1 - heidenhain
1 - heidenhain 1 - heidenhain
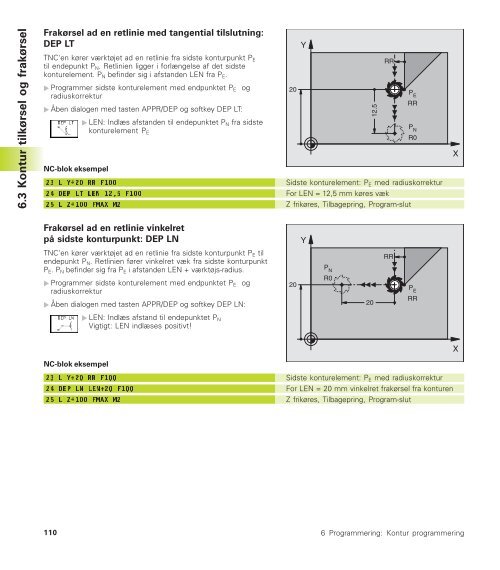
6.3 Kontur tilkørsel og frakørsel Frakørsel ad en retlinie med tangential tilslutning: DEP LT TNC'en kører værktøjet ad en retlinie fra sidste konturpunkt P E til endepunkt P N. Retlinien ligger i forlængelse af det sidste konturelement. PN befinder sig i afstanden LEN fra PE. ú Programmer sidste konturelement med endpunktet PE og radiuskorrektur ú Åben dialogen med tasten APPR/DEP og softkey DEP LT: NC-blok eksempel ú LEN: Indlæs afstanden til endepunktet P N fra sidste konturelement PE Frakørsel ad en retlinie vinkelret på sidste konturpunkt: DEP LN TNC'en kører værktøjet ad en retlinie fra sidste konturpunkt PE til endepunkt P N. Retlinien fører vinkelret væk fra sidste konturpunkt PE. PN befinder sig fra PE i afstanden LEN + værktøjs-radius. ú Programmer sidste konturelement med endpunktet PE og radiuskorrektur ú Åben dialogen med tasten APPR/DEP og softkey DEP LN: NC-blok eksempel ú LEN: Indlæs afstand til endepunktet P N Vigtigt: LEN indlæses positivt! Sidste konturelement: P E med radiuskorrektur For LEN = 12,5 mm køres væk Z frikøres, Tilbagepring, Program-slut Sidste konturelement: P E med radiuskorrektur For LEN = 20 mm vinkelret frakørsel fra konturen Z frikøres, Tilbagepring, Program-slut 110 6 Programmering: Kontur programmering 20 20 Y Y P N R0 12.5 20 RR RR P E RR P N R0 P E RR X X
Frakørsel ad en cirkelbane med tangential tilslutning: DEP CT TNC'en kører værktøjet på en cirkelbane fra sidste konturpunkt P E til endepunkt P N. Cirkelbanen tilslutter sig tangentialt til det sidste konturelement. ú Programmer sidste konturelement med endpunktet PE og radiuskorrektur ú Åben dialogen med tasten APPR/DEP og softkey DEP CT: ú Radius R for cirkelbane ■ Værktøjet skal forlade den side af emnet, som er fastlagt med radiuskorrektur: R indlæses positivt ■ Værktøjet skal forlade emnet modsat den fastlagte side, som er fastlagt med radiuskorrektur: R indlæses negativt ú Centrumsvinkel CCA for cirkelbane NC-blok eksempel Frakørsel ad en cirkelbane med tangential tilslutning til konturen og ret-liniestykke: DEP LCT TNC'en kører værktøjet ad en cirkelbane fra sidste konturpunkt P E til et hjælpepunkt PH. Derfra kører det på en retlinie til endpunktet PN. Det sidste konturelement og retlinien fra PH – PN har tangentiale overgange overgange med cirkelbanen. Herved er cirkelbanen med radius R entydigt fastlagt. ú Programmer sidste konturelement med endpunktet PE og radiuskorrektur ú Åben dialogen med tasten APPR/DEP og softkey DEP LCT: ú Koordinater for endepunktet P N indlæses ú Radius R for cirkelbanen R angives positivt NC-blok eksempel HEIDENHAIN TNC 426, TNC 430 20 Sidste konturelement: P E med radiuskorrektur C-vinkel =180°, Cirkelbane-radius=10 mm Z frikøres, Tilbagepring, Program-slut 20 12 Y Y P N R0 10 R8 P N R0 180° RR P E RR Sidste konturelement: P E med radiuskorrektur Koordinater til PN, cirkelbane-radius = 10 mm Z frikøres, Tilbagepring, Program-slut R8 P H R0 RR P E RR X X 111 6.3 Kontur tilkørsel og frakørsel
- Page 76 and 77: 4.6 Programmierings-grafik 4.6 Prog
- Page 78 and 79: 4.8 Indføje kommentarer Indføj se
- Page 80 and 81: 4.9 Fremstilling af tekst-filer Sle
- Page 82 and 83: 4.10 Lommeregneren 4.10 Lommeregner
- Page 84 and 85: 4.12 Palette-styring 4.12 Palette-s
- Page 87 and 88: Programmering: Værktøjer 5
- Page 89 and 90: 5.2 Værktøjs-data Normalt program
- Page 91 and 92: Indlæsning af værktøjs-data i ta
- Page 93 and 94: Værktøjs-tabel: Nødvendige værk
- Page 95 and 96: Editeringsfunktioner for Værkt.-ta
- Page 97 and 98: Spalte Indlæsning P Plads-nummer f
