1 - heidenhain
1 - heidenhain 1 - heidenhain
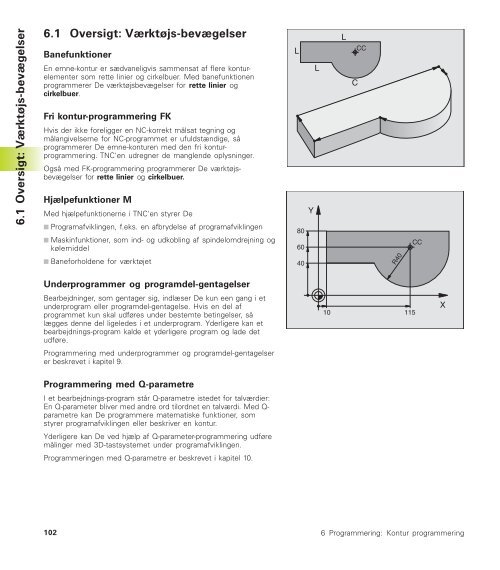
6.1 Oversigt: Værktøjs-bevægelser 6.1 Oversigt: Værktøjs-bevægelser Banefunktioner En emne-kontur er sædvaneligvis sammensat af flere konturelementer som rette linier og cirkelbuer. Med banefunktionen programmerer De værktøjsbevægelser for rette linier og cirkelbuer. Fri kontur-programmering FK Hvis der ikke foreligger en NC-korrekt målsat tegning og målangivelserne for NC-programmet er ufuldstændige, så programmerer De emne-konturen med den fri konturprogrammering. TNC'en udregner de manglende oplysninger. Også med FK-programmering programmerer De værktøjsbevægelser for rette linier og cirkelbuer. Hjælpefunktioner M Med hjælpefunktionerne i TNC'en styrer De ■ Programafviklingen, f.eks. en afbrydelse af programafviklingen ■ Maskinfunktioner, som ind- og udkobling af spindelomdrejning og kølemiddel ■ Baneforholdene for værktøjet Underprogrammer og programdel-gentagelser Bearbejdninger, som gentager sig, indlæser De kun een gang i et underprogram eller programdel-gentagelse. Hvis en del af programmet kun skal udføres under bestemte betingelser, så lægges denne del ligeledes i et underprogram. Yderligere kan et bearbejdnings-program kalde et yderligere program og lade det udføre. Programmering med underprogrammer og programdel-gentagelser er beskrevet i kapitel 9. Programmering med Q-parametre I et bearbejdnings-program står Q-parametre istedet for talværdier: En Q-parameter bliver med andre ord tilordnet en talværdi. Med Qparametre kan De programmere matematiske funktioner, som styrer programafviklingen eller beskriver en kontur. Yderligere kan De ved hjælp af Q-parameter-programmering udføre målinger med 3D-tastsystemet under programafviklingen. Programmeringen med Q-parametre er beskrevet i kapitel 10. 102 6 Programmering: Kontur programmering L 80 60 40 Y L 10 L C CC R40 115 CC X
6.2 Grundlaget for banefunktioner Programmering af værktøjsbevægelse for en bearbejdning Når De skal fremstille et bearbejdnings-program, programmerer De banefunktionerne efter hinanden for De enkelte elementer af emnekonturen. Hertil indlæser De sædvanligvis koordinaterne for endepunktet af konturelementet fra måltegningen. Af disse koordinat-angivelser, udregner TNC'en den virkelige kørselsstrækning for værktøjet med hensyntagen til værktøjsdata og radiuskorrektur. TNC'en kører samtidig alle maskinakserne, som De har programmeret i program-blokken for en banefunktion. Bevægelser parallelt med maskinaksen Program-blokken indeholder en koordinat-angivelse: TNC'en kører værktøjet parallelt med den programmerede maskinakse. Alt efter konstruktionen af Deres maskine bevæges enten værktøjet eller maskinbordet med det opspændte emne. Ved programmering af banebevægelser handler De grundlæggende som om det er værktøjet der bevæger sig. Eksempel: Banefunktion „ret linie“ Koordinater til endepunktet Værktøjet beholder Y- og Z-koordinaterne og kører til position X=100. Se billedet til højre for oven. Bevægelser i hovedplanet Program-blokken indeholder to koordinat-angivelser: TNC'en kører værktøjet i det programmerede plan. Eksempel: Værktøjet beholder Z-koordinaten og kórer i XY-planet til positionen X=70, Y=50. Se billedet i midten til højre Tredimensional bevægelse Program-blokken indeholder tre koordinat-angivelser: TNC'en kører værktøjet rumligt til den programmerede position. Eksempel: Se billedet til højre forneden. HEIDENHAIN TNC 426, TNC 430 50 Y Y Y -10 Z Z Z 70 80 X 100 X X 103 6.2 Grundlaget for banefunktioner
- Page 68 and 69: 4.4 Udvidet fil-styring Med softkey
- Page 70 and 71: 4.4 Udvidet fil-styring TNC´en på
- Page 72 and 73: 4.5 Åbning og indlæsning af progr
- Page 74 and 75: 4.5 Åbning og indlæsning af progr
- Page 76 and 77: 4.6 Programmierings-grafik 4.6 Prog
- Page 78 and 79: 4.8 Indføje kommentarer Indføj se
- Page 80 and 81: 4.9 Fremstilling af tekst-filer Sle
- Page 82 and 83: 4.10 Lommeregneren 4.10 Lommeregner
- Page 84 and 85: 4.12 Palette-styring 4.12 Palette-s
- Page 87 and 88: Programmering: Værktøjer 5
- Page 89 and 90: 5.2 Værktøjs-data Normalt program
