Professor Orientador: Nestor Cezar Heck - Ufrgs
Professor Orientador: Nestor Cezar Heck - Ufrgs
Professor Orientador: Nestor Cezar Heck - Ufrgs

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
4. RESULTADOS E DISCUSSÃO............................................................................................................464.1 Trabalho prático................................................................................................................................464.1.1 Coleta dos gases ........................................................................................................................464.1.2 Análise metalográfica................................................................................................................474.2 trabalho teórico.................................................................................................................................494.2.1 Sistemas de equilíbrio Fe-O e decomposição do vapor d’água .................................................494.2.2 Interação aço/atmosfera do forno ..............................................................................................505. CONCLUSÕES......................................................................................................................................536. SUGESTÕES PARA OUTROS TRABALHOS ....................................................................................547. BIBLIOGRAFIAS..................................................................................................................................553
LISTA DE FIGURASFigura 1 – Curvas de equilíbrio para formação dos óxidos FeO/Fe 3 O 4 quando o ferroé aquecido em uma atmosfera CO/CO 2 ......................................................14Figura 2 - Curvas de equilíbrio para formação dos óxidos FeO/Fe 3 O 4 quando o ferroé aquecido em uma atmosfera H 2 /H 2 O.......................................................16Figura 3 – Composição da atmosfera exotérmica em função da relação ar-metano22Figura 4 – Fotografia de um dos fornos utilizados no tratamento térmico.............37Figura 5 – Fotografia do medidor de gases instalado para coleta ........................38Figura 6 – Imagem mostrando os valores inseridos no programa de simulação ....45Figura 7- Micrografia obtida na região superficial do aço. Observa-se umadescarbonetação nesta região. .................................................................48Figura 8 – Gráfico Temperatura x Log p(O 2 ).....................................................50Figura 9 – Resultados obtidos na simulação do sistema teórico...........................514
LISTA DE TABELASTabela 1: Propriedades de gases e vapores comuns ..........................................11Tabela 2 – Composição química do aço SAE 10B22 ...........................................35Tabela 3 – Características do nitrogênio empregado..........................................36Tabela 4 – Resultados obtidos no forno com fios-máquina com carepa ................46Tabela 5 – Resultados obtidos no forno vazio ...................................................46Tabela 6 – Resultados obtidos no forno com fios-máquina sem carepa ................475
RESUMOO presente trabalho mostra as atmosferas mais importantesque são utilizadas em fornos de tratamento térmico. Além do mais,dados práticos foram obtidos na esferoidização de um aço SAE10B22, que utilizou uma atmosfera em base de nitrogênio comercial.Para a verificação destes dados, foi realizado um trabalho teórico,onde foram feitos cálculos para obtenção de um sistema teóricosemelhante ao sistema real. Os dados teóricos obtidos foramsimulados em um programa de simulações termodinâmicas.6
ABSTRACTThe present work shows the most important atmospheres thatare used in heat treating furnaces. Besides, pratical data wasobtained from a spheroidizing heat treatment of a SAE 10B22 steel,that used a prepared nitrogen-based atmosphere. For the verificationof these data, a theoretical work was accomplished where was madecalculations for obtaining of a theoretical system similar to the realsystem. The obtained theoretical data were simulated in a program ofthermodynamic simulations.7
1. INTRODUÇÃOO controle da atmosfera dos fornos é de extrema importânciapara se conseguir um tratamento térmico bem sucedido com umaboa precisão na obtenção das especificações metalúrgicas requeridas.A prevenção da oxidação da superfície quando os metais sãoexpostos a temperaturas elevadas é uma das atribuições daatmosfera do forno. Quando propriamente aplicada e controlada estaatmosfera é a fonte de elementos em alguns tratamentos térmicos,como a nitretação; provoca a limpeza superficial de peças quesofreram outros processos e é um ambiente protetor contra efeitosadversos do ar quando metais são expostos à alta temperatura.O estudo da interação entre a carga e a atmosfera do forno éde extrema importância, pois através deste estudo poderá haver umaprevisão se as propriedades mecânicas do material submetido aotratamento térmico será afetada de acordo com os componentespresentes na atmosfera do forno.O objetivo deste trabalho é a verificação dos dados práticos queserão obtidos em uma esferoidização de um aço SAE 10B22,utilizando uma atmosfera em base de nitrogênio comercial, atravésda termodinâmica computacional. A verificação destes dados serárealizada através de cálculos e de simulações feitas em um programade simulação termodinâmica, onde o sistema teórico encontradodeverá ser o mais semelhante possível com o sistema real.8
2. REVISÃO BIBLIOGRÁFICA2.1 FUNDAMENTOS DO COMPORTAMENTO DOS GASESAs moléculas gasosas estão na maioria das vezes bemseparadas e se movem incessantemente no espaço em que elas estãoconfinadas. Os gases se diferem dos líquidos em dois aspectos; gasessão altamente compressíveis e preenchem qualquer recipientefechado no qual estejam presentes. Entretanto, gases se assemelhama líquidos no sentido de que ambos são capazes de escoar, exercerpressão em superfícies que estão em contato e exibir uma velocidadede escoamento que pode ser medida através de um orifício [1].Embora não exista uma distinção clara entre gases e vapores, otermo vapor é usualmente aplicado para o gás que está próximo dasua temperatura de liquefação. O dióxido de carbono é usualmentereferido como vapor, pois é fácil de liqüefazer. Ar, hidrogênio enitrogênio ordinariamente são chamados de gases [1].2.1.1 Pressão gasosaA característica da compressibilidade dos gases leva a umarelação muito simples entre a pressão de um gás e seu volume. Essarelação é conhecida como lei de Boyle, que define que o volume deum gás confinado varia inversamente com a pressão absoluta, sendoque a temperatura esteja constante. A pressão do gás confinado podeser medida por um manômetro com tubo em forma de U contendomercúrio ou outros líquidos. O gás cuja pressão quer ser medida éconectado a um dos lados do manômetro, enquanto o outro ladopermanece aberto. A pressão exercida pelo gás irá forçar o líquido asair pelo lado aberto. A diferença de altura do líquido nas duascolunas multiplicada pela densidade do líquido irá indicar quanto quea pressão gasosa excede a pressão atmosférica [1].9
