1 - heidenhain
1 - heidenhain 1 - heidenhain
8.6 Cykler for planfræsning 8.6 Cykler for nedfræsning TNC´en stiller fire cykler til rådighed, med hvilke De kan bearbejde flader med følgende egenskaber: ■ Ved digitalisering eller forsynet fra et CAD-/CAM-system ■ Flade firkantet ■ Flade skråvinklet ■ Frit skrånende ■ Blandede flader Cyklus Softkey 30 DIGITALISERINGSDATA AFVIKLES For nedfræsning digitaliseringsdata i flere fremrykninger 230 NEDFRÆS Für ebene rechteckige Flächen 231 STYRET OVERFL. For skråvinklede, fritskrånende og blandede flader AFVIKLING AF DIGITALISERINGSDATA (cyklus 30) 1 TNC'en positionerer værktøjet i ilgang FMAX fra den aktuelle position i spindelaksen til sikkerheds-afstand over det i cyklus programmerede MAX-punkt. 2 Herefter kører TNC'en værktøjet med FMAX i bearbejdningsplanet til det i cyklus programmerede MIN-punkt. 3 Derfra kører værktøjet med tilspænding fremrykdybde til det første konturpunkt. 4 Herefter afvikler TNC'en alle i digitaliseringsdata-filen lagrede punkter med tilspænding fræse; om nødvendigt kører TNC'en i mellemtiden til sikkerheds-afstand, ved overspringning af ubearbejdede områder. 5 Til slut kører TNC'en værktøjet med FMAX tilbage til sikkerhedsafstand. 232 8 Programmering: Cykler
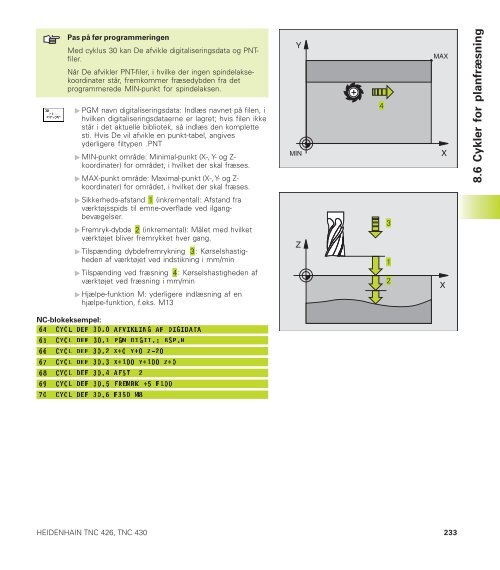
Pas på før programmeringen Med cyklus 30 kan De afvikle digitaliseringsdata og PNTfiler. Når De afvikler PNT-filer, i hvilke der ingen spindelaksekoordinater står, fremkommer fræsedybden fra det programmerede MIN-punkt for spindelaksen. ú PGM navn digitaliseringsdata: Indlæs navnet på filen, i hvilken digitaliseringsdataerne er lagret; hvis filen ikke står i det aktuelle bibliotek, så indlæs den komplette sti. Hvis De vil afvikle en punkt-tabel, angives yderligere filtypen .PNT ú MIN-punkt område: Minimal-punkt (X-, Y- og Zkoordinater) for området, i hvilket der skal fræses. ú MAX-punkt område: Maximal-punkt (X-, Y- og Zkoordinater) for området, i hvilket der skal fræses. ú Sikkerheds-afstand (inkremental): Afstand fra værktøjsspids til emne-overflade ved ilgangbevægelser. ú Fremryk-dybde (inkremental): Målet med hvilket værktøjet bliver fremrykket hver gang. ú Tilspænding dybdefremrykning : Kørselshastigheden af værktøjet ved indstikning i mm/min ú Tilspænding ved fræsning : Kørselshastigheden af værktøjet ved fræsning i mm/min ú Hjælpe-funktion M: yderligere indlæsning af en hjælpe-funktion, f.eks. M13 NC-blokeksempel: HEIDENHAIN TNC 426, TNC 430 Z X 233 8.6 Cykler for planfræsning
- Page 197 and 198: GEVINDBORING uden kompenserende pat
- Page 199 and 200: GEVINDSKÆRING (cyklus 18) Maskine
- Page 201 and 202: Eksempel: Borecykler Program-afvikl
- Page 203 and 204: LOMMEFRÆSNING (cyklus 4) 1 Værkt
- Page 205 and 206: ú Sikkerheds-afstand Q200 (inkreme
- Page 207 and 208: ú Koord. emne-overflade Q203 (abso
- Page 209 and 210: SLETFRÆSNING AF CIRKELLOMME (cyklu
- Page 211 and 212: Pas på før programmeringen Forteg
- Page 213 and 214: ú Tilspænding fremrykdybde: Kørs
- Page 215 and 216: RUND NOT (Langt hul) med pendlende
- Page 217 and 218: Eksempel: Fræsning af lomme, tappe
- Page 219 and 220: 8.4 Cykler for fremstilling af punk
- Page 221 and 222: ú Antal bearbejdninger Q241: Antal
- Page 223 and 224: Eksempel: Hulkreds H
- Page 225 and 226: 8.5 SL-cykler Med SL-cykler lader k