- Page 91 and 92: Indlæsning af værktøjs-data i ta
- Page 93 and 94: Værktøjs-tabel: Nødvendige værk
- Page 95 and 96: Editeringsfunktioner for Værkt.-ta
- Page 97 and 98: Spalte Indlæsning P Plads-nummer f
- Page 99 and 100: Værktøjsveksel Værktøjsveksling
- Page 101 and 102: Værktøjs-radiuskorrektur Program-
- Page 103 and 104: Radiuskorrektur: Hjørne bearbejdni
- Page 105 and 106: Koordinaten für die Position X,Y,
- Page 107 and 108: Face Milling: 3D-korrektur med og u
- Page 109 and 110: Blok-format med drejeakser L Ret
- Page 111 and 112: Tabel for emne-materialer Emne-mate
- Page 113 and 114: Anlægge nye skærdata-tabeller ú
- Page 115: Dataoverføring af skærdata-tabell
- Page 120 and 121: 6.2 Grundlaget for banefunktioner I
- Page 122 and 123: 6.3 Kontur tilkørsel og frakørsel
- Page 124 and 125: 6.3 Kontur tilkørsel og frakørsel
- Page 126 and 127: 6.3 Kontur tilkørsel og frakørsel
- Page 128 and 129: 6.4 Banebevægelser - retvinklede k
- Page 130 and 131: 6.4 Banebevægelser - retvinklede k
- Page 132 and 133: 6.4 Banebevægelser - retvinklede k
- Page 134 and 135: 6.4 Banebevægelser - retvinklede k
- Page 136 and 137: 6.4 Banebevægelser - retvinklede k
- Page 138 and 139: 6.5 Banebevægelser - polarkoordina
- Page 140 and 141: 6.5 Banebevægelser - polarkoordina
- Page 142 and 143: 6.5 Banebevægelser - polarkoordina
- Page 144 and 145: 6.6 Banebevægelser - Fri kontur-pr
- Page 146 and 147: 6.6 Banebevægelser - Fri kontur-pr
- Page 148 and 149: 6.6 Banebevægelser - Fri kontur-pr
- Page 150 and 151: 6.6 Banebevægelser - Fri kontur-pr
- Page 152 and 153: 6.6 Banebevægelser - Fri kontur-pr
- Page 154 and 155: 6.6 Banebevægelser - Fri kontur-pr
- Page 156 and 157: 6.7 Banebevægelser - Spline-interp
- Page 159 and 160: Programmering: Hjælpe-funktioner 7
- Page 161 and 162: 7.2 Hjælpe-funktioner for programa
- Page 163 and 164: Aktivering af sidst fastlagte henf
- Page 165 and 166: Indføje en defineret rundingscirke
- Page 167 and 168: Tilspændingsfaktor for indstiksbev
6.1 Oversigt: Værktøjs-bevægelser<br />
6.1 Oversigt: Værktøjs-bevægelser<br />
Banefunktioner<br />
En emne-kontur er sædvaneligvis sammensat af flere konturelementer<br />
som rette linier og cirkelbuer. Med banefunktionen<br />
programmerer De værktøjsbevægelser for rette linier og<br />
cirkelbuer.<br />
Fri kontur-programmering FK<br />
Hvis der ikke foreligger en NC-korrekt målsat tegning og<br />
målangivelserne for NC-programmet er ufuldstændige, så<br />
programmerer De emne-konturen med den fri konturprogrammering.<br />
TNC'en udregner de manglende oplysninger.<br />
Også med FK-programmering programmerer De værktøjsbevægelser<br />
for rette linier og cirkelbuer.<br />
Hjælpefunktioner M<br />
Med hjælpefunktionerne i TNC'en styrer De<br />
■ Programafviklingen, f.eks. en afbrydelse af programafviklingen<br />
■ Maskinfunktioner, som ind- og udkobling af spindelomdrejning og<br />
kølemiddel<br />
■ Baneforholdene for værktøjet<br />
Underprogrammer og programdel-gentagelser<br />
Bearbejdninger, som gentager sig, indlæser De kun een gang i et<br />
underprogram eller programdel-gentagelse. Hvis en del af<br />
programmet kun skal udføres under bestemte betingelser, så<br />
lægges denne del ligeledes i et underprogram. Yderligere kan et<br />
bearbejdnings-program kalde et yderligere program og lade det<br />
udføre.<br />
Programmering med underprogrammer og programdel-gentagelser<br />
er beskrevet i kapitel 9.<br />
Programmering med Q-parametre<br />
I et bearbejdnings-program står Q-parametre istedet for talværdier:<br />
En Q-parameter bliver med andre ord tilordnet en talværdi. Med Qparametre<br />
kan De programmere matematiske funktioner, som<br />
styrer programafviklingen eller beskriver en kontur.<br />
Yderligere kan De ved hjælp af Q-parameter-programmering udføre<br />
målinger med 3D-tastsystemet under programafviklingen.<br />
Programmeringen med Q-parametre er beskrevet i kapitel 10.<br />
102 6 Programmering: Kontur programmering<br />
L<br />
80<br />
60<br />
40<br />
Y<br />
L<br />
10<br />
L<br />
C<br />
CC<br />
R40<br />
115<br />
CC<br />
X