2.1.2 DifusãoQuando dois ou mais recipientes fechados, originalmentecontendo gases diferentes, são juntados para que cada gás tenhaacesso a todos os recipientes, e assumindo que não haja reaçãoquímica, o movimento molecular provoca que cada gás penetre emtodos os recipientes postos em contato. Por esta difusão, a mistura,conseqüentemente, se torna homogênea. De acordo com a lei deBoyle, a pressão absoluta de cada gás é reduzida a um valor menorchamado de pressão parcial. A pressão da mistura gasosa resultanteserá igual a soma das pressões parciais dos constituintes gasosos [1].A lei de Avogrado estabelece que, em uma mesma temperaturae pressão, volumes iguais de diferentes gases contem número igualde moléculas. Quando esta lei é aplicada para uma quantidadeparticular de um gás, esta quantidade é conhecida como mol. Onúmero de moléculas em um mol de gás é conhecido como númerode Avogrado. Um mol de qualquer gás contem 6 x 10 23 moléculas,sendo que a 0C e pressão atmosférica padrão de 760 mmHg ocupa22,4 l de espaço [1].2.1.3 DensidadeA densidade de um gás é a quantidade de massa contida porunidade de volume, e a densidade é influenciada pela pressão e pelatemperatura. A densidade e a pressão crescem na mesma proporção,e os gases expandem quando aquecidos e contraem quandoresfriados. A densidade do ar foi determinada com muito cuidado,sendo que 1 litro de ar em temperatura e pressão padrões pesa1,293g e sua densidade é de 1,293 Kg/m 3 . A densidade relativa deum gás é a densidade do gás comparada com a densidade do ar [1](Tabela 1).10
Tabela 1: Propriedades de gases e vapores comuns [1]PESOSÍMBOLODENSIDADE DENSIDADEGÁSMOLECULARQUÍMICO(Kg/m 3 ) RELATIVAAPROXIMADOAr --- 28,97 (a) 1,293 1,000Dióxido decarbonoCO 2 44,02 1,965 1,520Monóxidode carbonoCO 28,01 1,250 0,967Hidrogênio H 2 2,02 0,090 0,070Metano CH 4 16,04 0,716 0,552Nitrogênio N 2 28,01 1,250 0,968Oxigênio O 2 32,00 1,429 1,105Propano C 3 H 8 44,09 1,968 1,522(a)Devido ao ar ser uma mistura, não possui um peso molecularverdadeiro. Este valor é um peso molecular médio dos constituintes.2.1.4 ViscosidadeViscosidade está presente nos gases, assim como nos líquidos,entretanto devido ao espaçamento maior entre as moléculas gasosas,a viscosidade dos gases é bem menor do que a dos líquidos. Estafricção entre as moléculas retarda o movimento dos gases através decanais como tubos ou dutos. O coeficiente de viscosidade aumentacom a temperatura para os gases e diminue para os líquidos [1].2.1.5 Efeito da temperatura no estado dos gasesA lei de Charles estabelece que o volume de uma massa fixa degás e sua pressão variam diretamente com sua temperaturaabsoluta. Usando o efeito da temperatura uma lei geral dos gasespode ser escrita na forma de uma equação matemática, como a quesegue:P 1 V 1 = P 2 V 2T 1 T 211
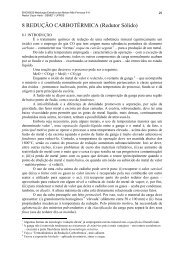
Onde P é a pressão absoluta, V é o volume da massa fixa, T é atemperatura absoluta e 1 e 2 duas condições diferentes de pressão,volume e temperatura [1].Quando a atmosfera de um forno é requerida para contribuircom elementos durante o tratamento térmico, essas leisfundamentais dos gases se tornam importantes. Muitas formas decontrole são usadas para desenvolver um potencial de carbono, oupotencial de um elemento, com a atmosfera [1]. Uma medidaquantitativa de um elemento pode ser obtida através da pressãoparcial dos gases da fórmula usados para produzir o elemento.2.2 PRINCIPAIS GASES E VAPORESAr é um gás importante na atmosfera dos fornos porque estápresente em fornos que não utilizam atmosferas protetoras e porqueé constituinte majoritário em muitas atmosferas preparadas. O ar éconstituído quimicamente de 79% de nitrogênio e 21% de oxigênio,com traços de dióxido de carbono [1]. Entretanto, sabe-se que o arse comporta como uma atmosfera de oxigênio, pois este é oconstituinte mais reativo do ar.2.2.1 OxigênioO oxigênio reage com a maioria dos metais para formar óxidos.Além disso, o oxigênio reage com o carbono dissolvido no açoreduzindo assim a quantidade de carbono superficial(descarbonetação) [1].2.2.2 NitrogênioNitrogênio molecular é passivo para ferrita e inteiramentesatisfatório para uso como atmosfera no recozimento/esferoidizaçãode aços baixo carbono; entretanto, deve estar completamente secopara ser utilizado como atmosfera protetiva para aços alto carbono,12
porque mesmo pequenas quantidades de vapor d’água no nitrogêniopodem provocar descarbonetação. Nitrogênio molecular é reativo comvários aços inoxidáveis e não pode ser utilizado no tratamentotérmico destes [1].2.2.3 Dióxido de carbono e monóxido de carbonoEstes dois gases são muito importantes na atmosfera utilizadapara processamento dos aços. Em temperaturas de austenitização,dióxido de carbono reage com o carbono da superfície dos aços paraproduzir monóxido de carbono:(C) + CO 2 2COOnde (C) representa o carbono dissolvido na austenita. Estareação continua até que não haja mais dióxido de carbono disponívelou até que a superfície do aço esteja completamente sem carbono -neste ponto, se existir um fornecimento contínuo de dióxido decarbono, ferro e óxido de ferro irão oxidar segundo as seguintesreações:Fe + CO 2 FeO + CO3 FeO + CO 2 Fe 3 O 4 + COÓxido ferroso (FeO) é o óxido estável formado acima de 555 C,enquanto o óxido magnético (Fe 3 O 4 ) é formado abaixo de 555 C,como mostra a Figura 1 [1].13
Figura 1 – Curvas de equilíbrio para formação dos óxidos FeO/Fe 3 O 4quando o ferro é aquecido em uma atmosfera CO/CO 2 [1]As reações acima irão continuar até o equilíbrio forestabelecido, sendo que estas evoluem em uma taxa que depende dotempo, temperatura e pressão do sistema [1].2.2.4 HidrogênioO hidrogênio reduz o óxido de ferro para ferro. Sob certascondições, hidrogênio pode agir como agente descarbonetante doaço. O efeito descarbonetante do hidrogênio no aço depende datemperatura do forno, quantidade de umidade (do gás e do forno),tempo em temperatura e quantidade de carbono do aço. O efeitodescarbonetante do hidrogênio em 705 C ou abaixo é desprezível,mas aumenta significadamente acima desta temperatura. Vapord’água aumenta o efeito descarbonetante, porque esta dissocia epassa a ser uma fonte de hidrogênio nascente e oxigênio. Ohidrogênio reage com o carbono do aço para formar metano [1]:(C) + 4H CH 4Oxigênio reage com o carbono do aço para formar monóxido decarbono [1]:14
(C) + O COMesmo uma atmosfera de hidrogênio com ponto de orvalhobaixo possui algum efeito descarbonetante, particularmente em açosalto carbono devido à habilidade do gás, mesmo quando não está nacondição de nascente, em reagir com o carbono [1]:(C) + 2H 2 CH 4Obviamente, o potencial descarbonetante do hidrogênio emambas as condições é marcadamente influenciada pela quantidade decarbono do aço e é esperado que aumente diretamente com oaumento da quantidade de carbono.Vapor d’água é oxidante para o ferro [1]:Fe + H 2 O FeO + H 2E combina com o carbono do aço para formar monóxido decarbono e hidrogênio [1]:(C) + H 2 O CO + H 2É reativo com a superfície do aço em temperaturas baixas ecom pressões parciais baixas. É a principal causa do azulamentodurante o ciclo de resfriamento. O efeito do vapor d’água na oxidaçãodo ferro em várias temperaturas está indicado pelas curvas deequilíbrio mostradas na Figura 2 [1].15
