1 - heidenhain
1 - heidenhain 1 - heidenhain
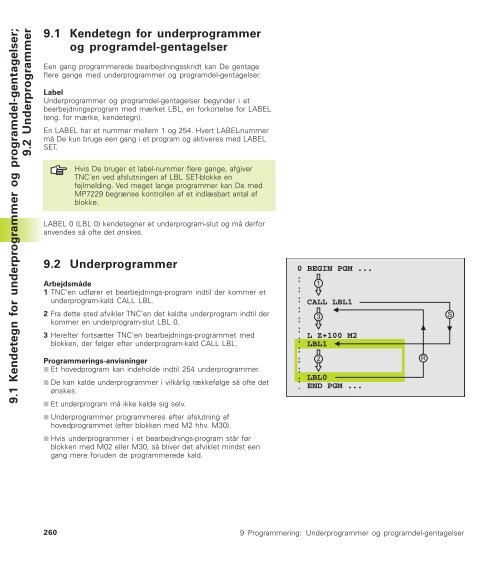
9.1 Kendetegn for underprogrammer og programdel-gentagelser; 9.2 Underprogrammer 9.1 Kendetegn for underprogrammer og programdel-gentagelser Een gang programmerede bearbejdningsskridt kan De gentage flere gange med underprogrammer og programdel-gentagelser. Label Underprogrammer og programdel-gentagelser begynder i et bearbejdningsprogram med mærket LBL, en forkortelse for LABEL (eng. for mærke, kendetegn). En LABEL har et nummer mellem 1 og 254. Hvert LABEL-nummer må De kun bruge een gang i et program og aktiveres med LABEL SET. 260 Hvis De bruger et label-nummer flere gange, afgiver TNC´en ved afslutningen af LBL SET-blokke en fejlmelding. Ved meget lange programmer kan De med MP7229 begrænse kontrollen af et indlæsbart antal af blokke. LABEL 0 (LBL 0) kendetegner et underprogram-slut og må derfor anvendes så ofte det ønskes. 9.2 Underprogrammer Arbejdsmåde 1 TNC'en udfører et bearbejdnings-program indtil der kommer et underprogram-kald CALL LBL. 2 Fra dette sted afvikler TNC'en det kaldte underprogram indtil der kommer en underprogram-slut LBL 0. 3 Herefter fortsætter TNC'en bearbejdnings-programmet med blokken, der følger efter underprogram-kald CALL LBL. Programmerings-anvisninger ■ Et hovedprogram kan indeholde indtil 254 underprogrammer. ■ De kan kalde underprogrammer i vilkårlig rækkefølge så ofte det ønskes. ■ Et underprogram må ikke kalde sig selv. ■ Underprogrammer programmeres efter afslutning af hovedprogrammet (efter blokken med M2 hhv. M30). ■ Hvis underprogrammer i et bearbejdnings-program står før blokken med M02 eller M30, så bliver det afviklet mindst een gang mere foruden de programmerede kald. 0 BEGIN PGM ... CALL LBL1 L Z+100 M2 LBL1 LBL0 END PGM ... 9 Programmering: Underprogrammer og programdel-gentagelser
Programmering af et underprogram ú Start kendetegn: Tryk taste LBL SET og indlæs et labelnummer ú Indlæs underprogrammet. ú Slut kendetegn: Tryk taste LBL SET og indlæs labelnummer „0“ Kald af et underprogram ú Kald underprogram: Tryk taste LBL CALL ú Label-nummer: Indlæs label-nummer på underprogrammet der skal kaldes ú Gentagelser REP: Forbigå dialog med tasten NO ENT . Gentagelser REP bruges kun ved programdelgentagelser CALL LBL 0 er ikke tilladt, da det svarer til kald af et under-program-slut. 9.3 Programdel-gentagelser Programdel-gentagelser begynder med mærket LBL (LABEL). En programdel-gentagelse afsluttes med CALL LBL /REP. Arbejdsmåde 1 TNC'en udfører bearbejdnings-programmet indtil afslutning af programdelen (CALL LBL /REP). 2 Herefter gentager TNC´en programdelen mellem den kaldte LABEL og label-kald CALL LBL /REP så ofte , som De har angivet under REP. 3 Herefter fortsætter TNC´en igen bearbejdnings-programmet. Programmerings-anvisninger ■ De kan gentage en programdel indtil 65 534 gange efter hinanden. ■ TNC'en fører til højre for skråstregen efter REP regnskab med programdel-gentagelserne, hvor mange der mangler at udføres. ■ Programdele bliver af TNC altid udført een gang mere, end der er programmeret gentagelser. 0 BEGIN PGM ... HEIDENHAIN TNC 426, TNC 430 261 LBL1 CALL LBL1 REP 2/2 END PGM ... 9.3 Programdel-gentagelser
- Page 225 and 226: 8.5 SL-cykler Med SL-cykler lader k
- Page 227 and 228: KONTUR (cyklus 14) I cyklus 14 KONT
- Page 229 and 230: „Skærings“ -Flade Den af A og
- Page 231 and 232: FORBORING (cyklus 21) TNC´en tager
- Page 233 and 234: SLETSPÅN DYBDE (cyklus 23) TNC'en
- Page 235 and 236: ú Fræsedybde Q1 (inkremental): Af
- Page 237 and 238: ú Fræsedybde Q1 (inkremental): Af
- Page 239 and 240: ú Fræsedybde Q1 (inkremental): Af
- Page 241 and 242: HEIDENHAIN TNC 426, TNC 430 Cyklus-
- Page 243 and 244: HEIDENHAIN TNC 426, TNC 430 Værkt
- Page 245 and 246: HEIDENHAIN TNC 426, TNC 430 Kontur-
- Page 247 and 248: HEIDENHAIN TNC 426, TNC 430 Kontur-
- Page 249 and 250: Pas på før programmeringen Med cy
- Page 251 and 252: Pas på før programmeringen TNC'en
