1 - heidenhain
1 - heidenhain 1 - heidenhain
4.12 Palette-styring 4.12 Palette-styring Palette-styringen er en maskinafhængig funktion. I det følgende bliver standard-funktionsomfanget beskrevet. Vær opmærksom på Deres maskinhåndbog. Palette-tabeller bliver anvendt i bearbejdnings-centre med paletteveksler: Palette-tabeller kalder for de forskellige paletter de dertil hørende bearbejdnings-programmer og aktiverer nulpunktforskydninger hhv. nulpunkt-tabeller. De kan også anvende palette-tabeller, for at afvikle forskellige programmer med forskellige henføringspunkter efter hinanden. Palette-tabeller indeholder følgende oplysninger: ■ PAL/PGM (indføjelse tvingende nødvendig): Kendetegn palette eller NC-program (vælg med tasten ENT hhv. NO ENT) ■ NAVN (Indføjelse tvingende nødvendig): Palette-, hhv. programnavn. Palette-navne fastlægger maskinfabrikanten (Vær opmærksom på Deres maskinhåndbog). Program-navne skal være lagret i samme bibliotek som palette-tabellen, ellers skal De indlæse det fuldstændige stinavn for programmet ■ DATUM (indføjelse valgfri): Navnet på nulpunkt-tabellen. Nulpunkt-tabellen skal være lagret i samme bibliotek som palettetabellen, ellers skal De indlæse det fuldstændige stinavn for nulpunkt-tabellen. Nulpunkter fra nulpunkt-tabellen aktiverer De i NC-programmet med cyklus 7 NULPUNKT-FORSKYDNING ■ X, Y, Z (indføjelse valgfri, yderligere akser er mulig): For palettenavne henfører de programmerede koordinater sig til maskinnulpunktet. For NC-programmer henfører de programmerede koordinater sig til palette-nulpunktet. Disse indlæsninger overskriver det henføringspunkt, som De sidst har fastlagt i driftsart manuel. Med hjælpe-funktion M104 kan De igen aktivere det sidst fastlagte henføringspunkt. Med tasten „overfør Akt.position“, indblænder TNC´en et vindue, med hvilket De kan lade indføre forskellige punkter fra TNC´en henføringspunkt (se næste side): Funktion Softkey Vælg tabel-start Vælg tabel-slut Vælg forrige tabel-side Vælg næste tabel-side Indføj linie efter tabel-slut Slet Linie ved tabel-slut Vælg start af næste linie Antal linier der kan indlæses som tilføjelse ved enden af tabellen Kopiér feltet med lys baggrund (2. Softkey-liste) Indføj det kopierede felt (2. Softkey-liste) 68 4 Programmering: Grundlaget, Fil-styring, Programmeringshjælp, Palette-styring
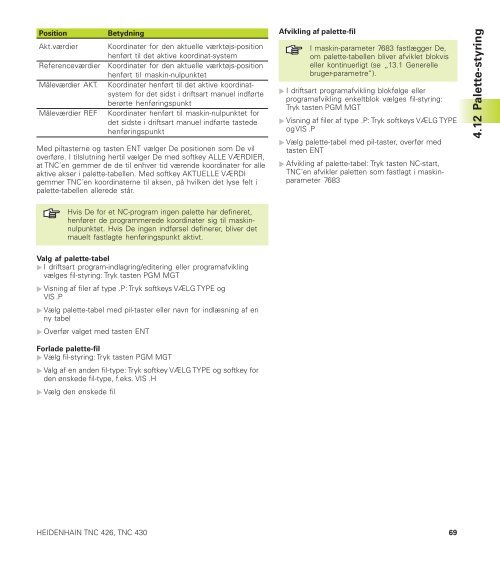
Position Betydning Akt.værdier Koordinater for den aktuelle værktøjs-position henført til det aktive koordinat-system Referenceværdier Koordinater for den aktuelle værktøjs-position henført til maskin-nulpunktet Måleværdier AKT. Koordinater henført til det aktive koordinatsystem for det sidst i driftsart manuel indførte berørte henføringspunkt Måleværdier REF Koordinater henført til maskin-nulpunktet for det sidste i driftsart manuel indførte tastede henføringspunkt Med piltasterne og tasten ENT vælger De positionen som De vil overføre. I tilslutning hertil vælger De med softkey ALLE VÆRDIER, at TNC´en gemmer de de til enhver tid værende koordinater for alle aktive akser i palette-tabellen. Med softkey AKTUELLE VÆRDI gemmer TNC´en koordinaterne til aksen, på