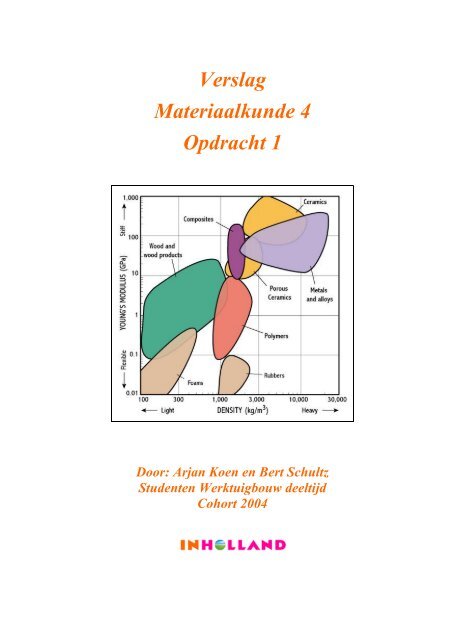
Verslag Materiaalkunde 4 Opdracht 1
Verslag Materiaalkunde 4 Opdracht 1
Verslag Materiaalkunde 4 Opdracht 1

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Verslag</strong><br />
<strong>Materiaalkunde</strong> 4<br />
<strong>Opdracht</strong> 1<br />
Door: Arjan Koen en Bert Schultz<br />
Studenten Werktuigbouw deeltijd<br />
Cohort 2004
Gemaakt door: Arjan Koen en Bert Schultz<br />
Studie: HBO-werktuigbouw deeltijd Cohort 2004<br />
Locatie: InHolland in Alkmaar<br />
<strong>Opdracht</strong>gever: Otto Veninga<br />
Vakrichting: <strong>Materiaalkunde</strong> 4
Inhoudsopgave<br />
1 Inleiding..........................................................................................................blz. 4<br />
2 <strong>Opdracht</strong> 1A...................................................................................................blz. 5<br />
3 <strong>Opdracht</strong> 4......................................................................................................blz. 17<br />
4 <strong>Opdracht</strong> 6......................................................................................................blz. 24<br />
5 <strong>Opdracht</strong> 17....................................................................................................blz. 38<br />
6 Bronnenlijst.....................................................................................................blz. 48<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 3/48
1 Inleiding<br />
Tijdens de opleiding tot Werktuigbouwkundig Ingenieur wordt van studenten verwacht dat zij<br />
2 verslagen maken voor het vak <strong>Materiaalkunde</strong>.<br />
Het leerdoel van deze opdrachten, is om op een verantwoorde wijze een keuze te kunnen<br />
maken van een materiaal van een product. Het te gebruiken materiaal moet gekozen worden<br />
volgens de “systematische materiaalkeuze”. Tevens zal men een fabricagemethode moeten<br />
kiezen van de gekozen materiaalsoort.<br />
Voor de verslagen kan met behulp van het softwarepakket Granta CES 2006 Edupack een<br />
juiste materiaalkeuze en fabricagemethode gekozen worden.<br />
In elke opdracht moeten een paar onderwerpen aan de orde komen, te weten:<br />
materiaalkeuze<br />
proces keuze<br />
milieuaspecten<br />
ontwerp geometrie<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 4/48
<strong>Opdracht</strong> 1A<br />
2.1 Inhoud opdracht<br />
Kies een materiaal voor een buis voor medische doeleinden, waar een hete vloeistof doorheen<br />
stroomt. De hoeveelheid warmteverlies moet hierbij zo klein mogelijk zijn. Het moet dus een<br />
materiaal zijn met een heel lage thermische geleidbaarheid.<br />
Tegelijkertijd moet het een materiaal zijn wat tegen hoge drukken bestand is (15,000 psi =<br />
1034,214 Bar). Omdat er vele onbeantwoorde vragen in de opdracht staan, zoals de grootte en<br />
stugheid van de buis, levensduur en eventuele kosten, zullen er een aantal aannames gedaan<br />
moeten worden.<br />
2.2 Opstellen van onderdeelspecificaties<br />
De normaalspanning die op de wand drukt, is te berekenen met behulp van de ketelformule. De<br />
p r<br />
ketelformule in de radiale richting is: 1<br />
.<br />
t<br />
p r<br />
In axiale richting is het: 2 .<br />
2<br />
t<br />
Hierin is: p = de inwendige manometerdruk<br />
r = de inwendige straal van de buis (10 mm)<br />
