br />
nu acţionează corect<br />
Striaţii – îngroşări sau subţieri pe porţiuni<br />
scurte<br />
– depunere de scamă pe fire<br />
– depunere de scamă pe ace şi maşină<br />
– se verifică poziţia glisierei<br />
– se verifică periuţele<br />
– se verifică poziţia conducătorului de fir<br />
faţa de ace<br />
– se reglează corect tensiunea de tragere<br />
– se reglează corect adâncimea de buclare<br />
– se verifică periuţele şi limbile acelor<br />
– se reduce viteza<br />
– se verifică acele<br />
– se verifică reglarea camelor de buclare<br />
– se determină cauza blocării<br />
– se înlocuieşte<br />
– se polizează sau se înlocuieşte<br />
– se curăţă canalele<br />
– se reglează adâncimea de buclare<br />
– se înlocuieşte firul<br />
– se controlează uniformitatea firului<br />
– se verifică starea canalelor<br />
– se înlocuiesc acele<br />
– se înlocuiesc acele<br />
– se înlocuiesc acele<br />
– se reglează tensiunea de tragere<br />
– se reglează tensiunea de alimentare<br />
– se reglează ecartamentul dispozitivului<br />
de control<br />
– se rebobinează firul<br />
– se controlează sarcina de alungire la<br />
rupere a firului<br />
– se verifică acele şi se înlocuiesc cele<br />
defecte<br />
– se verifică traseul firului<br />
– se verifică tensiunea de alimentare<br />
– se reglează poziţia conducătorului de fir<br />
– se reglează corect tensiunea tricotului<br />
– se poziţionează corect periuţele<br />
– se reglează baghetele sau platinele<br />
– verificarea la recepţia iniţială a<br />
neuniformităţii pe porţiuni scurte<br />
– verificarea instalaţiilor de ventilaţie şi<br />
absorbţie a scamei<br />
– curăţirea maşinii
652<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Tabelul <strong>IX.9.</strong>28 (continuare)<br />
1 2 3<br />
Zebrări – ruperea unui fir la alimentarea cu mai – verificarea traseului firului<br />
datorate multe fire<br />
firelor – neuniformităţi pe porţiuni lungi de – efectuarea unor probe de tricotare la<br />
filare şi vopsire<br />
recepţia iniţială<br />
– alimentarea la sisteme diferite a firelor – se verifică apartenenţa bobinelor la<br />
de culori sau nuanţe diferite<br />
acelaşi lot<br />
Dungi uleiate – uleierea firelor<br />
– se verifică instalaţia de uleiere<br />
sau pete<br />
– se curăţă canalele fonturii<br />
– uleierea acelor<br />
– picurarea uleiului pe tricot.<br />
– se verifică instalaţia de uleiere.<br />
Defecte - cauze - remedieri la maşinile circulare pentru ciorapi<br />
Tabelul <strong>IX.9.</strong>29<br />
Defectul Cauzele de apariţie a defectelor Acţiunile corective şi preventive:<br />
1 2 3<br />
Ochiuri scăpate – tensiunea în fir variază pe porţiuni<br />
scurte şi nu intră sub cârlig<br />
– firele au impurităţi şi noduri mari şi<br />
nu intră sub cârlig<br />
– la călcâi îngustătorii nu funcţionează<br />
corect<br />
– se verifică tensiunea în fir la tricotare<br />
şi se stabileşte cauza (neuniformitatea<br />
fineţii, a parafinării etc.)<br />
– se rebobinează firul se schimbă lotul<br />
de fir<br />
– se înlocuiesc îngustătorii uzaţi<br />
– se rupe cârligul acului<br />
– se înlocuieşte acul<br />
Găuri în părţile – lacătele platinelor nu sunt uniform – se reglează lacătele platinelor<br />
laterale ale reglate<br />
călcâiului şi – dispozitivul de tensionare a firelor nu – se va regla dispozitivul de tensionare<br />
vârfului recuperează surplusul de fir apărut la<br />
mişcarea pendulară<br />
– conducătorul de fir nu este plasat – se va regla poziţia conducătorului de<br />
corect<br />
fir<br />
Călcâiul şi – lanţul de comandă este întocmit greşit – se verifică întocmirea lanţului<br />
vârful nu au (la maşinile cu lanţ de comandă şi<br />
formă corectă numărători)<br />
– programarea este greşită (la<br />
mecanismul de comandă electronic)<br />
– se revizuieşte programarea<br />
– raportul acelor cu călcâie de înălţimi<br />
diferite este incorect<br />
– se verifică raportul acelor<br />
– firul de întărire este prea gros – se înlocuieşte firul de întărire<br />
Dungi<br />
longitudinale<br />
– ace strâmbe de lungimi diferite – se verifică acele<br />
Dungi – tensionare neuniformă a firului – se rebobinează firul<br />
transversale – firele alimentate la sistemele maşinii – se înlocuiesc bobinele<br />
(zebrări) sunt diferite<br />
necorespunzătoare<br />
Ciorapii au<br />
dimensiuni<br />
necorespunzătoare<br />
– desimea este necores– punzătoare – se verifică desimea<br />
Ochiuri dublate – acele au limba ruptă<br />
– se înlocuiesc acele<br />
– nu se execută corect închiderea – se rectifică sau se înlocuiesc camele
Găuri în<br />
porţiunile<br />
tubulare ale<br />
ciorapilor<br />
Controlul calităţii în tehnologia de prelucrare mecanică 653<br />
1 2 3<br />
– acele au călcâie rupte<br />
– camele sunt uzate<br />
– platinele sunt uzate<br />
– firele au tensiune prea mare<br />
– firele nu sunt parafinate.<br />
Tabelul <strong>IX.9.</strong>29 (continuare)<br />
– acele se înlocuiesc<br />
– camele se înlocuiesc sau sunt<br />
rectificate<br />
– platinele se înlocuiesc<br />
– se reglează corect tensiunea de<br />
alimentare<br />
– se rebobinează firele.<br />
<strong>IX.9.</strong>6. Organizarea controlului calităţii în firmele<br />
de tricotaje<br />
Numărul şi conţinutul etapelor de control sunt determinate de o serie de factori, şi<br />
anume:<br />
– tipul şi destinaţia produsului;<br />
– tipul utilajelor şi nivelul tehnic al acestora;<br />
– tehnologia adoptată;<br />
– tipul şi nivelul de calitate al materiilor prime.<br />
Astfel, în cazul în care utilajele au grad ridicat de automatizare şi furnizorii de<br />
materii prime sunt selecţionaţi în funcţie de calitate, numărul etapelor de control se poate<br />
reduce. În astfel de situaţii, locul controlului se deplasează spre începutul procesului de<br />
producţie, şi anume spre marketing şi proiectare.<br />
Principalele etape în care se realizează controlul produsului şi procesului în industria<br />
de tricotaje sunt:<br />
– inspecţia materiilor prime;<br />
– controlul pregătirii (preparaţiei) firelor pentru tricotare (bobinarea şi urzirea);<br />
– inspecţia formatelor obţinute după preparaţie (bobine simple, bobine secţionale);<br />
– controlul tricotării;<br />
– inspecţia tricotului;<br />
– finisarea tricotului;<br />
– inspecţia tricotului finisat;<br />
– inspecţia finală.<br />
<strong>IX.9.</strong>6.1. Inspecţia iniţială (controlul materiilor prime)<br />
Materiile prime şi materialele aprovizionate sunt verificate înainte de intrarea în<br />
fabricaţie, atât din punct de vedere cantitativ cât şi calitativ.<br />
Verificarea calitativă implică:<br />
– verificarea furnizorilor;<br />
– verificarea specificaţiilor ce însoţesc loturile de materii prime şi materiale;<br />
– verificarea calităţii loturilor;<br />
– analiza performanţelor furnizorului după onorarea comenzilor.<br />
La recepţia iniţială se verifică documentele de însoţire a loturilor, numărul coletelor<br />
constituente şi aspectul acestora.
654<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Firele achiziţionate sunt înfăşurate pe diferite tipuri de formate (copsuri, sculuri,<br />
bobine).<br />
Atât formatele individuale cât şi unităţile de ambalaj prezintă etichete ce conţin<br />
următoarele informaţii: marca firmei producătoare, tipul firului, compoziţia fibroasă, numărul<br />
lotului, masa (netă, brută) şi viza organului de control al calităţii.<br />
În magaziile de materii prime, unităţile de ambalaj se plasează pe rafturi sau grătare<br />
de lemn, la cel puţin 15 cm de podea, departe de conductele de apă, de sursele de foc, ferite<br />
de acţiunea directă a razelor solare.<br />
Firele se recepţionează pe loturi. Se consideră lot o anumită cantitate de fire având<br />
aceleaşi caracteristici în ceea ce priveşte: culoarea, fineţea, clasa de impurităţi, calitatea,<br />
compoziţia fibroasă, procesul de fabricaţie, format de înfăşurare, destinaţie etc.<br />
Inspecţia calităţii loturilor de fire este reglementată de STAS 7270/74.<br />
Conform acestei norme, din lot se aleg în mod aleatoriu 10% unităţi de ambalaj, dar<br />
nu mai puţin de 5 unităţi.<br />
Aceste unităţi se verifică la început din punct de vedere al aspectului general (integritatea<br />
ambalajelor, etichetele însoţitoare). După ce ambalajele se desfac, se prelevează<br />
prin sondaj aleatoriu două probe: una pentru determinarea umidităţii reale şi cealaltă pentru<br />
determinarea caracteristicilor fizico-mecanice şi chimice.<br />
Determinarea umidităţii reale a lotului de fire serveşte pentru calculul masei comerciale,<br />
cu una din relaţiile:<br />
100 + Uc<br />
Mc= M ,<br />
100 + U<br />
în care: Mc este masa comercială a lotului [kg]; M – masa netă a lotului cu umiditate reală<br />
U [kg]; Uc – umiditatea legală (repusă) conform STAS 6217-75 [kg]; U – umiditatea<br />
reală [%] sau<br />
100 + Uc<br />
mi<br />
Mc = Mu<br />
; Mu= M<br />
100<br />
m<br />
în care mi este masa probei de fire înainte de uscare; mu – masa probei după uscare.<br />
Proba ce serveşte pentru determinarea umidităţii reale Uc se împarte în trei părţi,<br />
care se introduc succesiv în etuve sau aparate de condiţionare prevăzute cu balanţe cu<br />
precizia 0,029 pentru măsurarea cantităţii de apă îndepărtate din material prin uscare.<br />
Pentru determinarea umidităţii cu ajutorul etuvelor sau aparatelor de condiţionare se<br />
procedează astfel:<br />
– se determină masa iniţială a epruvetei Mi;<br />
– se introduc epruvetele în aparatele de condiţionare sau etuve ce asigură uscare la<br />
105...110°C;<br />
– se efectuează cântăriri (din 15 în 15 min) până se ajunge la o masă constantă<br />
(când, între două cântăriri succesive, nu există diferenţe mai mari de 0,1% faţă de valoarea<br />
anterioară), înregistrându-se Mu;<br />
– se calculează umiditatea reală Ur:<br />
U<br />
r<br />
M − M<br />
=<br />
M<br />
i u<br />
Ca rezultat final se consideră media aritmetică a rezultatelor obţinute pe două din<br />
cele trei părţi ale probei, dacă diferenţele dintre acestea nu sunt mai mari de 0,5%. În cazul<br />
în care diferenţa dintre valorile obţinute pentru Ur sunt mai mari de 0,5% se execută încă o<br />
u<br />
100<br />
u
Controlul calităţii în tehnologia de prelucrare mecanică 655<br />
determinare pe cea de-a treia parte a probei, iar ca rezultat se ia media aritmetică a celor trei<br />
determinări efectuate.<br />
Masa comercială determinată poate să servească drept masă facturată sau poate fi<br />
comparată cu masa facturării în urma cântăririi întregului lot.<br />
Determinarea caracteristicilor fizico-mecanice. Mărimea celei de-a doua probe este<br />
determinată de mărimea lotului (tabelul <strong>IX.9.</strong>30).<br />
Mărimea probei pentru încercări fizico-mecanice<br />
Mărimea lotului<br />
kg<br />
Număr unităţi<br />
ambalaj<br />
Tabelul <strong>IX.9.</strong>30<br />
Număr formate<br />
fire simple fire răsucite<br />
< 5000 5 2 1<br />
5000÷10000 10 2 1<br />
10000÷15000 15 2 1<br />
> 15000 20 2 1<br />
Formatele se prelevează din unităţile de ambalaj în mod aleatoriu (din straturi şi<br />
locuri diferite). Apoi, formatele sunt grupate câte 5 sau 10 şi introduse în ambalaje etanşe.<br />
Din fiecare format se îndepărtează primii metri, după care se prelevează epruvetele pe care<br />
se efectuează încercările fizico-mecanice, în conformitate cu standardele.<br />
Dacă prin contract nu sunt prevăzute alte clauze, atunci când la una sau mai multe<br />
verificări, nu se obţin rezultate conform standardelor, verificarea se repetă pe un număr de<br />
formate egal cu cel luat iniţial din lot. Dacă şi în acest caz se obţin rezultate necorespunzătoare,<br />
lotul se respinge.<br />
Principalele verificări aplicate în cazul materiilor prime destinate produselor tricotate<br />
se referă la următoarele caracteristici:<br />
– fineţea firului [Nm] sau densitatea de lungime [tex, dtex], SR EN ISO 2060/97;<br />
– rezistenţa la rupere [cN] şi alungirea la rupere [%] STAS 7272-88, tenacitate [cN/tex]<br />
şi lungimea de rupere LR [km];<br />
– determinarea torsiunii [răsuciri/m] STAS 7273/84 şi a echilibrului torsional<br />
STAS 9139/7-79;<br />
– determinarea contracţiei la fierbere [%].<br />
Pentru firele vopsite şi aţa de cusut, sunt necesare următoarele verificări:<br />
– rezistenţa vopsirii la apă rece, transpiraţie, spălat, apă de mare, rezistenţa la călcat;<br />
– determinarea compoziţiei fibroase.<br />
Pentru materialele auxiliare folosite în confecţionarea produselor (nasturi, catarame,<br />
fermoare) se efectuează determinări privind rezistenţa la fierbere cu apă distilată, la fierbere<br />
cu solvenţi organici, la fierbere cu detergenţi, la călcat, spălat, rezistenţa la apă şi apă<br />
de mare. Aceste determinări se aplică diferenţiat, în funcţie de destinaţia produselor<br />
confecţionate din tricot.<br />
Modul de formare a epruvetelor precum şi modul de efectuare a încercărilor se<br />
prezintă în standardele de încercări, verificate şi avizate periodic. Rezultatele verificărilor<br />
sunt înscrise într-un buletin de analiză şi sunt prelucrate statistic.<br />
Pentru fiecare caracteristică de calitate determinată, interesează cel puţin două<br />
estimări ale parametrilor statistici, şi anume: media x şi coeficientul de variaţie Cv. Prin<br />
aceasta se pun în evidenţă cele două tendinţe ale valorilor (de grupare în jurul unui centru şi<br />
de împrăştiere sau variaţie faţă de acesta).
656<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Valorile obţinute prin prelucrarea statistică a datelor de sondaj obţinute pentru<br />
fiecare din caracteristicile analizate se compară atât cu datele înscrise pe fişa de însoţire a<br />
lotului de fire cât şi cu datele înscrise în norma de calitate corespunzătoare firului şi<br />
caracteristicii analizate.<br />
Normele referitoare la calitatea firelor pot fi standarde naţionale (STAS-uri) sau<br />
internaţionale (EN, ISO) precum şi norme interne (de întreprindere NI).<br />
Acestea conţin informaţii referitoare la condiţiile de încadrare a diferitelor tipuri de<br />
fire în clase de calitate (Extra, Cal I, Cal II) atât în privinţa valorilor medii şi a coeficientului<br />
de variaţie al unor caracteristici cât şi prin valorile neregularităţii Uster (U%), subţieri,<br />
îngroşări, nopeuri.<br />
Rezultatele obţinute la inspecţia materiilor prime în întreprinderea de tricotaje se<br />
compară cu:<br />
– datele obţinute la inspecţia finală în întreprinderile furnizoare;<br />
– datele înscrise în documentaţia referitoare la calitatea firelor (standarde naţionale<br />
şi internaţionale, norme interne).<br />
În cazul în care întreprinderile de tricotaje şi cele producătoare de materii prime îşi<br />
desfăşoară activitatea pe baza unor sisteme de Asigurare a Calităţii (SAC), una dintre<br />
inspecţii (cea iniţială, la beneficiar, sau cea finală, la furnizor) poate să dispară, deoarece<br />
relaţia furnizor-beneficiar se bazează pe încrederea că loturile aprovizionate au nivelul de<br />
calitate impus.<br />
În afara determinărilor ce pun în evidenţă caracteristicile fizico-mecanice ale firelor<br />
sunt necesare şi determinări ce pun în evidenţă comportarea materiilor prime şi materialelor<br />
la acţiunea factorilor implicaţi în procesul de finisare precum şi la utilizarea produselor<br />
finite.<br />
Determinarea caracteristicilor chimice. Rezistenţa vopsirilor (SR-ISO 105-A01/98)<br />
se verifică faţă de acţiunea diverşilor agenţi la care sunt supuse produsele în timpul utilizării.<br />
La determinarea rezistenţei vopsirii se folosesc epruvete compuse din proba analizată<br />
şi două ţesături etalon.<br />
Prin ţesătură etalon se înţelege o bucată de material nevopsit, dintr-un singur fel de<br />
fibră sau din mai multe tipuri de fibre, care serveşte la evaluarea cedării colorantului.<br />
După efectuarea determinării rezistenţei vopsirii în diferite medii se evaluează modificarea<br />
culorii epruvetei şi cedarea acesteia pe ţesăturile etalon, cu ajutorul scării de gri.<br />
Rezultatele obţinute în urma evaluării sunt comparate cu valorile impuse în normele<br />
specifice sau cu cele impuse de beneficiari şi înscrise în contractele comerciale.<br />
În multe situaţii evaluarea caracteristicilor fizico-mecanice şi chimice ale materiilor<br />
prime destinate tricotării nu este suficientă pentru aprecierea modului de comportare a<br />
acestora în procesul de tricotare precum şi a modului de prezentare a tricotului obţinut.<br />
De aceea, este indicată efectuarea unor probe (încercări) de prelucrabilitate, atât în<br />
cazul firelor noi cât şi al celor ce pot prezenta o serie de probleme.<br />
Probe de prelucrabilitate prin tricotare. Aceste probe se efectuează fie pe maşini de<br />
tricotat destinate pentru aceasta, fie în secţiile de producţie.<br />
După alimentarea maşinii cu fire şi după efectuarea reglajelor necesare maşina este<br />
pusă în funcţiune.<br />
În timpul funcţionării sunt înregistrate valorile parametrilor tehnologici şi posibilele<br />
perturbaţii: opriri accidentale, defectări sau dereglări.<br />
Tricotul obţinut este analizat în privinţa:<br />
– aspectului;<br />
– parametrilor de structură;<br />
– tipurilor de defecte.
