report Renfert - Renfert GmbH
report Renfert - Renfert GmbH
report Renfert - Renfert GmbH

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Renfert</strong><br />
Uw vakhandelaar<br />
<strong>report</strong><br />
Ideeën voor de tandtechniek
2<br />
Voorbereiding gietwerk<br />
Vlekkeloos gietwerk – alleen<br />
met de juiste voorbereiding<br />
De vervelendste fouten zijn die aan het<br />
einde van het werkproces, omdat dan<br />
dikwijls het hele werk van vooraf aan moet<br />
worden herbegonnen. Elke tandtechnicus<br />
kent het ongemakkelijke gevoel bij het<br />
gieten en uitbedden van een werkstuk:<br />
hopelijk zijn alle gietobjecten volledig uitgestroomd,<br />
hopelijk zijn er geen lunkers,<br />
geen poreuze plekken, geen gietfouten!<br />
Gietfouten voorkomen<br />
Een beslissende rol speelt hierbij het<br />
gebruikte gietkanaalsysteem en de kennis<br />
erover.<br />
In de eerste plaats moet het gietkanaalsysteem<br />
garanderen dat de smelt ongehinderd<br />
en met zo weinig mogelijk<br />
omwegen in de holle gietruimte stroomt.<br />
Richtingsveranderingen, scherpe randen<br />
en te lange afstanden leiden tot wervelingen<br />
en doen daarbij lunkers en poreuze<br />
plekken ontstaan of verhinderen dat<br />
dunnen objectdelen volledig uitstromen.<br />
Bovendien moet gegarandeerd zijn dat<br />
tot de volledige uitharding van de smelt<br />
alle gietaandelen nog altijd bijgevuld<br />
kunnen worden. Gietobjecten koelen onvermijdelijk<br />
ongelijkmatig af. Dunne delen<br />
koelen sneller af dan massieve en trekken<br />
Een gietfout is een catastrofe en betekent<br />
een tijdrovende reparatie (solderen,<br />
laseren enz.) of, in het ergste geval, het<br />
opnieuw modelleren van het gehele werkstuk.<br />
Dergelijke situaties zijn niet alleen erg<br />
vervelend, ze zijn voor elk laboratorium<br />
ook oneconomisch.<br />
daardoor altijd als eerste metaal aan. Daarom<br />
moeten de gietkanalen zo gedimensioneerd<br />
en gevormd zijn, dat ze voldoende<br />
smelt opnemen en deze voldoende lang<br />
De gietpeer<br />
Voor de genoemde voorwaarden is de<br />
gietpeer de beste oplossing, want hij biedt<br />
het optimale smeltreservoir. Qua vorm<br />
komt hij in de buurt van de bol, zodat hij<br />
de kleinst mogelijke specifi eke oppervlakte<br />
heeft en – gemeten in verhouding tot zijn<br />
volume – warmte slechts zeer langzaam<br />
afgeeft. Het metaal blijft langer vloeibaar<br />
en kan dus langere tijd bijgevuld worden.<br />
De onvermijdelijke lunkers worden doel-<br />
Daarom is<br />
het des te<br />
belangrijker<br />
dat zorgvuldig<br />
de juiste stappen<br />
worden gezet, om tot een vlekkeloos<br />
gietresultaat te komen.<br />
vloeibaar kunnen houden. Op die manier<br />
worden spanningen in het gietobject en de<br />
gevolgen daarvan vermeden.<br />
gericht van het gietobject naar de peer verplaatst.<br />
In vergelijking met de bol (verloren<br />
kop) wordt de smelt, dankzij de geleidelijk<br />
smaller wordende trechtervorm, zonder<br />
turbulenties in het object gebracht.