t = de wanddikte van de buis (5 mm)<br />
103,4210 De optredende spanning op de wand is 1<br />
206,84 N/mm².<br />
5<br />
Functie buis voor het transport van een vloeistof<br />
Randvoorwaarden - bestand tegen hoge spanning<br />
- bestand tegen hoge temperaturen<br />
- goede corrosiebestendigheid bij hoge temperaturen<br />
- een heel lage thermische geleidbaarheid<br />
Doelstellingen minimale λ bij maximale druk<br />
Vrije variabelen - dikte van de buis (5 mm; dunwandig)<br />
- vorm van de buis (rond)<br />
- stijfheid van de buis<br />
- materiaalkeuze<br />
- gebruikstemperatuur (100 °C)<br />
Tabel: onderdeelspecificaties<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 5/48
2.3 Opstellen van materiaalspecificaties<br />
2.3.1 Discriminerende eigenschappen<br />
De discriminerende eigenschappen voor de buis zijn:<br />
warmtegeleidingcoëfficiënt<br />
corrosieweerstand<br />
2.3.2 Dimensionerende eigenschappen<br />
De dimensionerende eigenschappen voor de buis zijn:<br />
sterkte<br />
maximale gebruikstemperatuur<br />
minimale thermische geleiding<br />
minimale uitzetting<br />
2.4 Vaststellen van selectie criteria<br />
De belangrijkste selectiecriteria zijn:<br />
bestand tegen zeer hoge spanning<br />
warmtegeleidingcoëfficiënt<br />
kosten<br />
2.5 Zoeken van materialen<br />
Omdat we nu bekend zijn met de discriminerende eigenschappen, de dimensionerende<br />
eigenschappen en de selectiecriteria kunnen we een ruwe scheiding aanbrengen in de gevonden<br />
materialen.<br />
Om een eerste selectie te maken, zullen we een vergelijking maken met de mate van isolerende<br />
eigenschappen (thermal conductor or insulator) en de weerstand tegen hoge drukken (elastic<br />
limit).<br />
Deze twee eigenschappen zetten we in CES uit in een zogenaamde bar chart.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 6/48
Figuur: bar chart<br />
Op de x-as van de bar chart staat de mate van thermische geleidbaarheid en op de y-as staat de<br />
elasticiteitsgrens (Yield strength). De inwendige druk van de vloeistof veroorzaakt een<br />
spanning op de wand van 206,84 N/mm². Dit gebied is in de grafiek uitgezet met behulp van de<br />
functie “box selection”. Wat goed te zien is in de bar chart, is dat geen enkel materiaal geschikt<br />
is tegen de hoge spanning, en dan ook nog een slechte geleider is van warmte. We zullen dus<br />
een combinatie moeten maken van 2 materialen (dubbelwandige buis).<br />
2.5.1 Zoeken van materiaal bestand tegen hoge druk<br />
Omdat de toepassing voor medische doeleinden geschikt moet zijn, hebben we gekozen voor<br />
materialen die redelijk corrosiebestendig zijn. De materialen zijn:<br />
CFRP (polyesther)<br />
Stainless steel (roestvast staal)<br />
Titanium alloys<br />
Deze materialen zullen we gaan beoordelen op de gestelde eisen.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 7/48
2.5.2 Zoeken van materiaal met lage warmtegeleidingcoëfficiënt<br />
Vervolgens gaan we op zoek naar een materiaal wat als isolatiemateriaal kan gaan fungeren om<br />
de buis heen. Wat voor dit materiaal van belang is, is dat het materiaal een heel lage<br />
warmtegeleidingcoëfficiënt heeft. Tevens mag het materiaal niet een hoge uitzetting hebben bij<br />
temperatuurverhoging. We zetten daarom deze parameters uit in een bubble chart, om zo een<br />
selectie te kunnen maken.<br />
