1 - heidenhain
1 - heidenhain 1 - heidenhain
8.3 Cykler for fræsning af lommer, tappe og noter SLETFRÆSNING AF TAP (cyklus 213) 1 TNC'en kører værktøjet i spindelaksen til sikkerheds-afstand, eller – hvis det er indlæst – til den 2. sikkerheds-afstnd og derefter til tappens midte 2 Fra tappens midte kører værktøjet i bearbejdningsplanet til startpunktet for bearbejdningen. Startpunktet ligger ca 3,5-gang værktøjs-radius til højre for tappen 3 Hvis værktøjet står på den 2. sikkerheds-afstand, kører TNC'en værktøjet i ilgang FMAX i sikkerheds-afstand og derfra med tilspændingen dybde-fremryk til den første fremryk-dybde 4 Herefter kører værktøjet tangentialt til den færdige del og fræser i medløb een omgang. 5 Herefter kører værktøjet tangentialt væk fra konturen tilbage til startpunktet i bearbejdningsplanet 6 Disse forløb (3 til 5) gentager sig, indtil den programmerede dybde er nået 7 Ved enden af cyklus kører TNC'en værktøjet med FMAX i sikkerheds-afstand eller – hvis det er indlæst – til den 2. sikkerheds-afstand og herefter til midten af tappen (slutposition = startposition). 190 Pas på før programmeringen Fortegnet for parameter dybde fastlægger arbejdsretningen. Hvis De vil fræse tappen helt fra bunden af, så skal De anvende en fræser med centrumskær (DIN 844). Indlæs så en lille værdi for tilspænding fremrykdybde. ú Sikkerheds-afstand Q200 (inkremental): Afstand mellem værktøjsspids og emne-overflade ú Dybde Q201 (inkremental): Afstand mellem emneoverflade og tappens bund ú Tilspænding fremrykdybde Q206: Kørselshastighed for værktøjet ved kørsel til dybden i mm/min. Når De indstikker i materialet, så indlæses en lille værdi, når De indstikker i det fri, så indlæses en højere tilspænding ú Fremryk-dybde Q202 (inkremental): Målet med hvilket værktøjet rykker frem hver gang Indlæs værdier større end 0. ú Tilspænding fræsning Q207: Kørselshastighed af værktøjet ved fræsning i mm/min Y Q203 Z Q202 Q206 Q200 X Q204 Q201 NC-blokeksempel: X 8 Programmering: Cykler
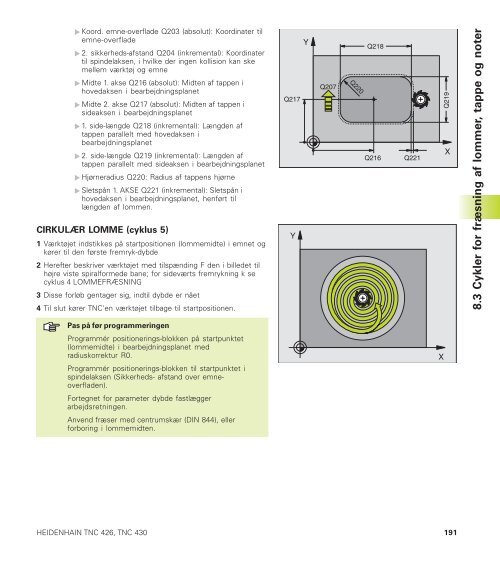
ú Koord. emne-overflade Q203 (absolut): Koordinater til emne-overflade ú 2. sikkerheds-afstand Q204 (inkremental): Koordinater til spindelaksen, i hvilke der ingen kollision kan ske mellem værktøj og emne ú Midte 1. akse Q216 (absolut): Midten af tappen i hovedaksen i bearbejdningsplanet ú Midte 2. akse Q217 (absolut): Midten af tappen i sideaksen i bearbejdningsplanet ú 1. side-længde Q218 (inkremental): Længden af tappen parallelt med hovedaksen i bearbejdningsplanet ú 2. side-længde Q219 (inkremental): Længden af tappen parallelt med sideaksen i bearbejdningsplanet ú Hjørneradius Q220: Radius af tappens hjørne ú Sletspån 1. AKSE Q221 (inkremental): Sletspån i hovedaksen i bearbejdningsplanet, henført