1 - heidenhain
1 - heidenhain 1 - heidenhain
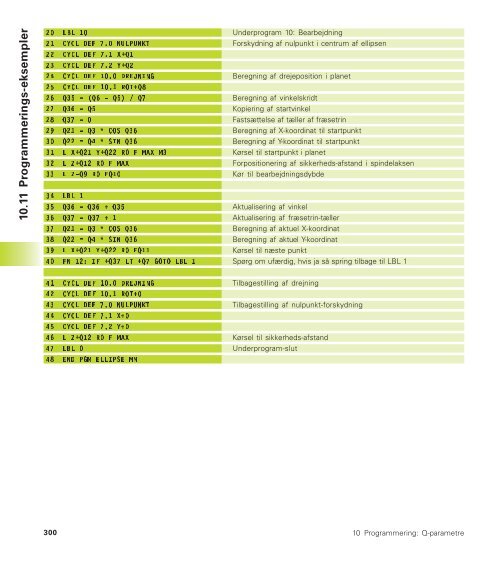
10.11 Programmerings-eksempler 300 Underprogram 10: Bearbejdning Forskydning af nulpunkt i centrum af ellipsen Beregning af drejeposition i planet Beregning af vinkelskridt Kopiering af startvinkel Fastsættelse af tæller af fræsetrin Beregning af X-koordinat til startpunkt Beregning af Y-koordinat til startpunkt Kørsel til startpunkt i planet Forpositionering af sikkerheds-afstand i spindelaksen Kør til bearbejdningsdybde Aktualisering af vinkel Aktualisering af fræsetrin-tæller Beregning af aktuel X-koordinat Beregning af aktuel Y-koordinat Kørsel til næste punkt Spørg om ufærdig, hvis ja så spring tilbage til LBL 1 Tilbagestilling af drejning Tilbagestilling af nulpunkt-forskydning Kørsel til sikkerheds-afstand Underprogram-slut 10 Programmering: Q-parametre
Eksempel: Konkav cylinder med radiusfræser Program-afvikling ■ Programmet fungerer kun med en radiusfræser, Værktøjslængden henfører sig til kuglecentrum Z X -50 Y Y 100 Programmerings-eksempler radius 10.11 ■ Cylinder-konturen bliver nærmet med mange små lige stykker (definerbar over Q13). Jo flere skridt der er defineret, desto glat-tere bliver konturen ■ Cylinderen bliver fræset i længde-fræse- trin (her: Parallelt med Y-aksen) ■ Fræsretningen bestemmer De med start- og slutvinklen i rummet: Bearbejdningsretning medurs: Startvinkel > slutvinkel Bearbejdningsretning modurs: Startvinkel < slutvinkel ■ Der bliver automatisk korrigeret for værktøjs- 50 100 Midt X-akse Midt Y-akse Midt Z-akse Startvinkel rum (plan Z/X) Slutvinkel rum (plan Z/X) Cylinderradius Længde af cylinderen Drejeposition i planet X/Y Sletspån cylinderradius Tilspænding dybdefremrykning Tilspænding ved fræsning Antal fræsetrin Råemne-definition Værktøjs-definition Værktøjs-kald Værktøj frikøres Kald af bearbejdning Tilbagestilling af sletspån Kald af bearbejdning Værktøj frikøres, program-slut HEIDENHAIN TNC 426, TNC 430 301 R40 X Z
- Page 265 and 266: Hvis De har sat funktion TRANSFORME
- Page 267 and 268: Automatiske målinger i et transfor
- Page 269 and 270: Eksempel: Koordinat-omregningscykle
- Page 271 and 272: 8.8 Special-cykler DVÆLETID (cyklu
- Page 273: TOLERANCE (cyklus 32) Den hurtige k
- Page 276 and 277: 9.1 Kendetegn for underprogrammer o
- Page 278 and 279: 9.4 Vilkårligt program som underpr
- Page 280 and 281: 9.5 Sammenkædninger Program-afvikl
- Page 282 and 283: 9.6 Programmerings-eksempler Eksemp
- Page 284 and 285: 9.6 Programmerings-eksempler
- Page 287 and 288: Programmering: Q-parametre 10
- Page 289 and 290: TNC'en anviser faste værdier til b
- Page 291 and 292: 10.3 Beskrivelse af konturer med ma
- Page 293 and 294: TNC'en viser følgende programblokk
- Page 295 and 296: 10.6 Betingede spring med Q-paramet