Controlul calităţii în tehnologia de prelucrare mecanică 657<br />
Inspecţia materiilor prime şi materialelor are ca obiectiv final luarea unei decizii în<br />
privinţa lotului analizat. Deciziile posibile sunt:<br />
– acceptarea lotului;<br />
– respingerea lotului şi returnarea la furnizor;<br />
– efectuarea unor analize asupra calităţii, cu participare din partea furnizorilor;<br />
– purtarea unor negocieri cu furnizorii, în privinţa unor modificări la contractul iniţial;<br />
– efectuarea unor rapoarte de atenţionare adresate furnizorului, privind problemele<br />
datorate calităţii necorespunzătoare a materiilor prime şi materialelor.<br />
Trecerea de la inspecţia calităţii spre asigurarea calităţii presupune prezentarea<br />
influenţei exercitate de calitatea materiei prime asupra calităţii produsului şi procesului.<br />
Influenţa materiei prime în asigurarea calităţii produsului şi procesului. Între<br />
caracteristicile firului şi tricotului există o corespondenţă biunivocă.<br />
Abaterile semnificative ale caracteristicilor firelor faţă de condiţiile specificate<br />
reprezintă cauze generatoare de defecte ale tricotului (tabelul <strong>IX.9.</strong>31).<br />
Corespondenţa între defectele firului şi ale tricotului<br />
Tabelul <strong>IX.9.</strong>31<br />
Defecte ale firelor Efecte în tricotaje. Defecte în tricot<br />
Neuniformităţi pe porţiuni scurte<br />
(îngroşări, subţieri, scame sau<br />
impurităţi aderente)<br />
Rezistenţe şi alungiri la rupere<br />
scăzute, subţieri<br />
Neuniformităţi pe porţiuni lungi<br />
de culoare, fineţe, torsiune<br />
– variaţii ale tensiunii de alimentare<br />
– ochiuri neuniforme<br />
– striaţii (pe rând la tricotul din bătătură şi<br />
pe şir la tricotul din urzeală)<br />
– ochiuri rupte<br />
– găuri<br />
– zebrări<br />
Parafinare neuniformă – variaţia tensiunii în fir<br />
– ochiuri neuniforme<br />
– ochiuri scăpate<br />
Noduri mari sau capete de fir<br />
nelegate<br />
– ruperea firului pe traseu<br />
– posibilitatea ruperii acului<br />
– ochiuri scăpate, rupte<br />
Pilozitate excesivă a firului – eliberare de scamă la tricotare<br />
– aspect difuz al ochiurilor<br />
Necorelarea fineţii firului cu<br />
fineţea maşinii<br />
– ruperea acelor, opriri frecvente ale maşinii<br />
– grupuri de ochiuri scăpate, găuri<br />
Apariţia defectelor datorate firului este influenţată în mare măsură de nivelul tehnic<br />
al mecanismelor şi dispozitivelor maşinii.<br />
De exemplu, în cazul maşinilor circulare dotate cu dispozitive de conducere a firului<br />
(furnizoare cu rezervă de fir, instalaţii de uleiere precum şi instalaţii de ventilaţie şi absorbţie<br />
ale scamei şi prafului), riscul obţinerii defectelor scade, chiar şi în cazul prelucrării unor fire<br />
cu rezistenţă scăzută şi cu neuniformitate pronunţată.<br />
O primă condiţie care trebuie îndeplinită la alimentarea firelor pe o maşină este cea<br />
privind corespondenţa între fineţea firului şi a maşinii de tricotat.<br />
Cerinţe privind corespondenţa între fineţea firelor şi fineţea maşinilor de tricotat.<br />
Literatura de specialitate, pentru diferite tipuri de maşini şi de fire (bbc, lână, mătase),<br />
prezintă relaţii sau tabele de corespondenţă între fineţea firelor şi a maşinilor de tricotat.<br />
\<br />
\
658<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
La alegerea optimă a firelor trebuie să se ţină seama de următorii factori:<br />
– tipul maşinii (ecartamentul fonturilor), forma dinţilor de aruncare, forma cârligului<br />
acului (secţiunea tijei, distanţa între tija şi cârligul acului);<br />
– structura tricotului (cu cât numărul de sisteme/rând este mai mare, cu atât fineţea<br />
firelor va fi mai mare);<br />
– tipul firului (la firele mai voluminoase, fineţea trebuie să fie mai mare, pentru a se<br />
obţine acelaşi aspect al tricotului ca şi în cazul utilizării unor fire mai puţin voluminoase).<br />
<strong>IX.9.</strong>6.2. Controlul şi asigurarea calităţii în operaţiile de preparaţie<br />
a firelor pentru tricotare şi inspecţia formatelor obţinute<br />
Acest control are ca prim obiectiv stabilirea gradului în care procesul este capabil să<br />
producă formate de înfăşurare a firelor adecvate tricotării.<br />
Obiectivul poate fi atins prin:<br />
– verificarea periodică a parametrilor tehnologici (viteza şi tensiunea de înfăşurare);<br />
– verificarea modului de funcţionare a maşinilor şi înregistrarea opririlor pe cauze;<br />
– verificarea respectării graficului de curăţenie al secţiei;<br />
– verificarea funcţionării maşinilor după efectuarea reviziilor şi reparaţiilor curente<br />
şi capitale.<br />
Controlul are un important caracter preventiv, deoarece după aplicarea planificată a<br />
verificărilor sunt aplicate acţiuni ce urmăresc îndepărtarea factorilor perturbatori.<br />
Atât în timpul bobinării sau urzirii cât şi după acestea se realizează inspecţia<br />
formatelor (bobine, suluri de urzeală). Aceasta constituie o etapă de control interfazic prin<br />
care se evaluează în mod indirect calitatea procesului.<br />
Aspectul necorespunzător al formatelor precum şi defecte apărute permit stabilirea<br />
cauzelor generatoare precum şi unele acţiuni corective pentru reducerea acestora.<br />
Câteva defecte ale bobinelor şi acţiunile corective aplicate sunt prezentate în<br />
tabelul <strong>IX.9.</strong>32.<br />
Defectele bobinelor şi acţiunile corective<br />
Defectele bobinelor Acţiuni corective<br />
Tabelul <strong>IX.9.</strong>32<br />
– bobine care agaţă firul – ţevile defecte trebuie îndepărtate<br />
– bobine cu fire căzute la capăt – se verifică tamburul şănţuit (la antrenarea bobinei<br />
prin fricţiune) sau mecanismul conducătorului de fir<br />
(la antrenarea prin axul bobinei)<br />
– bobine cu noduri mari – se verifică reglarea dispozitivelor de curăţire<br />
– bobine cu spire căzute la ambele<br />
capete<br />
– se verifică starea dispozitivelor suport pentru bobine<br />
– bobinele nu au densitatea dorită – se verifică viteza şi tensiunea de înfăşurare<br />
– bobine deteriorate – se verifică modul de manipulare transport şi depozitare<br />
– bobine secţionale cu suprafaţă<br />
neuniformă<br />
– se verifică mecanismul de înfăşurare şi alimentarea firelor<br />
– bobine secţionale cu raport incorect<br />
de culoare, fineţe natură<br />
– se verifică modul de alimentare a firelor pe urzitor
Controlul calităţii în tehnologia de prelucrare mecanică 659<br />
Asupra bobinelor mai pot fi efectuate verificări privind modul de efectuare a<br />
parafinării sau uleierii.<br />
Inspecţia bobinelor se efectuează atât de operator (autocontrol) cât şi de controlor, în<br />
mod planificat sau după caz. Punctele de control pot fi rulante sau fixe. În urma inspecţiei,<br />
bobinele necorespunzătoare sunt îndepărtate din proces sau sunt supuse rebobinării.<br />
În cazul urzirii secţionale, bobinele necorespunzătoare constituie rebuturi.<br />
În etapa de preparaţie se realizează de obicei control prin sondaj. Doar în cazul unor<br />
fire deficitare sau cu preţ ridicat se realizează inspectarea tuturor bobinelor.<br />
<strong>IX.9.</strong>6.3. Controlul şi asigurarea calităţii în operaţia de tricotare<br />
şi inspecţia tricotului<br />
Controlul tricotării se realizează prin sondaj asupra parametrilor tehnologici, cu<br />
ajutorul unor aparate specifice.<br />
Cel mai important parametru de control al tricotării este lungimea de consum Lc care<br />
face legătura între parametrii tricotării şi parametrii de structură ai tricotului.<br />
Controlul procesului poate fi efectuat şi prin caracteristicile de noncalitate<br />
(defectările şi dereglările).<br />
În modul de reglare a parametrilor tehnologici intervin o serie de elemente de ordin<br />
subiectiv, şi anume: experienţa profesională şi intuiţia celui ce efectuează reglarea.<br />
De aceea, reglarea parametrilor tehnologici trebuie sa fie urmată de control efectuat<br />
cu aparate specifice (vitezometru textil, tensiometru textil, aparat pentru măsurarea lungimii<br />
de consum).<br />
Inspecţia tricotului se realizează atât asupra tricotului nefinisat cât şi asupra celui<br />
finisat.<br />
De exemplu, inspecţia tricotului nefinisat se realizează asupra întregii producţii (100%).<br />
Inspecţia tricotului metraj (din bătătură sau din urzeală) constă în observarea tricotului<br />
pe rampa de control. Tricotul se deplasează pe rampă în timp ce operatorul observă şi<br />
înregistrează defectele de diferite tipuri.<br />
În cazul folosirii metodei de analiză bazată pe gravitatea, mărimea şi frecvenţa<br />
defectelor, fiecărui tip de defect caracterizat prin cele trei criterii i se atribuie un număr de<br />
puncte.<br />
Raportând numărul total de puncte la masa tricotului, se obţine un coeficient al<br />
defectelor [puncte/kg] pe baza căruia tricotul respectiv poate fi încadrat într-o anumită clasă<br />
de calitate (I, II, III). În funcţie de cauzele defectelor (materia primă, maşina, muncitori) pot<br />
fi calculaţi coeficienţii parţiali, ce servesc la penalizarea celor consideraţi răspunzători<br />
(controlori de calitate, operatori, personal de întreţinere).<br />
În funcţie de clasa de calitate în care este încadrat, tricotul poate fi orientat în mod<br />
eficient în operaţiile ulterioare tricotării (finisare, croire, confecţionare).<br />
Pentru tricoturile sub formă de panouri, detalii conturate sau croite, inspecţia se<br />
efectuează pe mesele de control amplasate în cadrul secţiilor sau în locuri special amenajate.<br />
La amplasarea meselor sau a rampelor de control trebuie să fie îndeplinite următoarele<br />
condiţii:<br />
– examinarea tricoturilor se face la lumină difuză;<br />
– departe de surse de zgomot, trepidaţii, praf sau scamă;<br />
– temperatura şi umiditatea trebuie să fie în conformitate cu standardele;<br />
– accesul la instrumente de măsură şi control, fişe de înregistrare şi punctare a<br />
defectelor, norme de calitate trebuie să fie asigurat.
660<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
La inspecţia tricoturilor, în afara defectelor se verifică şi o serie de caracteristici<br />
numerice şi atributive, ca de exemplu: dimensiunile tricoturilor (lungimea, lăţimea),<br />
parametrii de structură (Do, Dv), raportul legăturii, raportul de desen, culoarea, aspectul etc.<br />
Pe baza acestor evaluări pot fi efectuate, atunci când este cazul, corecţii asupra<br />
reglării, programării maşinii, asupra alimentării cu fire sau pot fi determinaţi indicatorii<br />
calităţii tricotului obţinut.<br />
Se poate spune că, în afara rolului de a determina starea tricotului după tricotare sau<br />
după finisare, această inspecţie trebuie să aibă şi un pronunţat caracter preventiv, materializat<br />
prin:<br />
– orientarea tricoturilor în operaţiile ulterioare astfel încât defectele apărute să nu se<br />
agraveze, iar unele să poată fi atenuate sau eliminate;<br />
– informaţiile obţinute să se reîntoarcă în procesul tehnologic pentru aplicarea unor<br />
acţiuni corective eficiente;<br />
– pierderile datorate lipsei calităţii să fie diminuate sau recuperate.<br />
O primă condiţie care trebuie îndeplinită la alimentarea firelor pe o maşină este cea<br />
privind corespondenţa între fineţea firului şi a maşinii de tricotat.<br />
<strong>IX.9.</strong>6.4. Cerinţele impuse maşinilor de tricotat pentru<br />
asigurarea calităţii<br />
Pentru ca o maşină să-şi poată îndeplini funcţiile pentru care a fost creată şi riscul de<br />
apariţie a defectelor să scadă, este necesară îndeplinirea următoarelor cerinţe:<br />
– maşinile se vor aşeza pe podele orizontale în vederea reducerii riscului de apariţie<br />
a vibraţiilor;<br />
– formatele de alimentare vor fi corect poziţionate, astfel încât firele să se desprindă<br />
uşor, fără frecare mare;<br />
– traseul firului trebuie să fie cât mai simplu, fără deviaţii suplimentare care determină<br />
creşterea tensiunii în fire;<br />
– ghidajele şi dispozitivele de conducere ale firului trebuie să prezinte suprafaţa<br />
perfect netedă, pentru a nu produce agăţarea sau ruperea firului;<br />
– parametrii tehnologici de intrare în proces (va, ta) se vor corela cu cei din cadrul<br />
procesului (X, E) precum şi cu cei de ieşire din proces (vt, tt), încât să nu apară creşteri sau<br />
scăderi mari de tensiune în fir şi tricot;<br />
– înlocuirea acelor şi a altor organe se va realiza spre sfârşitul perioadei de bună<br />
perfecţionare şi nu în cea de uzură fizică;<br />
– curăţirea maşinii şi operaţiile de mentenanţă se vor realiza planificat şi în condiţiile<br />
prestabilite.<br />
Reglarea maşinilor – cerinţă importantă pentru asigurarea calităţii tricotului.<br />
Reglarea corectă şi precisă a unei maşini de tricotat constituie o condiţie esenţială pentru<br />
realizarea unor tricoturi cu caracteristici prestabilite şi de mare uniformitate.<br />
Nivelul de calitate al unei maşini se apreciază în primul rând prin gradul în care este<br />
îndeplinită funcţia de capabilitate exprimată prin capacitate de reglare şi precizia reglării.<br />
Funcţia de capabilitate este exprimată prin parametrii tehnologici şi funcţionali ai<br />
maşinii de tricotat (tabelul <strong>IX.9.</strong>33).<br />
Reglarea şi controlul reglării se succed în cadrul operaţiilor procesului conform<br />
schemei din figura <strong>IX.9.</strong>15.
Controlul calităţii în tehnologia de prelucrare mecanică 661<br />
Caracteristicile de calitate ale maşinii de tricotat<br />
Tabelul <strong>IX.9.</strong>33<br />
Caracteristici reglabile (variabile) Caracteristici tehnice<br />
Parametrii funcţionali Parametrii tehnologici<br />
Reglabili în scopul asigurării<br />
condiţiilor optime pentru<br />
tricotare.<br />
Exemple:<br />
– tensiunea de alimentare ta [cN]<br />
– tensiunea de tragere tt [cN]<br />
– viteza de tricotare v [m/s]<br />
– n [rot/min];<br />
– n [dep/min];<br />
– poziţiile relative ale unor<br />
organe ale maşinii<br />
Reglabili în scopul obţinerii unor<br />
tricoturi cu valori prestabilite ale<br />
parametrilor de structură<br />
Exemple:<br />
– viteza de alimentare va [m/min]<br />
– viteza de tragere vt [m/min]<br />
– adâncimea de buclare x [min]<br />
– ecartamentul fonturilor E [mm]<br />
Reglare iniţială a parametrilor<br />
funcţionali şi tehnologici<br />
Fig. <strong>IX.9.</strong>15. Etapele reglării în cadrul procesului de tricotare.<br />
– număr de sisteme S<br />
– fineţea maşinii k<br />
[nr. ace/inch]<br />
– diametrul fonturilor<br />
D [inch, mm]<br />
– lăţimea fonturii LF [inch, cm]<br />
– număr de ace Na<br />
– nr. ace/diametre [ace/inch]<br />
Reglare corectă Controlul reglării iniţiale<br />
Reglare incorectă<br />
Controlul curent<br />
al reglării<br />
Procesul este<br />
stabil ca reglare<br />
Procesul<br />
continuă<br />
Procesul este<br />
instabil ca reglare<br />
Procesul este oprit în<br />
vederea corecţiei reglării<br />
Corecţia reglării<br />
iniţiale<br />
În figură se poate observa că fiecare etapă de reglare trebuie urmată de controlul<br />
reglării, realizat cu aparate specifice diferiţilor parametri.<br />
Prin reglare trebuie să se realizeze corespondenţa între valorile parametrilor tehnologici<br />
şi funcţionali şi valorile prestabilite ale parametrilor de structură în condiţiile impuse<br />
privind nivelul de calitate şi eficienţa economică.
662<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Pentru o calitate bună a reglării parametrilor trebuie îndeplinite următoarele<br />
condiţii:<br />
– firele trebuie să prezinte o tensiune cât mai mică în zona de tricotare (în domeniul<br />
solicitărilor elastice ale firului);<br />
– tensiunea de tragere trebuie să aibă valori cât mai mici şi să se distribuie uniform<br />
asupra ochiurilor nou formate;<br />
– la maşinile circulare cu două fonturi este indicat ca modificarea compactităţii<br />
tricotului să fie realizată prin reglare generală (modificarea ecartamentului), şi nu prin<br />
reglare individuală.<br />
O serie de defecte ale tricotului sunt datorate reglării incorecte a maşinilor precum şi<br />
defectărilor sau dereglării acesteia.<br />
Defectările reprezintă nerealizarea parţială sau totală a funcţiilor maşinii, iar<br />
dereglările, apariţia unor abateri semnificative ale valorilor parametrilor tehnologici sau<br />
funcţionali, ca urmare a unei stări critice accidentale sau a instalării uzurii unor mecanisme<br />
sau a dispozitivelor de reglare.<br />
În tabelul <strong>IX.9.</strong>34 se prezintă corespondenţa dintre defectările/dereglările maşinii şi<br />
defectele tricotului.<br />
Corespondenţa defectare sau dereglare a maşinii - defecte în tricot<br />
Defectare sau dereglare a maşinii Defecte ale tricotului<br />
Tabelul <strong>IX.9.</strong>34<br />
Ruperea cârligului sau capului acului – ochi scăpat<br />
– şir lipsă<br />
Îndoirea laterală a tijei sau capului acului – şiruri neuniforme<br />
Îndoire în faţă a capului acului – ochi scăpat<br />
– şir lipsă<br />
Blocarea limbii sub cârligul acului – ochi rupt<br />
– găuri prin ruperea firului<br />
Ruperea limbii acului sau deviere laterală a<br />
limbii sau cârligului<br />
– găuri prin acumulare de bucle<br />
Joc în articulaţia limbii acului – şiruri cu bucle accidentale<br />
Ruperea călcâiului acului – gaură prin ruperea firului din ochi<br />
Cote dimensionale diferite ale acelor – ochiuri neuniforme<br />
Deviaţia laterală a platinelor – şiruri neuniforme<br />
Deplasare dificilă a acului în canal – ochiuri rupte<br />
– şiruri neuniforme<br />
Conducătorul de fir nu este reglat<br />
corespunzător<br />
– ochiuri aruncate în gol<br />
Conducătoarele de fir sau organele de lucru – ochiuri scămoşate<br />
au suprafaţa neuniformă<br />
– ochiuri rupte<br />
Reglare incorectă a parametrilor<br />
– abateri semnificative ale valorilor parametrilor de<br />
tehnologici dar corelarea acestora<br />
structură faţă de specificaţii<br />
Necorelarea parametrilor tehnologici sau<br />
apariţia dereglărilor<br />
– aglomerarea ochiurilor pe ace prin neexecutarea<br />
aruncării<br />
– căderea parţială sau totală a tricotului de pe ace<br />
prin ruperea firului<br />
– apariţia ochiurilor rupte prin supratensionarea<br />
tricotului.
Controlul calităţii în tehnologia de prelucrare mecanică 663<br />
<strong>IX.9.</strong>6.5. Influenţa personalului de deservire şi întreţinere<br />
în asigurarea calităţii<br />
În industria de tricotaje, influenţa personalului de deservire şi întreţinere asupra<br />
calităţii tricotului se exercită mai ales în mod indirect, prin intermediul maşinii de<br />
tricotat.<br />
Influenţa personalului de deservire se realizează printr-o serie de activităţi, şi<br />
anume:<br />
– verificarea organelor de lucru şi schimbarea celor defecte;<br />
– curăţirea maşinii;<br />
– supravegherea maşinii în timpul funcţionării;<br />
– intervenţii în cazul opririlor automate, ca urmare a apariţiei unor defectări ale<br />
organelor de lucru sau a unor defecte ale tricotului;<br />
– oprirea maşinii pentru remedieri, în cazul unor defecte nesesizate automat.<br />
Personalul de întreţinere influenţează calitatea tricotului prin:<br />
– calitatea reglajelor;<br />
– calitatea remedierilor şi reparaţiilor;<br />
– ungerea maşinii (în cazul în care se efectuează automat).<br />
Principalele condiţii ce trebuie create la locul de muncă în vederea asigurării calităţii<br />
sunt sintetizate prin metoda celor „5S” (în limba japoneză) – tabelul <strong>IX.9.</strong>35.<br />
În limba japoneză<br />
Metoda „5S”<br />
Tabelul <strong>IX.9.</strong>35<br />
Regulile pentru asigurarea calităţii la locul<br />
de muncă<br />
SEIKI → Eliminarea obiectelor inutile<br />
SEITON → Amplasarea în ordine a tuturor obiectelor utile<br />
SEISO → Menţinerea curăţeniei la locul de muncă<br />
SEIKETSU → Vizibilitatea normelor de lucru<br />
SHITSUKE → Respectarea regulilor de lucru<br />
Influenţele exercitate de personal pot fi atât de natură obiectivă cât şi subiectivă.<br />
Influenţele obiective sunt determinate de:<br />
– nivelul de pregătire profesională;<br />
– gradul de dotare a locului de muncă;<br />
– modul de organizare şi de transmitere a informaţiilor.<br />
Influenţele de natură subiectivă sunt determinate de:<br />
– starea de sănătate;<br />
– abilităţile fizice şi intelectuale;<br />
– motivarea materială şi morală;<br />
– condiţiile de mediu în care se desfăşoară activitatea;<br />
– relaţiile interpersonale pe scară ierarhică şi la acelaşi nivel.<br />
Exemple de defecte ale tricotului ce au ca principală sursă factorul uman implicat în<br />
procesul de tricotare se prezintă în tabelul <strong>IX.9.</strong>36.