- Page 253 and 254: Pas på før programmeringen TNC´e
- Page 255 and 256: 8.7 Cykler for koordinat-omregning
- Page 257 and 258: NULPUNKT-forskydning med nulpunkt-t
- Page 259 and 260: Konfigurering af nulpunkt-tabel På
- Page 261 and 262: DREJNING (cyklus 10) Indenfor et pr
- Page 263 and 264: DIM.FAKTOR AKSESP. (cyklus 26) Pas
- Page 265 and 266: Hvis De har sat funktion TRANSFORME
- Page 267 and 268: Automatiske målinger i et transfor
- Page 269 and 270: Eksempel: Koordinat-omregningscykle
- Page 271 and 272: 8.8 Special-cykler DVÆLETID (cyklu
- Page 273: TOLERANCE (cyklus 32) Den hurtige k
- Page 278 and 279: 9.4 Vilkårligt program som underpr
- Page 280 and 281: 9.5 Sammenkædninger Program-afvikl
- Page 282 and 283: 9.6 Programmerings-eksempler Eksemp
- Page 284 and 285: 9.6 Programmerings-eksempler
- Page 287 and 288: Programmering: Q-parametre 10
- Page 289 and 290: TNC'en anviser faste værdier til b
- Page 291 and 292: 10.3 Beskrivelse af konturer med ma
- Page 293 and 294: TNC'en viser følgende programblokk
- Page 295 and 296: 10.6 Betingede spring med Q-paramet
- Page 297 and 298: 10.8 Øvrige funktioner Øvrige fun
- Page 299 and 300: FN 15: PRINT Tekst eller Q-paramete
- Page 301 and 302: For at kunne udlæse forskellige in
- Page 303 and 304: Gruppe-navn, ID-Nr. Nummer Index Sy
- Page 305 and 306: Gruppe-navn, ID-Nr. Nummer Index Sy
- Page 307 and 308: FN 25: PRESET Fastlæg nyt henføri
- Page 309 and 310: 10.9 Direkte indlæsning af formler
- Page 311 and 312: Indlæse-eksempel Vinkel beregning
- Page 313 and 314: Overlapningsfaktor: Q112 TNC'en anv
- Page 315 and 316: Eksempel: Ellipse Program-afvikling
- Page 317 and 318: Eksempel: Konkav cylinder med radiu
- Page 319 and 320: Eksempel: Konveks kugle med skaftfr
- Page 321 and 322: Program-test og programafvikling 11
- Page 323 and 324: Begrænsninger under en programafvi
- Page 325 and 326: Funktion Softkeys Vælg venstre/hø
9.1 Kendetegn for underprogrammer og programdel-gentagelser;<br />
9.2 Underprogrammer<br />
9.1 Kendetegn for underprogrammer<br />
og programdel-gentagelser<br />
Een gang programmerede bearbejdningsskridt kan De gentage<br />
flere gange med underprogrammer og programdel-gentagelser.<br />
Label<br />
Underprogrammer og programdel-gentagelser begynder i et<br />
bearbejdningsprogram med mærket LBL, en forkortelse for LABEL<br />
(eng. for mærke, kendetegn).<br />
En LABEL har et nummer mellem 1 og 254. Hvert LABEL-nummer<br />
må De kun bruge een gang i et program og aktiveres med LABEL<br />
SET.<br />
260<br />
Hvis De bruger et label-nummer flere gange, afgiver<br />
TNC´en ved afslutningen af LBL SET-blokke en<br />
fejlmelding. Ved meget lange programmer kan De med<br />
MP7229 begrænse kontrollen af et indlæsbart antal af<br />
blokke.<br />
LABEL 0 (LBL 0) kendetegner et underprogram-slut og må derfor<br />
anvendes så ofte det ønskes.<br />
9.2 Underprogrammer<br />
Arbejdsmåde<br />
1 TNC'en udfører et bearbejdnings-program indtil der kommer et<br />
underprogram-kald CALL LBL.<br />
2 Fra dette sted afvikler TNC'en det kaldte underprogram indtil der<br />
kommer en underprogram-slut LBL 0.<br />
3 Herefter fortsætter TNC'en bearbejdnings-programmet med<br />
blokken, der følger efter underprogram-kald CALL LBL.<br />
Programmerings-anvisninger<br />
■ Et hovedprogram kan indeholde indtil 254 underprogrammer.<br />
■ De kan kalde underprogrammer i vilkårlig rækkefølge så ofte det<br />
ønskes.<br />
■ Et underprogram må ikke kalde sig selv.<br />
■ Underprogrammer programmeres efter afslutning af<br />
hovedprogrammet (efter blokken med M2 hhv. M30).<br />
■ Hvis underprogrammer i et bearbejdnings-program står før<br />
blokken med M02 eller M30, så bliver det afviklet mindst een<br />
gang mere foruden de programmerede kald.<br />
0 BEGIN PGM ...<br />
CALL LBL1<br />
L Z+100 M2<br />
LBL1<br />
LBL0<br />
END PGM ...<br />
9 Programmering: Underprogrammer og programdel-gentagelser