Figura 2 - Curvas de equilíbrio para formação dos óxidos FeO/Fe 3 O 4quando o ferro é aquecido em uma atmosfera H 2 /H 2 O [1]2.2.5 HidrocarbonetosOs gases hidrocarbonetos que são normalmente adicionados ouencontrados em atmosferas de fornos são metano (CH 4 ), etano(C 2 H 6 ), propano (C 3 H 8 ) e butano (C 4 H 10 ). Estes gases conferem umatendência cementante para a atmosfera do forno. A atividade químicaem reagir com a superfície quente do aço depende da decomposiçãotérmica de cada um e da tendência de formar carbono nascente nasuperfície do aço, além da temperatura do forno e da carga utilizada.A decomposição térmica resulta na formação de fuligem emquantidades proporcionais ao número de átomos de carbono noshidrocarbonetos; portanto, propano e butano são mais suscetíveis aformação de fuligem na câmara dos fornos do que etano e metano[1].2.3 REAÇÕES ENTRE OS GASES NAS ATMOSFERAS DEFORNOSOs gases presentes em fornos de queima direta são os gasescriados na combustão de um combustível hidrocarboneto. A16
composição destes gases dentro do forno é uma mistura de alguns,ou todos, os gases citados a seguir: dióxido de carbono, monóxido decarbono, hidrogênio, oxigênio, nitrogênio e vapor d’água [1].Quando os queimadores são ajustados para operar com umexcesso de ar, os produtos de combustão incompleta como monóxidode carbono e hidrogênio são minimizados, mas existem quantidadesresiduais de oxigênio. Inversamente, em queimadores operando comuma deficiência de ar de combustão, consomem todo o oxigêniodisponível antes da combustão completa do combustível. Nesse caso,oxigênio residual é minimizado e produz-se monóxido de carbono ehidrogênio em maior quantidade. Sob todas as circunstancias,quantidades substanciais de vapor d’água são produzidas pelacombustão [1].Outros fatores que podem afetar os gases constituintes daatmosfera do forno são a eficiência do queimador, a selagem do fornoe o tamanho da porta de abertura. As aberturas influenciam em umapossível infiltração de ar e por seguinte um aumento do teor deoxigênio dentro do forno. Não obstante, fornos equipados commúltiplos queimadores podem operar com taxas ar-combustívelvariadas produzindo uma atmosfera de composição imprevisível [1].Quando a atmosfera possui oxigênio em excesso, além devapor d’água e dióxido de carbono, o potencial de oxidação promoveuma formação de carepa no aço. Operação de queimadores comdeficiência de ar de combustão produzem muito menos oxigênio egrandes quantidades de monóxido de carbono e hidrogênio, que sãoredutores e podem causar a descarbonetação da superfície do aço. Oóxido formado pelo dióxido de carbono e pelo vapor d’água éaderente e não é removido com facilidade. A quantidade de carepaformada é função da temperatura do forno e do tempo que o materialé mantido em temperatura [1].17
2.3.1 Dióxido de carbono mais hidrogênioO hidrogênio irá reagir, ou com o dióxido de carbono, ou com ooxigênio para formar vapor d’água [1]. O vapor d’água possui umalto potencial oxidante ou descarbonetante do aço, portanto deve serbem controlado na atmosfera.2.3.2 Reação do gás d’águaAs reações listadas abaixo, nas quais aço ou ferro são oxidadosem elevadas temperaturas, são irreversíveis e não podem sercontroladas [1]:2 Fe + O 2 2FeO4 Fe + 3 O 2 2 Fe 2 O 33 Fe + 2 O 2 Fe 3 O 4Outras reações de oxidação gás-metal, entretanto, sãoreversíveis e podem ser controladas [1], além de poderem serempregadas vantajosamente. São elas:Fe + H 2 O FeO + H 2Fe + CO 2 FeO + COVapor d’água e dióxido de carbono são gases oxidantes, ehidrogênio e monóxido de carbono são gases redutores. Asquantidades de gases redutores ou gases oxidantes podem sergrandes o suficiente para uma anular o efeito do outra. Através deum controle apropriado destas reações, pode ser produzido um efeitoneutro, oxidante ou redutor [1].Estas reações opostas podem ser controladas através da reaçãodo gás d’água [1], que é a seguinte:18
CO + H 2 O CO 2 + H 2Os gases presentes na reação do gás d’água reagem com asuperfície do aço para causar oxidação ou redução, dependendo dacondição de equilíbrio correspondente a temperatura e composição dosistema [1].A 830 C, o potencial oxidante do dióxido de carbono e dovapor d’água são iguais, e o potencial redutor do monóxido decarbono e do hidrogênio também. Nesta temperatura, portanto, aconstante de equilíbrio da reação do gás de água tem valor unitário.Acima de 830 C, o dióxido de carbono é um agente oxidante maisforte que o vapor d’água, e o hidrogênio é um agente redutor maisforte que o monóxido de carbono. Abaixo de 830 C o inverso éverdadeiro [1].Considerando as reações:C + CO 2 2COCO + H 2 O CO 2 + H 2C + H 2 O CO + H 2Suas constantes de equilíbrio são respectivamente:K 1 = [CO 2 ][CO] 2K 2 = [CO][H 2 O][CO 2 ][H 2 ]K 3 =[H 2 O]__[CO][H 2 ]19
2.4 CLASSIFICAÇÃO DAS ATMOSFERAS PREPARADASGrande parte das atmosferas preparadas são normalmentereferidas por seu nome genérico. A American Gas Association (AGA)classificou estas atmosferas comerciais em seis grupos [1], masneste trabalho serão descritas as três mais importantes.Classe 100, base exotérmica: formada por uma combustãoparcial ou completa de uma mistura ar-gás; o vapor d’águadeve ser removido para a obtenção de um ponto de orvalhodesejável.Classe 200, base de nitrogênio preparado: Uma atmosferade base exotérmica com o dióxido de carbono e o vapord’água removidos.Classe 300, base endotérmica: Formada pela reação parcialde uma mistura de ar e gás combustível em uma câmaraexterna catalisadora aquecida.2.5 PERIGO DAS ATMOSFERAS DOS FORNOSAs atmosferas dos fornos constituem uns dos pontos maisperigosos em um tratamento térmico [1]. Em geral, são consideradostrês grandes riscos: risco de fogo, risco de explosão e toxidade.2.5.1 Risco de fogoQuando as atmosferas contem mais de 4% de gasescombustíveis são classificadas como flamáveis. Incluída nestaporcentagem está uma margem de segurança que não deve ser20
ignorada. Os gases combustíveis H2, CO, CH4 e outroshidrocarbonetos nunca devem ser inseridos nas câmaras dos fornosem temperaturas inferiores a 760 C sem ter ocorrido uma purgaapropriada com gás inerte [1].2.5.2 Risco de explosãoEm algum ponto, misturas de ar e gás combustível irão explodirse sofrerem ignição. Quando uma câmara de forno é propriamentegaseificada com temperaturas da câmara em 760 C ou maior, osgases combustíveis irão queimar antes de criar um perigo deexplosão [1].2.5.3 ToxidadeMuitos dos gases constituintes das atmosferas dos fornos sãotóxicos. Os produtos devem ser ventilados para fora do local detrabalho para evitar uma diluição do oxigênio local disponível [1].2.6 ATMOSFERAS DE BASE EXOTÉRMICAGases exotérmicos (classe 100) tem sido utilizado por muitosanos como atmosferas preparadas de baixo custo. Atmosferasexotérmicas são divididas em duas classes básicas: rica e pobre.Atmosferas exotérmicas ricas (classe 102) possuem uma capacidadede redução moderada com uma combinação de 10 a 21% demonóxido de carbono e hidrogênio, enquanto que atmosferasexotérmicas pobres (classe 101), usualmente com uma combinaçãode 1 a 4% de monóxido de carbono e hidrogênio, possuem umacapacidade redutora mínima [1].21
Figura 3 – Composição da atmosfera exotérmica em função darelação ar-metano [1]2.6.1 Atmosferas exotérmicas ricasAs propriedades redutoras das atmosferas exotérmicas ricaspodem ser variadas para a adequação desta para processosespecíficos, como recozimento de aço ou sinterização de pósmetálicos [1]. A Figura 3 indica o range usual de operação do geradorde gás e as mudanças ocorridas, pela medição do volume seco, dosseguintes constituintes gasosos em diferentes ajustes da relação argás:dióxido de carbono, monóxido de carbono, hidrogênio e metanonão queimado. O restante da mistura é nitrogênio.Devido a essas atmosferas possuírem um potencial de carbonoabaixo de 0,1%, o tratamento térmico dos aços geralmente élimitado para processos de aços baixo carbono para minimizar adescarbonetação. Vapor d’água está presente em quantidadessubstanciais e deve ser removido parcialmente por um resfriamentoinicial e por uma secagem refrigerante até um ponto de orvalhoequivalente de 5 C. Este procedimento deve ser seguido por uma22