Tips voor het correct aanbrengen van de gietkanalen<br />
Geen tweede<br />
warmtebuffer<br />
De gietpeer moet altijd op de dikste plaats<br />
van het gietobject worden aangebracht,<br />
om te voorkomen dat er een tweede<br />
warmtebuffer in het object ontstaat, die<br />
lunkers „aantrekt“.Bij een kroon bijvoorbeeld<br />
aan de dikste knobbel. Bij bruggen<br />
moeten de peren aan de verschillende<br />
brugdelen worden aangebracht (dunwandige<br />
buurtanden worden probleemloos via<br />
de brugdelen gevuld, maar omwille van de<br />
stabiliteit dienen deze toch van extra gietkanalen<br />
te worden voorzien). Een goed<br />
alternatief is de gietbalk, zie onder.<br />
Minder is meer<br />
Let erop dat u niet te veel gietkanalen<br />
naast elkaar aanbrengt, want anders<br />
warmt dit gedeelte te sterk op en wordt<br />
een gelijkmatige afkoeling in de richting<br />
van het smeltreservoir verhinderd.<br />
De juiste hoek<br />
De hoek moet zo worden gekozen, dat<br />
bij het inbedden geen luchtbellen naar<br />
boven toe kunnen worden ingesloten. Ca.<br />
45° is hiervoor ideaal gebleken. Bij kronen<br />
ontstaat deze hoek als het ware vanzelf,<br />
wanneer de gietkanalen aan de dikste<br />
punt worden aangebracht.<br />
Voorbereiding gietwerk<br />
Juiste positie<br />
De afstand van het gietobject tot de moffelwand<br />
en de moffelbodem moet<br />
ca. 5 mm bedragen. Voor een doelgerichte<br />
afkoeling dient het smeltreservoir in het<br />
centrum van de moffel te liggen, omdat de<br />
warmte hier het langste wordt bewaard<br />
(bijvullen van het gietobject).<br />
De gietbalk<br />
De gietbalk in triangelvorm is bijzonder<br />
geschikt voor kleine tot middelgrote<br />
gietobjecten en heeft met name bij brugconstructies<br />
een stabiliserende werking.<br />
Kant-en-klare triangels bieden een<br />
tijdsbesparing en garanderen de optimale<br />
verhouding van de balkdiameter.<br />
3
4<br />
Voorbereiding gietwerk<br />
Tips om de metaalstroom te verbeteren<br />
Geen scherpe,<br />
harde randen<br />
Om wervelingen te voorkomen, moeten<br />
alle overgangen tussen het gietkanaal en<br />
het gietobject schoon dichtgespoeld en afgerond<br />
worden (het aanbrengen van GEO<br />
Waxfi nish verbetert het resultaat). Tegelijk<br />
moet aan deze overgangen de diameter<br />
groot genoeg zijn, zodat het aanzuigen<br />
van de smelt gegarandeerd is.<br />
Tips voor de nabewerking<br />
Glad oppervlak<br />
De behandeling van het complete gietobject<br />
met de gladmakende GEO Waxfi nish<br />
kan de uitwerktijd met zo‘n 50% reduceren.<br />
Vooral te diepe fi ssuren die met de<br />
fi ssuurboor onbereikbaar zijn, kunnen<br />
gericht worden dichtgespoeld. Door de<br />
laagdikte van 5 tot 10 µm blijven de occlusale<br />
en approximale contactpunten ook<br />
na het polijsten behouden.<br />
Doelgericht afkoelen<br />
Bj massieve gietobjecten is het aanbevolen<br />
koelribben of koeldraden aan te brengen.<br />
Deze worden altijd op de dikste plaatsen<br />
van het gietobject (bijv. brugelementen)<br />
aangebracht en tegenover het gietkanaal<br />
in de richting van de moffelbodem of<br />
-rand geplaatst. Hierdoor wordt een doelgerichte<br />
uitharding zonder krimplunkers<br />
bereikt – d.w.z. eerst koelt dit gedeelte<br />
af, vervolgens het gietobject en ten slotte<br />
het smeltreservoir in het centrum van de<br />
moffel.<br />
Geen omwegen<br />
Zoals reeds gezegd, zijn richtingsveranderingen<br />
en omwegen naar het object te<br />
vermijden. Hetzelfde geldt voor de plaatsing<br />
van het gietkanaal aan het object; ook<br />
hier dient men ervoor te zorgen dat de<br />
smelt gelijkmatig en zonder hindernissen<br />
naar alle delen kan vloeien. Ook met de<br />
stroomrichting van het betreffende gietsysteem<br />
dient absoluut rekening te worden<br />
gehouden.<br />
Art.-nr. Naam<br />