664<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Defecte ale tricotului determinate de personalul de deservire şi întreţinere<br />
Condiţii generatoare de defecte Defecte<br />
Nerespectarea programului de<br />
curăţire<br />
Tabelul <strong>IX.9.</strong>36<br />
– striaţii, ochiuri rupte, şiruri lipsă, puncte uleiate datorate<br />
scamei şi uleiului depus pe maşină<br />
Ungere realizată necorespunzător – dungi transversale, longitudinale şi pete uleiate<br />
Lipsa de atenţie în supravegherea<br />
maşinii<br />
Reglare incorectă a parametrilor<br />
tehnologici faţă de specificaţii<br />
Remedieri sau reparaţii<br />
nerealizate la timp<br />
– şiruri lipsă de dimensiuni mari<br />
– zebrări datorate firelor pe porţiuni mari<br />
– dungi datorate ruperii unui fir la alimentarea în paralel a<br />
firelor<br />
– zebrări datorate dereglării unor sisteme<br />
– modificări semnificative ale raportului de legătură sau<br />
desen<br />
– abateri semnificative ale caracteristicilor tricotului (desime,<br />
masă etc.)<br />
– defecte de dimensiuni mari (şiruri lipsă, găuri, rânduri<br />
aruncate în gol, şiruri neuniforme, şiruri cu ochiuri duble<br />
etc.)<br />
<strong>IX.9.</strong>6.6. Influenţa mediului ambiant în asigurarea calităţii<br />
Mediul ambiant, prin factorii săi (temperatură, umiditate, lumină, grad de poluare<br />
a aerului etc.), exercită asupra calităţii tricotului o influenţă indirectă, prin intermediul<br />
maşinii şi al personalului productiv.<br />
Încăperile în care sunt amplasate maşinile trebuie să prezinte instalaţii de aer<br />
condiţionat. Se recomandă ca umiditatea relativă să fie de 55%±10% la o temperatură de<br />
(25±3)°C. Aceasta corespunde unei umidităţi relative de ~65% la o temperatură de 22°C<br />
sau de 72% la o temperatură de 20°C.<br />
De asemenea, atât halele de producţie cât şi maşinile trebuie să fie prevăzute cu<br />
instalaţii de ventilaţie şi absorbţie ale scamei şi prafului. Scama şi praful degajate în<br />
timpul tricotării determină apariţia unui număr mare de defectări ale maşinii sau defecte<br />
ale tricotului.<br />
Prin absorbţia scamei se realizează:<br />
– îmbunătăţirea condiţiilor de lucru;<br />
– reducerea frecvenţei opririlor maşinilor datorate depunerilor de scamă;<br />
– eliminarea înfundării cu scamă a instalaţiilor de condiţionare;<br />
– reducerea numărului de defecte datorate depunerilor de scamă pe fir, tricot sau<br />
organele de formare a ochiurilor.<br />
În scopul eliminării transferului de scamă de la o maşină la alta precum şi pentru<br />
protejarea maşinilor aflate temporar în rezervă este recomandată utilizarea camerelor<br />
izolatoare prevăzute cu instalaţii proprii de purificare şi umidificare a aerului.<br />
Mediul ambiant în care se desfăşoară activitatea de producţie are o influenţă deosebită<br />
asupra calităţii muncii prestate. În acest sens, designul încăperilor şi al maşinilor, precum şi<br />
iluminatul au un rol deosebit.
Controlul calităţii în tehnologia de prelucrare mecanică 665<br />
<strong>IX.9.</strong>6.7. Controlul şi asigurarea calităţii în finisarea tricoturilor<br />
Finisarea tricoturilor se realizează diferenţiat, în funcţie de: forma tricotului, natura<br />
materiei prime, destinaţia tricotului. Astfel, în cazul tricoturilor metraj, la care finisarea se<br />
realizează prin tratamente chimice (vopsire, albire, imprimare), umidotermice (calandrare),<br />
termice (uscare, termofixare) sau mecanice (scămoşare), controlul prezintă o arie mai largă<br />
faţă de cazul tricoturilor la care finisarea se realizează prin tratament higrotermic şi presare.<br />
Controlul aplicat cuprinde:<br />
– modul de respectare a parametrilor tehnologici;<br />
– respectarea reţetelor de vopsire sau albire;<br />
– verificarea abaterilor dimensionale după fiecare etapă de finisare;<br />
– analiza şi controlul defectelor de finisare.<br />
Printre defectele ce au ca principală sursă procesul de finisare sunt cele prezentate în<br />
tabelul <strong>IX.9.</strong>37.<br />
Faza tehnologică în care se<br />
produce defectul<br />
Defecte de finisare<br />
Defecte de finisare<br />
Tabelul <strong>IX.9.</strong>37<br />
Vopsire, albire – rezistenţă scăzută a vopsirii la spălare, călcare, frecare<br />
– ochiuri rupte prin reducerea rezistenţei firului la finisare<br />
– vopsire neuniformă<br />
– vopsire în nuanţe diferite faţă de cartela de culoare<br />
Spălare – tricot murdar sau pătat<br />
Calandrare (pentru tricot<br />
tubular)<br />
Tratament umidotermic la<br />
prese (pentru tricot de<br />
formă plană)<br />
– tricot cu lăţime variabilă<br />
– margini ondulate<br />
– şiruri înclinate<br />
– tricot şifonat<br />
– tricot deformat<br />
– margini rulate<br />
– suprafaţă şifonată<br />
– tricot degradat parţial sau total.<br />
În condiţiile în care sunt finisate cantităţi mari de tricot (de exemplu, la tricoturile<br />
metraj), pierderile datorate defectelor noi sau agravării celor anterioare sunt mari. Uneori,<br />
aceste defecte duc la pierderi de tricot (găuri mari, tricot degradat parţial sau total) sau, în<br />
cazul celor remediabile, la cheltuieli suplimentare şi la creşterea riscului de apariţie a unor<br />
noi defecte.<br />
spre:<br />
<strong>IX.9.</strong>7. Controlul şi asigurarea calităţii în firmele de confecţii<br />
În firmele de confecţii din ţesături ca şi în firmele de tricotaje, controlul este orientat<br />
• controlul specificaţiilor (documentaţiei);<br />
• controlul procesului;<br />
• controlul produsului.
666<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Organizarea controlului se referă la :<br />
– stabilirea punctelor de control;<br />
– stabilirea frecvenţei controlului;<br />
– dotarea tehnică a punctelor de control;<br />
– stabilirea tehnologiilor de control;<br />
– pregătirea forţei de muncă.<br />
Punctele de control din firmele de confecţii sunt plasate fie în cadrul unei etape<br />
importante pentru realizarea produsului, într-un spaţiu special amenajat (laborator, secţie<br />
de producţie) unde se face verificarea unuia sau mai multor caracteristici, fie în cadrul<br />
atelierelor de proiectare şi întocmire a documentaţiei tehnice<br />
Frecvenţa controlului se stabileşte în funcţie de o serie de elemente, şi anume :<br />
gradul de severitate impus de beneficiar, complexitatea produselor, mărimea comenzilor şi<br />
numărul persoanelor implicate în control.<br />
Dotarea punctelor de control trebuie să asigure atât mijloacele tehnice adecvate cât<br />
şi documentaţia tehnică necesară (comercială, tehnică, de control).<br />
Documentaţia comercială trebuie să reflecte cerinţele beneficiarilor referitoare la<br />
calitate, costuri, termene de livrare. Astfel, ea conţine: mostra omologată, mostre de materiale,<br />
date privind condiţiile de întreţinere, contractul comercial.<br />
Documentaţia tehnică necesară controlului cuprinde : modelul etalon, şabloane de<br />
control, cartela de materiale şi accesorii, cartela de asortare, cartele ce cuprind condiţiile de<br />
etichetare, documente de control.<br />
Documentaţia de control trebuie să conţină următoarele informaţii: denumirea<br />
punctului de control, denumirea fazei tehnologice sau netehnologice la care se referă<br />
controlul, caracteristicile sau parametrii ce fac obiectul controlului. În cazul în care se<br />
verifică şi prezenţa defectelor, acestea sunt descrise şi sunt precizate cauzele şi remedierile<br />
posibile.<br />
Tehnologiile de control prezintă toate etapele de control produs şi proces plasate în<br />
cadrul procesului de fabricaţie.<br />
Personalul ce efectuează controlul calităţii trebuie să corespundă atât ca stare de<br />
sănătate cât şi ca nivel de pregătire profesională.<br />
Acesta trebuie să aibă cunoştinţe în domeniul de specialitate şi, în plus, cunoştinţe în<br />
domeniul calităţii. Pe de altă parte, aceste persoane trebuie sa fie oneste şi integre, pentru a<br />
efectua o apreciere cât mai obiectivă a calităţii produselor sau proceselor controlate.<br />
Tehnologiile de control în firmele de confecţii. Etapele principale în care se<br />
efectuează controlul calităţii în firmele de confecţii se prezintă în tabelul <strong>IX.9.</strong>38.<br />
Punct de<br />
control<br />
Inspecţia<br />
materiilor<br />
prime şi<br />
materialelor<br />
Principalele etape de control în firmele de confecţii<br />
Care este obiectivul<br />
controlului ?<br />
Cum se<br />
controlează?<br />
Cine<br />
controlează ?<br />
Tabelul <strong>IX.9.</strong>38<br />
Cu ce se<br />
controlează ?<br />
1 2 3 4 5<br />
Inspecţia materiilor<br />
prime şi materialelor<br />
Determinări de<br />
laborator ale unor<br />
caracteristici<br />
Control<br />
specializat<br />
Control<br />
specializat<br />
Controlorii Vizual, măsurare<br />
Rampe şi mese<br />
de control<br />
Măsurare<br />
Aparate de<br />
măsură şi control
Proiectarea<br />
constructivă şi<br />
tehnologică<br />
Controlul calităţii în tehnologia de prelucrare mecanică 667<br />
Tabelul <strong>IX.9.</strong>38 (continuare)<br />
1 2 3 4 5<br />
Verificarea<br />
documentaţiei de<br />
proiectare<br />
Verificarea seriei zero Autocontrol<br />
Control<br />
specializat<br />
Şablonarea Verificarea calităţii<br />
încadrării<br />
Şpănuirea Verificarea calităţii<br />
şpănuirii<br />
Croirea Verificarea calităţii<br />
tăierii reperelor după<br />
contur şi marcarea<br />
semnelor<br />
Corectarea şi<br />
sortarea<br />
reperelor<br />
Coaserea şi<br />
finisarea<br />
produsului<br />
Sortarea<br />
produselor<br />
finite<br />
Verificare individuală a<br />
reperelor croite, măsurarea<br />
dimensiunilor,<br />
verificarea simetriei,<br />
semnalarea reperelor<br />
lipsă etc.<br />
Verificarea alimentării<br />
locurilor de muncă<br />
Verificarea calităţii<br />
execuţiei<br />
Verificarea asortării<br />
reperelor componente<br />
Autocontrol Executanţii<br />
Inginerii<br />
Autocontrol<br />
Control<br />
ierarhic<br />
Autocontrol<br />
Control<br />
ierarhic<br />
Autocontrol<br />
Control<br />
ierarhic<br />
Executanţii<br />
Controlorii<br />
Executanţii<br />
Conducătorul<br />
formaţiei<br />
Executanţii<br />
Conducătorul<br />
formaţiei<br />
Executanţii<br />
Conducătorul<br />
formaţiei<br />
Vizual, măsurare<br />
Metru, şabloane<br />
originale<br />
Vizual, măsurare<br />
Şabloane, metru<br />
Vizual<br />
Şabloane, schiţa<br />
de încadrare<br />
Vizual<br />
Şabloane<br />
Vizual<br />
Şabloane de<br />
control<br />
Autocontrol Executanţii Vizual<br />
Şabloane de<br />
control<br />
Autocontrol<br />
Control<br />
ierarhic<br />
Autocontrol<br />
Control la<br />
operaţia<br />
anterioară<br />
Control<br />
ierarhic<br />
Autocontrol<br />
Control<br />
ierarhic<br />
Inspecţii intermediare Control<br />
interfazic de<br />
specialitate<br />
Inspecţia produsului<br />
după finisare<br />
Controlul parametrilor<br />
de coasere<br />
Verificarea sortării pe<br />
mărimi, verificarea<br />
calităţii etichetării şi<br />
ambalări<br />
Control final<br />
de specialitate<br />
Control<br />
tehnic<br />
Autocontrol<br />
Control<br />
ierarhic<br />
Executanţii<br />
Conducătorul<br />
formaţiei<br />
Executanţii<br />
Executanţii<br />
Conducătorul<br />
formaţiei<br />
Executanţii<br />
Conducătorul<br />
formaţiei<br />
Vizual<br />
Vizual<br />
Vizual<br />
Controlorii Vizual, măsurare<br />
Controlorii Vizual, măsurare<br />
Personalul<br />
tehnic auxiliar<br />
Executanţii<br />
Conducătorul<br />
formaţiei de<br />
lucru<br />
Vizual, măsurare<br />
Vizual<br />
Vizual, măsurare
668<br />
Transportul<br />
intern şi<br />
depozitarea<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Tabelul <strong>IX.9.</strong>38 (continuare)<br />
1 2 3 4 5<br />
Verificarea transportului,<br />
a modului de<br />
formare a loturilor<br />
comerciale şi a<br />
expediţiei<br />
Autoinspecţia<br />
(controlul loturilor<br />
comerciale)<br />
Autocontrol<br />
Control<br />
ierarhic<br />
Control<br />
specializat<br />
Executanţii<br />
Conducătorul<br />
formaţiei<br />
Controlorii<br />
Reprezentanţii<br />
firmelor<br />
<strong>IX.9.</strong>7.1. Inspecţia materiilor prime în firmele de confecţii<br />
Vizual<br />
Vizual, măsurare<br />
Înainte de intrarea în fabricaţie trebuie să existe certitudinea că toate materialele<br />
îndeplinesc cerinţele de conformanţă.<br />
În industria de confecţii românească inspecţia iniţială a materiilor prime se realizează<br />
în mai multe moduri.<br />
La materialele textile indigene, destinate îmbrăcămintei pentru piaţa internă,<br />
verificarea se realizează conform standardelor româneşti, ca de exemplu :<br />
STAS 10615/76 – pentru materiale tip bumbac;<br />
STAS 19550/76 – pentru ţesături tip lână;<br />
STAS 10698/76 – pentru ţesături tip mătase;<br />
STAS 7354/76 – pentru ţesături din fibre liberiene.<br />
La acestea se mai adaugă o serie de standarde de verificare a calităţii loturilor de<br />
ţesături, de marcare, de ambalare, de transport şi de depozitare.<br />
În cazul în care produsele sunt realizate din materii prime indigene, dar produsele<br />
sunt destinate pentru export, verificarea ţesăturilor se poate face atât după standardele<br />
româneşti cât şi după mostrele omologate de client.<br />
Atunci când ţesăturile sau alte materiale provin din import, furnizorul acestora fiind<br />
în acelaşi timp şi clientul, verificarea se face doar prin sondaj, în vederea determinării unui<br />
număr redus de caracteristici (modificările dimensionale la tratamentele umidotermice,<br />
rezistenţa vopsirii etc.). Prin verificările efectuate se urmăreşte depistarea unor defecte<br />
ascunse care ar putea apărea în timpul prelucrării produsului, sau în utilizare.<br />
Apariţia în industria de confecţii a sistemului „lohn” a dus la reducerea sau chiar<br />
dispariţia etapei de verificare a materiilor prime înainte de intrarea acestora în fabricaţie.<br />
Aceasta poate constitui un avantaj în sensul reducerii unor cheltuieli şi scurtării timpului de<br />
pregătire pentru începerea fabricaţiei, dar, pe de altă parte, creşte riscul apariţiei unor<br />
defecte în timpul procesului de prelucrare.<br />
În majoritatea firmelor de confecţii, chiar şi acolo unde se face inspecţia materiilor<br />
prime, verificările efectuate au mai ales un caracter de conformanţă, urmărindu-se corespondenţa<br />
între rezultatele evaluării experimentale şi datele înscrise în documentele de<br />
referinţă (norme, contracte comerciale, buletine de analiză ale firmei furnizoare).<br />
În foarte puţine cazuri, verificările privind calitatea ţesăturilor se fac diferenţiat în funcţie<br />
de particularităţile ţesăturii, ale modelului ce urmează a fi executat sau al destinaţiei produsului<br />
Foarte rar se testează capacitatea de confecţionare (cofecţionabilitatea), capacitatea<br />
de formare spaţială (formabilitatea) sau capacitatea de deformare în timp (deformabilitatea)<br />
a materialelor ce urmează a fi confecţionate.
Controlul calităţii în tehnologia de prelucrare mecanică 669<br />
Indiferent de tipul producţiei realizate, este obligatorie efectuarea următoarelor<br />
determinări sau încercări :<br />
– verificarea aspectului şi nuanţei în urma operaţiei de termolipire;<br />
– determinarea stabilităţii dimensionale la spălare şi călcare;<br />
– verificarea rezistenţei vopsirii.<br />
Este important de precizat că verificările ce se efectuează asupra materiilor prime şi<br />
materialelor trebuie să scoată în evidenţă acele vicii ascunse care pot determina apariţia<br />
unor defecte grave.<br />
<strong>IX.9.</strong>7.2. Asigurarea calităţii în etapa de proiectare constructivă<br />
şi tehnologică<br />
Verificarea documentaţiei de proiectare. Indiferent de tipul producţiei realizate, atât<br />
documentaţia de produs cât şi cea de proces trebuie să fie verificate.<br />
Documentaţia tehnică (de produs) trebuie să asigure calitatea produsului prin<br />
următoarele caracteristici :<br />
– să fie completă (să conţină toate documentele necesare : schiţa de produs, tiparele,<br />
fişa de gradare, cartele de asortare, schiţa de încadrare, produsul etalon, fişe tehnice, mostre<br />
de referinţă);<br />
– să fie corectă, în sensul respectării procedurilor de realizare şi în privinţa<br />
conţinutului informaţiilor furnizate.<br />
Documentaţia tehnologică (de proces), pentru a fi completă, trebuie să conţină<br />
informaţii referitoare la: fluxul tehnologic, etapele tehnologice şi netehnologice, condiţiile<br />
în care trebuie să fie executate acestea, utilajele necesare, dispozitivele utilizate pentru<br />
creşterea productivităţii şi pentru asigurarea calităţii.<br />
Verificarea seriei zero. Verificarea calităţii seriei zero are drept scop evidenţierea<br />
unor posibile defecte structurale şi tehnologice ale produselor înaintea lansării în producţia<br />
de serie.<br />
Defectele structurale pot fi observate prin efectuarea unor probe de îmbrăcare pe<br />
corpuri tip sau pe machete ale acestora.<br />
Defectele tehnologice pot fi puse în evidenţă în timpul prelucrărilor tehnologice sau<br />
prin apariţia unor modificări semnificative ale caracteristicilor produsului, ca urmare a unor<br />
dereglări ale procesului.<br />
Printre defectele structurale pot fi: rularea contururilor terminale sau ale unor elemente<br />
mici, apariţia unor cute, modificarea poziţiei de echilibru a produsului îmbrăcat etc.<br />
În figura <strong>IX.9.</strong>16 sunt schiţate câteva dintre defectele structurale ce pot apărea mai<br />
ales la îmbrăcarea produsului pe manechine sau în timpul purtării produsului (probe de<br />
purtare).<br />
<strong>IX.9.</strong>7.3. Controlul şi asigurarea calităţii operaţiei de încadrare<br />
(şablonare)<br />
Controlul încadrării se efectuează de către cei care execută această operaţie<br />
(autocontrol) şi prin sondaj de către conducătorul formaţiei de lucru (control ierarhic).<br />
Aceştia urmăresc şi verifică următoarele elemente:<br />
– încadrarea tuturor reperelor componente ale produsului pe suprafaţa şpanului;
670<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
– verificarea înscrierii pe fiecare reper a elementelor de identificare ( mărime, talie);<br />
– plasarea reperelor în mod corect, fără suprapuneri;<br />
– integritatea conturului trasat şi a marcajelor de poziţionare;<br />
– respectarea firului de urzeală pentru fiecare reper.<br />
Fig. <strong>IX.9.</strong>16. Defecte ascunse, manifestate la îmbrăcarea sau purtarea produsului:<br />
a – guler asimetric; b – buzunar nealiniat; c – cusătură la pantalon asimetrică; d – ridicarea<br />
produsului în faţă sau în spate; e – linia tivului inegală; f – asimetrie la spate; g – suprapunere<br />
(” foarfece”) în faţă sau spate; h – denivelare la şliţ; i – încreţire la linia de asamblare<br />
a gulerului; j – mânecă poziţionată incorect; k – încreţire la partea inferioară a şliţului;<br />
l – butoniere nealiniate.<br />
<strong>IX.9.</strong>7.4. Controlul şi asigurarea calităţii şpănuirii<br />
La şpănuire se verifică următoarele:<br />
– lăţimea şi lungimea şpanului;<br />
– alinierea pe verticală a foilor de şpan pe una dintre laturi.<br />
– aspectul suprafeţei foilor de şpan (depunerea sub tensiune constantă );<br />
– fixarea foilor de şpan prin punctare, vacuumare sau cu cleme;<br />
– calitatea fiecărui strat de material.<br />
Pe baza observaţiilor efectuate se stabileşte dacă şpanurile obţinute sunt în concordanţă<br />
cu normele în privinţa numărului de foi, a lăţimii minime a foilor şi a lungimii şpanului.