Figuur: bubble chart<br />
Voor deze toepassing moeten we materiaalsoorten kiezen, die in de bubble chart links staan<br />
(lage warmtegeleidingcoëfficiënt), en die voor de uitzetting bij temperatuursverhoging onderin<br />
(lage uitzetting) staan.<br />
De gekozen materialen waar we een keuze uit gaan maken, zijn:<br />
Flexibel Polymer Foam (VLD)<br />
Flexibel Polymer Foam (LD)<br />
Flexibel Polymer Foam (MD)<br />
Cork<br />
Deze materialen zullen we gaan beoordelen op de gestelde eisen.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 8/48
2.6 Beoordeling van gevonden oplossingen<br />
2.6.1 Materiaal bestand tegen hoge druk<br />
We zullen nu aan de hand van een tabel inzichtelijk maken wat de verschillen zijn tussen de<br />
gevonden oplossingen.<br />
Materiaal<br />
Thermische<br />
geleiding<br />
(W/m.K)<br />
Maximaal<br />
toelaatbare<br />
temperatuur<br />
(°C)<br />
Maximaal<br />
toelaatbare<br />
spanning<br />
(MPa)<br />
Rek (%) Prijs (€/Kg)<br />
CFRP 1,28 – 2,6 139,9 – 219,9 550 - 1050 0,32 – 0,35 16,08 – 18,95<br />
Stainless<br />
steel<br />
Titanium<br />
alloys<br />
12 - 24 750 - 820 170 - 1000 5 - 70 2,06 – 2,43<br />
7 - 14 300 - 500 250 - 1245 1 - 40 31,58 – 34,73<br />
Tabel: materiaaleigenschappen<br />
2.6.2 Materiaal met lage warmtegeleidingcoëfficiënt<br />
Dit doen we ook met de gevonden oplossingen voor het materiaal met een lage<br />
warmtegeleidingcoëfficiënt.<br />
Materiaal<br />
Flexible<br />
Polymer<br />
Foam (VLD)<br />
Flexible<br />
Polymer<br />
Foam (LD)<br />
Flexible<br />
Polymer<br />
Foam (MD)<br />
Thermische<br />
geleiding<br />
(W/m.K)<br />
Maximaal<br />
toelaatbare<br />
temperatuur<br />
(°C)<br />
Thermische<br />
uitzettings<br />
coëfficiënt<br />
(μstrain/°C)<br />
Prijs (€/Kg)<br />
0,036 – 0,048 86,85 - 111,9 120 - 220 2,40 - 2,57<br />
0,04 – 0,059 82,85 - 111,9 115 - 220 2,40 - 2,57<br />
0,041 – 0,078 82,85 - 111,9 115 - 220 2,57 - 2,75<br />
Cork 0,035 – 0,048 116,9 – 136,9 130 - 230 6,62 – 8,27<br />
Tabel: materiaaleigenschappen<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 9/48
2.7 Zoeken van fabricagemethoden<br />
2.7.1 Fabricagemethoden van materiaal bestand tegen hoge druk<br />
Vervolgens gaan we op zoek naar fabricagemethoden voor de geselecteerde materialen.<br />
CFRP:<br />
Figuur: Resin transfer molding (RTM) Figuur: Filament winding<br />
Eigenschappen Resin transfer molding (RTM):<br />
dikte: 2 - 6 mm<br />
oppervlakte: glad<br />
economische batch grootte: 1.000 – 1.000.000<br />
alle vormen mogelijk ja<br />
gereedschapskosten: hoog<br />
machinekosten: gemiddeld<br />
arbeidsintensiviteit: hoog<br />
Eigenschappen Filament winding:<br />
dikte: 2 - 25 mm<br />
oppervlakte: glad<br />
economische batch grootte: 1 – 10.000<br />
alle vormen mogelijk ja<br />
gereedschapskosten: laag<br />
machinekosten: hoog<br />
arbeidsintensiviteit: gemiddeld<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 10/48
Stainless Steel:<br />
Figuur: sheet stamping, drawing and blanking Figuur: sheet forming<br />
Eigenschappen Sheet stamping, drawing and blanking:<br />
dikte: 0,2 - 5 mm<br />
oppervlakte: glad<br />
economische batch grootte: 1.000 – 100.000.000<br />
alle vormen mogelijk ja<br />
gereedschapskosten: medium<br />
machinekosten: medium<br />
arbeidsintensiviteit: laag<br />
Eigenschappen Sheet forming:<br />
dikte: 0,2 - 5 mm<br />