- Page 227 and 228: KONTUR (cyklus 14) I cyklus 14 KONT
- Page 229 and 230: „Skærings“ -Flade Den af A og
- Page 231 and 232: FORBORING (cyklus 21) TNC´en tager
- Page 233 and 234: SLETSPÅN DYBDE (cyklus 23) TNC'en
- Page 235 and 236: ú Fræsedybde Q1 (inkremental): Af
- Page 237 and 238: ú Fræsedybde Q1 (inkremental): Af
- Page 239 and 240: ú Fræsedybde Q1 (inkremental): Af
- Page 241 and 242: HEIDENHAIN TNC 426, TNC 430 Cyklus-
- Page 243 and 244: HEIDENHAIN TNC 426, TNC 430 Værkt
- Page 245 and 246: HEIDENHAIN TNC 426, TNC 430 Kontur-
- Page 247: HEIDENHAIN TNC 426, TNC 430 Kontur-
- Page 251 and 252: Pas på før programmeringen TNC'en
- Page 253 and 254: Pas på før programmeringen TNC´e
- Page 255 and 256: 8.7 Cykler for koordinat-omregning
- Page 257 and 258: NULPUNKT-forskydning med nulpunkt-t
- Page 259 and 260: Konfigurering af nulpunkt-tabel På
- Page 261 and 262: DREJNING (cyklus 10) Indenfor et pr
- Page 263 and 264: DIM.FAKTOR AKSESP. (cyklus 26) Pas
- Page 265 and 266: Hvis De har sat funktion TRANSFORME
- Page 267 and 268: Automatiske målinger i et transfor
- Page 269 and 270: Eksempel: Koordinat-omregningscykle
- Page 271 and 272: 8.8 Special-cykler DVÆLETID (cyklu
- Page 273: TOLERANCE (cyklus 32) Den hurtige k
- Page 276 and 277: 9.1 Kendetegn for underprogrammer o
- Page 278 and 279: 9.4 Vilkårligt program som underpr
- Page 280 and 281: 9.5 Sammenkædninger Program-afvikl
- Page 282 and 283: 9.6 Programmerings-eksempler Eksemp
- Page 284 and 285: 9.6 Programmerings-eksempler
- Page 287 and 288: Programmering: Q-parametre 10
- Page 289 and 290: TNC'en anviser faste værdier til b
- Page 291 and 292: 10.3 Beskrivelse af konturer med ma
- Page 293 and 294: TNC'en viser følgende programblokk
- Page 295 and 296: 10.6 Betingede spring med Q-paramet
- Page 297 and 298: 10.8 Øvrige funktioner Øvrige fun
Pas på før programmeringen<br />
Med cyklus 30 kan De afvikle digitaliseringsdata og PNTfiler.<br />
Når De afvikler PNT-filer, i hvilke der ingen spindelaksekoordinater<br />
står, fremkommer fræsedybden fra det<br />
programmerede MIN-punkt for spindelaksen.<br />
ú PGM navn digitaliseringsdata: Indlæs navnet på filen, i<br />
hvilken digitaliseringsdataerne er lagret; hvis filen ikke<br />
står i det aktuelle bibliotek, så indlæs den komplette<br />
sti. Hvis De vil afvikle en punkt-tabel, angives<br />
yderligere filtypen .PNT<br />
ú MIN-punkt område: Minimal-punkt (X-, Y- og Zkoordinater)<br />
for området, i hvilket der skal fræses.<br />
ú MAX-punkt område: Maximal-punkt (X-, Y- og Zkoordinater)<br />
for området, i hvilket der skal fræses.<br />
ú Sikkerheds-afstand (inkremental): Afstand fra<br />
værktøjsspids til emne-overflade ved ilgangbevægelser.<br />
ú Fremryk-dybde (inkremental): Målet med hvilket<br />
værktøjet bliver fremrykket hver gang.<br />
ú Tilspænding dybdefremrykning : Kørselshastigheden<br />
af værktøjet ved indstikning i mm/min<br />
ú Tilspænding ved fræsning : Kørselshastigheden af<br />
værktøjet ved fræsning i mm/min<br />
ú Hjælpe-funktion M: yderligere indlæsning af en<br />
hjælpe-funktion, f.eks. M13<br />
NC-blokeksempel:<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
HEIDENHAIN TNC 426, TNC 430<br />
Z<br />
X<br />
233<br />
8.6 Cykler for planfræsning