Controlul calităţii în tehnologia de prelucrare mecanică 671<br />
La depunerea succesivă a foilor se urmăreşte prezenţa unor posibile defecte. Pe baza<br />
observării acestora se poate lua decizia privind îndepărtarea sau nu a porţiunilor cu defecte.<br />
La maşinile de şpănuit automate există posibilitatea vizualizării poziţiei defectelor în raport<br />
cu încadrarea detaliilor, măsurile privind îndepărtarea porţiunilor cu defecte fiind luate în<br />
consecinţă.<br />
Verificarea calităţii şpănuirii şi a şpanului obţinut se face de către executanţi, prin<br />
autocontrol, şi prin sondaj, de către conducătorul formaţiei de lucru (control ierarhic).<br />
<strong>IX.9.</strong>7.5. Controlul şi asigurarea calităţii la croire<br />
La secţionarea şpanului se verifică:<br />
– straturile de şpan să nu se deplaseze unele faţă de altele în timpul secţionării;<br />
– linia de secţionare să nu afecteze integritatea reperelor ce urmează a fi croite;<br />
– lama tăietoare să fie integră şi ascuţită;<br />
– să nu apară subdimensionarea reperelor pe înălţimea şpanului la secţionarea cu<br />
maşina prevăzută cu cuţit-disc.<br />
La croirea propriu-zisă se verifică:<br />
– integritatea şabloanelor de lucru prin comparaţie cu şabloanele de control;<br />
– integritatea, gradul de ascuţire şi poziţia lamei de tăiere;<br />
– verificarea reperelor croite în raport cu şabloanele de control.<br />
Inspecţia reperelor croite se realizează în etapa de sortare. Aici se efectuează<br />
verificarea totală (100%) a unor caracteristici ale reperelor croite, şi anume :<br />
– concordanţa între şabloanele de control şi reperele din primul şi ultimul strat<br />
din şpan;<br />
– defectele de diferite tipuri; şi luarea deciziei privind recroirea unor repere în locul<br />
celor cu defecte;<br />
– simetria unor repere;<br />
– numărul reperelor croite;<br />
– continuitatea desenului (dungi, carouri) faţă de linia de asamblare;<br />
– corespondenţa unor repere pe liniile pe care urmează să se realizeze asamblarea;<br />
– poziţia marcajelor pe liniile de contur ale reperelor.<br />
Pe baza acestor verificări se vor lua decizii privind fie înlocuirea reperelor cu defecte<br />
neacceptate, fie corectarea conturului sau îndepărtarea unor defecte acolo unde este posibil<br />
(pete lavabile, cute, striuri temporare etc.).<br />
<strong>IX.9.</strong>7.6. Controlul şi asigurarea calităţii termolipirii<br />
Termolipirea este etapa tehnologică prin care două sau mai multe straturi de material<br />
suprapuse sunt lipite între ele cu ajutorul unor adezivi, în condiţii de temperatură, presiune<br />
şi timp prestabilite.<br />
Controlul termolipirii se face de către executant (autocontrol) şi prin sondaj, de către<br />
conducătorul formaţiei de lucru (control ierarhic).<br />
Aceştia trebuie să urmărească :<br />
– respectarea parametrilor tehnologici în conformitate cu instrucţiunile de lucru<br />
pentru fiecare tip de material;<br />
– aşezarea reperelor şi corectitudinea mânuirilor efectuate.
672<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Se verifică de asemenea apariţia unor defecte specifice termolipirii, ca de exemplu:<br />
modificarea dimensiunilor reperelor (contracţii), modificarea formei (aspect gofrat), apariţia<br />
luciului, schimbarea nuanţei, a tuşeului, creşterea rigidităţii, rezistenţa mică la dezlipire etc.<br />
<strong>IX.9.</strong>7.7. Verificarea formării pachetelor<br />
După sortarea reperelor se formează pachete ce conţin toate elementele componente<br />
ale fiecărui produs. Pentru evitarea unor perturbaţii în procesul de confecţionare, precum şi<br />
pentru evitarea riscului apariţiei unor produse cu defecte grave, pachetele se verifică dacă :<br />
– sunt complete (conţin toate reperele);<br />
– reperele termolipite au calitate corespunzătoare;<br />
– numerotarea reperelor este completă;<br />
– materialele de bază sunt asortate cu cele secundare;<br />
Controlul se efectuează prin analiză senzorială de către personalul specializat<br />
(controlorii) şi pe cale ierarhică.<br />
<strong>IX.9.</strong>7.8. Controlul şi asigurarea calităţii confecţionării<br />
produselor<br />
Controlul confecţionării produselor este o etapă deosebit de importantă, fiind decisivă<br />
pentru calitatea produselor finite.<br />
Confecţionarea este etapa prin care se pot îmbunătăţi funcţiile existente ale produsului<br />
sau pot fi create noi funcţii, şi anume:<br />
– estetica prelucrărilor tehnologice;<br />
– aspectul şi ţinuta produsului;<br />
– gradul de noutate al modelului;<br />
– concordanţa cu stilul de viaţă şi vestimentar;<br />
– corespondenţa dimensională;<br />
– uşurinţa în îmbrăcare-dezbrăcare;<br />
– acoperirea corpului;<br />
– fixare pe corp.<br />
În cazul în care în procesul de confecţionare apar perturbaţii, există riscul apariţiei<br />
unor defecte, ca de exemplu:<br />
– cusături incorect executate;<br />
– încreţirea materialului pe linia de coasere;<br />
– neconcordanţă între lungimea asamblării şi lungimile detaliilor componente;<br />
– perforarea tricotului pe linia de coasere;<br />
– cusături cu desime necorespunzătoare în raport cu grosimea straturilor care se îmbină;<br />
– cusături incomplete (cu paşi săriţi, înşirate etc.).<br />
În firmele de cofecţii se aplică diferite forme de control şi inspecţie, şi anume:<br />
– inspecţie efectuată de executant (autoinspecţie);<br />
– inspecţie efectuată de executant asupra fazei anterioare (inspecţia fazei anterioare);<br />
– inspecţie efectuată de controlor (inspecţie specializată);<br />
– inspecţie efectuată de reprezentantul firmei beneficiare (supraveghere);<br />
– control efectuat de personalul tehnic (controlul parametric, controlul reparaţiilor şi<br />
remedierilor).
Controlul calităţii în tehnologia de prelucrare mecanică 673<br />
Aceste forme de control şi inspecţie sunt prezentate schemetic în figurile următoare.<br />
Autoinspecţia (fig. <strong>IX.9.</strong>17) presupune că operatorul (Oi) care execută faza (Fi) are<br />
obligaţia de a verifica reperul (Ri) rezultat.<br />
Oi Oi+1 Ri<br />
coresp.<br />
Fi Ri<br />
F i+1 Ri+1<br />
Aii+1<br />
Ri<br />
AIi<br />
necoresp.<br />
Remediere<br />
Acţiuni corective<br />
Fig. IX. 9.17. Autoinspecţia în cadrul procesului de confecţionare:<br />
Fi – faza / operaţia i; Ri – reperul confecţionat i; Oi – operatorul i; AIi – autoinspecţia reperului i.<br />
În urma verificării reperului (Ri) de către operatorul (Oi), acesta poate fi considerat<br />
corespunzător faţă de specificaţii (Ri coresp.), sau necorespunzăotr (Ri necoresp.). În funcţie<br />
de aceasta reperul (Ri coresp.) este trecut la faza următoare (Fi+1) executată de operatorul<br />
(Oi+1) din care rezultă reperul (Ri+1), iar reperul (Ri necoresp.) este fie considerat rebut, fie<br />
remediat în cadrul fazei în care s-a realizat (Fi).<br />
De asemenea, pot fi efectuate, atunci când este cazul, o serie de acţiuni corective în<br />
cadrul fazei Fi.<br />
Inspecţia fazei precedente (fig. <strong>IX.9.</strong>18) presupune ca verificarea calităţii reperului<br />
(Ri) să se efectueze de către operatorul Oi+1 al fazei (Fi+1), următoare celei în care s-a<br />
realizat.<br />
Oi O i+1<br />
Fi Ri<br />
AIi<br />
Remediere R1<br />
Acţiuni corective<br />
IRi<br />
coresp.<br />
Rebut<br />
Ri<br />
necoresp.<br />
Rebut<br />
Fig. <strong>IX.9.</strong>18. Inspecţia fazei precedente în cadrul procesului de confecţionare:<br />
IRi – inspecţia reperului Ri de către operatorul Oi+1.<br />
În urma verificării, operatorul Oi+1 poate decide dacă reperul este corespunzător<br />
(Ri coresp.) astfel încât execuţia se va continua în faza Fi+1, sau este necorespunzător<br />
Ri necoresp.), caz în care acesta se va întoarce la faza anterioară Fi pentru remedieri. Atunci<br />
Ri<br />
F i+1
674<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
când defectele constatate de operatorul Oi+1 sunt neremediabile, reperul este considerat<br />
rebut şi este îndepărtat din proces. Inspecţia fazei anterioare are un caracter obiectiv mai<br />
pronunţat deoarece este realizată de o altă persoană decât cea implicată direct în realizarea<br />
prelucrării reperului .<br />
Inspecţia specializată (fig. <strong>IX.9.</strong>19) constă în verificarea (de obicei, prin sondaj) de<br />
către controlor a reperelor Ri produse în etapa Fi a procesului tehnologic. În urma verificării,<br />
acesta decide astfel: unele repere (Ri coresp.) continuă parcurgerea etapelor procesului, iar<br />
celelalte (Ri necoresp.) sunt propuse fie pentru remediere, fie pentru rebutare.<br />
Reperele propuse pentru remediere pot fi reintroduse în procesul tehnologic respectiv<br />
sau pot fi orientate spre linii tehnologice speciale.<br />
Acest tip de inspecţie prezintă un pronunţat caracter activ, deoarece pot fi propuse<br />
acţiuni preventive şi corective în cadrul procesului tehnologic.<br />
F i R i<br />
Acţiuni corective<br />
şi preventive<br />
Procesul continuă<br />
Fig. <strong>IX.9.</strong>19 Inspecţia specializată în cadrul procesului de confecţionare.<br />
Atunci când fazele sau operaţiile tehnologice nu pot fi conduse şi controlate prin<br />
parametri (de exemplu operaţiile sau fazele executate manual), inspecţia specializată<br />
interfazică îndeplineşte şi rolul de control-proces.<br />
Supravegherea calităţii (fig. <strong>IX.9.</strong>20) procesului de confecţionare constă în urmărirea<br />
modului de respectare a procedurilor şi procedeelor de lucru.<br />
Fi Fi+1<br />
CTC i<br />
R i coresp.<br />
R i necoresp.<br />
R i remediabil<br />
R i rebut<br />
Ri Ri+1<br />
S<br />
Fig. <strong>IX.9.</strong>20. Supravegherea calităţii procesului de confecţionare:<br />
verificare repere; intervenţia supraveghetorului în proces pentru remedieri.<br />
Prin supraveghere se verifică dacă sunt asigurate condiţiile de execuţie care să conducă<br />
la obţinerea unor produse la nivelul de calitate cerut de beneficiari.<br />
Supravegherea calităţii poate fi efectuată de către beneficiar sau în numele acestuia.<br />
În industria de confecţii, acest tip de control se aplică în cazul comenzilor pentru<br />
export sau a celor tip „lohn”.
Controlul calităţii în tehnologia de prelucrare mecanică 675<br />
Prin supraveghere se urmăreşte modul de execuţie al fazelor (F1, F1+1 … ) procesului<br />
tehnologic. În cazul în care se observă execuţia incorectă a acestora sau apariţia unor<br />
perturbaţii, se intervine în vederea efectuării unor remedieri. Supraveghetorul are un rol<br />
activ, demonstrând, atunci când este cazul, cum se execută anumite faze ale procesului de<br />
confecţionare.<br />
Controlul efectuat de personalul tehnic auxiliar (ajutori de maiştri, maiştri, ingineri)<br />
se aplică în cazul fazelor sau operaţiilor executate mecanic. Constă în verificarea maşinilor<br />
şi utilajelor, atât în etapa iniţială cât şi pe parcursul procesului. Verificarea se face asupra<br />
parametrilor tehnologici şi funcţionali ai maşinilor implicate în procesul de confecţionare.<br />
Fi<br />
CP i<br />
Corecţia reglării<br />
R i<br />
F i reglată corect<br />
F i reglată incorect<br />
Procesul continuă<br />
Fig. <strong>IX.9.</strong>21. Controlul fazelor/operaţiilor, efectuat de personalul tehnic:<br />
CPi – control - proces faza i; → măsurare parametru; reglaje, remedieri.<br />
Prin acest control se urmăreşte crearea condiţiilor pentru ca procesul să se desfăşoare<br />
normal, fără opriri frecvente şi cu risc redus de apariţie a defectelor de confecţionare.<br />
Pe de altă parte, acest tip de control are în vedere verificarea corespondenţelor<br />
dintre:<br />
– fineţea acului şi fineţea aţei de cusut;<br />
– forma şi fineţea acului şi caracteristicile materialului (compactitate, natura şi<br />
fineţea firelor tricotate);<br />
– desimea cusăturii şi caracteristicile materialelor care se îmbină (grosime,<br />
voluminozitate);<br />
– caracteristicile aţei (natura, elasticitatea şi culoarea);<br />
– caracteristicile materialelor care se îmbină (natura, structura tricotului şi destinaţia<br />
cusăturii).<br />
Din figură se observă că în urma aplicării controlului asupra procesului (CPi) se<br />
poate constata dacă faza tehnologică (Fi) este corect şi precis reglată, caz în care procesul<br />
poate continua (este sub control), sau dacă Fi este reglată incorect, caz în care se intervine<br />
în cadrul fazei, pentru corecţia reglării.<br />
Inspecţia finală (IF) se aplică fiecărui produs confecţionat (bucată cu bucată). În<br />
industria de tricotaje-confecţii, acest tip de control este foarte răspândit.<br />
Principalul obiectiv este verificarea caracteristicilor produsului şi compararea acestora<br />
cu cerinţele specificate.<br />
Dacă produsul este corespunzător (Pc), el poate intra in componenţa lotului de<br />
produse, iar dacă este necorespunzător (Pnc) pot fi luate, de la caz la caz, decizii privind<br />
remedierea, rebutarea, sau pot fi solicitate derogări din partea beneficiarului (fig. <strong>IX.9.</strong>22).<br />
Deciziile sunt luate în funcţie de gravitatea defectelor.