oppervlakte: glad<br />
economische batch grootte: 25.000 – 250.000<br />
alle vormen mogelijk ja<br />
gereedschapskosten: hoog<br />
machinekosten: hoog<br />
arbeidsintensiviteit: gemiddeld<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 11/48
2.7.2 Fabricagemethoden van materiaal met lage warmtegeleidingcoëfficiënt<br />
Flexible polymer foam:<br />
Figuur: Injection molding Figuur: Rotational molding<br />
Eigenschappen Injection molding:<br />
dikte: 0,4 – 6,3 mm<br />
oppervlakte: glad<br />
economische batch grootte: 10.000 – 1.000.000<br />
alle vormen mogelijk ja<br />
gereedschapskosten: erg hoog<br />
machinekosten: hoog<br />
arbeidsintensiviteit: laag<br />
Eigenschappen Rotational molding:<br />
dikte: 2,5 - 6 mm<br />
oppervlakte: glad<br />
economische batch grootte: 50 – 50.000<br />
alle vormen mogelijk ja<br />
gereedschapskosten: laag<br />
machinekosten: laag<br />
arbeidsintensiviteit: hoog<br />
Cork:<br />
Volgens CES is het niet mogelijk om kurk in een ronde vorm te krijgen. Op basis van dit<br />
gegeven valt kurk af als isolatiemateriaal.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 12/48
2.8 Voorlopige keuze<br />
De volgende materialen blijven over als materiaal bestand tegen hoge druk:<br />
CFRP<br />
Stainless steel<br />
Titanium alloys<br />
Voor het materiaal wat moet gaan dienen als isolatiemateriaal blijven nog over:<br />
Flexible Polymer Foam (VLD)<br />
Flexible Polymer Foam (LD)<br />
Flexible Polymer Foam (MD)<br />
2.9 Beoordelen voorlopige keuze<br />
Om een voorlopige keuze te kunnen maken zetten we de gevonden eigenschappen in een<br />
waardetabel. Vervolgens kijken we naar dimensionerende eigenschappen, discriminerende<br />
eigenschappen en selectiecriteria om punten toe te kennen aan de gekozen eigenschappen.<br />
Dit doen we afzonderlijk voor de materialen en voor de fabricagemethode.<br />
2.8.1 Materiaal<br />
Materiaal bestand tegen hoge druk<br />
De gegevens van bladzijde 9 hebben we als volgt gewaardeerd:<br />
Materiaal<br />
Thermische<br />
geleiding<br />
Maximaal<br />
toelaatbare<br />
temperatuur<br />
Maximaal<br />
toelaatbare<br />
spanning<br />
Rek Prijs Totaal<br />
CFRP 3 1 3 3 2 12<br />
Stainless<br />
steel<br />
Titanium<br />
alloys<br />
1 3 1 1 3 9<br />
2 2 2 2 1 9<br />
Tabel: waardetabel<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 13/48
Materiaal met lage warmtegeleidingcoëfficiënt<br />
Deze gevonden gegevens van bladzijde 9 hebben we de volgende waardering gegeven:<br />
Materiaal<br />
Thermische<br />
geleiding<br />
(W/m.K)<br />
Maximaal<br />
toelaatbare<br />
temperatuur<br />
(°C)<br />
Thermische<br />
uitzettings<br />
coëfficiënt<br />
(μstrain/°C)<br />
Prijs<br />
(€/Kg)<br />
Totaal<br />
FPF (VLD) 3 2 2 3 10<br />
FPF (LD) 2 1 3 3 9<br />
FPF (MD) 1 1 3 2 7<br />
2.8.2 Fabricagemethode<br />
Materiaal bestand tegen hoge druk<br />
Tabel: waardetabel<br />
Voor het kiezen van de goede fabricagemethode van CFRP hebben we de keuze uit de<br />
volgende fabricagemethoden:<br />
Resin transfer molding (RTM)<br />
Filament winding<br />
Deze methoden zijn overgebleven als methode waar buizen mee gemaakt kunnen worden.<br />
Type<br />
fabricagemethode<br />
Resin transfer<br />
molding (RTM)<br />
Relative tooling<br />
costs<br />
Relative equipment<br />
costs<br />
Labour<br />
intensity<br />
hoog gemiddeld hoog<br />
