

3 - Fagor Automation
3 - Fagor Automation
3 - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Ciclos fixos (modelo ·T·)<br />
1.15 G161 Furação/rosqueamento múltiplo com macho na face<br />
cilíndrica<br />
Para poder executar este ciclo, a máquina deve ter uma ferramenta motorizada. Durante a<br />
elaboração do furo ou roscado o eixo-árvore estará parado e a ferramenta estará girando,<br />
sendo possível efetuar a usinagem em qualquer parte da peça.<br />
A execução de uma ou outra operação depende do formato de programação utilizado. Se<br />
se define o parâmetro "B=0" efetua um roscado e se se define "B>0" efetua uma perfuração.<br />
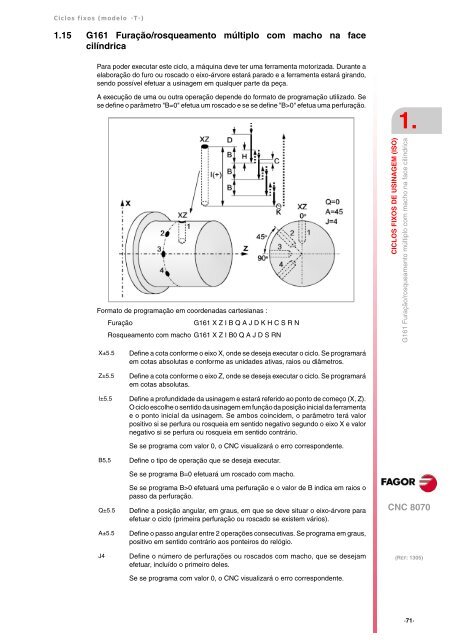
Formato de programação em coordenadas cartesianas :<br />
Furação G161 X Z I B Q A J D K H C S R N<br />
Rosqueamento com macho G161 X Z I B0 Q A J D S RN<br />
X±5.5 Define a cota conforme o eixo X, onde se deseja executar o ciclo. Se programará<br />
em cotas absolutas e conforme as unidades ativas, raios ou diâmetros.<br />
Z±5.5 Define a cota conforme o eixo Z, onde se deseja executar o ciclo. Se programará<br />
em cotas absolutas.<br />
I±5.5 Define a profundidade da usinagem e estará referido ao ponto de começo (X, Z).<br />
O ciclo escolhe o sentido da usinagem em função da posição inicial da ferramenta<br />
e o ponto inicial da usinagem. Se ambos coincidem, o parâmetro terá valor<br />
positivo si se perfura ou rosqueia em sentido negativo segundo o eixo X e valor<br />
negativo si se perfura ou rosqueia em sentido contrário.<br />
Se se programa com valor 0, o CNC visualizará o erro correspondente.<br />
B5,5 Define o tipo de operação que se deseja executar.<br />
Se se programa B=0 efetuará um roscado com macho.<br />
Se se programa B>0 efetuará uma perfuração e o valor de B indica em raios o<br />
passo da perfuração.<br />
Q±5.5 Define a posição angular, em graus, em que se deve situar o eixo-árvore para<br />
efetuar o ciclo (primeira perfuração ou roscado se existem vários).<br />
A±5.5 Define o passo angular entre 2 operações consecutivas. Se programa em graus,<br />
positivo em sentido contrário aos ponteiros do relógio.<br />
J4 Define o número de perfurações ou roscados com macho, que se desejam<br />
efetuar, incluído o primeiro deles.<br />
Se se programa com valor 0, o CNC visualizará o erro correspondente.<br />
1.<br />
CICLOS FIXOS DE USINAGEM (ISO)<br />
G161 Furação/rosqueamento múltiplo com macho na face cilíndrica<br />
CNC 8070<br />
(REF: 1305)<br />
·71·