676<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Modul de luare a deciziilor în cazul apariţiei unui defect în produs se prezintă în<br />
figura <strong>IX.9.</strong>23.<br />
IF<br />
Defect<br />
constatat<br />
Pc<br />
Pnc<br />
Fig. <strong>IX.9.</strong>22. Inspecţia finală:<br />
Pc – produs corespunzător; Pnc – produs necorespunzător.<br />
Analiza<br />
defectului<br />
a<br />
b<br />
c<br />
d<br />
Remediere<br />
Derogare<br />
Rebutare<br />
Acceptare<br />
Remediere<br />
Derogare<br />
Rebutare<br />
Lotul de produse<br />
Fig. <strong>IX.9.</strong>23. Deciziile posibile ale producătorului în cazul constatării unui defect în produs:<br />
A – acceptare; R – respingere.<br />
Deciziile posibile în cazul apariţiei unui defect pot fi următoarele:<br />
● Defectul este acceptat de beneficiari. Este cazul unor defecte ce nu modifică<br />
semnificativ funcţiile produsului fiind greu observabile.<br />
● Defectul poate fi acceptat în urma remedierii efectuate pe o linie tehnologică<br />
specială sau pe aceeaşi linie pe care a fost realizat produsul. Este cazul unor cusături<br />
incorect executate, a unor pete lavabile sau a altor defecte ce pot fi remediate eficient.<br />
Remedierea sau repararea (ISO 8402) reprezintă „o acţiune întreprinsă asupra unui<br />
produs neconform pentru ca acesta să satisfacă condiţiile de utilizare prevăzute, chiar dacă<br />
s-ar putea să nu fie conform cu condiţiile specificate iniţial”.<br />
● Defectul poate fi acceptat doar în urma primirii unei derogări care conform<br />
ISO 8402, este o „autorizaţie scrisă de utilizare sau livrare a unui produs care nu este<br />
conform cu condiţiile specificate”.<br />
Derogarea solicitată de producător este determinată de gradul în care defectul sau<br />
neconformitatea respectivă afectează funcţiile produsului.<br />
De exemplu, poate fi cerută o derogare în cazul nerespectării fişei de mostrare privind<br />
nuanţa aţei, forma nasturilor sau a altor accesorii, sau în cazul apariţiei unor defecte minore<br />
ce nu pot fi eliminate în cadrul procesului.<br />
Nu<br />
A<br />
R
Controlul calităţii în tehnologia de prelucrare mecanică 677<br />
● Defectele care nu sunt acceptate transformă produsele respective în rebuturi.<br />
Rebutarea este o decizie ce se poate lua în cazul produselor neacceptate de beneficiar.<br />
Această decizie depinde în mare măsură de admisibilitatea produselor cu defecte. Rebutarea<br />
se poate aplica şi în cazul în care remedierea este dificilă sau necesită cheltuieli suplimentare,<br />
astfel încât aceasta devine ineficientă.<br />
Din cele prezentate se poate desprinde concluzia că deciziile ce pot fi luate în urma<br />
inspecţiei finale depind în primul rând de exigenţele beneficiarului. Aceste exigenţe sunt<br />
înscrise în contractele comerciale sub forma condiţiilor de acceptare impuse loturilor de<br />
produse sau în normele de calitate agreate atât de producător cât şi de beneficiar.<br />
<strong>IX.9.</strong>8. Asigurarea calităţii în operaţiile de asamblare<br />
prin coasere<br />
În cadrul procesului de confecţionare a produselor vestimentare, operaţiile de coasere<br />
deţin o pondere însemnată din timpul total de prelucrare (până la 70-80 %). Acest aspect este<br />
determinat atât de caracterul predominant manual – mecanic al fazelor tehnologice cât şi de<br />
numărul mare de prelucrări individuale ale reperelor.<br />
Nivelul de calitate al operaţiei de coasere este determinat de o serie de factori, şi<br />
anume :<br />
• calitatea materiei prime;<br />
• calitatea manoperei;<br />
• calitatea utilajelor şi a echipamentelor folosite;<br />
• calitatea documentaţiei tehnologice şi de control.<br />
Realizarea unor cusături de calitate superioară presupune :<br />
• realizarea corectă a cusăturii (cu pas uniform, la valori prestabilite ale parametrilor<br />
şi cu tensiuni echilibrate ale firelor de coasere);<br />
• realizarea corectă a operaţiei de coasere prin respectarea amplasării şi a traseului<br />
acesteia şi prin fixarea corespunzătoare a straturilor, fără întinderi sau încreţiri;<br />
• asigurarea unei rezistenţe corespunzătoare a asamblărilor, la solicitările de întindere,<br />
îndoire, frecare etc.;<br />
• realizarea operaţiilor de coasere pe utilaje echipate corespunzător, cu dispozitive<br />
de protecţie şi control al calităţii.<br />
Îndeplinirea acestor condiţii este determinată de caracteristicile şi comportarea la<br />
coasere a materialelor textile, de caracteristicile aţei de cusut, de nivelul tehnic al utilajelor<br />
şi, nu în ultimul rând, de nivelul abilităţilor şi al pregătirii profesionale a personalului<br />
implicat .<br />
Factorii de influenţă ai operaţiei de coasere sunt sintetizaţi în tabelul <strong>IX.9.</strong>39.<br />
Din tabel se observă că fiecare din factorii implicaţi în procesul de coasere acţionează<br />
asupra calităţii cusăturii cu o serie de caracteristici. Fiecare poate contribui la realizarea unei<br />
cusături de calitate corespunzătoare sau poate fi sursa generatoare de defecte.<br />
Asigurarea şi menţinerea sub control a calităţii asamblărilor prin coasere se realizează<br />
în primul rând de către executant (autocontrol). Acesta trebuie să urmărească îndeplinirea<br />
următoarelor condiţii :<br />
• corespondenţa între materialele utilizate şi documentaţia tehnică;<br />
• respectarea modului de suprapunere a marcajelor la asamblarea reperelor;<br />
• potrivirea dungilor şi carourilor conform indicaţiilor;
678<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
• respectarea direcţiei cusăturii, a uniformităţii pasului şi a tensiunii firelor din<br />
cusătură;<br />
• verificarea dimensională, când este recomandată;<br />
• respectarea indicaţiilor din documentaţia tehnologică, referitoare la modul de<br />
executare corectă a mânuirilor necesare.<br />
Tabelul <strong>IX.9.</strong>39<br />
Factorii de influenţă ai calităţii asamblărilor prin coasere<br />
Factorii de influenţă Caracterizarea factorilor de influenţă<br />
Tipul şi structura cusăturii<br />
Caracteristicile asamblării<br />
Tipul şi caracteristicile<br />
materialelor<br />
Tipul şi caracteristicile aţei<br />
de cusut<br />
Parametrii tehnologici ai<br />
coaserii<br />
Caracteristicile organelor<br />
de lucru<br />
Documentaţia tehnică<br />
Factorul uman<br />
Numărul firelor din cusătură<br />
Dispunerea cusăturii (unidirecţională,<br />
zigzag)<br />
Vizibilitatea cusăturii (vizibilă,<br />
ascunsă)<br />
Modul de împletire a aţei<br />
Numărul straturilor din asamblare<br />
Grosimea straturilor asamblate<br />
Direcţia de coasere<br />
Lăţimea cusăturii<br />
Caracteristicile constructiv -<br />
structurale<br />
Caracteristici de confecţionabilitate<br />
Compoziţia fibroasă<br />
Torsiunea şi sensul torsiunii<br />
Fineţea<br />
Destinaţia în procesul de coasere<br />
Caracteristici mecanice<br />
Tensiunea aţei de cusut<br />
Pasul cusăturii<br />
Viteza de coasere<br />
Desimea cusăturii<br />
Tipul acului de cusut şi<br />
caracteristicile sale<br />
Tipul plăcuţei transportoare<br />
Picioruşul de presare<br />
Fanta plăcii de coasere<br />
Modelul etalon, mostre de referinţă<br />
Şabloane de control<br />
Fişe de control al calităţii, pe operaţii<br />
Influenţe de natură subiectivă<br />
Influenţe de natură obiectivă<br />
În afara autocontrolului se mai efectuează şi control ierarhic şi de specialitate.<br />
În acest caz, conducătorii formaţiilor şi controlorii verifică : respectarea marcajelor,<br />
calitatea execuţiei, respectarea dimensiunilor, apariţia unor defecte. De obicei, acest control<br />
este efectuat prin sondaj.
Controlul calităţii în tehnologia de prelucrare mecanică 679<br />
<strong>IX.9.</strong>8.1. Controlul şi asigurarea calităţii operaţiei de finisare<br />
a produselor confecţionate<br />
Acest tip de control urmăreşte evaluarea calităţii tratamentelor de finisare aplicate pe<br />
parcursul sau după încheierea operaţiei de confecţionare.<br />
Se realizează atât de către executant cât şi de conducătorul formaţiei.<br />
Se urmăreşte :<br />
– concordanţa dintre caracteristicile materialelor şi valorile parametrilor tehnologici de<br />
finisare;<br />
– respectarea condiţiilor de execuţie a operaţiilor de finisare;<br />
– starea tehnică a preselor şi a altor instalaţii de finisare.<br />
<strong>IX.9.</strong>9. Inspecţia produselor finite<br />
Inspecţia produselor finite costă într-un ansamblu de verificări şi determinări aspra<br />
unor caracteristici de calitate, în vederea stabilirii gradului în care acestea corespund cu<br />
cerinţele (explicite şi implicite) beneficiarilor.<br />
Această etapă poate fi aplicată atât înainte cât şi după operaţia de finisare a<br />
produselor. În cazul în care înaintea finisării s-a efectuat o verificare integrală (100%), după<br />
finisare se va efectua doar o verificare prin sondaj.<br />
În unele situaţii (impuse de condiţiile contractuale), după ambalarea şi depozitarea<br />
produselor, înaintea livrării, se mai poate efectua o verificare prin sondaj pe baza planurilor<br />
de control statistic. Aceasta se numeşte Autoinspecţie, deoarece la ea participă, pe lângă<br />
reprezentanţii firmei producătoare, şi reprezentaţi ai firmei beneficiare.<br />
Documentaţia necesară pentru efectuarea inspecţiei finale cuprinde informaţii<br />
referitoare la :<br />
– elementele de produs supuse controlului;<br />
– intervalele de toleranţă acceptate;<br />
– criteriile de acceptare şi de respingere ale produselor individuale şi ale loturilor de<br />
produse;<br />
– instrucţiunile asupra modului de desfăşurare a controlului.<br />
De exemplu, în cazul efectuării inspecţiei finale a produsului „cămaşă pentru<br />
bărbaţi” elementele de produs supuse controlului sunt prezentate în tabelul <strong>IX.9.</strong>40.<br />
La inspecţia finală a produselor, un loc important îl ocupă verificarea dimensională.<br />
Aceasta se realizează în conformitate cu norma impusă.<br />
De exemplu, pentru produsul analizat „cămaşă pentru bărbaţi” dimensiunile produsului<br />
finit şi toleranţele acceptate (abaterile acceptate) se prezintă în tabelul <strong>IX.9.</strong>41.<br />
În vederea eficientizării controlului pot fi elaborate proceduri de control, în care se prezintă<br />
ordinea de verificare a elementelor produsului. Astfel, în cazul produsului exemplificat<br />
(cămaşă pentru bărbaţi), procedura de control prevede următoarea ordine a verificărilor :<br />
• gulerul în partea din faţă;<br />
• colţurile gulerului;<br />
• platca;<br />
• mânecile;<br />
• manşetele şi nasturii;<br />
• sistemul de închidere;<br />
• buzunarele;<br />
• clapele buzunarelor;
680<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
• gulerul în spatele produsului;<br />
• spatele produsului;<br />
• cusăturile laterale;<br />
• tivul.<br />
Controlul elementelor de produs la „cămaşa pentru bărbaţi”<br />
Reperul controlat Condiţii impuse<br />
Gulerul<br />
Nasturi şi<br />
butoniere<br />
Buzunarele<br />
Tivurile<br />
Răscroiala şi<br />
umărul<br />
Cusături laterale<br />
Manşete<br />
Aspectul finit<br />
Emblemele<br />
Tabelul <strong>IX.9.</strong>40<br />
Ambele vârfuri trebuie să aibă aceeaşi lungime (+/– 0,3 cm).Dungile, carourile<br />
sau alte modele trebuie să se potrivească la ambele vârfuri. Cusăturile trebuie să<br />
fie uniforme, fără încreţirea materialului, paşi lipsă sau margini nefinisate.<br />
Trebuie să aibă o formă plană, întinsă.<br />
Să fie la distanţă adecvată, fără încreţirea materialului sau cu zone îngroşate.<br />
Butonierele trebuie să fie cusute corect, fără paşi săriţi. Să fie poziţionate încât<br />
să se potrivească dungile, carourile sau alte modele (+/– 0,3 cm). Nasturii să fie<br />
în totalitate în corespondenţă cu butonierele.<br />
Partea superioară trebuie să fie orizontală. Cusăturile uniforme, fără paşi săriţi<br />
sau rupţi, fără margini nefinisate. Fixare sigură a colţurilor. Dungile, carourile<br />
sau alte modele să se potrivească (+/– 0,3 cm). Trebuie să fie plat.<br />
Să fie cusute uniform, fără încreţiri, paşi săriţi sau rupţi, sau margini nefinisate.<br />
Coaserea la 1,5 mm de margini.<br />
Cutele, dacă există, trebuie să fie plasate corect. Coasere uniformă, fără<br />
încreţire, paşi săriţi sau rupţi, margini nefinisate.<br />
Dungile, carourile sau alte modele, trebuie să se potrivească (+/–0,3 cm).<br />
Coasere uniformă, fără încreţiri, paşi săriţi, rupţi sau margini nefinisate.<br />
Dungile, carourile sau alte modele trebuie să se potrivească cu mâneca. Coasere<br />
uniformă, fără încreţiri, paşi săriţi, rupţi sau margini nefinisate.<br />
Curăţire de toate capetele de fir, fără pete de ulei sau murdărie. Fără nici un defect al<br />
materialului sau nasturilor. Fără diferenţă de nuanţă de la un detalia la altul<br />
Emblemele ţesute (cu însemnele de întreţinere, de mărime şi de compoziţie<br />
fibroasă) şi cele de carton (ce cuprind date de identificare a produsului) trebuie<br />
să fie corect poziţionate şi lizibile.<br />
Dimensiunile finite ale produsului „cămaşă pentru bărbaţi”<br />
Tabelul <strong>IX.9.</strong>41<br />
Mărime 14 1/2 15 15 1/2 6 16 1/2 17 17 1/2 18<br />
Guler(+/– 1 / 4) 15 15 1/2 16 16 1/2 17 17 1/2 18 18 1/2<br />
1/2Piept (+/– 1/2) 20 1/2 21 21 21 1/2 21 1/2 22 22 23<br />
Lungimea spatelui 31 31 31 32 32 33 33 33<br />
Lungimea mânecii până la<br />
mijlocul spatelui (+/– 1/4)<br />
½ Răscroiala mânecii<br />
1/2 peste marginea marcată<br />
(+/– 1/2)<br />
Lungimea manşetei<br />
9 1/2 10 10 11 11 11 1/2 11 1/2 12<br />
(+/– 1/4) 9 9 9 9 1/2 9 1/2 10 10 10 1/2<br />
Observaţie: dimensiunile reperelor şi abaterile tolerate sunt exprimate în sistemul englez<br />
(1 ţol englez = 25,4 mm).
Controlul calităţii în tehnologia de prelucrare mecanică 681<br />
<strong>IX.9.</strong>9.1. Menţinerea sub control a procesului de confecţionare<br />
Trecerea de la organizarea bazată pe inspecţie şi control-proces spre cea în care<br />
controlul este generalizat la nivelul întregii organizaţii (TQM) presupune introducerea şi<br />
menţinerea sub control a tuturor activităţilor. Principiul de bază al acestei etape în evoluţia<br />
sistemului calităţii este: „calitatea trebuie realizată la nivelul cerut, de prima dată şi de<br />
fiecare dată”.<br />
Aceasta presupune respectarea în mod continuu a procedurilor şi procedeelor de<br />
asigurare şi control în toate etapele tehnologice de realizare a produsului. Trebuie respectate<br />
de asemenea o serie de proceduri de ambalare, depozitare şi transport al produselor.<br />
O procedură axată pe calitate se prezintă de obicei în scris şi conţine :<br />
– scopul procedurii;<br />
– domeniul de aplicare;<br />
– conţinutul activităţilor;<br />
– persoane, atribuţii responsabilităţi;<br />
– materiale, echipamente, alte mijloace necesare;<br />
– documentele care se utilizează şi cele care se întocmesc în urma aplicării procedurii;<br />
– concluzii.<br />
De asemenea, pot fi utilizate şi o serie de fişe de menţinere sub control a calităţii.<br />
Un exemplu de fişă pentru menţinerea sub control a procesului de confecţionare a<br />
produsului „cămaşă pentru bărbaţi” se prezintă în tabelul <strong>IX.9.</strong>42.<br />
<strong>IX.9.</strong>10. Planurile de control statistic<br />
Planurile de control statistic reprezintă sisteme de reguli prin care se realizează<br />
controlul statistic al loturilor de produse şi se iau deciziile privind acceptarea sau respingerea<br />
loturilor.<br />
Standardele ce reglementează planurile de control statistic sunt: STAS 3160/1- 84,<br />
STAS 3160/2-84, STAS 3160/3-84 şi standardele ISO 2859/81, ISO 3951/81.<br />
Standarde conexe sunt : STAS 2631/82 Aplicaţii ale metodelor statistice, terminologie<br />
şi simboluri; STAS 6085/72 Controlul statistic al calităţii. Formarea eşantioanelor pentru<br />
controlul calităţii loturilor.<br />
Planurile de control (PC) se diferenţiază în funcţie de:<br />
– tipul caracteristicii:<br />
• plan de control atributiv;<br />
• plan de control prin măsurare;<br />
– numărul eşantioanelor controlate (k):<br />
• simplu (un eşantion k = 1);<br />
• dublu (k ≤ 2);<br />
• multiplu (k ≤ 7);<br />
• secvenţial (k – oarecare).<br />
– gradul de severitate al controlului: normal, sever şi redus.<br />
Scopul planului de control este de a stabili dacă fracţiunea de defecte a lotului (p)<br />
depăşeşte sau nu o valoare critică p0.<br />
Dacă: P ≤ p0, lotul se acceptă cu probabilitate maximă (Pa = 1).<br />
Dacă: P > p0, lotul se respinge cu probabilitate nulă (Pa = 0).
Caracteristici de<br />
calitate verificate<br />
Caracteristici de<br />
termolipire<br />
Caracteristici de<br />
preasamblare<br />
Fişă de menţinere sub control a calităţii procesului de confecţionare, în cazul produsului „cămaşă pentru bărbaţi”<br />
Tabelul <strong>IX.9.</strong>42<br />
Indicaţii şi toleranţe Schiţa Tip defect Gravitate<br />
1 2 3 4 5<br />
– termolipire permanentă<br />
– fără formare de goluri de aer<br />
– fără perforări ale inserţiei<br />
– fără schimbarea nuanţei<br />
– lăţimea cusăturii 5 mm faţă de cantul gulerului<br />
– cusătură de mijloc executată exact :<br />
5 mm +/-0,5 mm<br />
– tighelire la mijloc fără biezări<br />
Canturile gulerului – de lungimi egale<br />
– abateri de la indicaţiile de proiectare +/– 1 mm<br />
– fără formare a efectului „paspoal”<br />
– defecte de<br />
termolipire<br />
– defect de<br />
preasamblare<br />
– lungime<br />
canturi<br />
inegală<br />
– paspoal<br />
Critic<br />
A = 5 p<br />
Principal<br />
B = 1 p<br />
B = 1 p<br />
B = 1 p
Tabelul <strong>IX.9.</strong>42 (continuare)<br />
1 2 3 4 5<br />
Vârfurile gulerului – vârfurile gulerului, bine întoarse<br />
– formare B = 1 p<br />
– fără formare de rotunjiri (picături) la vârfuri<br />
„picături” la<br />
vârful<br />
gulerului<br />
Tighelire – deosebit de îngrijită<br />
– fără împunsături de întărire spre vârful gulerului<br />
– în cazul tighelului de 1 mm, şteiul şi gulerul<br />
superior să fie întinse, netezite bine, pentru a nu<br />
se reduce dimensiunile acestora<br />
– întăriri la<br />
vârful<br />
gulerului<br />
– lăţimea<br />
tighelului<br />
greşită sau<br />
neuniformă<br />
Închidere – abateri : +/– 1mm – închidere<br />
prea mare /<br />
mică<br />
Secundar<br />
C = 0,5 p<br />
B = 1 p<br />
C = 0,5 p
Tabelul <strong>IX.9.</strong>42 (continuare)<br />
1 2 3 4 5<br />
Poziţie butonieră ştei – în vederea aşezării nasturelui pe linia de mijloc<br />
– abatere C = 0,5 p<br />
faţă, butonierele se bat cu 2-3 mm (în funcţie de<br />
poziţie<br />
mărimea nasturelui) în afara liniei de mijloc faţă<br />
nasture ştei<br />
Poziţie nasturi ştei – nasturele se poziţionează pe linia de mijloc faţă<br />
– nasturele nu<br />
este<br />
poziţionat pe<br />
mijloc<br />
C = 0,5 p<br />
Guler tip button –<br />
down (BD)<br />
– poziţia celor doi nasturi, simetrică faţa de linia de<br />
mijloc faţă<br />
– cheiţa butonierei se alătură tighelului şi împarte<br />
unghiul gulerului în două<br />
Guler TAB – la gulerele tip TAB există trei valori prestabilite,<br />
indiferent de modelul lucrat :<br />
a : lăţime limbă = 8-9 mm<br />
b : lungime limbă (de la cantul gulerului până la<br />
mijlocul capsei) = 15 mm<br />
c : distanţa de la colţul şteiului pănă la limbă =<br />
= 33 mm<br />
– respectarea acestor dimensiuni este importantă<br />
pentru că, indiferent de modelul gulerului,<br />
trebuie să rămână suficient spaţiu pentru nodul<br />
cravatei.<br />
– să se aibă în vedere egalitatea distanţelor<br />
– calitatea<br />
nasturelui /<br />
butonului,<br />
necorespunzătoare<br />
– mărimea sau<br />
poziţia<br />
limbii,<br />
greşită<br />
B = 1 p<br />
B = 1 p
Tabelul <strong>IX.9.</strong>42 (continuare)<br />
1 2 3 4 5<br />
Piept/buzunare Termolipire<br />
– defecte de A = 5 p<br />
– lipire permanentă<br />
– fără goluri de aer<br />
– fără perforări<br />
termolipire<br />
Fente :<br />
– biezerea B = 1 p<br />
– lungime egală a fentelor<br />
fentelor<br />
– fără încreţiri între guler şi primul nasture de pe fentă<br />
– inegalitatea B = 1 p<br />
– fenta stângă trebuie să acopere cusătura fentei drepte pe<br />
0,5 cm<br />
– lăţimea fentei trebuie să fie constantă (abatere max. 0,5 mm)<br />
fentelor<br />
Butoniere :<br />
– butoniere ne- B = 1 p<br />
– desime uniformă a cusăturii<br />
corespunzătoare<br />
– cheiţa de început şi sfârşit închisă (să nu se destrame)<br />
– lungime B = 1 p<br />
– fără fire de ţesătură în mijlocul butonierei<br />
butonieră ne-<br />
– poziţie : pe mijlocul fentei<br />
corespunzătoare<br />
– distanţa dintre butoniere conform indicaţiilor specificate<br />
– poziţie incorectă B = 1 p<br />
– lungimea butonierei corelată cu mărimea nasturelui<br />
– distanţa între<br />
butoniere, necorespunzătoare<br />
C = 0,5 p<br />
Nasturi :<br />
– nasturii se A = 5 p<br />
– întărirea încheiată complet<br />
desprind<br />
– faţa nasturelui în prim - plan<br />
– nu sunt pe C = 0,5 p<br />
– distanţa dintre nasturi egală cu distanţa dintre butoniere<br />
mijloc<br />
– pe mijlocul leistului<br />
– la distanţe necorespunzătoare<br />
B = 1 p<br />
Aspect general:<br />
– lăţime fentă B = 1 p<br />
– lăţimea fentelor uniformă<br />
variabilă<br />
– tighelire uniformă 5 împ. /cm<br />
– aspect necores- B = 1 p<br />
– fără încreţire<br />
punzător.