desidratação com um dessecante adsorvente para pontos de orvalhofinais de –40 a –50 C, segundo as aplicações requeridas [1].2.6.1.1 Produção do gásUm gás exotérmico rico é produzido pela combustão de umhidrocarboneto combustível, como metano e propano, com umarelação ar-gás bem controlada. Essa mistura ar-gás é queimada emum espaço confinado para manter uma temperatura de reação depelo menos 980 C em tempo suficiente para permitir que a reaçãode combustão alcance o equilíbrio. Calor é obtido diretamente dacombustão. O gás resultante é então resfriado para remover parte dovapor d’água formado pela combustão [1].Neste processo, a reação teórica simplificada do metano com oar é:CH 4 + 1,25 O 2 + 4,75 N 2 0,375 CO 2 + 0,625 CO + 0,88 H 2 + 4,75N 2 + 1,12 H 2 O + calorOnde 1 volume de combustível e 6 volumes de ar produzem6,63 volumes de produto de mistura gasosa, com o vapor d’águaremovido. Na prática, geradores de gás exotérmico são raramenteoperados com uma relação ar-gás inferior a 6,6 para 1, para prevenira formação de fuligem como resultado da reação incompleta.Porcentagens traço de metano que não reagiu também existem noproduto gasoso [1].2.6.2 Atmosferas exotérmicas pobresAtmosferas exotérmicas pobres geralmente possuem usolimitado na maioria dos processos de tratamento térmico,particularmente para materiais ferrosos, exceto quando estas23
atmosferas são usadas intencionalmente como agentes oxidantessuperficiais ou em operações especializadas em baixa temperatura[1]. Pode-se observar na Figura 3 o range usual de operação dogerador de gás e as mudanças ocorridas nos produtos gasososconstituídos de dióxido de carbono, monóxido de carbono ehidrogênio. O balanço da mistura é nitrogênio. A capacidade redutorada atmosfera é limitada e o processo de retirada do vapor d’água,presente em grandes quantidades, é o mesmo utilizado nasatmosferas exotérmicas ricas [1].2.6.2.1 Produção do gásUm gás exotérmico pobre é produzido pela combustão de umhidrocarboneto combustível, como metano e propano, com umarelação ar-gás bem controlada. A mistura ar-gás é queimada em umespaço confinado por tempo suficiente para permitir que a reaçãoalcance o equilíbrio. O gás resultante é então resfriado paracondensar parcialmente o vapor d’água formado pela combustão [1].A reação teórica simplificada do metano com o ar é:CH 4 + 1,9 O 2 + 7,6 N 2 0,9 CO 2 + 0,1 CO + 0,1 H 2 + 7,6 N 2 + 1,9H 2 O + calorOnde 1 volume de combustível e 9,5 volumes de ar produzem8,7 volumes de produto de mistura gasosa, com o vapor d’águaremovido. Na prática, geradores de gás exotérmico são raramenteoperados com uma relação ar-gás maior que a requerida paraproduzir um mínimo de 1% total de monóxido de carbono ehidrogênio, a fim de se evitar quantidades residuais de oxigênio. Umaexceção envolve certas aplicações de purga onde pequenasquantidades de oxigênio podem ser toleradas e a presença decombustíveis não é desejada. Neste caso, a relação ar-gás é24
aumentada para operar com uma pequena quantidade de excesso dear, mantendo 1 a 2% de oxigênio no produto gasoso [1].2.7 ATMOSFERAS DE BASE ENDOTÉRMICAAtmosferas de base endotérmica são produzidas em geradoresque utilizam ar e um gás hidrocarboneto como combustível. Essesgases são misturados com uma proporção controlada, sendolevemente comprimidos e depois passam por uma câmara quecontem um catalisador. Esta câmara é aquecida externamente aaproximadamente 1040 C. Os gases reagem na câmara para formarum gás endotérmico. A atmosfera endotérmica produzida deve serresfriada rapidamente para assegurar a integridade da composiçãoquímica [1].Gases endotérmicos produzidos pela queima do metanopossuem a típica análise seguinte: 40,4% hidrogênio, 39%nitrogênio, 19,8% monóxido de carbono, 0,5% metano, 0,2% vapord’água e 0,1% dióxido de carbono [1].2.7.1 AplicaçõesAtmosferas endotérmicas podem ser usadas em praticamenteem todos os processos de forno que requerem uma alta condiçãoredutora. Outra aplicação é sendo utilizado como gás portante nacementação gasosa [1].2.7.2 Geração de atmosferas endotérmicasNa geração de atmosferas endotérmicas, o gás hidrocarbonetoe o ar são medidos em proporções que assegurem um oxigêniosuficiente para formar monóxido de carbono e hidrogênio, sem estarem excesso para formação de dióxido de carbono e vapor d’água [1].25
Para uma reação completa do gás de análise consistente, atemperatura dentro do catalisador deve estar de 980 C a 1040 C.Após a passagem pelo catalisador, os gases são resfriados para umatemperatura inferior a 315 C, prevenindo assim uma reação reversaque forme carbono e dióxido de carbono a partir do monóxido decarbono [1]:2 CO C + CO 2A reação na direção indicada predomina em temperaturas entre705 C e 480 C [1].Devido o gás natural ser composto praticamente só de metano,a reação química geral ocorrida no gerador de gás endotérmico queutiliza gás natural como combustível pode ser expressa como:2 CH 4 + O 2 2 CO + 4 H 2Negligenciando 3,8 volumes de nitrogênio (antes e depois) paracada 2 volumes de metano [1].A reação é processada em dois estágios. No primeiro, parte dometano queima com ar gerando calor. No segundo, o metanorestante reage com o dióxido de carbono e com o vapor d’águaproduzidos no primeiro estágio, provocando uma reação endotérmica.Alta temperatura e uma câmara catalítica limpa são requeridas para aobtenção de uma reação completa do gás, minimizando dióxido decarbono, excesso de metano e de vapor d’água. Na prática, umareação completa é aquela na qual a quantidade de metano noproduto não excede 0,4 a 0,8% [1].26
2.8 ATMOSFERAS EM BASE DE NITROGÊNIOPREPARADOAtmosferas em base de nitrogênio preparado são atmosferasexotérmicas, produzidas pela combustão de ar e gás hidrocarboneto,nas quais quase todo o dióxido de carbono e o vapor d’água sãoremovidos. A combinação de um ponto de orvalho baixo(aproximadamente –40 C) com a ausência virtual de dióxido decarbono provoca a diferença entre as propriedades e aplicações daatmosfera preparada de base de nitrogênio e a atmosfera de baseexotérmica [1].A definição acima descrita está conforme o sistema declassificação da Associação de Gás Americana (AGA). Ainda, o termoatmosfera preparada de base de nitrogênio não é apropriado paraatmosferas de fornos consistentes de uma mistura de nitrogêniocomercial e outros gases, nem para atmosferas de base de amônia,embora estas possuam uma base de nitrogênio. As altasconcentrações de dióxido de carbono e de vapor d’água no produtoda combustão podem ser reduzidas aos baixos níveis desejados porduas maneiras diferentes [1].2.8.1 ClassificaçãoIndiferente ao método de geração, as atmosferas em base denitrogênio preparado são de duas grandes classes, pobre e rica.Importantes subclasses envolvem a remoção de praticamente todo omonóxido de carbono, sendo que a atmosfera gerada consiste quaseexclusivamente de nitrogênio e hidrogênio [1].2.8.2 Vantagens e desvantagensA principal vantagem das atmosferas em base de nitrogêniopreparado é a sua aplicabilidade a uma variedade de operações de27