- Page 99 and 100: Værktøjsveksel Værktøjsveksling
- Page 101 and 102: Værktøjs-radiuskorrektur Program-
- Page 103 and 104: Radiuskorrektur: Hjørne bearbejdni
- Page 105 and 106: Koordinaten für die Position X,Y,
- Page 107 and 108: Face Milling: 3D-korrektur med og u
- Page 109 and 110: Blok-format med drejeakser L Ret
- Page 111 and 112: Tabel for emne-materialer Emne-mate
- Page 113 and 114: Anlægge nye skærdata-tabeller ú
- Page 115: Dataoverføring af skærdata-tabell
- Page 118 and 119: 6.1 Oversigt: Værktøjs-bevægelse
- Page 120 and 121: 6.2 Grundlaget for banefunktioner I
- Page 122 and 123: 6.3 Kontur tilkørsel og frakørsel
- Page 124 and 125: 6.3 Kontur tilkørsel og frakørsel
- Page 128 and 129: 6.4 Banebevægelser - retvinklede k
- Page 130 and 131: 6.4 Banebevægelser - retvinklede k
- Page 132 and 133: 6.4 Banebevægelser - retvinklede k
- Page 134 and 135: 6.4 Banebevægelser - retvinklede k
- Page 136 and 137: 6.4 Banebevægelser - retvinklede k
- Page 138 and 139: 6.5 Banebevægelser - polarkoordina
- Page 140 and 141: 6.5 Banebevægelser - polarkoordina
- Page 142 and 143: 6.5 Banebevægelser - polarkoordina
- Page 144 and 145: 6.6 Banebevægelser - Fri kontur-pr
- Page 146 and 147: 6.6 Banebevægelser - Fri kontur-pr
- Page 148 and 149: 6.6 Banebevægelser - Fri kontur-pr
- Page 150 and 151: 6.6 Banebevægelser - Fri kontur-pr
- Page 152 and 153: 6.6 Banebevægelser - Fri kontur-pr
- Page 154 and 155: 6.6 Banebevægelser - Fri kontur-pr
- Page 156 and 157: 6.7 Banebevægelser - Spline-interp
- Page 159 and 160: Programmering: Hjælpe-funktioner 7
- Page 161 and 162: 7.2 Hjælpe-funktioner for programa
- Page 163 and 164: Aktivering af sidst fastlagte henf
- Page 165 and 166: Indføje en defineret rundingscirke
- Page 167 and 168: Tilspændingsfaktor for indstiksbev
- Page 169 and 170: Indlæsning Hvis De indlæser M120
- Page 171 and 172: Reducering af visning af drejeakse
- Page 173 and 174: Bibeholde positionen af værktøjss
- Page 175 and 176: Præcist stop på hjørne med ikke
6.3 Kontur tilkørsel og frakørsel<br />
Frakørsel ad en retlinie med tangential tilslutning:<br />
DEP LT<br />
TNC'en kører værktøjet ad en retlinie fra sidste konturpunkt P E<br />
til endepunkt P N. Retlinien ligger i forlængelse af det sidste<br />
konturelement. PN befinder sig i afstanden LEN fra PE.<br />
ú Programmer sidste konturelement med endpunktet PE og<br />
radiuskorrektur<br />
ú Åben dialogen med tasten APPR/DEP og softkey DEP LT:<br />
NC-blok eksempel<br />
ú LEN: Indlæs afstanden til endepunktet P N fra sidste<br />
konturelement PE<br />
<br />
<br />
<br />
Frakørsel ad en retlinie vinkelret<br />
på sidste konturpunkt: DEP LN<br />
TNC'en kører værktøjet ad en retlinie fra sidste konturpunkt PE til<br />
endepunkt P N. Retlinien fører vinkelret væk fra sidste konturpunkt<br />
PE. PN befinder sig fra PE i afstanden LEN + værktøjs-radius.<br />
ú Programmer sidste konturelement med endpunktet PE og<br />
radiuskorrektur<br />
ú Åben dialogen med tasten APPR/DEP og softkey DEP LN:<br />
NC-blok eksempel<br />
<br />
ú LEN: Indlæs afstand til endepunktet P N<br />
Vigtigt: LEN indlæses positivt!<br />
<br />
<br />
Sidste konturelement: P E med radiuskorrektur<br />
For LEN = 12,5 mm køres væk<br />
Z frikøres, Tilbagepring, Program-slut<br />
Sidste konturelement: P E med radiuskorrektur<br />
For LEN = 20 mm vinkelret frakørsel fra konturen<br />
Z frikøres, Tilbagepring, Program-slut<br />
110 6 Programmering: Kontur programmering<br />
20<br />
20<br />
Y<br />
Y<br />
P N<br />
R0<br />
12.5<br />
20<br />
RR<br />
RR<br />
P E<br />
RR<br />
P N<br />
R0<br />
P E<br />
RR<br />
X<br />
X


