1 - heidenhain
1 - heidenhain 1 - heidenhain
6.4 Banebevægelser – retvinklede koordinater Eksempel: Cirkelbevægelse kartesisk Råemne-definition for grafisk simulation af bearbejdning Værktøjs-definition i program Værktøjs-kald med spindelakse og spindelomdrejningstal Værktøj frikøres i spindelakse med ilgang FMAX Værktøj forpositioneres Kør til bearbejdningsdybde med tilspænding F = 1000 mm/min Kør til kontur på punkt 1 på en cirkelbane med tangential tilslutning Punkt 2: første retlinie for hjørne 2 Indføj radius med R = 10 mm, tilspænding: 150 mm/min Kør til punkt 3: Startpunkt cirklen med CR Kør til punkt 4: Endepunkt for cirklen med CR, radius 30 mm Kør til punkt 5 Kør til punkt 6 Kør til punkt 7: Endepunkt cirklen, cirkelbue med tangentialtilslutning på punkt 6, TNC'en beregner selv radius Kør til sidste konturpunkt 1 Konturen frakøres på en cirkelbane med tangential tilslutning Værktøj frikøres, program-slut 120 6 Programmering: Kontur programmering 95 85 40 5 Y 5 R10 R30 30 40 70 95 X
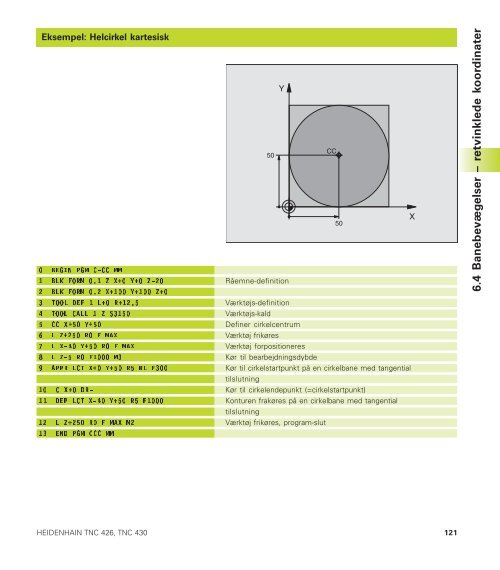
Eksempel: Helcirkel kartesisk HEIDENHAIN TNC 426, TNC 430 50 Y Råemne-definition CC Værktøjs-definition Værktøjs-kald Definer cirkelcentrum Værktøj frikøres Værktøj forpositioneres Kør til bearbejdningsdybde Kør til cirkelstartpunkt på en cirkelbane med tangential tilslutning Kør til cirkelendepunkt (=cirkelstartpunkt) Konturen frakøres på en cirkelbane med tangential tilslutning Værktøj frikøres, program-slut 50 X 121 6.4 Banebevægelser – retvinklede koordinater
- Page 87 and 88: Programmering: Værktøjer 5
- Page 89 and 90: 5.2 Værktøjs-data Normalt program
- Page 91 and 92: Indlæsning af værktøjs-data i ta
- Page 93 and 94: Værktøjs-tabel: Nødvendige værk
- Page 95 and 96: Editeringsfunktioner for Værkt.-ta
- Page 97 and 98: Spalte Indlæsning P Plads-nummer f
- Page 99 and 100: Værktøjsveksel Værktøjsveksling
- Page 101 and 102: Værktøjs-radiuskorrektur Program-
- Page 103 and 104: Radiuskorrektur: Hjørne bearbejdni
- Page 105 and 106: Koordinaten für die Position X,Y,
- Page 107 and 108: Face Milling: 3D-korrektur med og u
- Page 109 and 110: Blok-format med drejeakser L Ret
- Page 111 and 112: Tabel for emne-materialer Emne-mate
- Page 113 and 114: Anlægge nye skærdata-tabeller ú
- Page 115: Dataoverføring af skærdata-tabell
- Page 118 and 119: 6.1 Oversigt: Værktøjs-bevægelse
- Page 120 and 121: 6.2 Grundlaget for banefunktioner I
- Page 122 and 123: 6.3 Kontur tilkørsel og frakørsel
- Page 124 and 125: 6.3 Kontur tilkørsel og frakørsel
- Page 126 and 127: 6.3 Kontur tilkørsel og frakørsel
- Page 128 and 129: 6.4 Banebevægelser - retvinklede k
- Page 130 and 131: 6.4 Banebevægelser - retvinklede k
- Page 132 and 133: 6.4 Banebevægelser - retvinklede k
- Page 134 and 135: 6.4 Banebevægelser - retvinklede k
- Page 138 and 139: 6.5 Banebevægelser - polarkoordina
- Page 140 and 141: 6.5 Banebevægelser - polarkoordina
- Page 142 and 143: 6.5 Banebevægelser - polarkoordina
- Page 144 and 145: 6.6 Banebevægelser - Fri kontur-pr
- Page 146 and 147: 6.6 Banebevægelser - Fri kontur-pr
- Page 148 and 149: 6.6 Banebevægelser - Fri kontur-pr
- Page 150 and 151: 6.6 Banebevægelser - Fri kontur-pr
- Page 152 and 153: 6.6 Banebevægelser - Fri kontur-pr
- Page 154 and 155: 6.6 Banebevægelser - Fri kontur-pr
- Page 156 and 157: 6.7 Banebevægelser - Spline-interp
- Page 159 and 160: Programmering: Hjælpe-funktioner 7
- Page 161 and 162: 7.2 Hjælpe-funktioner for programa
- Page 163 and 164: Aktivering af sidst fastlagte henf
- Page 165 and 166: Indføje en defineret rundingscirke
- Page 167 and 168: Tilspændingsfaktor for indstiksbev
- Page 169 and 170: Indlæsning Hvis De indlæser M120
- Page 171 and 172: Reducering af visning af drejeakse
- Page 173 and 174: Bibeholde positionen af værktøjss
- Page 175 and 176: Præcist stop på hjørne med ikke
- Page 177 and 178: Programmering: Cykler 8
- Page 179 and 180: Cyklus kald Forudsætninger Før et
- Page 181 and 182: DYBDEBORING (cyklus 1) 1 Værktøje
- Page 183 and 184: ú Koord. emne-overflade Q203 (abso
- Page 185 and 186: 0: ú Frikørsel-retning (0/1/2/3/4
Eksempel: Helcirkel kartesisk<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
HEIDENHAIN TNC 426, TNC 430<br />
50<br />
Y<br />
Råemne-definition<br />
CC<br />
Værktøjs-definition<br />
Værktøjs-kald<br />
Definer cirkelcentrum<br />
Værktøj frikøres<br />
Værktøj forpositioneres<br />
Kør til bearbejdningsdybde<br />
Kør til cirkelstartpunkt på en cirkelbane med tangential<br />
tilslutning<br />
Kør til cirkelendepunkt (=cirkelstartpunkt)<br />
Konturen frakøres på en cirkelbane med tangential<br />
tilslutning<br />
Værktøj frikøres, program-slut<br />
50<br />
X<br />
121<br />
6.4 Banebevægelser – retvinklede koordinater