tratamento térmico para aços baixo, médio e alto carbono, além dealguns outros metais. Devido ao baixo ponto de orvalho e a ausênciavirtual de dióxido de carbono estas atmosferas, na ausência deoxigênio contaminante introduzido como resultado de operações noforno, não são oxidantes nem descarbonetantes, contrastando com aatmosfera de base exotérmica. Adicionalmente, o custo nominal porunidade de volume de atmosfera produzida é mais baixo que para amaioria das outras atmosferas protetivas [1].As desvantagens deste tipo de atmosfera devem-se ao altocusto inicial dos equipamentos, o espaço requerido e a necessidadede uma manutenção e de um controle maior dos geradores [1].2.8.3 AplicaçõesEstas atmosferas podem ser usadas em praticamente todas asaplicações de fornos que não necessitem altas condições redutoras.Como a atmosfera não é descarbonetante, pode ser utilizada emrecozimento/esferoidização, normalização e têmpera de aços alto emédio carbono. Entretanto, sua utilidade no tratamento térmico doaço está relacionada com o baixo ponto de orvalho, que pode sermantido se o design do forno e sua operação prevenirem umacontaminação da atmosfera do forno com ar ou qualquer outra fontede oxigênio. Conseqüentemente, na prática atual são usados fornossino (bell-type) para recozimento/esferoidização de bobinas de aço.Para esta aplicação relações de 9 partes e ar para 1 parte de gásnatural são empregadas para produção de uma atmosfera seca, nãodescarbonetante e não explosiva contendo 4% de combustíveis [1].28
2.9 ATMOSFERAS EM BASE DE NITROGÊNIOCOMERCIALAs atmosferas industriais em base de nitrogênio comercial sãotecnicamente aceitas para a maioria dos processamentos metálicos. Atroca de muitas operações de tratamento térmico para atmosferasem base de nitrogênio comercial acelerou no fim dos anos 70 devidoàs mudanças ocorridas nos valores dos combustíveis hidrocarbonetos[1].Os sistemas de atmosferas em base de nitrogênio comercialempregados na indústria de tratamento térmico utilizam gases eequipamentos que são comuns entre a maioria das aplicações. Emmuitas ocasiões o componente majoritário da atmosfera é nitrogêniogasoso industrial, que é fornecido para o forno através de um sistemaque consiste de um tanque de armazenamento, de um vaporizador ede uma estação de controle de pressão e vazão. O nitrogênio servecomo um gás puro, seco e inerte que promove uma purga eficienteno interior do forno de tratamento térmico. O fluxo de nitrogêniopode ser enriquecido com um componente reativo, sendo que acomposição resultante e a vazão são determinadas pelo design doforno, temperatura e material que sofrerá o tratamento térmico.2.9.1 Tipos de atmosferas em base de nitrogêniocomercialA classificação dos sistemas de atmosferas em base denitrogênio comercial é feita de acordo com as três maiores categoriasde função da atmosfera – proteção, reatividade e controle decarbono.29
2.9.1.1 Atmosferas protetivasOs sistemas de atmosferas requeridos para estas aplicaçõesdevem prevenir a oxidação ou descarbonetação da superfície metálicadurante o tratamento térmico. Essas reações ocorrem se houver apresença de oxigênio residual ou vapor d’água dentro do forno comoresultado de uma infiltração de ar ou purga inadequada. Sabe-se quemesmo os nitrogênios comerciais mais puros possuem oxigênio livre(até 10ppm), suficiente para oxidar o ferro [2]. Assim, a atmosferaempregada pode ser de nitrogênio puro ou de nitrogênio compequenas quantidades de um gás reativo como hidrogênio. Ohidrogênio reagiria com o oxigênio livre formando vapor d’água emtodas as temperaturas normalmente encontradas nos processos detratamento térmico. Em um forno típico derecozimento/esferoidização, uma atmosfera de nitrogênio comercialcom aproximadamente 3% de hidrogênio evitaria a oxidação do aço,mas, por não haver uma fonte de carbono e pelo hidrogênio serredutor, ocorreria uma descarbonetação. No entanto, se a relaçãohidrogênio-vapor d’água for alta e a adição de hidrogênio pequena, adescarbonetação será menor [2].2.9.1.2 Atmosferas reativasEstes sistemas de atmosferas requerem uma concentração degases reativos maior que 5% para reduzir os óxidos metálicos oupara transferir pequenas quantidades de carbono para materiaisferrosos. Os componentes reativos são geralmente hidrogênio emonóxido de carbono. As concentrações dependem da quantidade deóxido a ser removida e do nível de produtos de reação, vapor d’águae dióxido de carbono que são formados na atmosfera do forno.Aplicações típicas são em sinterização e redução de pós metálicos[1].30
2.9.1.3 Atmosferas com carbono controladoA principal função deste sistema de atmosfera é de reagir como aço de uma maneira controlada para que quantidades significantesde carbono possam ser adicionadas ou removidas da superfície doaço. Estas atmosferas são caracterizadas pelas altas concentraçõesde gases reativos no nitrogênio e pelo requerimento que a taxa e aquantidade de carbono transferida deve ser controlada pelacomposição da atmosfera. Podem ser citados componentes típicos daatmosfera como 10 a 50% H 2 , 5 a 20% CO e traços (acima de 3%)de CO 2 e vapor d’água. As aplicações mais comuns de atmosferas decarbono controlado incluem cementação, têmpera neutra,sinterização de pós metálicos e recuperação de carbono em materiaistrabalhados à quente ou forjados [1].2.9.2 VantagensOs sistemas de atmosfera de base de nitrogênio promovemuma substituição tecnicamente viável para as atmosferas geradas namaioria das aplicações de tratamento térmico. Embora os resultadosdesejados são praticamente os mesmos tanto para atmosferascomerciais de base de nitrogênio, quanto para atmosferas geradas,existem diferenças significativas em relação ao equipamento,operação e função entre estes sistemas [1].As atmosferas geradas promovem uma composição de saídafixa, que é determinada pela relação ar-gás de entrada, dosequipamentos de purificação do gerador e a condição dosequipamentos e do catalisador. Os sistemas de atmosferas comerciaisde base de nitrogênio geralmente iniciam com componenteselementares guardados em recipientes separados, depois formamuma blenda com uma composição de atmosfera desejada, sendo estaintroduzida no forno. A composição resultante pode ser variada emtempos diferentes durante o ciclo [1,2].31
A maioria dos componentes das atmosferas em base denitrogênio comercial é produzido ou por processos criogênicos ou porrefino químico. Como resultado, os níveis de impureza são baixos,normalmente menores que 20 ppm de impureza total para onitrogênio líquido. Adicionalmente, como não há produtos de queimade misturas ar-gás, a atmosfera resultante geralmente possui umponto de orvalho menor que –60 C e níveis de impureza e dióxido decarbono menores que 10 ppm [1,2].O potencial redutor ou cementante de uma atmosfera édeterminado por várias reações, que estão associadas comconstantes de equilíbrio [1]. Entre estas estão inclusas:FeO + H 2 Fe + H 2 OFe + 2CO FeC + CO 2Fe + CO + H 2 FeC + H 2 ODevido as blendas em base de nitrogênio comercial reduziremsignificativamente as quantidades de vapor d'água e dióxido decarbono na atmosfera do forno, o nível de gases reativos tambémpode ser reduzido para manutenção de potenciais termodinâmicosaceitáveis. O resultado é que atmosferas geradas que contemaproximadamente 60% de produtos combustíveis estão sendotrocadas para atmosferas em base de nitrogênio comercial contendomenos que 10% de hidrogênio e monóxido de carbono [1].A possibilidade de controle da composição também permiteuma flexibilidade das taxas de vazão durante o ciclo do tratamentotérmico. Uma das vantagens mais comuns desta característica é ouso de uma alta taxa de vazão durante o carregamento dos fornosequipados com portas. Quando a porta é aberta, existe uma mudançada vazão de nitrogênio para redução da infiltração de ar para dentrodo forno. Após a porta ser fechada a vazão retorna ao nível requerido32