til længden af lommen. CIRKULÆR LOMME (cyklus 5) 1 Værktøjet indstikkes på startpositionen (lommemidte) i emnet og kører til den første fremryk-dybde 2 Herefter beskriver værktøjet med tilspænding F den i billedet til højre viste spiralformede bane; for sideværts fremrykning k se cyklus 4 LOMMEFRÆSNING 3 Disse forløb gentager sig, indtil dybde er nået 4 Til slut kører TNC'en værktøjet tilbage til startpositionen. Pas på før programmeringen Programmér positionerings-blokken på startpunktet (lommemidte) i bearbejdningsplanet med radiuskorrektur R0. Programmér positionerings-blokken til startpunktet i spindelaksen (Sikkerheds- afstand over emneoverfladen). Fortegnet for parameter dybde fastlægger arbejdsretningen. Anvend fræser med centrumskær (DIN 844), eller forboring i lommemidten. HEIDENHAIN TNC 426, TNC 430 Q217 Y Y Q207 Q220 Q218 Q216 Q221 Q219 X X 191 8.3 Cykler for fræsning af lommer, tappe og noter
- Page 156 and 157: 6.7 Banebevægelser - Spline-interp
- Page 159 and 160: Programmering: Hjælpe-funktioner 7
- Page 161 and 162: 7.2 Hjælpe-funktioner for programa
- Page 163 and 164: Aktivering af sidst fastlagte henf
- Page 165 and 166: Indføje en defineret rundingscirke
- Page 167 and 168: Tilspændingsfaktor for indstiksbev
- Page 169 and 170: Indlæsning Hvis De indlæser M120
- Page 171 and 172: Reducering af visning af drejeakse
- Page 173 and 174: Bibeholde positionen af værktøjss
- Page 175 and 176: Præcist stop på hjørne med ikke
- Page 177 and 178: Programmering: Cykler 8
- Page 179 and 180: Cyklus kald Forudsætninger Før et
- Page 181 and 182: DYBDEBORING (cyklus 1) 1 Værktøje
- Page 183 and 184: ú Koord. emne-overflade Q203 (abso
- Page 185 and 186: 0: ú Frikørsel-retning (0/1/2/3/4
- Page 187 and 188: UNDERSÆNKNING-BAGFRA (cyklus 204)
- Page 189 and 190: UNIVERSAL-DYBDEBORING (cyklus 205)
- Page 191 and 192: BOREFRÆSNING (cyklus 208) 1 TNC´e
- Page 193 and 194: GEVINDBORING med komp. patron (Zykl
- Page 195 and 196: ú Sikkerheds-afstand Q200 (inkreme
- Page 197 and 198: GEVINDBORING uden kompenserende pat
- Page 199 and 200: GEVINDSKÆRING (cyklus 18) Maskine
- Page 201 and 202: Eksempel: Borecykler Program-afvikl
- Page 203 and 204: LOMMEFRÆSNING (cyklus 4) 1 Værkt
- Page 205: ú Sikkerheds-afstand Q200 (inkreme
- Page 209 and 210: SLETFRÆSNING AF CIRKELLOMME (cyklu
- Page 211 and 212: Pas på før programmeringen Forteg
- Page 213 and 214: ú Tilspænding fremrykdybde: Kørs
- Page 215 and 216: RUND NOT (Langt hul) med pendlende
- Page 217 and 218: Eksempel: Fræsning af lomme, tappe
- Page 219 and 220: 8.4 Cykler for fremstilling af punk
- Page 221 and 222: ú Antal bearbejdninger Q241: Antal
- Page 223 and 224: Eksempel: Hulkreds H
- Page 225 and 226: 8.5 SL-cykler Med SL-cykler lader k
