curs planificarea si organizarea productiei m1 - Portal Colegiul ...
curs planificarea si organizarea productiei m1 - Portal Colegiul ...
curs planificarea si organizarea productiei m1 - Portal Colegiul ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
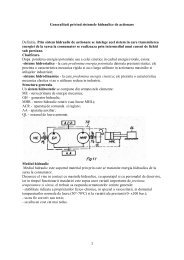
Secţie de producţie în flux<br />
Prin <strong>si</strong>ncronizarea executării în timp a operaţiilor se înţelege trecerea spre prelucrare a<br />
produselor la intervale de timp precise, egale cu mărimea tactului.<br />
Exemplu<br />
Pe o linie de producţie în flux, se execută 6 operaţii, având următoarele durate: operaţia I<br />
-16 minute; operaţia a II-a - 8 minute; operaţia a III-a - 24 de minute; operaţia a IV-a - 8 minute;<br />
operaţia a Va - 16 minute; operaţia a VI-a -24 de minute. Tactul acestei linii de producţie în flux<br />
este de 8 minute.<br />
Pentru ca această linie de producţie în flux să poată funcţiona în mod <strong>si</strong>ncronizat, potrivit<br />
tactului de funcţionare stabilit, trebuie determinat numărul de maşini care vor lucra în paralel<br />
pentru executarea fiecărei operaţii în parte, prin raportarea duratei operaţiei la tactul de<br />
funcţionare.<br />
Numărul de maşini necesar executării fiecărei operaţii se calculează astfel: operaţia 1-16/8<br />
= 2 maşini; operaţia a II-a - 8/8 = 1 maşină; operaţia a III-a - 24/8 = 3 maşini; operaţia a IV-a -8/8<br />
= 1 maşină; operaţia a V-a -16/8 = 2 maşini; operaţia a VI-a - 24/8 - 3 maşini.<br />
Se constată că pentru obţinerea produsului finit trebuie să existe 12 maşini: 2 pentru operaţia I,<br />
una pentru operaţia a II-a, 3 pentru operaţia a III-a, una pentru operaţia a IV-a, 2 pentru operaţia a<br />
V-a şi 3 pentru operaţia a VI-a.<br />
La fiecare 8 minute, se lansează în fabricaţie un nou produs.<br />
Astfel, pentru fabricarea a 3 produse - A, B şi C, procesul tehnologic va decurge în felul<br />
următor:<br />
- produsul A se execută pentru operaţia I la maşina 1, timp de 16 minute;<br />
- produsul B se lansează în fabricaţie la 8 minute după primul produs, iar operaţia I se va executa<br />
pe maşina a 2-a, timp de 16 minute;<br />
- produsul C se lansează în fabricaţie la 8 minute după produsul B. în acest timp, s-a terminat<br />
prelucrarea produsului A la operaţia I la maşina 1. Deci produsul C se prelucrează pentru operaţia<br />
I la maşina 1, timp de 16 minute.<br />
Procesul de producţie pentru cele 3 produse se continuă. Putem desprinde următoarele<br />
concluzii:<br />
- produsul A se execută pe maşinile: 1; 3; 4; 7; 8; 10.<br />
- produsul B se execută pe maşinile: 2; 3; 5; 7; 9; 11.<br />
- produsul C se execută pe maşinile: 1; 3; 6; 7; 8; 12. Sincronizarea executării operaţiilor se poate<br />
observa în figura 2.5.<br />
În figura 2.6 este prezentat graficul de fabricare a celor trei produse consecutive în cadrul<br />
acestei linii de producţie în flux.<br />
Curs De PLANIFICAREA ȘI ORGANIZAREA PRODUCȚIEI SCANAT DE UNGUREANU MARIN 45