Tabelul <strong>IX.9.</strong>42 (continuare)<br />
1 2 3 4 5<br />
Buzunar<br />
– conform şablonului<br />
– îndoitură buzunar, tighelită exact, cu o cusătură<br />
uniformă<br />
– butoniera dreaptă, pe mijlocul buzunarului, la<br />
înălţimea stabilită<br />
Poziţia buzunarului:<br />
– poziţie conform indicaţiilor<br />
– buzunarul paralel cu cantul feţei (+/– 1mm)<br />
– fără biezări, tighelire conform modelului<br />
Model cu două buzunare:<br />
– distanţa de la fente, egală<br />
– înălţimea buzunarelor, egală (+/– 1mm)<br />
– defecte de<br />
coasere<br />
– aspect<br />
încreţit<br />
– defect de<br />
poziţionare<br />
– defecte de<br />
poziţionare<br />
B = 1 p<br />
B = 1 p<br />
B = 1 p<br />
B = 1 p
Tabelul <strong>IX.9.</strong>42 (continuare)<br />
1 2 3 4 5<br />
Platcă spate Eticheta:<br />
– defect B = 1 p<br />
– eticheta se coase drept şi fără biezări<br />
prindere<br />
– mijlocul etichetei plasat în mijlocul spatelui<br />
etichetă<br />
– înălţimea de prindere, conform instrucţiunilor<br />
(+/– 1 mm)<br />
– defect<br />
poziţionare<br />
B = 1 p<br />
– eticheta se<br />
desprinde<br />
B = 1 p<br />
Manşete Preasamblare:<br />
– se coase exact la distanţa de 5mm, fără încreţiri<br />
Întoarcere:<br />
– se netezesc îngrijit cusăturile<br />
Tighelire:<br />
– exact 5 mm, fără formare de paspoal<br />
Poziţionare nasture/butonieră<br />
– poziţionare exactă<br />
Şliţ mânecă Mărime element<br />
– 2,5 cm +/– 1 mm<br />
– tivire fără încreţituri<br />
Partea de dedesubt<br />
– tivire fără încreţituri<br />
– defect de<br />
preasamblare<br />
– defect de<br />
întoarcere<br />
– defect tighel<br />
– defect de<br />
poziţie a<br />
nasturelui<br />
– dimensiuni în<br />
afara toleranţelor<br />
– tivuri necorespunzătoare<br />
B = 1 p<br />
B = 1 p<br />
B = 1 p<br />
B = 1 p<br />
B = 1 p<br />
B = 1 p
Tabelul <strong>IX.9.</strong>42 (continuare)<br />
1 2 3 4 5<br />
Partea din spate Falduri:<br />
– suprapunerea canturilor, exactă<br />
– simetria faldurilor<br />
Coasere platcă:<br />
– suprapunere exactă a canturilor la începutul şi<br />
capătul cusăturii<br />
– rezerva de coasere, 1 cm la toate cele trei repere<br />
(+/– 1 mm)<br />
– aţa nu trebuie să fie prea tensionată, deoarece se<br />
pot forma încreţituri în zona plătcii<br />
Asamblare Cusăturile umerilor:<br />
– încheiere fără biezări<br />
– canturile plătcii şi ale feţelor să se suprapună exact<br />
la începutul şi capătul cusăturii<br />
Prinderea mânecilor:<br />
– repartizare uniformă<br />
– se taie max. 2 mm la maşina de surfilat canturile<br />
trebuie să se suprapună exact la începutul şi<br />
capătul cusăturii, altfel se modifică dimensiunea<br />
circumferinţei bustului<br />
– lăţime sau poziţie<br />
falduri,<br />
necorespunzătoare<br />
– defecte de<br />
coasere<br />
(încreţiri,<br />
paşi săriţi)<br />
– defecte de<br />
coasere<br />
(încreţiri,<br />
paşi săriţi<br />
C = 0,5 p<br />
B = 1 p<br />
B = 1 p
Încheierea cusăturii<br />
laterale<br />
Tabelul <strong>IX.9.</strong>42 (continuare)<br />
1 2 3 4 5<br />
– punctele inferioare ale cusăturii de prindere a<br />
mânecii se întâlnesc exact<br />
– la maşina de surfilat se taie 2 mm din cantul ţesăturii<br />
– canturile tivului se suprapun exact la începutul şi<br />
capătul cusăturii<br />
– se reglează maşina în funcţie de grosimea ţesăturii,<br />
pentru a preîntâmpina executarea unor cusături<br />
încreţite<br />
Tivuri – tivul este la începutul şi capătul cusăturii, îndoit<br />
îngrijit şi întărit corespunzător<br />
– pasul cusăturii nu este nemodificat (deci 5 împ. / cm)<br />
Montarea manşetelor – tivul mânecii se introduce nu mai mult de 1 cm în<br />
manşetă<br />
– poziţia faldurilor la ambele manşete este egală,<br />
max. 2 mm diferenţă<br />
– lungimea şliţurilor este egală<br />
Montare guler – suprapunere exactă a marcajului de la mijlocul<br />
răscroiturii gâtului cu marcajul gulerului, pentru a<br />
permite o repartizare uniformă<br />
– defecte de<br />
coasere<br />
(încreţiri,<br />
paşi săriţi)<br />
– defecte de<br />
coasere<br />
(încreţiri,<br />
paşi săriţi<br />
– nepotrivire<br />
marcaje<br />
– cusătură<br />
neuniformă<br />
– încreţiri<br />
B = 1 p<br />
B = 1 p<br />
B = 1 p<br />
B = 1 p<br />
B = 1 p
Tabelul <strong>IX.9.</strong>42 (continuare)<br />
1 2 3 4 5<br />
Cusătura capului – repartizare uniformă a materialului în zona<br />
– defecte de B = 1 p<br />
mânecii<br />
superioară a capătului mânecii<br />
– materialul să fie peste tot prins în cusătură<br />
– suprapunere exactă a elementelor la începutul şi<br />
capătul cusăturii<br />
coasere<br />
Cusătura la două ace – se preîntâmpină formarea de biezări între cele<br />
două cusături<br />
– materialul să fie peste tot prins în cusătură<br />
– suprapunerea exactă a reperelor la începutul şi<br />
capătul cusăturii<br />
Cămăşi prespălate – gradul de prespălare obţinut trebuie să corespundă<br />
prescripţiilor<br />
– dimensiunile după spălare trebuie să corespundă<br />
cu dimensiunile tiparului de bază ce sunt precizate<br />
în tabelul de dimensiuni, deoarece înainte de croire<br />
s-au verificat valorile contracţiilor<br />
Verificarea<br />
cusăturilor<br />
Pregătirea postului de lucru<br />
– cămaşa se prinde în cleme, în stânga şi în dreapta<br />
gulerului, în dispozitivul rotativ. Spatele cămăşii<br />
este îndreptat spre muncitoare, care lucrează în<br />
poziţia „ în picioare”<br />
Se verifică următoarele caracteristici :<br />
1. gulerul superior; tăierea capetelor de aţă.<br />
2. verificarea modului de coasere a plătcii şi a<br />
etichetei de mărime; dacă este cazul, tăierea<br />
capetelor de aţă.<br />
3. rotirea cămăşii cu 180 grade.<br />
4. controlul gulerului inferior; tăierea capetelor de<br />
aţă.<br />
– defecte de<br />
coasere<br />
– grad de<br />
prespălare,<br />
incorect<br />
– defect grav<br />
de prespălare<br />
B = 1 p<br />
A = 5 p<br />
A = 5 p
Tabelul <strong>IX.9.</strong>42 (continuare)<br />
1 2 3 4 5<br />
5. controlul cusăturilor laterale şi sub braţ; tăierea<br />
aţelor.<br />
6. control manşetă dreaptă; tăierea aţelor.<br />
7. control fentă stânga faţă; tăiere capete aţă.<br />
8. control buzunar stâng piept, tăiere capete aţă.<br />
9. control cusătură laterală stângă, tăiere capete aţă.<br />
10. control manşeta stângă, tăiere capete aţă.<br />
11. verificare tiv, tăiere capete aţă.<br />
12. desprindere din cleme.<br />
13. verificarea egalităţii la suprapunere a punctelor<br />
umerilor după montarea gulerului.<br />
14. verificarea corespondenţei lungimii fentelor.<br />
15. îndepărtarea tuturor resturilor de ţesătură libere.<br />
Verificări generale – rezistenţa cusăturilor<br />
– diferenţele de nuanţă între repere<br />
– defectele de imprimare a ţesăturilor<br />
– deteriorări mecanice apărute<br />
– lipsa sau defectele materialelor auxiliare<br />
– apariţia cusăturilor deschise (cu paşi săriţi)<br />
– apariţia defectelor de coasere (perforaţii)<br />
– apariţia defectelor datorate tensionării aţei<br />
Controlul<br />
dimensiunilor<br />
produsului finit<br />
La controlul dimensional al produsului se acceptă<br />
următoarele abateri (toleranţe)<br />
– ½ circumferinţă bust : +/– 1.0 cm<br />
– capete de aţă<br />
libere netăiate<br />
– deteriorări mecanice<br />
– auxiliare greşite<br />
– deteriorări în<br />
zona de<br />
deschidere<br />
– nasturi lipsă<br />
sau rupţi<br />
– murdărire<br />
accentuată<br />
– cusături<br />
desfăcute/destrămate<br />
– diferenţe mari<br />
de nuanţă<br />
– buzunare la<br />
înălţimi diferite<br />
– abateri<br />
dimensionale<br />
mari<br />
C = 0,5 p<br />
A = 5 p<br />
B = 1 p<br />
A = 5 p<br />
A = 5 p<br />
A = 5 p<br />
A = 5 p<br />
A = 5 p<br />
B = 1 p<br />
A = 5 p
Control după<br />
ambalare<br />
Tabelul <strong>IX.9.</strong>42 (continuare)<br />
1 2 3 4 5<br />
– 1/2 circumferinţă talie : +/– 1,0 cm<br />
– lungime mâneci : +/– 0,5 cm<br />
– lungime spate : +/– 1,0 cm<br />
– lăţime umeri : +/– 0,5 cm<br />
– circumferinţă manşete : +/– 0,5 cm<br />
Finisare:<br />
– fără cute datorate presării<br />
– descălcarea cusăturilor<br />
– cusăturile tighel de la umeri, platcă, răscroitura<br />
mânecii, fente, buzunare trebuie să fie netede<br />
– cămaşa trebuie să fie netedă<br />
Împachetare:<br />
– vârfurile gulerului, simetrice faţă de linia de mijloc<br />
a feţei<br />
– fenta faţă în mijlocul cartonului<br />
– înălţimi platcă, egale în stînga şi dreapta<br />
– rotunjimea gâtului, simetrică<br />
– cămaşa trebuie să fie bine fixată pe carton, fără să<br />
formeze ondulări libere şi biezări<br />
– prinderea acelor, spre spate<br />
– cartonul nu trebuie să fie vizibil la umeri<br />
– cartonul gulerului nu trebuie să fie vizibil pe faţă<br />
Ambalare:<br />
– împachetare conform indicaţiilor beneficiarului,<br />
sau conform normei adoptate<br />
– trebuie utilizat ambalajul cerut<br />
– etichetele de pe cutii trebuie completate corect<br />
– cămăşile de calitatea a II-a (dacă este cazul)<br />
trebuie marcate şi ambalate separat, conform<br />
instrucţiunilor<br />
– abateri<br />
dimensionale<br />
mici<br />
– ţesătura necorespunzător<br />
finisată<br />
– luciu<br />
– cute presate<br />
accidental<br />
– cămaşa prea<br />
liberă /strânsă<br />
pe carton<br />
– guler strâmb<br />
– canturi<br />
manşete,<br />
inegale<br />
– eticheta<br />
strâmbă<br />
– vârfuri ace spre<br />
faţă<br />
– sortiment greşit<br />
– nerespectarea<br />
indicaţiilor<br />
clienţilor<br />
– ambalaj greşit<br />
– etichetă cutii<br />
greşită<br />
B = 1 p<br />
B = 1 p<br />
B = 1 p<br />
B = 1 p<br />
B = 1 p<br />
B = 1 p<br />
C = 0,5 p<br />
C = 0,5 p<br />
C = 0,5 p
Controlul calităţii în tehnologia de prelucrare mecanică 693<br />
În cazul controlului prin sondaj, decizia privind acceptarea sau respingerea lotului<br />
poate fi afectată de două tipuri de erori, şi anume:<br />
– eroarea de genul I, ce apare atunci când se respinge un lot corespunzător (fig. <strong>IX.9.</strong>24);<br />
– eroarea de genul II, care apare atunci când se acceptă un lot necorespunzător<br />
(fig. <strong>IX.9.</strong>25).<br />
n<br />
N – n<br />
Decizia: lotul se respinge Decizia: lotul se acceptă<br />
Fig. <strong>IX.9.</strong>24. Eroare de genul I<br />
(riscul furnizorului):<br />
N – volumul lotului; n – volumul<br />
eşantionului; C – calitate corespunzătoare;<br />
CN – calitate necorespunzătoare.<br />
Fig. <strong>IX.9.</strong>25. Eroare de genul II<br />
(riscul beneficiarului).<br />
Erorile de genul I şi II apar atunci când eşantionul de volum (n) nu este reprezentativ<br />
pentru lotul de volum (N).<br />
Corespondenţa dintre fracţiunea de defecte (p) a eşantionului şi probabilitatea de<br />
acceptare a lotului se prezintă în tabelul <strong>IX.9.</strong>43.<br />
Domeniul<br />
Fracţiunea de<br />
defecte (p)<br />
Probabilitatea de<br />
acceptare (Pa)<br />
CN<br />
CC<br />
Corespondenţa dintre valoarea fracţiunii de defecte (p)<br />
şi probabilitatea de acceptare a lotului (Pa)<br />
Domeniul de<br />
acceptare<br />
0 p 1<br />
(AQL)<br />
Domeniul de<br />
indiferenţă<br />
p 2<br />
(LQ)<br />
Tabelul <strong>IX.9.</strong>43<br />
Domeniul de<br />
respingere<br />
1 ≤ Pa ≤ 1 – α 1 – α < Pa < β β ≤ Pa ≤ 0<br />
Elementele definitorii ale unui plan de control sunt:<br />
– nivelul de calitate acceptat p1(AQL), care reprezintă fracţiunea de defecte maximă<br />
pentru care lotul se acceptă;<br />
– nivelul de calitate limită p2 (LQ), care reprezintă fracţiunea de defecte minimă<br />
pentru care lotul se respinge;<br />
– probabilitatea erorii de genul I (α) sau riscul furnizorului, ce reprezintă<br />
probabilitatea ca un lot corespunzător să fie respins; se adoptă în intervalul (0,05 ≤ α ≤ 0,1);<br />
– probabilitatea erorii de genul II (β) sau riscul beneficiarului, ce reprezintă<br />
probabilitatea ca un lot necorespunzător să fie acceptat; se adoptă β ≤ 0,1.<br />
n<br />
N – n<br />
1<br />
CC<br />
CN
694<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
La inspecţia finală a loturilor de produse se utilizează în general planurile de control<br />
bazate pe caracteristici atributive.<br />
Problema esenţială în aplicarea acestor planuri de control este stabilirea, de comun<br />
acord între producător şi beneficiar, a nivelului de calitate acceptat (AQL).<br />
<strong>IX.9.</strong>10.1. Nivelul de calitate acceptat (AQL)<br />
Valoarea AQL este fundamentală în aplicarea planurilor de control statistic.<br />
Standardele de control (STAS R 3160/84) recomandă ca stabilirea valorii AQL să<br />
se facă de comun acord între producător şi beneficiar şi să fie înscrisă în contractele<br />
comerciale. Pentru stabilirea valorii AQL există doar orientări, şi nu reguli precise.<br />
O primă orientare este în funcţie de gravitatea defectelor ce fac obiectul planului de<br />
control. Astfel, STAS R 3160/84 recomandă:<br />
– defecte critice (C ): AQL: 0-0,4%<br />
– defecte principale (P): AQL: 0,4-1%<br />
– defecte secundare (S): AQL: 1,5-4%<br />
– defecte minore (m): AQL: 4-10%<br />
În cazul în care defectele urmărite la control sunt de gravitate diferită, sunt aplicate<br />
mai multe planuri de control.<br />
O altă orientare se bazează pe fracţiunea de defecte medie, determinată în cadrul<br />
procesului tehnologic. Pentru aceasta, pe o perioadă suficientă de timp, se urmăresc mai<br />
multe loturi de produse (k ≥ 10), din care se extrag eşantioane de volum mare (n ≥ 30),<br />
pentru a se obţine informaţii cât mai veridice asupra nivelului calităţii loturilor de produse.<br />
Produsele ce constituie eşantioanele se verifică bucată cu bucată. În urma verificării<br />
eşantioanelor se determină fracţiunea de defecte medie ( p ), ce stă la baza alegerii de către<br />
producător a nivelului de calitate acceptat. Astfel, se recomandă:<br />
AQL ~ 0,8 p<br />
Valoarea AQL astfel adoptată trebuie să determine pierderi minime, atât la producător<br />
cât şi la beneficiar, şi este înscrisă în contractul comercial.<br />
<strong>IX.9.</strong>10.2. Planuri de control pentru caracteristici atributive<br />
Planul simplu de control (pe baza unui singur eşantion). Conform STAS R 3160/84,<br />
reprezentarea schematică a planului simplu de control pentru caracteristici atributive este<br />
prezentată în figura <strong>IX.9.</strong>26.<br />
În conformitate cu schema din figura <strong>IX.9.</strong>26, planul de control se aplică astfel:<br />
– se adoptă nivelul de control în funcţie de gradul de severitate impus, astfel încât<br />
pentru produse de larg consum se adoptă niveluri normale: I, II, III, iar pentru produse cu<br />
destinaţii speciale (articole tehnice, medicale etc.) , nivelurile speciale S1, S2, S3, S4;<br />
– în funcţie de N şi Nc se determină litera de cod (Lc);<br />
– cunoscând Lc şi AQL, se determină parametrii planului de control (n, A, R).<br />
Cunoaşterea parametrilor planului de control permite aplicarea controlului propriu-zis,<br />
care se desfăşoară conform figurii <strong>IX.9.</strong>27.