- Page 227 and 228: KONTUR (cyklus 14) I cyklus 14 KONT
- Page 229 and 230: „Skærings“ -Flade Den af A og
- Page 231 and 232: FORBORING (cyklus 21) TNC´en tager
- Page 233 and 234: SLETSPÅN DYBDE (cyklus 23) TNC'en
- Page 235 and 236: ú Fræsedybde Q1 (inkremental): Af
- Page 237 and 238: ú Fræsedybde Q1 (inkremental): Af
- Page 239 and 240: ú Fræsedybde Q1 (inkremental): Af
- Page 241 and 242: HEIDENHAIN TNC 426, TNC 430 Cyklus-
- Page 243 and 244: HEIDENHAIN TNC 426, TNC 430 Værkt
- Page 245 and 246: HEIDENHAIN TNC 426, TNC 430 Kontur-
- Page 247 and 248: HEIDENHAIN TNC 426, TNC 430 Kontur-
- Page 249 and 250: Pas på før programmeringen Med cy
- Page 251 and 252: Pas på før programmeringen TNC'en
- Page 253 and 254: Pas på før programmeringen TNC´e
- Page 255 and 256: 8.7 Cykler for koordinat-omregning
ú Koord. emne-overflade Q203 (absolut): Koordinater til<br />
emne-overflade<br />
ú 2. sikkerheds-afstand Q204 (inkremental): Koordinater<br />
til spindelaksen, i hvilke der ingen kollision kan ske<br />
mellem værktøj og emne<br />
ú Midte 1. akse Q216 (absolut): Midten af tappen i<br />
hovedaksen i bearbejdningsplanet<br />
ú Midte 2. akse Q217 (absolut): Midten af tappen i<br />
sideaksen i bearbejdningsplanet<br />
ú 1. side-længde Q218 (inkremental): Længden af<br />
tappen parallelt med hovedaksen i<br />
bearbejdningsplanet<br />
ú 2. side-længde Q219 (inkremental): Længden af<br />
tappen parallelt med sideaksen i bearbejdningsplanet<br />
ú Hjørneradius Q220: Radius af tappens hjørne<br />
ú Sletspån 1. AKSE Q221 (inkremental): Sletspån i<br />
hovedaksen i bearbejdningsplanet, henført til<br />
længden af lommen.<br />
CIRKULÆR LOMME (cyklus 5)<br />
1 Værktøjet indstikkes på startpositionen (lommemidte) i emnet og<br />
kører til den første fremryk-dybde<br />
2 Herefter beskriver værktøjet med tilspænding F den i billedet til<br />
højre viste spiralformede bane; for sideværts fremrykning k se<br />
cyklus 4 LOMMEFRÆSNING<br />
3 Disse forløb gentager sig, indtil dybde er nået<br />
4 Til slut kører TNC'en værktøjet tilbage til startpositionen.<br />
Pas på før programmeringen<br />
Programmér positionerings-blokken på startpunktet<br />
(lommemidte) i bearbejdningsplanet med<br />
radiuskorrektur R0.<br />
Programmér positionerings-blokken til startpunktet i<br />
spindelaksen (Sikkerheds- afstand over emneoverfladen).<br />
Fortegnet for parameter dybde fastlægger<br />
arbejdsretningen.<br />
Anvend fræser med centrumskær (DIN 844), eller<br />
forboring i lommemidten.<br />
HEIDENHAIN TNC 426, TNC 430<br />
Q217<br />
Y<br />
Y<br />
Q207<br />
Q220<br />
Q218<br />
Q216<br />
Q221<br />
Q219<br />
X<br />
X<br />
191<br />
8.3 Cykler for fræsning af lommer, tappe og noter