1553-0000 GEO Waxfi nish-set met 15 ml lak en 30 ml verdunner<br />
680-3000 GEO-triangelgietbalken, turkoois, ca. 100 stuks<br />
501-1100 GEO-wasgietperen, turkoois, ca. 200 stuks
Correct voorverwarmen<br />
Tijdens het opwarmen spelen zich in de<br />
inbedmassa‘s en wassen verschillende<br />
chemische processen af, die op verschillende<br />
temperaturen plaatsvinden. Deze<br />
processen kunnen gedeeltelijk structurele<br />
veranderingen tot gevolg hebben, zodat ze<br />
weloverwogen moeten worden ingeleid.<br />
Daarom geeft de fabrikant instructies met<br />
betrekking tot de optimale opwarm- en<br />
warmhoudfases. Worden deze niet nageleefd,<br />
dan bestaat het gevaar van barsten<br />
en scheuren.<br />
Pasnauwkeurigheid is<br />
het doel<br />
De expansiewaarden van inbedmassa‘s<br />
hangen van verschillende factoren af: de<br />
chemische samenstelling, de uithardingsexpansie<br />
en de thermische expansie.<br />
Wat moet de oven bieden?<br />
Nauwkeurigheid<br />
De instructies van de fabrikant dienen tot<br />
niets, als het niet zeker is of de voorgeschreven<br />
temperaturen en tijden ook echt<br />
worden gerespecteerd. Daarom moet een<br />
oven precisie bieden. Dit betekent bijvoorbeeld<br />
dat de daadwerkelijke temperatuur<br />
aan de moffel en niet aan de sensor wordt<br />
Gelijkmatigheid<br />
In een goede oven passen negen 33mlmoffels.<br />
Daarmee is de kamer optimaal<br />
gevuld. Het mag echter niet zo zijn, dat<br />
op verschillende plaatsen verschillende<br />
temperaturen heersen. Want hoe zouden<br />
de instructies van de fabrikant dan kunnen<br />
Gecontroleerde<br />
expansiefases<br />
De verwarmings- en warmhoudfases zijn<br />
op de twee belangrijke expansiesprongen<br />
afgestemd, om uitgestelde reactieprocessen<br />
binnen de massa te verhinderen,<br />
omdat deze anders tot barsten en afgebroken<br />
deeltjes kunnen leiden.<br />
1. fase: 0° tot 100° – 110°<br />
Het vrije water en het kristalwater van<br />
het bindmiddel verdampen.<br />
2. fase: 270° tot 300° –<br />
cristobalietsprong<br />
De moffel bereikt de temperatuur<br />
waarbij de kwartsbestanddelen de<br />
zgn. cristobalietsprong doorlopen<br />
( -cristobaliet wordt omgezet in<br />
-cristobaliet met een duidelijke<br />
expansie).<br />
vermeld, want tussen beide kunnen aanzienlijke<br />
verschillen bestaan.<br />
De temperatuursensor moet in ieder geval<br />
van PtRh-Pt (platinamateriaal) gemaakt<br />
zijn. Het kwaliteitsniveau is absoluut de<br />
moeite waard, want andere sensoren zijn<br />
te onnauwkeurig en worden mettertijd<br />
wisselvallig.<br />
Zeker bij speed-inbedmassa‘s kan elke<br />
onnauwkeurigheid tot barsten en een<br />
ongecontroleerd expansiegedrag leiden en<br />
dus tot problemen bij de passing.<br />
worden nageleefd? Om snel te kunnen<br />
reageren op temperatuurverschillen (bijvoorbeeld<br />
bij het openen van de deur) en<br />
om een gelijkmatige verdeling van de temperatuur<br />
te garanderen, moet een oven<br />
aan alle vier de zijden kunnen verwarmen.<br />
Vooral ook aan de belangrijkste<br />
zijde, namelijk de<br />
onderzijde. In veel ovens<br />
wordt hiervan afgezien, om<br />
een isolatie van de elektronica<br />
uit te sparen.<br />
In dit opzicht heeft de<br />
Magma-oven nog het<br />
extra voordeel dat de<br />
verwarmingselementen op<br />
thermisch problematische<br />
plaatsen compacter zijn.<br />
Bovendien zijn deze in de<br />
Magma tegen corrode-<br />
Voorverwarmingstechniek<br />
3. fase: ~560° tot 600° – kwartssprong<br />
-kwarts wordt omgezet in -kwarts<br />
met een duidelijke expansie. Ook hier<br />
is een gecontroleerde en gelijkmatige<br />
warmtetoevoer onontbeerlijk.<br />
4. fase: eindtemperatuur<br />
De eindtemperatuur wordt aangehouden<br />
tot het zeker is dat de moffel door<br />
en door warm is.<br />
Uitgezonderd:<br />
temperatuursensor.<br />