N<br />
Nc<br />
c<br />
Controlul calităţii în tehnologia de prelucrare mecanică 695<br />
Lc<br />
AQL<br />
Fig. <strong>IX.9.</strong>26. Schema planului simplu de control pentru<br />
caracteristici atributive:<br />
N – volumul lotului; Nc – nivelul de control (sunt trei niveluri normale I,<br />
II, III şi patru speciale S 1, S 2, S 3, S 4); Lc – litera de cod; AQL – nivelul<br />
de calitate acceptat; n – volumul eşantionului; A – numărul de acceptare<br />
(numărul maxim de produse necorespunzătoare pentru care lotul se<br />
acceptă); R – numărul de respingere (numărul minim de produse<br />
necorespunzătoare pentru care lotul se respinge).<br />
Lotul se acceptă Lotul se respinge<br />
A R<br />
Fig. <strong>IX.9.</strong>27. Aplicarea planului simplu de control<br />
pentru caracteristici atributive:<br />
A – codul pentru decizia de acceptare; R – codul pentru decizia<br />
de respingere a lotului.<br />
Planul dublu de control (STAS 3160/84). Schema planului dublu pentru caracteristici<br />
atributive se prezintă în figura <strong>IX.9.</strong>28.<br />
Aplicarea planului se prezintă în figura <strong>IX.9.</strong>29.<br />
N<br />
Nc<br />
Fig. <strong>IX.9.</strong>28. Schema planului de control dublu<br />
pentru caracteristici atributive.<br />
n<br />
Se extrage eşantionul ‘n’<br />
A<br />
R=A+ 1<br />
Se determină numărul de produse necorespunzătoare ‘k’<br />
k ≤ A k ≥ R<br />
Lc<br />
AQL<br />
n1<br />
n2<br />
A1, 2<br />
R1, R2=A2+ 1
696<br />
k1 ≤ A1<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
A Se extrage eşantionul ‘n2’<br />
R<br />
k1 + k2 ≤ A2<br />
Se extrage eşantionul ‘n1’<br />
Se determină numărul de produse necorespunzătoare k1’<br />
A1 < k1 < R1<br />
Se determină numărul de produse<br />
necorespunzătoare ‘k2’<br />
k1 ≥ R1<br />
k1 + k2 ≥ R2<br />
Fig. <strong>IX.9.</strong>29. Aplicarea planului de control dublu pentru caracteristici atributive.<br />
În cazul acestui plan, controlul se poate încheia după prima eşantionare sau după a<br />
doua, în cazul unui nivel intermediar al calităţii.<br />
Planul de control multiplu (k ≤ 7) creează posibilitatea unui control mai aprofundat<br />
asupra loturilor de produse ce prezintă o calitate incertă. Atunci când nivelul calităţii este<br />
fie foarte ridicat fie foarte coborât, decizia privind acceptarea şi, respectiv, respingerea lotului<br />
poate fi luată într-un timp mai scurt, în urma verificării unui număr redus de produse.<br />
Rezultă că în cazul controlului dublu sau multiplu, numărul de eşantioane supuse<br />
verificării este determinat de nivelul de calitate al lotului respectiv.<br />
Exemplu de aplicare a planului de control simplu pentru caracteristici atributive<br />
(defecte atributive). Un produs de îmbrăcăminte exterioară trebuie livrat săptămânal în<br />
cantitate de 2074 bucăţi. Beneficiarul propune aplicarea a două planuri simple de control<br />
pentru două grupe de defecte, şi anume: secundare (S) şi minore (m).<br />
Producătorul şi beneficiarul adoptă de comun acord valorile AQL pentru cele două<br />
planuri de control, în conformitate cu STAS 3160/2-84:<br />
– pentru planul corespunzător defectelor secundare se adoptă AQL = 2,5 %<br />
– pentru planul corespunzător defectelor minore se adoptă AQL = 4 %<br />
În funcţie de cantitatea livrată săptămânal (N = 2076 buc.) şi de nivelul de gravitate<br />
al celor două categorii de defecte (secundare şi minore), se adoptă parametrii planurilor<br />
de control: volumul eşantionului n, numărul de acceptare A şi numărul de respingere<br />
(R = A + 1).<br />
Astfel:<br />
– pentru AQL = 2,5: – volumul eşantionului: n = 125<br />
– numerele de acceptare/ respingere: A = 7, R = 8<br />
– pentru AQL = 4: – volumul eşantionului: n = 125<br />
– numerele de acceptare/ respingere: A = 10, R = 11
Controlul calităţii în tehnologia de prelucrare mecanică 697<br />
Documentaţia necesară aplicării planurilor de control statistic bazate pe AQL conţine:<br />
– schiţa de model a produsului,<br />
– tabelul defectelor specifice produsului, încadrate în clase de gravitate diferită (de<br />
comun acord între producător şi beneficiar),<br />
– tabelul repartiţiei pe mărimi şi culori a produselor,<br />
– STAS-uri pentru aplicarea controlului statistic (vezi STAS 3160/84).<br />
În exemplul prezentat, repartiţia pe mărimi şi culori a produselor se prezintă în<br />
tabelul <strong>IX.9.</strong>44.<br />
Culori<br />
Mărimi<br />
Repartiţia produselor pe mărimi şi culori<br />
36 38 40 42 44<br />
Tabelul <strong>IX.9.</strong>44<br />
Cantitatea totală<br />
livrată<br />
Culoare A 67 135 133 133 62 530<br />
Culoare B 83 203 184 183 31 684<br />
Culoare C 133 253 250 133 93 862<br />
Total pe mărimi 283 591 567 449 186 2076<br />
Se procedează astfel:<br />
– se determină participarea procentuală a eşantionului din cantitatea totală:<br />
125 de bucăţi reprezintă 6 % din 2076 bucăţi;<br />
– eşantionul se repartizează pe mărimi, considerând că eşantionul trebuie să fie tot<br />
6% din numărul de produse corespunzător fiecărei mărimi (pentru mărimea 36, eşantionul<br />
are volumul n36 = (283 × 6) : 100 = 17 bucăţi).<br />
Datele ce reprezintă volumul eşantionului pentru fiecare mărime se centralizează în<br />
tabelul <strong>IX.9.</strong>45.<br />
Repartiţia eşantioanelor pe mărimi<br />
Tabelul <strong>IX.9.</strong>45<br />
Mărimi 36 38 40 42 44<br />
Numărul de<br />
bucăţi pe mărimi<br />
Volum eşantion<br />
pe mărimi<br />
283 591 567 448 186<br />
17 35 35 26 12<br />
– se efectuează calculul eşantioanelor pe mărimi şi culori, prin relaţii de proporţionalitate:<br />
– pentru mărimea 36 culoarea A, volumul eşantionului va fi calculat astfel:<br />
283……………17<br />
67…………… X<br />
rezultă X = (67 × 17): 283 = 4 bucăţi.<br />
Datele sunt centralizate în tabelul <strong>IX.9.</strong>46.
698<br />
Culori<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Mărimi<br />
Repartiţia eşantioanelor pe mărimi şi culori<br />
36 38 40 42 44<br />
Tabelul <strong>IX.9.</strong>46<br />
Total bucăţi<br />
pe culori<br />
Culoare A 4 8 8 8 4 32<br />
Culoare B 5 12 11 11 2 41<br />
Culoare C 8 15 15 8 6 32<br />
Total bucăţi pe<br />
mărimi<br />
17 35 34 27 12 125<br />
Acest calcul al determinării eşantioanelor repartizate pe mărimi şi culori se realizează<br />
înaintea aplicării controlului propriu-zis.<br />
Controlul propriu-zis se aplică astfel:<br />
– se extrag eşantioanele pe mărimi şi culori, conform tabelului anterior;<br />
– se controlează eşantioanele extrase, bucată cu bucată;<br />
– se determină numărul de defecte secundare şi minore, conform tabelului cu<br />
defectele specifice produsului analizat;<br />
– dacă numărul de produse cu defecte secundare este cel mult 7 (A = 7), lotul se va<br />
accepta;<br />
– dacă numărul de defecte minore este cel mult 10 (A = 10), lotul se va accepta.<br />
Decizia asupra calităţii lotului se va lua în funcţie de rezultatele ambelor planuri de<br />
control.<br />
Este important ca la ambele planuri să se obţină acelaşi rezultat (acceptare sau<br />
respingere).<br />
Dacă la cele două planuri de control rezultatul este diferit (acceptare şi respingere),<br />
lotul se va respinge.<br />
<strong>IX.9.</strong>11. Controlul statistic al procesului<br />
Aplicat în cadrul proceselor tehnologice, controlul statistic permite depistarea în<br />
timp util a unor perturbaţii ce pot conduce la apariţia unor defecte şi neconformităţi ale<br />
produselor realizate.<br />
În cazul procesului tehnologic de tricotare, principalele operaţii (bobinare, tricotare,<br />
finisare) pot fi controlate şi conduse parametric, prin intermediul unor metode statistice<br />
bazate pe caracteristici valorice.<br />
În schimb, în cadrul procesului tehnologic de confecţionare, principalele operaţii<br />
(şablonare, şpănuire, croire, confecţionare) pot fi controlate prin metode statistice bazate pe<br />
caracteristici atributive.<br />
Pentru aplicarea metodelor de control statistic, în cadrul proceselor este necesară<br />
îndeplinirea următoarelor condiţii:<br />
– dotarea cu mijloace de măsurare specifice parametrilor tehnologici (vitezometre<br />
textile, tensiometre pentru fire, aparate pentru determinarea lungimii de consum etc.);<br />
– cunoaşterea metodelor de control statistic al procesului, bazate pe caracteristicile<br />
valorice şi atributive.<br />
Aplicarea metodelor de control statistic este condiţionată de gradul de stabilitate a<br />
procesului.
Controlul calităţii în tehnologia de prelucrare mecanică 699<br />
În cazul procesului de tricotare, condiţia de stabilitate este îndeplinită atunci când:<br />
– firele alimentate prezintă un grad ridicat de uniformitate a caracteristicilor<br />
(compoziţie fibroasă, densitate de lungime, torsiune, rezistenţă la solicitări statice şi<br />
dinamice etc.);<br />
– maşinile incluse în proces pot fi reglate cu precizie ridicată, iar organele de<br />
formare a ochiurilor, dispozitivele şi mecanismele asigură, prin construcţia şi starea lor,<br />
protejarea firului şi tricotului;<br />
– parametrii mediului ambiant (temperatură, umiditate) nu determină variaţii<br />
sistematice ale caracteristicilor firului, organelor de lucru ale maşinii şi tricotului;<br />
– personalul ce realizează reglarea, întreţinerea şi deservirea maşinilor acţionează<br />
astfel încât parametrii tehnologici şi funcţionali să fie menţinuţi în intervalele stabilite;<br />
– metodele de organizare şi control aplicate permit asigurarea condiţiilor pentru<br />
realizarea nivelului calităţii impus de beneficiari în condiţii de eficienţă.<br />
În cazul procesului de confecţionare, starea de stabilitate este asigurată de fiabilitatea<br />
maşinilor, de gradul de automatizare a acestora, dar şi de nivelul de pregătire profesională a<br />
personalului implicat.<br />
W.E. Deming remarcă următoarele: „O stare de control statistic nu este o stare<br />
naturală a proceselor industriale. Ea este o cucerire la care se ajunge prin eliminarea, una<br />
câte una, într-un efort susţinut, a cauzelor de variaţie excesivă”.<br />
Necesitatea utilizării metodelor statistice în analiza şi controlul variabilităţii proceselor<br />
a fost pusă în evidenţă de Shewhart care consideră că : „repetarea oricărei operaţii, chiar<br />
dacă este făcută în condiţii relativ identice, nu poate furniza aceleaşi rezultate, fiind<br />
necesară o metodă prin care să se poată stabili în ce măsură variabilitatea observată nu<br />
trebuie lăsată la întâmplare”.<br />
În aplicarea metodelor de control statistic al procesului pot fi parcurse următoarele<br />
etape:<br />
– analiza statistică prealabilă controlului;<br />
– controlul statistic propriu-zis.<br />
Obiectivele analizei statistice preliminare controlului sunt sugerate în figura <strong>IX.9.</strong>30.<br />
DA<br />
Analiză statistică<br />
Procesul este controlabil NU<br />
Se aplică controlul statistic Nu se aplică controlul statistic<br />
Acţiuni preventive şi corective<br />
Fig. <strong>IX.9.</strong>30. Etapa preliminară a controlului statistic.<br />
Evaluarea statistică a stării de stabilitate sau instabilitate a procesului se realizează<br />
prin intermediul parametrilor statistici ai reglării şi preciziei reglării.
700<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Noţiuni de bază utilizate în controlul statistic al procesului. Pentru înţelegerea<br />
modului de aplicare a metodelor de control statistic al procesului este necesară definirea<br />
următoarelor noţiuni:<br />
– intervalul de împrăştiere;<br />
– intervalul de toleranţă;<br />
– capabilitatea procesului;<br />
– reglarea procesului;<br />
– precizia procesului.<br />
Intervalul de împrăştiere reprezintă intervalul de valori ale caracteristicii procesului<br />
evaluate în cadrul unui eşantion.<br />
Amplitudinea câmpului de împrăştiere este:<br />
R = Xmax – Xmin<br />
unde: Xmax este valoarea maximă a caracteristicii pentru eşantionul analizat; Xmin – valoarea<br />
minimă a caracteristicii pentru eşantionul analizat.<br />
Intervalul de toleranţă (pentru produs) sau intervalul admis tehnologic (pentru<br />
proces) reprezintă intervalul de valori ale caracteristicii, corespunzător unei populaţii<br />
statistice cu variabilitate de tip aleatoriu.<br />
În cazul în care populaţia statistică este caracterizată de repartiţia normală, între<br />
limitele câmpului de toleranţă este inclusă marea majoritate a valorilor (99,97%).<br />
Amplitudinea câmpului de toleranţă în acest caz este:<br />
T ≤ 6σ ,<br />
unde: σ este abaterea medie pătratică a unei populaţii cu repartiţie normală, ce poate fi<br />
estimată prin abaterea medie pătratică a unui eşantion de volum mare.<br />
Capabilitatea procesului exprimă capacitatea acestuia de a se încadra între limitele<br />
specificate. Se măsoară prin compararea câmpului de toleranţă cu cel de împrăştiere.<br />
Indicatorii capabilităţii sunt Cp şi Cpk:<br />
Cp = T/6σ<br />
unde: T este amplitudinea câmpului de toleranţă; σ – abaterea medie pătratică a populaţiei<br />
statistice normale.<br />
Valoarea optimă a coeficientului este considerată Cp ≥ 1,33 .<br />
Prin coeficientul Cpk se realizează compararea câmpului de împrăştiere cu limitele<br />
câmpului de toleranţă.<br />
Coeficientul Cpk se calculează cu una dintre relaţiile:<br />
TS−x Cpk<br />
=<br />
3σ<br />
când dereglarea apare la limita superioară a intervalului admis;<br />
C<br />
pk<br />
−<br />
−<br />
x− TI<br />
=<br />
3σ<br />
când dereglarea apare la limita inferioară a intervalului admis.<br />
În cazul unui proces capabil Cpk ≥ 1.<br />
Dacă se compară valorile coeficienţilor Cp şi Cpk se obţin informaţii referitoare la<br />
calitatea reglării procesului analizat.
Controlul calităţii în tehnologia de prelucrare mecanică 701<br />
Astfel, în cazul unei reglări foarte bune, valorile celor doi coeficienţi coincid. Cu cât<br />
creşte diferenţa între Cp şi Cpk cu atât dereglarea este mai accentuată. Cunoaşterea valorilor<br />
coeficienţilor de capabilitate pune în evidenţă performanţele procesului analizat şi permite<br />
realizarea pe baze reale a dialogului între producători şi beneficiari.<br />
De exemplu, pentru testarea capabilităţii în cazul unei maşini de tricotat care<br />
urmează să realizeze un tricot pentru care sunt impuse limitele de toleranţă ale<br />
caracteristicii (Lc) – lungimea de consum, se procedează astfel:<br />
– se reglează parametrii tehnologici astfel încât valorile LCi să se încadreze între<br />
limitele de toleranţă impuse;<br />
– pe baza unui eşantion de volum mare (n ≥ 100), se verifică dacă repartiţia valorilor<br />
lungimii de consum este în concordanţă cu repartiţia normală şi se estimează centrul<br />
câmpului (TC), abaterea medie pătratică (σ) şi limitele câmpului de toleranţă (TS, TI);<br />
– pe parcursul procesului se efectuează determinări succesive asupra lungimii de<br />
consum cu aparate specifice şi se determină media valorilor lungimii de consum;<br />
– se determină coeficienţii de capabilitate şi se interpretează rezultatele;<br />
– în cazul în care Cp şi Cpk au valori subunitare, se va considera că procesul de<br />
tricotare nu garantează calitatea tricotului obţinut (lungimea de consum nu se va încadra<br />
între limitele intervalului de toleranţă).<br />
Reglarea procesului este apreciată statistic prin medie, modul, mediană şi este<br />
exprimată prin poziţia centrului câmpului de împrăştiere faţă de cel al intervalului admis<br />
tehnologic.<br />
Precizia procesului este apreciată prin parametrii statistici ai preciziei (dispersie,<br />
abatere medie pătratică, coeficient de variaţie). Precizia este cu atât mai bună cu cât valorile<br />
acestor parametri statistici sunt mai mici.<br />
<strong>IX.9.</strong>11.1. Aplicarea controlului statistic al procesului<br />
pentru caracteristici valorice<br />
Controlul statistic aplicat pe parcursul procesului tehnologic se realizează pe baza unor<br />
eşantioane extrase din producţia curentă sau pe baza unor determinări asupra parametrilor<br />
tehnologici.<br />
Acest control poate fi orientat atât spre produs (fiind aplicat în inspecţiile intermediare)<br />
cât şi spre proces în mod direct (fiind aplicat în etapele de control - proces).<br />
Rolul controlului este de a detecta în timp util variaţiile sistematice ale caracteristicilor<br />
semifabricatelor sau ale parametrilor procesului, în scopul îndepărtării acestora. Aceasta se<br />
realizează prin intermediul acţiunilor preventive şi corective întreprinse imediat ce au fost<br />
detectate variaţii sistematice.<br />
Acţiunea corectivă începe o dată cu depistarea unei probleme şi luarea unor măsuri<br />
pentru eliminarea sau minimizarea posibilităţii de repetare a acesteia.<br />
Acţiunea preventivă constă în modificarea unui proces de fabricaţie, ambalare,<br />
transport, depozitare, revizuire a unor specificaţii de produs sau proces, în scopul evitării pe<br />
viitor a unei neconformităţi.<br />
Tipuri de control statistic. După modul de evaluare a caracteristicilor de calitate sau<br />
noncalitate, controlul statistic al procesului poate fi :<br />
• control statistic prin măsurare;<br />
• control statistic prin atribute.
702<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Controlul statistic prin măsurare se aplică la controlul parametrilor tehnologici.<br />
Controlul prin atribute se aplică în cazul caracteristicilor ce împart produsele şi<br />
procesele în categoriile „corespunzătoare” şi „necorespunzătoare”.<br />
În acest caz, poate fi determinată fracţiunea de defecte a eşantionului (pi) sau numărul<br />
de defectări înregistrate în unitatea de timp :<br />
xi<br />
pi<br />
=<br />
n<br />
unde: xi este numărul de semifabricate necorespunzătoare din eşantionul i.<br />
Când controlul se aplică asupra procesului de tricotare, defectele/defectările pot fi:<br />
număr de fire rupte într-un interval de timp, număr de ace rupte, număr de opriri ale maşinii<br />
etc.<br />
Atunci când controlul se aplică în confecţionare, defectele pot fi: număr de produse<br />
necorespunzătoare, număr de defecte de diferite tipuri/ produs etc.<br />
Etapele aplicării controlului statistic. Etapa preliminară a controlului statistic<br />
cuprinde:<br />
– alegerea caracteristicii controlate;<br />
– analiza prealabilă a procesului;<br />
– analiza statistică premergătoare controlului propriu-zis.<br />
Alegerea caracteristicii controlate este în funcţie de importanţa acesteia asupra calităţii<br />
produsului finit. Se preferă acele caracteristici pentru care există sau pot fi întocmite<br />
specificaţii şi sunt cunoscute metode de evaluare.<br />
Analiza prealabilă a procesului urmăreşte stabilirea locurilor şi modurilor în care<br />
pot fi introduse în proces variaţii sistematice ale caracteristicilor. În această etapă se<br />
verifică starea generală a maşinilor (ungerea, curăţirea, starea organelor şi dispozitivelor),<br />
modul de alimentare a firelor (starea bobinelor, traseul firelor), mediul ambiant (temperatură,<br />
umiditate, iluminat, grad de poluare) precum şi modul de organizare şi control<br />
al procesului.<br />
În cazul în care se observă nerespectarea condiţiilor de bună funcţionare a procesului,<br />
se aplică o serie de acţiuni ce vizează respectarea acestora.<br />
Analiza statistică premergătoare controlului propriu-zis prezintă următoarele etape:<br />
a) efectuarea unui sondaj de volum mare;<br />
b) verificarea caracterului aleatoriu al datelor de sondaj;<br />
c) verificarea concordanţei dintre repartiţia analizată şi o repartiţie teoretică cunoscută;<br />
d) determinarea fracţiunii de defecte probabilă;<br />
e) întocmirea diagramelor de control.<br />
● Pentru obţinerea eşantionului de volum mare se poate proceda în două moduri:<br />
– extragerea completă a unui eşantion de volum mare n = 40-300 din producţia<br />
curentă;<br />
– extragerea la anumite intervale de timp a unor eşantioane de volum redus, până la<br />
completarea volumului dorit al eşantionului.<br />
Datele obţinute prin evaluarea caracteristicii se înscriu în fişa de observare.<br />
Prin înscrierea valorilor în ordinea obţinerii într-un sistem de axe rectangulare se<br />
obţin diagrame de timp care permit aprecierea stabilităţii în timp a procesului.<br />
Procedându-se la ordonarea şi gruparea valorilor în clase poate fi determinată<br />
repartiţia de sondaj şi pot fi trasate graficele (histograma, diagrama cumulativă în trepte,
Controlul calităţii în tehnologia de prelucrare mecanică 703<br />
poligonul centrelor claselor). Acestea constituie informaţii referitoare la repartiţiile teoretice<br />
aflate în concordanţă cu repartiţia analizată.<br />
● Caracterul aleatoriu sau nealeatoriu al datelor de sondaj poate fi pus în evidenţă<br />
prin aplicarea unor teste statistice (testul iteraţiilor, testul fazelor etc.). În cazul caracterului<br />
nealeatoriu va trebui reluată etapa anterioară.<br />
● în cazul în care caracteristica analizată este de tip continuu se va testa concordanţa<br />
dintre repartiţia analizată şi repartiţia normală (testul „χ 2 ”, Lilliefors etc.), iar în cazul unor<br />
caracteristici atributive, concordanţa cu o repartiţie de tip discret.<br />
● Luarea unei decizii privind aplicarea sau nu a controlului statistic este determinată<br />
de valoarea fracţiunii de defecte (p). Pentru caracteristicile cu repartiţie normală, p se<br />
determină astfel:<br />
p = P(x ≤ TI; x ≥ TS) = 1 – P(T1 < X < TS) = 1 – [F(TS) – F(TI)]<br />
Considerând cazul unei repartiţii normale, la care TI şi TS sunt simetrice faţă de Tc, se<br />
poate scrie:<br />
T<br />
zs =<br />
−T s<br />
T<br />
; zi<br />
=<br />
−T<br />
s<br />
şi zS = zI T<br />
= z =<br />
2s<br />
S c I c<br />
unde: T reprezintă amplitudinea câmpului de toleranţă (T = TS – TI); s – abaterea medie<br />
pătratică estimată pe baza eşantionului de volum mare prelevat;<br />
Rezultă :<br />
p = 1 – [F(z) – F(–z)] = 2 – 2F(z)<br />
În funcţie de valoarea fracţiunii de defecte pot fi luate următoarele decizii:<br />
– procesul este controlabil statistic pentru p ≤ 0,02;<br />
– procesul nu este controlabil statistic pentru p > 0,02.<br />
În cazul proceselor specifice industriei textile, se acceptă o fracţiune de defecte mai<br />
mare faţă de alte ramuri industriale, avându-se în vedere variabilitatea suficient de mare a<br />
factorilor implicaţi în proces (materii prime, factorul uman, mediul ambiant).<br />
● Diagramele de control sunt incluse în fişele de control. Acestea sunt instrumente<br />
utile în controlul şi dirijarea proceselor de producţie.<br />
Fişele de control sunt de două tipuri:<br />
– pentru caracteristici valorice;<br />
– pentru caracteristici atributive.<br />
Fişele pentru caracteristici valorice se bazează pe doi parametri statistici, şi anume:<br />
– pe un parametru al reglării: media ( x ) sau mediana (Me);<br />
– pe un parametru al preciziei reglării: abaterea medie absolută (S) sau amplitudinea<br />
(R).<br />
Combinând în perechi parametrii statistici ai reglării şi preciziei, rezultă patru tipuri<br />
de fişe de control statistic:<br />
– fişă bazată pe medie ( x ) şi abatere medie pătratică (S);<br />
– fişă bazată pe medie ( x ) şi amplitudine (R);<br />
– fişă bazată pe mediană (Me) şi abatere medie (S);<br />
– fişă bazată pe mediană (Me) şi amplitudine (R).<br />
Fişele de control pentru caracteristicile atributive se bazează pe un singur parametru,<br />
referitor la probabilitatea de apariţie a produselor necorespunzătoare sau a defectelor în produs.