Filament winding laag hoog gemiddeld<br />
Type<br />
fabricagemethode<br />
Resin transfer<br />
molding (RTM)<br />
Relative tooling<br />
costs<br />
Figuur: kosten en arbeidsintensiviteit<br />
Relative equipment<br />
costs<br />
Labour<br />
intensity Totaal:<br />
1 2 1 4<br />
Filament winding 3 1 2 6<br />
Tabel: waardetabel<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 14/48
Materiaal met lage warmtegeleidingcoëfficiënt<br />
Voor het kiezen van de goede fabricagemethode van Flexible Polymer Foam (VLD) hebben<br />
eerst gekeken of er een buisvormig product gemaakt kan worden. Ook hier bleven 2 methoden<br />
over:<br />
Injection molding<br />
Rotational molding<br />
Type<br />
fabricagemethode<br />
Relative tooling<br />
costs<br />
Relative equipment<br />
costs<br />
Labour<br />
intensity<br />
Injection molding erg hoog hoog laag<br />
Rotational molding laag laag hoog<br />
Type<br />
fabricagemethode<br />
Relative tooling<br />
costs<br />
Relative equipment<br />
costs<br />
Labour<br />
intensity<br />
Totaal:<br />
Injection molding 1 2 3 6<br />
Rotational molding 3 3 2 7<br />
Tabel: waardetabel<br />
2.10 Definitieve oplossing (materiaal en fabricage)<br />
Materiaalkeuze bestand tegen hoge druk<br />
CFRP:<br />
Carbon Fiber Reinforced Compsites (CFRP) heeft een uitstekende stijfheid en sterkte. Het kan<br />
tevens gebruikt worden bij hoge temperaturen. Het is betrekkelijk goedkoop te fabriceren.<br />
Stainless steel:<br />
Is een legering op basis van staal met meestal nikkel, chroom, molybdeen en soms nog andere<br />
elementen. Het is van de uiteindelijk overgebleven materiaalsoorten het meest goedkoop.<br />
Gezien de hierboven genoemde mechanische materiaaleigenschappen kiezen we voor CFRP.<br />
Fabricage<br />
Voor de fabricage van CFRP hebben we de keuze uit:<br />
Resin transfer molding (RTM)<br />
Filament winding<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 15/48
Als we naar de waardetabel op bladzijde 14 kijken, is de keuze gevallen op Resin transfer<br />
molding (RTM)<br />
Materiaalkeuze met lage warmtegeleidingcoëfficiënt<br />
Flexible Polymer Foam:<br />
De meeste foam-soorten zijn gemaakt van polyurethaan, maar soms ook van latex<br />
(natuurrubber). Het is een zacht materiaal wat uitstekende isolerende eigenschappen bezit. Het<br />
heeft een lage dichtheid, stijfheid en sterkte, waardoor het zich makkelijk laat bewerken. Er<br />
zijn meerdere soorten verkrijgbaar die benoemd zijn naar de mate van dichtheid.<br />
Volgens de waardetabel op de vorige bladzijde, hebben we gekozen voor Flexible Polymer<br />
Foam (Very Low Density).<br />
Fabricage<br />
Voor de fabricage van Flexible Polymer Foam (VLD) hebben we de keuze uit:<br />
Injection molding<br />
Rotational molding<br />
Volgens de waardetabel op de vorige bladzijde, hebben we gekozen voor Volgens de<br />
waardetabel op de vorige bladzijde, hebben we gekozen voor Rotational molding.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 16/48
3 <strong>Opdracht</strong> 4<br />
3.1 Inhoud opdracht<br />
De pannen die gebruikt worden tijdens het bereiden van voedsel bestaan vaak uit verschillende<br />
materialen. Voor braadpannen wordt vaak als materiaal gekozen voor geëmailleerd gietijzer,<br />
terwijl voor koekenpannen op het bakgedeelte soms een teflon laag is aangebracht om<br />
aanbranden te voorkomen.<br />
