Parte 2 Programação Manual de Centro de Usinagem CNC - IEM
Parte 2 Programação Manual de Centro de Usinagem CNC - IEM
Parte 2 Programação Manual de Centro de Usinagem CNC - IEM

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Círculo <strong>de</strong> parafusos<br />
revisão 6<br />
Esta subrotina é utilizada com ciclos fixos <strong>de</strong> furação. Sua função é gerar as coor<strong>de</strong>nadas<br />
X e Y <strong>de</strong> furos igualmente espaçados sobre um círculo, que po<strong>de</strong> ser completo ou não. A linha<br />
<strong>de</strong> programação para esta subrotina é:<br />
On<strong>de</strong>: xx: Número <strong>de</strong> furos;<br />
L93xx R0__ R1__ R2__<br />
R0: Distância em X do ponto inicial ao centro do círculo;<br />
R1: Distância em Y do ponto inicial ao centro do círculo;<br />
R2: Incremento angular entre furos. Valores positivos indicam sentido horário.<br />
Para se utilizar esta subrotina <strong>de</strong>ve-se:<br />
• posicionar a ferramenta em X e Y nas coor<strong>de</strong>nadas <strong>de</strong> um dos furos. Este é o<br />
chamado ponto inicial, que <strong>de</strong>fine o último furo a ser executado;<br />
• Aproximar na coor<strong>de</strong>nada Z acima da peça;<br />
• Selecionar um ciclo fixo (G73 – G76 e G81 – G89);<br />
• Acionar a subrotina <strong>de</strong> círculo <strong>de</strong> parafusos;<br />
• Cancelar o ciclo fixo.<br />
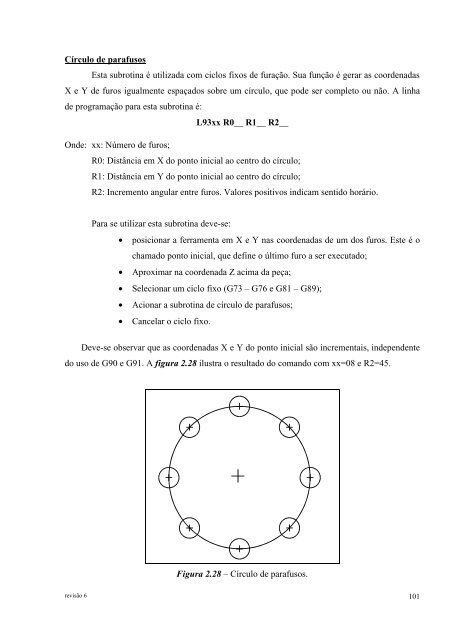
Deve-se observar que as coor<strong>de</strong>nadas X e Y do ponto inicial são incrementais, in<strong>de</strong>pen<strong>de</strong>nte<br />
do uso <strong>de</strong> G90 e G91. A figura 2.28 ilustra o resultado do comando com xx=08 e R2=45.<br />
Figura 2.28 – Círculo <strong>de</strong> parafusos.<br />
101