Op de verwarmingselementen<br />
tot max.<br />
6.000 bedrijfsuren.<br />
Art.-nr. Naam<br />
2300-0000 Magma, 230 V<br />
2300-0500 Magma voor katalysatorbedrijf,<br />
230 V<br />
2300-0001 Katalysator, 230 V<br />
rende dampen en mogelijke beschadigingen<br />
beschermd (ingebed in de ovenkamerwand),<br />
wat een langere levensduur<br />
garandeert.<br />
5
6<br />
Praktijktip<br />
Hoe vuil maak ik mijn werkplaats eigenlijk?<br />
Een kleine test om vast te stellen hoeveel vuil wij bij de uitwerking van<br />
modellen produceren<br />
Orde en netheid zijn in ons laboratorium<br />
altijd al erg belangrijk geweest. Daarom<br />
hebben wij in de loop der jaren alleen<br />
systemen gekocht die ons voor het<br />
productieve werk in de dagelijkse laboratoriumpraktijk<br />
de meest ergonomische<br />
leken. Het idee achter deze test is weliswaar<br />
simpel, maar de resultaten zijn zeer<br />
verhelderend.<br />
Voor de test hebben wij drie gipsmodellen<br />
klasse IV uit één enkele afdruk gegoten en<br />
aansluitend voor het pinnen voorbereid.<br />
Op de verschillende foto‘s ziet men de<br />
frezen, de modellen, de drie gebruikte<br />
systemen en een meter om het vuil te<br />
„meten“ dat tijdens de gipsverwerking is<br />
ontstaan.<br />
De uitgangsvragen waren:<br />
1. Hoeveel vuil produceer ik bij de uitwerking van een model?<br />
2. En bijgevolg: hoe kan ik dit beperken en welke werkmethoden kan ik met het<br />
beste systeem toepassen?<br />
39 40 41 42 43 44 45 46 47 48 49 50 51 52<br />
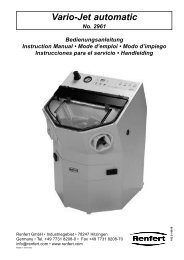
Geval 1<br />
Zonder afzuiging<br />
Verwerking zonder<br />
afzuiging: de gipsresten<br />
zijn tot 51 cm ver terug<br />
te vinden.
28 29 30 31 32 33 34 35 36 37 38 39 40 41<br />
1<br />
Dit behoeft geen verdere commentaar,<br />
want de kwaliteit van het Silent-Dustexsysteem<br />
spreekt voor zich.<br />
Toch nog deze opmerking: de werkplaats<br />
werd na elk slijpen gereinigd en onze<br />
Dustex master plus is inmiddels al twee<br />
jaar oud.<br />
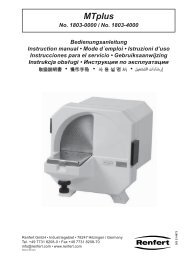
Geval 2<br />
Afzuiging met<br />
afzuigmond<br />
Verwerking met de afzuiging<br />
Silent en afzuigmond: de<br />
straal verkleint tot 36 cm.<br />
Praktijktip<br />
2 3 4 5 6 7 8 9 10 11 12 13 14<br />
Geval 3<br />
Silent en Dustex<br />
Verwerking met de<br />
Silent-afzuiging en<br />
Dustex master plusgipsbox:<br />
het gipsstof<br />
blijft al na 5 cm liggen.<br />
Een niet te onderschatten detail: dankzij de<br />
Dustex master plus hebben we ook meer<br />
ruimte ter beschikking, want onze oude,<br />
120 cm brede afzuigtafel werd vervangen<br />
door een apparaat dat slechts half zo<br />
breed is. Hierbij wil ik nog benadrukken<br />
dat het toepassingsgebied voor de Dustex<br />
master plus uiterst veelzijdig is. Zo gebruiken<br />
wij hem in ons laboratorium niet alleen<br />
voor het werk aan gipsmodellen, maar<br />
Art.-nr. Naam<br />
2921-xxxx Silent<br />
2626-xxxx Dustex master<br />
(plus)<br />
2626-0500 Afzuigkanaalkit<br />
voor<br />
uitbreiding<br />
2626-0600 Goudfi lter<br />
ook voor individuele lepels, volledige prothesen,<br />
reparaties, rebasen en alle andere<br />
bewerkingen die stof maken.<br />
Besluit: omdat wij inmiddels alles berekenen<br />
– van de werktijd tot en met de<br />
kosten – hebben wij ons hier aan een<br />
randparameter gewijd, namelijk de verontreinigingsgraad<br />
bij veel van onze werkzaamheden.<br />
Deze hebben wij duidelijk<br />
verbeterd.<br />
Tandtechnicus<br />
Guido Testa<br />
Laboratoriumeigenaar,<br />
gastspreker<br />
en cursusleider<br />
7
www.renfert.com<br />
ww.renfert.com<br />
8<br />
Service<br />
Kennis gratis en per eenvoudige muisklik beschikbaar, de klok rond ...<br />
Voor zij die willen weten hoe een écht<br />
informatieve website eruitziet!<br />
FAQ (frequently asked questions)<br />