De koekenpannen en “normale” stalen kookpannen hebben soms een handvat van hetzelfde<br />
materiaal, echter vaak wordt er een kunststof handvat toegepast. In de onderstaande opdracht<br />
zullen we gaan bekijken welke kunststoffen er in aanmerking komen voor de handvatten.<br />
Figuur: voorbeeld koekenpan Figuur: voorbeeld braadpan<br />
3.2 Opstellen van onderdeelspecificaties<br />
Een kunststof handvat zoals dit vaak toegepast wordt moet aan een aantal randvoorwaarden<br />
voldoen. Veel mensen zetten vaak een te kleine pan op een grote kookpit (in geval van koken<br />
op gas) of het gas wordt te hoog gezet. Het gevolg is dan dat er heel veel warmte langs de<br />
wanden van de pan stroomt tegen de handvatten aan. Deze handvatten zullen dan ongewenst<br />
warm worden. De handvatten zullen dus goed tegen hoge temperaturen moeten kunnen.<br />
Als er wel op een effectieve manier gekookt wordt dan zal door warmtegeleiding het handvat<br />
evengoed ongewenst warm worden, het handvat zal dus een goede isolerende eigenschap<br />
moeten hebben.<br />
Door dat de handvatten dag in dag uit opgewarmd en weer afgekoeld worden, moeten ze ook<br />
goed bestand zijn tegen temperatuurwisselingen.<br />
Bovenstaande punten zijn samengevat in de onderstaande tabel:<br />
Functie Handvat voor een kookpan<br />
Randvoorwaarden - goed isolerend<br />
- bestand tegen hoge temperaturen<br />
Doelstellingen minimale λ<br />
Vrije variabelen - kleur<br />
- materiaalkeuze<br />
Tabel: onderdeelspecificaties<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 17/48
3.3 Opstellen van materiaalspecificaties<br />
3.3.1 Discriminerende eigenschappen<br />
De discriminerende eigenschappen voor de handvatten zijn:<br />
warmte isolerend.<br />
bestand tegen hoge temperaturen (200ºC)<br />
3.3.2 Dimensionerende eigenschappen<br />
De dimensionerende eigenschappen voor de handvatten zijn:<br />
prijs<br />
minimale thermische geleiding<br />
3.4 Vaststellen van selectie criteria<br />
De belangrijkste selectiecriteria zijn:<br />
kosten<br />
een mooi uiterlijk<br />
een lange levensduur<br />
3.5 Zoeken van materialen<br />
Omdat we nu bekend zijn met de discriminerende eigenschappen, de dimensionerende<br />
eigenschappen en de selectiecriteria kunnen we een ruwe scheiding aanbrengen in de gevonden<br />
materialen.<br />
Om de materialen te selecteren zullen we een vergelijking gaan maken met de mate van<br />
isolerende eigenschappen (thermal conductor or insulator) en de weerstand tegen hoge<br />
temperaturen (maximum service temperature).<br />
Deze twee eigenschappen zetten we in CES uit in een zogenaamde bar chart.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 18/48
Figuur: bar chart vanuit CES<br />
We zien aan de uiterst rechterkant van de bar chart op de x-as de best isolerende materialen, en<br />
op de y-as de temperatuur in graden Celcius. Omdat we gesteld hebben dat het materiaal 200<br />
ºC aan moet kunnen, vallen de materialen tot circa 180 ºC af.<br />
De materialen die overblijven zijn:<br />
Phenolics<br />
Polyethertherketone (PEEK)<br />
Silicone elastomers<br />
PTFE<br />
Deze materialen zullen we vervolgens beoordelen op de gestelde eisen.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 19/48
3.6 Beoordeling van gevonden oplossingen<br />
We zullen nu aan de hand van een tabel inzichtelijk maken wat de verschillen zijn tussen de<br />