hvilken det lyse felt i palette-tabellen allerede står. Hvis De for et NC-program ingen palette har defineret, henfører de programmerede koordinater sig til maskinnulpunktet. Hvis De ingen indførsel definerer, bliver det mauelt fastlagte henføringspunkt aktivt. Valg af palette-tabel ú I driftsart program-indlagring/editering eller programafvikling vælges fil-styring: Tryk tasten PGM MGT ú Visning af filer af type .P: Tryk softkeys VÆLG TYPE og VIS .P ú Vælg palette-tabel med pil-taster eller navn for indlæsning af en ny tabel ú Overfør valget med tasten ENT Forlade palette-fil ú Vælg fil-styring: Tryk tasten PGM MGT ú Valg af en anden fil-type: Tryk softkey VÆLG TYPE og softkey for den ønskede fil-type, f.eks. VIS .H ú Vælg den ønskede fil HEIDENHAIN TNC 426, TNC 430 Afvikling af palette-fil I maskin-parameter 7683 fastlægger De, om palette-tabellen bliver afviklet blokvis eller kontinuerligt (se „13.1 Generelle bruger-parametre“). ú I driftsart programafvikling blokfølge eller programafvikling enkeltblok vælges fil-styring: Tryk tasten PGM MGT ú Visning af filer af type .P: Tryk softkeys VÆLG TYPE og VIS .P ú Vælg palette-tabel med pil-taster, overfør med tasten ENT ú Afvikling af palette-tabel: Tryk tasten NC-start, TNC´en afvikler paletten som fastlagt i maskinparameter 7683 69 4.12 Palette-styring
- Page 34 and 35: 2.2 Kørsel med maskinakserne Kørs
- Page 36 and 37: 2.4 Henføringspunkt-fastlæggelse
- Page 38 and 39: 2.5 Transformation af bearbejdnings
- Page 40 and 41: 2.5 Transformation af bearbejdnings
- Page 42 and 43: 3.1 Programmering og afvikling af e
- Page 44 and 45: 3.1 Programmering og afvikling af e
- Page 46 and 47: 4.1 Grundlaget 4.1 Grundlaget Læng
- Page 48 and 49: 4.1 Grundlaget Polarkoordinater Nå
- Page 50 and 51: 4.1 Grundlaget Valg af henføringsp
- Page 52 and 53: 4.3 Standard fil-styring 4.3 Standa
- Page 54 and 55: 4.3 Standard fil-styring Dataoverf
- Page 56 and 57: 4.3 Standard fil-styring Navneskift
- Page 58 and 59: 4.4 Udvidet fil-styring 4.4 Udvidet
- Page 60 and 61: 4.4 Udvidet fil-styring Kald af fil
- Page 62 and 63: 4.4 Udvidet fil-styring 3. skridt:
- Page 64 and 65: 4.4 Udvidet fil-styring Udvælgelse
- Page 66 and 67: 4.4 Udvidet fil-styring Øvrige fun
- Page 68 and 69: 4.4 Udvidet fil-styring Med softkey
- Page 70 and 71: 4.4 Udvidet fil-styring TNC´en på
- Page 72 and 73: 4.5 Åbning og indlæsning af progr
- Page 74 and 75: 4.5 Åbning og indlæsning af progr
- Page 76 and 77: 4.6 Programmierings-grafik 4.6 Prog
- Page 78 and 79: 4.8 Indføje kommentarer Indføj se
- Page 80 and 81: 4.9 Fremstilling af tekst-filer Sle
- Page 82 and 83: 4.10 Lommeregneren 4.10 Lommeregner
- Page 87 and 88: Programmering: Værktøjer 5
- Page 89 and 90: 5.2 Værktøjs-data Normalt program
- Page 91 and 92: Indlæsning af værktøjs-data i ta
- Page 93 and 94: Værktøjs-tabel: Nødvendige værk
- Page 95 and 96: Editeringsfunktioner for Værkt.-ta
- Page 97 and 98: Spalte Indlæsning P Plads-nummer f
- Page 99 and 100: Værktøjsveksel Værktøjsveksling
- Page 101 and 102: Værktøjs-radiuskorrektur Program-
- Page 103 and 104: Radiuskorrektur: Hjørne bearbejdni