- Page 297 and 298: 10.8 Øvrige funktioner Øvrige fun
- Page 299 and 300: FN 15: PRINT Tekst eller Q-paramete
- Page 301 and 302: For at kunne udlæse forskellige in
- Page 303 and 304: Gruppe-navn, ID-Nr. Nummer Index Sy
- Page 305 and 306: Gruppe-navn, ID-Nr. Nummer Index Sy
- Page 307 and 308: FN 25: PRESET Fastlæg nyt henføri
- Page 309 and 310: 10.9 Direkte indlæsning af formler
- Page 311 and 312: Indlæse-eksempel Vinkel beregning
- Page 313 and 314: Overlapningsfaktor: Q112 TNC'en anv
- Page 315: Eksempel: Ellipse Program-afvikling
- Page 319 and 320: Eksempel: Konveks kugle med skaftfr
- Page 321 and 322: Program-test og programafvikling 11
- Page 323 and 324: Begrænsninger under en programafvi
- Page 325 and 326: Funktion Softkeys Vælg venstre/hø
- Page 327 and 328: 11.2 Funktioner for programvisning
- Page 329 and 330: 11.4 Programafvikling I driftsart p
- Page 331 and 332: Kørsel med maskinakserne under en
- Page 333 and 334: Vilkårlig indgang i et program (bl
- Page 335 and 336: MOD-funktioner12
- Page 337 and 338: Programm-Test: ■ Visning af forsk
- Page 339 and 340: ANVISNING Med denne funktion fastl
- Page 341 and 342: Dataoverførsel mellem TNC og TNCre
- Page 343 and 344: Tilslutnings-muligheder De kan opko
- Page 345 and 346: Apparatspecifikke netvæk-indstilli
- Page 347 and 348: Vis fejlprotokol ú Tryk softkey SH
- Page 349 and 350: 12.6 Konfigurere PGM MGT Med denne
- Page 351 and 352: 12.9 Valg af positions-visning For
- Page 353 and 354: Arbejde uden kørselsområde-begræ
- Page 355 and 356: 13 Tabeller og oversigter
- Page 357 and 358: Extern dataoverførsel TNC-interfac
- Page 359 and 360: Automatisk kalibreringscyklus: Afst
- Page 361 and 362: Sikkerheds-afstand i spindelakse ov
- Page 363 and 364: Programlængde for programafprøvni
- Page 365 and 366: Konfigurering af værktøjs-pladsta
10.11 Programmerings-eksempler<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
300<br />
Underprogram 10: Bearbejdning<br />
Forskydning af nulpunkt i centrum af ellipsen<br />
Beregning af drejeposition i planet<br />
Beregning af vinkelskridt<br />
Kopiering af startvinkel<br />
Fastsættelse af tæller af fræsetrin<br />
Beregning af X-koordinat til startpunkt<br />
Beregning af Y-koordinat til startpunkt<br />
Kørsel til startpunkt i planet<br />
Forpositionering af sikkerheds-afstand i spindelaksen<br />
Kør til bearbejdningsdybde<br />
Aktualisering af vinkel<br />
Aktualisering af fræsetrin-tæller<br />
Beregning af aktuel X-koordinat<br />
Beregning af aktuel Y-koordinat<br />
Kørsel til næste punkt<br />
Spørg om ufærdig, hvis ja så spring tilbage til LBL 1<br />
Tilbagestilling af drejning<br />
Tilbagestilling af nulpunkt-forskydning<br />
Kørsel til sikkerheds-afstand<br />
Underprogram-slut<br />
10 Programmering: Q-parametre