704<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Aceste fişe pot fi:<br />
– fişa „p” bazată pe fracţiunea de defecte a eşantionului;<br />
– fişa „np” bazată pe numărul de produse necorespunzătoare din eşantion;<br />
– fişa „u” bazată pe numărul de defecte pe produs;<br />
– fişa „C” bazată pe numărul de defecte pe eşantion.<br />
Exemplu<br />
Fişă de control statistic pentru caracteristici valorice (STAS R 5880-72). Completarea<br />
fişei de control presupune determinarea limitelor diagramelor de control.<br />
Se consideră cazul diagramelor de control pentru medie şi abaterea medie pătratică.<br />
În cazul unei caracteristici cu repartiţie normală, limitele diagramei pentru medie se<br />
pot calcula pe baza relaţiei:<br />
σ σ<br />
T z x T z<br />
−<br />
0 0<br />
c − α < < c + α<br />
1− n 1−<br />
n<br />
2 2<br />
în care: Tc este centrul câmpului de toleranţă (admis tehnologic).<br />
Diagrama pentru medie este constituită din două perechi de limite ale intervalelor de<br />
control şi supraveghere.<br />
Limitele de control sunt determinate astfel încât probabilitatea depăşirii lor să fie<br />
foarte mică. În practică se consideră α = 0,002. Aceasta corespunde în cazul repartiţiilor<br />
normale cu intervalul de variaţie al valorilor de m ± 3σ.<br />
Pentru a se mări siguranţa în conducerea procesului, în interiorul intervalului de<br />
control este inclus intervalul de supraveghere delimitat de LSi şi LSs. Aceste limite sunt<br />
determinate astfel încât riscul depăşirii lor să fie mai mare (α = 0,05).<br />
Perechile de limite se determină în funcţie de probabilitatea ca media eşantioanelor<br />
extrase pe parcursul procesului să se încadreze în intervalul de supraveghere şi de control.<br />
Pentru α = 0,05 se calculează limitele intervalului de supraveghere (siguranţă) cu<br />
relaţia:<br />
σ0<br />
LSi,s = Tc ± z0975<br />
,<br />
n<br />
în care: LSi este limita de supraveghere inferioară; LSs – limita de supraveghere superioară;<br />
z0,975 = 1,96 (din tabelele funcţiei de repartiţie normală – normată); n – volumul eşantionului<br />
extras la controlul efectuat pe parcursul procesului (de obicei n = 7-10 determinări).<br />
Limitele intervalului de control se determină pentru α = 0,002 astfel :<br />
σ0<br />
LCis = Tc − z0999<br />
,<br />
n<br />
unde: z 0,999 = 3,09 ( din tabelele funcţiei de repartiţie normală – normată).<br />
Limitele diagramei pentru abaterea medie pătratică se determină pe baza relaţiei<br />
σ σ<br />
0 2 0 2<br />
χ α < S < χα<br />
−1 1− , ν −1<br />
, ν<br />
2 2<br />
n n<br />
La constituirea diagramei de control pentru abaterea medie pătratică se consideră<br />
doar limitele superioare (LSs, LCs), deoarece doar depăşirea acestora constituie un caz<br />
nefavorabil calităţii (precizie mică a procesului, grad redus de uniformitate a produselor<br />
obţinute).
Controlul calităţii în tehnologia de prelucrare mecanică 705<br />
Pentru α = 0,05 se determină limita de supraveghere superioară:<br />
L Ss =<br />
σ0<br />
n −1<br />
2<br />
χ0025<br />
, , ν= n−1<br />
Pentru α = 0,002 se determină limita de control superioară:<br />
σ0<br />
2<br />
L Cs = χ0001<br />
, , ν= n−1<br />
n −1<br />
Fişa de control statistic bazată pe medie şi abatere medie conform STAS R 5880-72<br />
se prezintă în tabelul <strong>IX.9.</strong>47.<br />
La partea superioară a fişei se prezintă datele de identificare a controlului privind:<br />
locul (firma, secţia maşina), obiectul măsurării (produsul, caracteristica măsurată, intervalul<br />
de toleranţă), modul de măsurare (metoda şi mijlocul de măsurare).<br />
Diagrama de control a mediei este raportată la un sistem de referinţă ortogonal, în<br />
care mediile probelor ( x i ) se prezintă prin puncte ce au în abscisă numărul de ordine al<br />
probei şi, în ordonată, valoarea mediei probei.<br />
Diagrama pentru abaterea medie pătratică este de asemenea raportată la un sistem<br />
ortogonal, unde în abscisă se reprezintă numărul de ordine al probei, iar în ordonată,<br />
valoarea abaterii medii pătratice (si). Se recomandă revizuirea periodică a limitelor de<br />
control şi supravegherii, deoarece pot apărea modificări ca urmare a schimbării materiei<br />
prime sau apariţiei unor modificări semnificative în procesul de producţie.<br />
La partea inferioară a fişei se prezintă datele obţinute la controlul curent (valorile<br />
caracteristicii măsurate), valorile tipice ale eşantioanelor (media şi abaterea medie pătratică)<br />
şi decizia în urma controlului (C – procesul continuă, O – procesul este oprit)<br />
Controlul statistic propriu-zis constă în extragerea unor eşantioane de volume mici<br />
(n ≤ 30 pentru caracteristici valorice, la intervale de timp prestabilite. Pe baza acestora se<br />
estimează parametrii statistici corespunzători fişelor de control respective.<br />
Valorile obţinute vor fi înscrise sub formă de puncte în cadrul diagramelor de control.<br />
Evoluţia punctelor înscrise în cadrul diagramelor pentru medie şi abaterea medie<br />
prezintă următoarele semnificaţii:<br />
a – atunci când punctele ce marchează x i şi Si se înscriu între limitele de supraveghere,<br />
se consideră că procesul are reglare şi precizie corespunzătoare (eşantionul 1 din<br />
tabelul <strong>IX.9.</strong>47); concluzia controlorului este că procesul este stabil ca reglare şi precizie şi<br />
poate continua (se înscrie litera „C” în fişa de control);<br />
b – atunci când punctul ce reprezintă reglarea se află între limitele de supraveghere,<br />
iar cel ce reprezintă precizia este în afara limitelor de control (eşantionul 2 din tabelul <strong>IX.9.</strong>47),<br />
se consideră că procesul este reglat corespunzător, dar este instabil ca precizie; în acest caz,<br />
procesul se opreşte şi se înscrie litera „O” în fişa de control; se verifică maşina pentru a se<br />
stabili cauzele preciziei instabile şi se iau măsuri pentru remedierea situaţiei, iar produsele<br />
obţinute de la controlul anterior se vor verifica bucată cu bucată;<br />
c – dacă punctul ce reprezintă media este în afara limitelor de control, iar cel ce<br />
marchează abaterea medie pătratică, între limitele de control, se va considera că procesul<br />
este instabil ca reglare, dar stabil ca precizie (eşantionul 3 din tabelul <strong>IX.9.</strong>47); în acest caz<br />
se opreşte maşina în vederea corecţiei reglării, iar produsele obţinute de la controlul<br />
anterior se verifică bucată cu bucată.<br />
d – dacă punctele ce reprezintă atât media cât şi abaterea medie pătratică se află în<br />
afara limitelor de control (eşantionul 4 din tabelul <strong>IX.9.</strong>47), este cazul unui proces instabil,<br />
atât ca reglare cât şi ca precizie, fiind situaţia cea mai nefavorabilă calităţii procesului; se<br />
procedează ca şi în cazurile anterioare.
706<br />
Întreprinderea:<br />
Secţia:<br />
Maşina:<br />
Data<br />
Ora<br />
Nr.ordine al<br />
eşantionului<br />
Diagrama<br />
pentru medie:<br />
LCs<br />
LSs<br />
Tc<br />
LSi<br />
LCi<br />
Diagrama<br />
pentru<br />
abatere medie:<br />
LCs<br />
LSs<br />
0<br />
Valorile<br />
caracteristicii<br />
măsurate<br />
X1 X2 .<br />
.<br />
Xn<br />
Media probei:<br />
xi −<br />
Abaterea medie<br />
pătratică: Si<br />
Decizia<br />
controlului<br />
Cauza încălcării<br />
desfăşurării<br />
normale<br />
Măsuri luate<br />
Controlor<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Fişa de control statistic pentru medie şi abaterea medie pătratică<br />
•<br />
Produsul:<br />
Caracteristica<br />
controlată:<br />
Toleranţa:<br />
Operaţia:<br />
Aparatul de măsură:<br />
Precizia aparatelor:<br />
Mărimea eşantionului (n):<br />
Interval între probe:<br />
Tabelul <strong>IX.9.</strong>47<br />
1 2 3 4 5 ……..k<br />
•<br />
• •<br />
• •<br />
• •<br />
X 11<br />
X 12<br />
X 1n<br />
x1 −<br />
S 1<br />
X 21<br />
X 22<br />
X 2n<br />
−<br />
x 2<br />
S 2<br />
X 31<br />
X 32<br />
X 3n<br />
−<br />
x 3<br />
S 3<br />
X 41<br />
X 42<br />
X 4n<br />
−<br />
x 4<br />
S 4<br />
•<br />
•<br />
• •<br />
X 51<br />
X 52<br />
X 5n<br />
−<br />
x 5<br />
C 0 0 0 C C<br />
<strong>IX.9.</strong>11.2. Fişe de control pentru caracteristici atributive<br />
În cazul proceselor greu controlabile sau necontrolabile parametric pot fi aplicate<br />
metode de control bazate pe caracteristici atributive. De exemplu, în cazul proceselor de<br />
croire sau confecţionare semifabricatele pot fi controlate în cadrul inspecţiilor intermediare<br />
S 5<br />
X k1<br />
X k2<br />
X kn<br />
−<br />
x k<br />
Sk
Controlul calităţii în tehnologia de prelucrare mecanică 707<br />
prin metode bazate pe caracteristici atributive. Aceste caracteristici pot fi: numărul de produse<br />
necorespunzătoare din eşantion sau numărul de defecte pe unitatea de produs sau pe eşantion).<br />
În acest caz, evaluarea are un pronunţat caracter subiectiv ceea ce impune mărirea<br />
volumului eşantioanelor supuse controlului (n = 20-60). Controlul statistic prin atribute se<br />
realizează prin:<br />
– fişe de control bazate pe numărul de produse necorespunzătoare din eşantion<br />
(fişa „np”) sau pe fracţiunea de defecte a eşantionului (fişa „p”);<br />
– fişe de control bazate pe numărul de defecte pe unitatea de produs (fişa „u”) sau pe<br />
eşantion (fişa „C”).<br />
Fişa „p” (fişa bazată pe fracţiunea de defecte a eşantionului). Parametrul statistic ce<br />
stă la baza construirii diagramei de control este probabilitatea de apariţie în cadrul unui lot a<br />
unui anumit număr de produse necorespunzătoare. Acest parametru este estimat în cadrul<br />
unor eşantioane extrase din producţia curentă prin fracţiunea de defecte:<br />
x<br />
p =<br />
n<br />
unde: x este numărul de produse necorespunzătoare din eşantion; n – volumul eşantionului.<br />
În practică se determină limitele superioare de control şi supraveghere, cu relaţiile:<br />
np 0( 1− p 0 ) np 0( 1−<br />
p 0 )<br />
LCs = p0 + 3 ; LSs = p0<br />
+ 2<br />
,<br />
n n<br />
în care: n este volumul probei curente; p0 – fracţiunea de defecte medie determinată în etapa<br />
premergătoare controlului statistic propriu-zis.<br />
Pentru determinarea valorii p0 se extrag k = 25-30 eşantioane de volume n1 = 20-50,<br />
astfel încât cel puţin 5% din producţia totală să fie supusă controlului. Se determină pentru<br />
fiecare eşantion<br />
p<br />
x<br />
−<br />
i<br />
i<br />
i=<br />
1<br />
pi<br />
= şi p =<br />
n1<br />
k<br />
ce reprezintă fracţiunea de defecte medie.<br />
Valoarea p −<br />
reflectă nivelul calităţii determinat pe parcursul procesului tehnologic şi<br />
stă la baza aplicării unor acţiuni preventive şi corective pentru reducerea acesteia.<br />
În cazul în care procesul nu mai necesită îmbunătăţiri, se consideră că p 0 reprezintă<br />
fracţiunea de defecte propusă de producător în vederea încheierii contractelor comerciale.<br />
Fişa „np”. Parametrul corespunzător acestei fişe este numărul de produse necorespunzătoare<br />
din lot .<br />
Limitele superioare de control şi supraveghere ale diagramei de control se determină<br />
cu relaţiile:<br />
k<br />
∑<br />
( ) ( )<br />
L = np + 3 np 1 − p ; L = np + 2 np 1−<br />
p<br />
Cs 0 0 0 Ss 0 0 0<br />
Pentru determinarea volumului n al probelor curente se aplică relaţia:<br />
x<br />
n =<br />
−<br />
p<br />
în care: x este numărul mediu al produselor necorespunzătoare din cadrul eşantionului; p –<br />
fracţiunea de defecte medie determinată în etapa premergătoare.<br />
−
708<br />
MANUALUL INGINERULUI TEXTILIST – METROLOGIE TEXTILĂ<br />
Se adoptă 1 ≤ x ≤ 3, iar n se rotunjeşte astfel încât să se obţină una dintre valorile<br />
10, 15, 20…45.<br />
Fişele „u” şi „C”. Se bazează pe numărul de defecte pe unitatea de produs („u”) sau<br />
pe eşantion („C”). Aceste fişe presupun fie detectarea defectelor de acelaşi tip, fie de<br />
diferite tipuri. Atunci când defectele au importanţă (gravitate) diferită, însumarea lor se face<br />
aplicând o pondere (grad de importanţă) fiecărui tip de defect.<br />
Fişa „u” se aplică atunci când producţia se prezintă sub formă de unităţi distincte<br />
(panouri, detalii croite sau confecţionate, ciorapi etc.).<br />
Pentru construirea diagramei de control se procedează astfel:<br />
– se extrag minimum k = 25 eşantioane din producţia curentă de volum n (n ≥ 20) şi<br />
se determină numărul de defecte pe eşantion:<br />
sau<br />
Ci<br />
ui<br />
= pentru eşantioane de volume egale<br />
n<br />
Ci<br />
ui<br />
= pentru eşantioane de volume diferite.<br />
ni<br />
– se determină numărul de defecte mediu.<br />
−<br />
u =<br />
k<br />
∑ ui<br />
i=<br />
1<br />
sau<br />
– se determină limitele intervalului de control:<br />
k<br />
− u − u<br />
LCi = u− 3 ; LCs = u+<br />
3<br />
n n<br />
În cazul în care defectele diferă între ele ca importanţă, însumarea lor se face cu<br />
ajutorul unor coeficienţi atribuiţi astfel:<br />
E - pentru defecte majore care fac produsul inutilizabil;<br />
F - pentru defecte ce influenţează negativ utilizarea produsului;<br />
G - pentru defecte ce nu reduc gradul de utilitate.<br />
Între aceşti coeficienţi există relaţia: E > F > G.<br />
De exemplu, E = 100, F = 50, G = 10.<br />
Numărul de defecte pentru un eşantion n se calculează cu relaţia:<br />
−<br />
u =<br />
k<br />
∑<br />
i=<br />
1<br />
k<br />
∑<br />
i=<br />
1<br />
− −<br />
E⋅ C + F⋅ C + G⋅C ui<br />
=<br />
n<br />
1i 2i 3i<br />
în care C1i, C2i, C3i reprezintă numărul defectelor de gravitate diferită din eşantionul „i”.<br />
Fişa „C” se aplică atunci când producţia nu se prezintă sub formă de unităţi<br />
distincte. Este cazul tricotului metraj al firelor, aţei de cusut etc.<br />
Unitatea de eşantion poate fi exprimată de la caz la caz în kg, m 2 , m. În cadrul<br />
metodelor de control al tricotului metraj, numărul de defecte se raportează la unitatea de<br />
u<br />
n<br />
i<br />
i
Controlul calităţii în tehnologia de prelucrare mecanică 709<br />
masă (număr defecte/kg). În cazul firelor, numărul de defecte se raportează la unitatea de<br />
lungime (număr de defecte/m).<br />
Pentru construirea diagramei de control din fişa „C” se procedează ca şi în cazul<br />
fişei u. Limitele de control se determină cu relaţiile:<br />
− − − −<br />
L = C+ 3 C; L = C− 3 C<br />
Cs Ci<br />
În cazul în care defectele urmărite au gravitate diferită, pentru determinarea numărului<br />
mediu de defecte se utilizează coeficienţii E, F şi G.<br />
Fişele de control pentru caracteristici atributive conţin o singură diagramă de control.<br />
Diagrama de control prezintă doar limitele superioare de supraveghere (LS) şi control (Lc)<br />
deoarece doar depăşirea acestora reprezintă un caz nefavorabil pentru calitate.<br />
Etapele parcurse pentru aplicarea controlului prin sondaj pentru caracteristici atributive<br />
sunt aceleaşi ca şi în cazul controlului statistic pentru caracteristicile valorice.