- Page 105 and 106: Koordinaten für die Position X,Y,
- Page 107 and 108: Face Milling: 3D-korrektur med og u
- Page 109 and 110: Blok-format med drejeakser L Ret
- Page 111 and 112: Tabel for emne-materialer Emne-mate
- Page 113 and 114: Anlægge nye skærdata-tabeller ú
- Page 115: Dataoverføring af skærdata-tabell
- Page 118 and 119: 6.1 Oversigt: Værktøjs-bevægelse
- Page 120 and 121: 6.2 Grundlaget for banefunktioner I
- Page 122 and 123: 6.3 Kontur tilkørsel og frakørsel
- Page 124 and 125: 6.3 Kontur tilkørsel og frakørsel
- Page 126 and 127: 6.3 Kontur tilkørsel og frakørsel
- Page 128 and 129: 6.4 Banebevægelser - retvinklede k
- Page 130 and 131: 6.4 Banebevægelser - retvinklede k
- Page 132 and 133: 6.4 Banebevægelser - retvinklede k
Position Betydning<br />
Akt.værdier Koordinater for den aktuelle værktøjs-position<br />
henført til det aktive koordinat-system<br />
Referenceværdier Koordinater for den aktuelle værktøjs-position<br />
henført til maskin-nulpunktet<br />
Måleværdier AKT. Koordinater henført til det aktive koordinatsystem<br />
for det sidst i driftsart manuel indførte<br />
berørte henføringspunkt<br />
Måleværdier REF Koordinater henført til maskin-nulpunktet for<br />
det sidste i driftsart manuel indførte tastede<br />
henføringspunkt<br />
Med piltasterne og tasten ENT vælger De positionen som De vil<br />
overføre. I tilslutning hertil vælger De med softkey ALLE VÆRDIER,<br />
at TNC´en gemmer de de til enhver tid værende koordinater for alle<br />
aktive akser i palette-tabellen. Med softkey AKTUELLE VÆRDI<br />
gemmer TNC´en koordinaterne til aksen, på hvilken det lyse felt i<br />
palette-tabellen allerede står.<br />
Hvis De for et NC-program ingen palette har defineret,<br />
henfører de programmerede koordinater sig til maskinnulpunktet.<br />
Hvis De ingen indførsel definerer, bliver det<br />
mauelt fastlagte henføringspunkt aktivt.<br />
Valg af palette-tabel<br />
ú I driftsart program-indlagring/editering eller programafvikling<br />
vælges fil-styring: Tryk tasten PGM MGT<br />
ú Visning af filer af type .P: Tryk softkeys VÆLG TYPE og<br />
VIS .P<br />
ú Vælg palette-tabel med pil-taster eller navn for indlæsning af en<br />
ny tabel<br />
ú Overfør valget med tasten ENT<br />
Forlade palette-fil<br />
ú Vælg fil-styring: Tryk tasten PGM MGT<br />
ú Valg af en anden fil-type: Tryk softkey VÆLG TYPE og softkey for<br />
den ønskede fil-type, f.eks. VIS .H<br />
ú Vælg den ønskede fil<br />
HEIDENHAIN TNC 426, TNC 430<br />
Afvikling af palette-fil<br />
I maskin-parameter 7683 fastlægger De,<br />
om palette-tabellen bliver afviklet blokvis<br />
eller kontinuerligt (se „13.1 Generelle<br />
bruger-parametre“).<br />
ú I driftsart programafvikling blokfølge eller<br />
programafvikling enkeltblok vælges fil-styring:<br />
Tryk tasten PGM MGT<br />
ú Visning af filer af type .P: Tryk softkeys VÆLG TYPE<br />
og VIS .P<br />
ú Vælg palette-tabel med pil-taster, overfør med<br />
tasten ENT<br />
ú Afvikling af palette-tabel: Tryk tasten NC-start,<br />
TNC´en afvikler paletten som fastlagt i maskinparameter<br />
7683<br />
69<br />
4.12 Palette-styring


