TNC 410 - heidenhain
TNC 410 - heidenhain TNC 410 - heidenhain
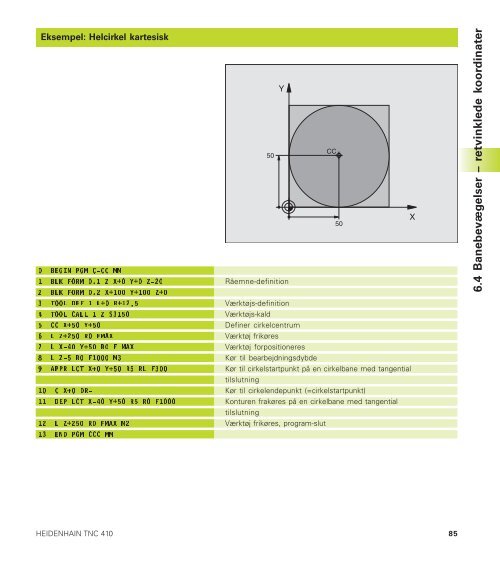
Eksempel: Helcirkel kartesisk HEIDENHAIN TNC 410 50 Y Råemne-definition CC Værktøjs-definition Værktøjs-kald Definer cirkelcentrum Værktøj frikøres Værktøj forpositioneres Kør til bearbejdningsdybde Kør til cirkelstartpunkt på en cirkelbane med tangential tilslutning Kør til cirkelendepunkt (=cirkelstartpunkt) Konturen frakøres på en cirkelbane med tangential tilslutning Værktøj frikøres, program-slut 50 X 85 6.4 Banebevægelser – retvinklede koordinater
6.5 Banebevægelser – polarkoordinater 6.5 Banebevægelser – polarkoordinater Med polarkoordinater fastlægger De en position med en vinkel PA og en afstand PR til en i forvejen defineret pol CC. Se „4.1 Grundlaget“. Polarkoordinater fastsætter De med fordel ved: ■ Positioner på cirkelbuer ■ Emne-tegninger med vinkelangivelser, f.eks. ved hulkredse Oversigt over banefunktior med polarkoordinater Funktion Banefunktionstaster Retlinie LP + Cirkelbuer CP + Cirkelbuer CTP + Skruelinie (Helix) + Værktøjs-bevægelse Retlinie Polarkoordinat-udspring: Pol CC Pol CC kan De fastlægge på et vilkårligt sted i bearbejdningsprogrammet, før De angiver positioner med polarkoordinater. Gå frem ved fastlæggelse af poler, som ved programmering af en cirkelcentrum CC. ú Koordinater CC: Indlæs retvinklede koordinater for polen eller ved at overføre den sidst programmerede position: Indlæs ingen koordinater Cirkelbane om cirkelcentrum/ Pol CC til cirkelbue-endepunkt Cirkelbane med tangential tilslutning til forrige konturelement Overlejring af en cirkelbane med en retlinie 86 6 Programmering: Kontur programmering Y CC Y Nødvendige indlæsninger Polarradius, polarvinkel for retlinie-endepunkt Polarvinkel for cirkelendepunkt, drejeretning Polarradius, Polarvinkel til cirkelendepunkt Polarradius, Polarvinkel til cirkelendepunkt, koordinater til endepunkt i værktøjsakse X CC CC X
- Page 47 and 48: 4.3 Åbning og indlæsning af progr
- Page 49 and 50: 4.3 Åbning og indlæsning af progr
- Page 51 and 52: 4.3 Åbning og indlæsning af progr
- Page 53 and 54: 4.5 Indføje kommentarer Udsnitsfor
- Page 56 and 57: Programmering: Værktøjer 5
- Page 58 and 59: 5.2 Værktøjs-data Normalt program
- Page 60 and 61: Indlæsning af værktøjs-data i ta
- Page 62 and 63: Editering af værktøjs-tabeller De
- Page 64 and 65: Kald af værktøjs-data Et værktø
- Page 66 and 67: Ved radiuskorrekturen bliver der ta
- Page 68 and 69: Radiuskorrektur: Hjørne bearbejdni
- Page 70 and 71: Spindelomdrejningstallet beregnes s
- Page 72 and 73: Opmåling af værktøjs-længde Fø
- Page 74 and 75: Opmåling af værktøjs-radius Før
- Page 76 and 77: Programmering: Kontur programmering
- Page 78 and 79: 6.2 Grundlaget for banefunktioner P
- Page 80 and 81: Fremstilling af program-blokke med
- Page 82 and 83: Koordinaterne lader sig indlæse ab
- Page 84 and 85: Kørsel ad en cirkelbane med tangen
- Page 86 and 87: Frakørsel ad en retlinie med tange
- Page 88 and 89: Frakørsel ad en cirkelbane med tan
- Page 90 and 91: Retlinie L TNC´en kører værktøj
- Page 92 and 93: Med CC kendetegner De en position s
- Page 94 and 95: Afstanden fra start- og endepunktet
- Page 96 and 97: Eksempel: Retliniebevægelse og aff
- Page 100 and 101: Retlinie LP Værktøjet kører på
- Page 102 and 103: Form af skruelinie Tabellen viser s
- Page 104 and 105: Eksempel: Helix Hvis
- Page 106 and 107: Hvis De endnu ikke vil fastlægge e
- Page 108 and 109: Centrum for frit programmerede cirk
- Page 110 and 111: Relativ-henføring Relativ-henføri
- Page 112 and 113: Eksempel: FK-programmering 2
- Page 114: HEIDENHAIN TNC 410 Kontur frakøres
- Page 117 and 118: 7.1 Indlæsning af hjælpe-funktion
- Page 119 and 120: 7.3 Hjælpe-funktioner koordinat-an
- Page 121 and 122: 7.4 Hjælpe-funktioner vedrørende
- Page 123 and 124: 7.4 Hjælpe-funktioner vedrørende
- Page 125 and 126: 7.4 Hjælpe-funktioner vedrørende
- Page 127 and 128: 7.4 Hjælpe-funktioner vedrørende
- Page 129 and 130: 7.4 Hjælpe-funktioner vedrørende
- Page 132 and 133: Programmering: Cykler 8
- Page 134 and 135: Cyklus kald Forudsætninger Før et
- Page 136 and 137: Kald af cyklus i forbindelse med pu
- Page 138 and 139: DYBDEBORING (cyklus 1) 1 Værktøje
- Page 140 and 141: REIFNING (cyklus 201) 1 TNC'en posi
- Page 142 and 143: 0: Værktøj frikøres ikke 1: Vær
- Page 144 and 145: UNDERSÆNKNING-BAGFRA (cyklus 204)
- Page 146 and 147: GEVINDBORING med komp.patron (cyklu
Eksempel: Helcirkel kartesisk<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
HEIDENHAIN <strong>TNC</strong> <strong>410</strong><br />
50<br />
Y<br />
Råemne-definition<br />
CC<br />
Værktøjs-definition<br />
Værktøjs-kald<br />
Definer cirkelcentrum<br />
Værktøj frikøres<br />
Værktøj forpositioneres<br />
Kør til bearbejdningsdybde<br />
Kør til cirkelstartpunkt på en cirkelbane med tangential<br />
tilslutning<br />
Kør til cirkelendepunkt (=cirkelstartpunkt)<br />
Konturen frakøres på en cirkelbane med tangential<br />
tilslutning<br />
Værktøj frikøres, program-slut<br />
50<br />
X<br />
85<br />
6.4 Banebevægelser – retvinklede koordinater