para manutenção da pressão adequada ao forno fechado e continuaras reações superficiais gás-metal requeridas [1,2].2.9.3 ComponentesNitrogênio é o componente principal da maioria dos sistemascomerciais de base de nitrogênio. Como o nitrogênio é um nãocorrosivo, materiais especiais para construção não são requeridos,exceto que estes devem ser adequados à temperatura do nitrogêniolíquido [1].Hidrogênio é usado como gás redutor reativo na maioria dasatmosferas de tratamento térmico. Em atmosferas em base denitrogênio comercial normalmente forma uma blenda com nitrogêniopara formar uma atmosfera com composição de 90% nitrogênio e10% hidrogênio [1].Em atmosferas em base de nitrogênio comercial, metanol éutilizado como fonte de hidrogênio e monóxido de carbono parasistemas de atmosfera reativos e de controle de carbono. Metanol éadicionado ao forno como líquido ou vapor. Quando exposto atemperaturas de forno maiores que 760 C, o metanol dissocia deacordo com a seguinte reação [1,2]:CH 3 OH 2 H 2 + COAtmosferas em base de nitrogênio comercial contendo 20a 40 % de metanol podem ser utilizadas emrecozimento/esferoidização com temperaturas entre 690 a 810 C[2].2.9.4 AplicaçõesAtmosferas reativas são requeridas para aplicações detratamento térmico como sinterização de pós metálicos. A atmosfera33
eage com a superfície do metal para remover todos os óxidosmetálicos. Na sinterização de pós metálicos, a redução dos óxidos nasuperfície do pó é necessária para promover uma difusão e ligaçãoefetiva do pó compactado. A natureza reativa dessas atmosferastambém pode ser aplicada para transferência de carbono. Nasinterização de pós metálicos de aço, lubrificantes podem serremovidos em uma seção do forno e o carbono se tornar disponívelpara o aço em outra seção [1].Atmosferas de carbono controlado transferem carbono daatmosfera para a superfície da peça metálica (C) através de reaçõescontroladas gás-metal [1]:2 CO C + CO 2CO + H 2 C + H 2 OComo a transferência de carbono é requisitada para muitasdestas aplicações, é comum encontrar concentrações mais altas demonóxido de carbono e de hidrogênio nestas atmosferas do que ematmosferas protetivas e reativas [1].Os sistemas de atmosferas de carbono controlado são usados,por exemplo, na cementação superficial de peças de aço e emtêmpera neutra. O essencial na aplicação destas atmosferas é ocontrole. Na têmpera neutra, o potencial de carbono da atmosferadeve estar similar ao da superfície do aço para evitardescarbonetação ou cementação [1].34
3. PROCEDIMENTO EXPERIMENTALO procedimento experimental pode ser dividido em duas partes.Na primeira parte foi efetuado um trabalho prático, onde ummaterial foi submetido a um processo de esferoidização, sendo entãofeitas as aquisições dos dados da atmosfera. Posteriormente, foramrealizadas análises metalográficas em uma amostra do material quefoi submetida ao processo de tratamento térmico citadoanteriormente.Na segunda parte foi efetuado um trabalho teórico, onde foitentada a verificação dos resultados práticos através de cálculos e desimulações realizadas em um programa de computador.3.1 TRABALHO PRÁTICO3.1.1 Dados gerais3.1.1.1 MaterialO material utilizado foi um aço baixo carbono SAE 10B22. Estematerial estava em forma de fios-máquina com diâmetro de 1,31cm.A composição química típica deste aço está expressa na Tabela 2.Este aço está classificado na classe de aços construção mecânicaligados para deformação a frio [3].Tabela 2 – Composição química do aço SAE 10B22%C %Si %Mn %P %S %Cr %Ni %Mo %Ti %Al %Cu %B0,180,210,150,250,700,850,040,025 0,015 0,20 0,25 0,060,060,0250,0400,350,0020,0033.1.1.2 AtmosferaA atmosfera utilizada no ciclo da esferoidização foi umaatmosfera em base de nitrogênio comercial. O nitrogênio é de altapureza proveniente da White Martins. Algumas características do gásestão descritas na Tabela 3 [4].35
Tabela 3 – Características do nitrogênio empregadoProdutoNITROGÊNIONome QuímicoGrupo QuímicoNITROGÊNIOConsiderado como gás inerteFórmula N 2Peso Molecular 28,01Ponto de Ebulição (760 mmHg) -195,8 ºCPonto de Congelamento -209,9 ºCMassa específica (kg/m 3 ) 1,153Densidade do Vapor (ar=1) 0,967Percentagem de Matéria Volátilem VolumeAparência e OdorImpurezas100Gás incolor e inodoro a pressão etemperatura normais; sem gosto.
Figura 4 – Fotografia de um dos fornos utilizados no tratamentotérmico3.1.1.4 Medidor de gasesO equipamento que foi utilizado para a aquisição dos dados daatmosfera foi um medidor de gases BACHARACH ECA-450. Esteequipamento mede diretamente os teores de CO (ppm), HC (%), NO(ppm), SO2(ppm), O2(%), variação de pressão, temperatura do arprimário ou de referência e temperatura do gás de saída. Oequipamento também calcula, para o caso de combustão, outrosparâmetros a partir dos dados medidos.3.1.2 Metodologia empregada3.1.2.1 EsferoidizaçãoPrimeiramente foram colocadas dentro do forno sino bobinas defio-máquina do material a ser tratado. Foi iniciada então uma purgada atmosfera interna através da vazão de nitrogênio para dentro doforno. Após a purga inicial, a vazão de nitrogênio para dentro doforno é diminuída, sendo efetuada somente para manter pressão denitrogênio dentro do forno levemente positiva durante o ciclo paraevitar a infiltração de ar.A temperatura foi elevada lentamente, da temperaturaambiente até a temperatura de trabalho, que é normalmente de37
725 ºC [5]. A carga permaneceu nesta temperatura por algumashoras, sendo posteriormente resfriada em uma taxa lenta até atemperatura ambiente.Durante o ciclo foi observado o ponto de orvalho da atmosfera.3.1.2.2 Coleta dos gasesOs gases foram coletados através da sonda do aparelho que foicolocada na tubulação dos gases de saída, sendo que o local de coletase situava em um corredor subterrâneo embaixo da base dos fornos,conforme pode ser visto na Figura 5.Figura 5 – Fotografia do medidor de gases instalado para coletaCom o objetivo de se avaliar as diferentes interações entrecarga e atmosfera do forno, primeiramente foram realizadas coletasda atmosfera onde foi utilizada carga de fios-máquina com carepa,sendo posteriormente coletados os dados em um forno vazio, e porúltimo, em um forno com carga de fios-máquina sem carepa.3.1.2.3 Análise metalográficaPara a execução da análise metalográfica foram cortadasamostras dos fios-máquina submetidos ao processo de38
esferoidização. Estas amostras então foram embutidas com baquelite,lixadas nas lixas 100, 200, 400, 600 e 1000, sendo posteriormentepolidas em panos de 4 e 1 µm com pastas de diamante. Após polidas,as amostras foram atacadas com Nital 2%, sendo levadas a ummicroscópio ótico para a identificação e obtenção de micrografias damicroestrutura das amostras.3.2 TRABALHO TEÓRICO3.2.1 Programa de simulaçãoO programa utilizado para a realização das simulações dospossíveis gases que seriam formados através da interação da cargacom a atmosfera do forno foi o ChemSage v. 4.1 [6]. O criador doprograma foi o sueco Gunnar Erikson e o programa foi desenvolvidodentro da RWTH-Aachen (Alemanha). Entretanto, a versão comercialdo programa foi feita pela GTT-Technologies.A lógica utilizada pelo programa é a de calcular o equilíbrioquímico entre as fases por meio da técnica de minimização daenergia livre de Gibbs. Os dados termodinâmicos necessários para arealização dos cálculos são provenientes de um consórcio delaboratórios de 7 países (SGTE).3.2.2 Simulações3.2.2.1 Sistema de equilíbrio Fe-OEsta simulação foi realizada para verificar as pressões parciaisde oxigênio em um sistema Fe-O nas quais o ferro estaria na formaoxidada ou na forma reduzida. Foram feitas então duas simulações:1 – Sistema composto por Fe – O 2 – FeO2 – Sistema composto por Fe – O 2 – Fe 3 O 439