Mocht u een probleem hebben met uw product, raadpleeg dan<br />
gewoon de <strong>Renfert</strong>-FAQ‘s (veelgestelde vragen)!<br />
In de loop der jaren hebben de naverkoopdienst en klantenservice<br />
van <strong>Renfert</strong> heel wat kennis verzameld. Alweer een bewijs<br />
van de typische <strong>Renfert</strong>-kwaliteit: elk detail wordt gedocumenteerd.<br />
Om deze kennis met zijn klanten te delen, heeft <strong>Renfert</strong><br />
een zogenoemde knowledgebase geprogrammeerd, die altijd<br />
up-to-date wordt gehouden en die gemakkelijk via het internet<br />
kan worden geraadpleegd.<br />
Alle informatie over een product<br />
per muisklik beschikbaar<br />
Behalve de bg. FAQ‘s heeft het pull-downmenu nog volgende<br />
selectiemogelijkheden:<br />
• De complete handleidingen<br />
• Tips & Tricks<br />
• Technische gegevens<br />
• Conformiteitsverklaringen<br />
• Toebehoren<br />
• En nog veel meer<br />
Alles mogelijke informatie die over een product kan worden<br />
gegeven, vindt men hier terug. In meerdere talen, zoals altijd.<br />
<strong>Renfert</strong> Report<br />
Zou u een welbepaald artikel graag nog eens lezen, maar vindt<br />
u uw oude Report niet meer? Geen probleem! Alle Reports vanaf<br />
01/2004 en alle beschikbare vertalingen kunnen via de link<br />
„<strong>Renfert</strong> Report“ comfortabel worden gedownload.<br />
Impressum<br />
Uitgever:<br />
<strong>Renfert</strong> <strong>GmbH</strong>, Industriegebiet, 78247 Hilzingen<br />
Germany, Tel. +49 7731 8208-0, Fax 8208-70,<br />
info@renfert.com, www.renfert.com<br />
Redactie: Milko Wrona (Corporate Communications)<br />
Layout: Holger Merk<br />
© 2007 – Alle rechten voorbehouden. Onder voorbehoud<br />
van wijzigingen, vergissingen en drukfouten.<br />
USA / Kanada:<br />
<strong>Renfert</strong> USA, 3718 Illinois Avenue, St. Charles IL 60174,<br />
Toll Free (001) 800 336-7422, Fax (001) 630 762 9787,<br />
richardj@renfertusa.com, www.renfertusa.com<br />
De bediening is uiterst eenvoudig! Via de link „Products“<br />
of via de zoekfunctie vindt men snel elk gewenst product<br />
uit het <strong>Renfert</strong>-assortiment. Bij de productweergave bevindt<br />
zich een pull-downmenu. Selecteer hierin de FAQ‘s,<br />
en u hebt toegang tot alle beschikbare kennis. Uiteraard<br />
in meerdere talen.<br />
Brochures downloaden<br />
De tandtechnische onderzoeksafdeling van<br />
<strong>Renfert</strong> geeft tips en tricks voor de dagelijkse<br />
laboratoriumpraktijk. Direct op de homepage<br />
kunnen onder de link „Knowhow“ de twee<br />
succesvolle handboeken<br />
• Rationeel opwassen<br />
• Het meestermodel<br />
Kostenloos oproepnummer voor Frankrijk, Italie en Spanje:<br />
00800 2255 7363378 of 00800 CALL RENFERT<br />
www.renfert.com<br />
Aangezien onze produkten steeds verder ontwikkeld worden zijn<br />
de afbeeldingen als voorbeeld aan te nemen. Bij normaal gebruik<br />
biedt <strong>Renfert</strong> op alle apparaten een garantie van 3 jaar. Voorwaarde<br />
voor de garantie is het kunnen voorleggen van de originele<br />
verkoopfactuur van de vakhandel. Uitgesloten van garantie<br />
zijn de onderdelen die aan een natuurlijke slijtage onderhevig<br />
zijn. De garantie vervalt bij oneigenlijk gebruik, bij negeren van<br />
de voorschriften voor gebruik, reiniging en aansluiting, bij herstelling<br />
op eigen initiatief of door niet geautoriseerd personeel, bij<br />
worden gedownload. Een blik loont de moeite!<br />
Wij verheugen<br />
ons op uw<br />
bezoek!<br />
Meer over onze service vindt u ook onder ...<br />
www.renfert.com<br />
gebruik van onderdelen van andere merken en bij ongewone<br />
of door de gebruiksvoorschriften uitgesloten externe invloeden.<br />
Herstellingen onder garantie geven geen aanleiding tot<br />
verlenging van de garantie.<br />
WEEE-Reg.-Nr.: 54602389<br />
3-07<br />
NL 22-0188