As temperaturas utilizadas nas simulações estavam entre 400 e800 ºC utilizando um intervalo de 50 ºC. Após a obtenção dos dadosfornecidos pelo programa, estes foram plotados em um gráficoTemperatura x Log p(O 2 ).3.2.2.2 Decomposição do vapor d’águaDevido a existência de quantidades traço de vapor d’águamesmo nos nitrogênios mais purificados, foram realizadas simulaçõespara verificar se estas quantidades são suficientes para oxidar oferro.As simulações foram realizadas em um sistema Fe – N 2 – H 2 O,sendo utilizadas quantidades de H 2 O no nitrogênio de 5, 50 e 500ppm. As temperaturas utilizadas nas simulações estavam entre 400 e800 ºC utilizando um intervalo de 50 ºC. Após a obtenção dos dadosfornecidos pelo programa, foram observadas as pressões parciais deoxigênio em equilíbrio, formadas pela decomposição do vapor d’água.Estes dados foram plotados no gráfico Temperatura x Log p(O2)obtido anteriormente.3.2.2.3 Interação aço/atmosfera do fornoPara a realização das simulações da interação do aço com aatmosfera do forno, primeiramente foram realizados cálculos para aobtenção de dados que tornasse o sistema teórico adequado ecoerente com sistema encontrado na prática. Para a adequação dossistemas foram realizados os seguintes cálculos:1) Determinação da área superficial total da carga dentro do forno.Para a determinação da área superficial total da carga dentro doforno foram consideradas a massa total de carga (M AÇO ) e adensidade do aço (). Isto foi necessário, pois não foi possíveldeterminar a quantidade de fios-máquina por bobina inserida no40
forno, nem o comprimento de cada um deles. Os cálculos realizadospara a determinação da área superficial total estão descritos a seguir.M AÇO = 20000 kg (carga utilizada) = 7800 kg/m 3 = M AÇO / V AÇO V AÇO = M AÇO / V AÇO = 20000 (kg) / 7800 (kg/m 3 )V AÇO = 2,564 m 3Volume de um fio = r 2 h, onde h é o comprimento e r o raiodo fio. Sabendo-se que o diâmetro do fio é de 0,0131m, o seu raio éde 0,00655m. Portanto:V AÇO = r 2 h h = V AÇO / r 2h = 2,564 m 3 / (6,55 x 10 -3 m) 2h = 19024,06 mÁrea superficial de um fio = 2 r h:A T = 2 r hA T = 782,93 m 22) Determinação da relação volume de gás por área superficial dematerial. Para a determinação desta relação primeiramente foicalculado o volume da câmara interna do forno V F :V F = R 2 H, onde R é o raio e H a altura da câmara interna doforno. Sabendo–se que R = 2,025 m e D = 5,9 m:V F = R 2 H41
V F = (2,025 m) 2 (5,9 m)V F = 76,0066 m 3Em seguida, para determinar o volume disponível de gás (V GÁS )dentro da câmara do forno contendo a carga de 20000 kg de aço, foideterminado que:V GÁS = V F – V AÇOV GÁS = 76,0066 m 3 - 2,564 m 3V GÁS = 73,4426 m 3A relação volume de gás por área superficial de material podeagora ser determinada por V GÁS / A T :V GÁS / A T = 73,4426 m 3 / 782,93 m 2V GÁS / A T = 0,0938 m 3 /m 2Entretanto, para uma melhor quantificação do número de móisde gás presentes na atmosfera, transformou-se o volume encontradoem normal metro cúbico (Nm 3 ). Sabe-se que para condições normaisde temperatura e pressão (CNTP), isto é, para uma temperatura de273 K (0ºC) e uma pressão de 1 atm, o volume de 1m 3 de gás possui44,615 móis. Pela Lei de Charles temos que para uma pressãoconstante, o volume de uma determinada massa gasosa édiretamente proporcional a temperatura absoluta [7]. Portantotransformando para Nm 3 :0,0938 m 3 /m 2 ----- 1023 Kx = 0,025 Nm 3 /m 2x----- 273 K3) Determinação da quantidade de vapor d’água em equilíbrio naatmosfera. Para determinação da quantidade de vapor d’água na42
atmosfera foi utilizada uma fórmula que relaciona o ponto de orvalhocom a porcentagem de água presente. A fórmula é [8]:%H 2 O = (e 14,7316 – (5422,18/T+273,16) ) x 100Onde T é o ponto de orvalho da atmosfera. O analisador deponto de orvalho, no dia em que foi feita a coleta dos gases, indicavaum ponto de orvalho de –20ºC. Aplicando a fórmula para T = -20ºC,temos:%H 2 O = 0,1248% = 1248 ppm4) Determinação da quantidade de Fe-C inserida no sistema teórico.Para a determinação da quantidade de Fe-C inserida no sistemateórico foi considerado um cubo de 1m 3 de aço contendo 0,2% decarbono. Os cálculos realizados para a obtenção destas quantidadesforam: = 7800 kg/m 3 = 7800000 g/m 3V CUBO = 1m 3 = M CUBO / V CUBO M CUBO = X V CUBOM CUBO = 7800000 gSendo a quantidade de carbono em gramas G C , e a quantidade deferro em gramas G Fe , temos:G C = M CUBO x 0,002 G Fe = M CUBO x 0,998G C = 15600 gG Fe = 7784400 g5) Determinação da quantidade de móis de nitrogênio inseridos nosistema teórico. Para a determinação da quantidade de móis de43
nitrogênio inseridos no sistema, primeiramente se calculou quantosmóis de gás por m 2 de área superficial estariam presentes nosistema. Assim:V GÁS / A T = 0,025 Nm 3 /m 2n GÁS = (0,025 Nm 3 /m 2 ) X (44,615 móis/Nm 3 )n GÁS = 1,115375 móis/m 2Posteriormente, foi calculada a pressão parcial de nitrogênio naatmosfera. Se haviam 1248 ppm de vapor d’água em equilíbrio naatmosfera ou 0,1248%, a pressão parcial do vapor d’água é0,1248/100 ou 0,001248 atm. Portanto:p(N 2 ) = 1 – p(H 2 O)p(N2) = 0,998752 atmAssim, o número de móis de nitrogênio na atmosfera é:n N2 = 1,115375 x p(N 2 )n N2 = 1,1139830 móis6) Inserção dos dados no programa. Para o início da simulação dosistema teórico, foram inseridos os dados das massas de ferro (Fe) ede carbono (C) em gramas, o número de móis de nitrogênio (n N2 ) e apressão parcial do vapor d’água em equilíbrio. A Figura 6 mostra osvalores na tela de inserção dos dados do programa.44
Figura 6 – Imagem mostrando os valores inseridos no programa desimulação45
4. RESULTADOS E DISCUSSÃO4.1 TRABALHO PRÁTICO4.1.1 Coleta dos gasesOs resultados obtidos durante a coleta dos gases natemperatura de trabalho (725ºC) estão mostrados nas Tabelas 4, 5 e6. Os dados das Tabelas 4, 5 e 6 foram obtidos em fornos com fiosmáquinacom carepa, em forno vazio, e, com fios-máquina semcarepa, respectivamente.Tabela 4 – Resultados obtidos no forno com fios-máquina com carepaT (ºC) O2 CO NO NO2 SO2 HC725 0,10 7600 0,00 0,00 35 xxx725 0,10 7728 0,00 0,00 36 xxx725 0,09 7979 0,00 0,00 39 xxx725 0,10 9980 0,00 0,00 42 xxx725 0,09 10374 0,00 0,00 48 xxx725 0,09 10401 0,00 0,00 50 xxx725 0,09 10454 0,00 0,00 51 xxx725 0,08 10536 0,00 0,00 52 xxxTabela 5 – Resultados obtidos no forno vazioT (ºC) O2 CO NO NO2 SO2 HC790 0,17 15 0,00 0,00 0,20 0,00790 0,15 20 0,00 0,00 0,40 0,00790 0,15 25 0,00 0,00 0,50 0,00790 0,12 31 0,00 0,00 0,90 0,00790 0,15 43 0,00 0,00 1,09 0,0046
Tabela 6 – Resultados obtidos no forno com fios-máquina sem carepaT (ºC) O2 CO NO NO2 SO2 HC725 0,15 9458 1,49 0,00 37,41 xxxx725 0,14 9.698 2,32 0,00 39,80 xxxx725 0,12 44.002 4,64 0,00 137,40 xxxx725 6,89 38.773 47,51 0,00 139,79 1,51725 6,21 40.800 50,99 0,00 147,65 1,56725 0,11 50.406 0,00 0,00 212,91 xxxx725 0,08 73.452 0,00 0,00 239,38 xxxxOs sinais xxxx presentes na coluna dos hidrocarbonetos (HC)indicam que a concentração de hidrocarbonetos na atmosferaexcedeu a capacidade de leitura do equipamento. É importanteressaltar que esta capacidade está correlacionada com a quantidadede oxigênio presente, isto é, para um determinado teor de oxigêniona atmosfera, existe um teor máximo de hidrocarbonetos que oequipamento consegue medir. Observa-se que a atmosfera apresentateores significantes de monóxido de carbono para os fornos queforam monitorados contendo carga de material. Estes teores nãoestão condizentes com os encontrados em uma atmosfera em basede nitrogênio comercial.4.1.2 Análise metalográficaA microestrutura das amostras analisadas pode ser observadanas Figuras 6 e 7, que estão apresentadas a seguir.47
Figura 6 – Micrografia obtida na região de núcleo do aço. Observa-seuma microestrutura típica de um aço baixo carbono esferoidizado.Figura 7- Micrografia obtida na região superficial do aço. Observa-seuma descarbonetação nesta região.A micrografia obtida na região de núcleo da amostra analisadaapresenta uma microestrutura típica de um aço baixo carbonoesferoidizado, com cementita esferoidizada em uma matriz ferrítica.Entretanto, na região superficial é notada uma certa descarbonetaçãodo aço.48
Analisando os resultados apresentados nas Tabelas 4, 5 e 6,observa-se que a atmosfera presente dentro da câmara do forno nãoestá correspondente a uma atmosfera em base de nitrogêniocomercial, haja visto o teor do gás de monóxido de carbono (CO)encontrado. A hipótese inicial de que o monóxido de carbono seriaformado devido à degradação das graxas utilizadas para lubrificaçãode componentes internos do forno foi descartada com a verificaçãodos resultados obtidos na coleta da atmosfera realizada com o fornovazio. Portanto, pôde ser considerado que o carbono presente nomonóxido de carbono foi proveniente do aço. Este fato está mostradona Figura 7, onde pode se observar uma descarbonetação na regiãosuperficial da amostra analisada, entretanto a profundidade dacamada não pôde ser medida pois não está bem resolvida.Segundo a literatura, os óxidos presentes na superfície do aço(carepa) poderiam reagir com o carbono presente na superfície doaço e formar monóxido de carbono. Entretanto, foi verificado que oaço que estava com carepa formou uma quantidade de monóxido decarbono menor que o aço sem carepa. Assim, foi considerado que naatmosfera do forno estavam presentes elementos oxidantes ao aço,como o vapor d’água, e a carepa presente no aço serviu como umfilme protetor, evitando o contato do hidrogênio e do oxigênio,provenientes da dissociação da água, com a superfície do aço.4.2 TRABALHO TEÓRICO4.2.1 Sistemas de equilíbrio Fe-O e decomposição dovapor d’águaA Figura 8 apresenta as curvas resultantes dos processos desimulação dos sistemas de equilíbrio Fe-O e da decomposição dovapor d’água em um gráfico Temperatura x Log p(O 2 ).49
850800750700650FeT [°C]600550500450400Óxidos350-35,00 -30,00 -25,00 -20,00 -15,00 -10,00 -5,00 0,00Log(pO2) [Log(atm)]Figura 8 – Gráfico Temperatura x Log p(O 2 )O gráfico Temperatura x Log p(O 2 ) da Figura 8 mostra que astrês curvas assimétricas paralelas, que representam uma atmosferade nitrogênio contendo, da esquerda para direita, 5, 50 e 500 ppm deágua, estão na região de oxidação do ferro. Portanto, nastemperaturas utilizadas para esferoidização, o ferro,termodinamicamente, tenderia a se oxidar mesmo com quantidadesmínimas de vapor d’água na atmosfera.4.2.2 Interação aço/atmosfera do fornoOs resultados obtidos na simulação do sistema teóricoN2 – H2O – Fe – C estão apresentados na Figura 9.50
T = 750.00 CP = 1.00000E+00 atmV = 9.93065E-02 m3STREAM CONSTITUENTSFeCN2/GAS/H2O/GAS/AMOUNT/mol1.3939E+051.2988E+031.0400E+007.3200E-02EQUIL AMOUNT MOLE FRACTION FUGACITYPHASE: GAS mol atmN2 1.0400E+00 8.7926E-01 8.7926E-01H2 7.1214E-02 6.0207E-02 6.0207E-02CO 6.8024E-02 5.7510E-02 5.7510E-02CO2 1.8466E-03 1.5612E-03 1.5612E-03H2O 1.4831E-03 1.2539E-03 1.2539E-03CH4 2.5158E-04 2.1269E-04 2.1269E-04O2 1.4784E-23 1.2499E-23 1.2499E-23TOTAL: 1.1828E+00 1.0000E+00 1.0000E+00Figura 9 – Resultados obtidos na simulação do sistema teóricoOs resultados apresentados na Figura 9 mostram que aquantidade de monóxido de carbono formada até o equilíbriotermodinâmico está bem próxima dos valores obtidos no sistemareal. Uma fração molar de 0,05751 é igual a 5,751% ou 57510 ppm.A diferença encontrada entre os valores do sistema real e do sistemateórico pode estar associada à ação de alguns efeitos cinéticos etambém a situação de adição, quando foi necessária, de nitrogêniopara dentro do forno para manter a pressão levemente positiva.Através dos resultados apresentados na simulação também seestimou a profundidade de camada descarbonetada provocada pelaação da atmosfera. Para isso, primeiramente, foram somadas asquantidades de móis do monóxido de carbono (CO), do dióxido decarbono (CO 2 ) e do metano (CH 4 ). Posteriormente, para sabermos aquantidade de carbono presente nos gases, esta soma foimultiplicada por 12, pois 1 mol de carbono pesa 12 gramas. Assim:G C = (0,068024+0,0018466+0,00025158) mol X 12 g/molG C = 0,8415 g51
Para determinar a camada descarbonetada, calculou-se aquantidade de carbono que um aço com 0,2 %carbono possuiria emum volume com 1 m 2 de área superficial e 1 m de profundidade:1 m 3 ---- 1 m 2 x 1 mx = 10 -6 m 3x---- 1 m 2 x 10 -6 mComo 1 m 3 de aço possui 15600 g de carbono, 10 -6 m 3 possui0,0156 g. Assim, a profundidade de camada descarbonetada P D é:P D = (0,8415 g) / (0,0156 g/m)P D = 53,9 mÉ importante ressaltar que a camada descarbonetada obtida foiconsiderando uma descarbonetação total. Os valores encontradosnormalmente na empresa não foram liberados.52
5. CONCLUSÕESA partir dos resultados experimentais obtidos neste trabalho,conclui-se que:A descarbonetação do aço submetido ao processo deesferoidização foi conseqüência da presença de uma altaconcentração de vapor d’água no interior da câmara do forno.Esta concentração não foi derivada do nitrogênio, mas pode terentrado adsorvida na superfície da carga metálica ou porproblemas na tubulação de entrada de nitrogênio;É possível, através de cálculos, a utilização da termodinâmicacomputacional como auxílio na simulação das interaçõesaço/atmosfera existentes nos fornos para tratamento térmico;As atmosferas em base de nitrogênio comercial protetivas,mesmo sendo as mais puras na sua função, ainda podempromover uma descarbonetação do aço. Este efeitodescarbonetante pode ser diminuído através de um controle doponto de orvalho da atmosfera, evitando-se ao máximo ainfiltração de vapor d’água para dentro do forno.53
6. SUGESTÕES PARA OUTROS TRABALHOSRealização de trabalhos práticos e simulações para diferentespontos de orvalho de uma atmosfera em base de nitrogêniocomercial para avaliação do efeito do vapor d’água nadescarbonetação dos aços;54
7. BIBLIOGRAFIAS1 Johnson, P. “Furnace Atmospheres”, ASM Handbook, vol.4,1991, p.542-5682 Disponível em: . Acessoem: 2 de setembro 2002.3 Disponível em: Acesso em: 28 de agosto 2002.4 Disponível em: Acessoem: 30 de agosto 2002.5 Bramfitt, B. L. “Annealing of Steel”, ASM Handbook, vol.4, 1991p.486 ERIKSSON, G.; HACK, K.: ChemSage – a computer program forthe calculation of complex chemical equilibria, Met. Transactions B,vol.21B, 1990, p.1013-10237 Disponível em: Acessado em: 2 de setembro 2002.8 Stickels, C. A. “Gas Carburizing”, ASM Handbook, vol.4, 1991,p.31755