gevonden oplossingen.<br />
Materiaal<br />
Thermische<br />
geleiding (W/m.K)<br />
Smelt punt<br />
Maximale<br />
toelaatbare<br />
temperatuur (ºC)<br />
Prijs (€/Kg)<br />
Phenolics 0.141 – 0.152 200 - 230 1,367 – 1,549<br />
PEEK 0.24 – 0.26 321.9 – 345.9 238.9 – 259.9 82,01 – 90,22<br />
Silicone<br />
elastomers<br />
0.3 – 1 226,9 – 286,9 14,24 – 15,69<br />
PTFE 0.242 – 0.261 314.9 – 338.9 249.9 – 270.9 12,21 – 13,94<br />
Tabel: materiaaleigenschappen<br />
Met het materiaal (M), de vorm (V) en de fabricagemethode (F) zullen we nu op zoek gaan<br />
naar een bijpassende fabricagemethode en materiaal. Omdat we gesteld hebben dat het<br />
materiaal heel goed moet isoleren kiezen we voor MFV.<br />
Gebruik makend van de eerder gestelde discriminerende eigenschappen zullen we een eerste<br />
selectie maken op het gebied van thermische geleiding.<br />
Als we de thermische geleiding op de x-as uitzetten en de maximaal toelaatbare temperatuur op<br />
de y-as dan zien we dat de silicone elastomers het meest rechts staan en dus afvallen op basis<br />
van deze selectie. Dit zien we ook in bovenstaande tabel terug: de thermische geleiding is bij<br />
dit materiaal het hoogst.<br />
In onderstaand bubble chart wordt dit verduidelijkt.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 20/48
3.7 Zoeken van fabricagemethoden<br />
Figuur: bubble chart<br />
De drie overgebleven materialen zullen we nu gaan bekijken voor wat betreft de<br />
fabricagemethode (F). Alle drie de overgebleven materialen kunnen met behulp van persen in<br />
de gewenste vorm gebracht worden.<br />
We spreken dan over:<br />
Injection molding (PTFE)<br />
Compression molding (PEEK)<br />
Reaction injection molding (Phenolics)<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 21/48
Figuur: rection injection molding Figuur: injection molding Figuur: compression molding<br />
3.8 Voorlopige keuze<br />
Als we de fabricage methoden verder uitsplitsen naar economische eigenschappen en fysische<br />
eigenschappen dan ziet dit er in een tabel als volgt uit:<br />
Materiaal<br />
Oppervlakte<br />
ruwheid<br />
Relative<br />
tooling cost<br />
Relative equipment<br />
cost<br />
Labour<br />
intensity<br />
Phenolics glad hoog hoog laag<br />
PEEK glad hoog hoog laag<br />
PTFE glad zeer hoog hoog laag<br />
3.9 Beoordelen voorlopige keuze<br />
Tabel: materiaaleigenschappen<br />
Op basis van de tabel uit paragraaf 2.7 kunnen we opmaken dat de PTFE er voor wat betreft<br />
gereedschapskosten negatiever uitspringt dan de Phenolics en de PEEK.<br />
We zullen nu uit de overgebleven 2 materialen een definitieve oplossing kiezen<br />
3.10 Definitieve oplossing (materiaal, fabricage en vorm)<br />
Materiaal<br />
Phenolics of bakelite is een hard materiaal wat goed bestand is tegen hoge temperaturen en<br />
goed isolerende eigenschappen heeft. Het is zeer goed in elke vorm te persen en heeft na dit<br />
proces een mooi glad oppervlakte.<br />
PEEK is een thermoplast die bestand is tegen hogere temperaturen dan bakelite maar wel beter<br />
de warmte geleidt. Ook PEEK heeft na het fabricageproces een mooie oppervlaktestructuur.<br />
Fabricage<br />
Zowel handvatten van bakelite als PEEK zijn eenvoudig te fabriceren door het in de gewenste<br />
vorm te persen.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 22/48
Vorm<br />
Met bakelite kunnen moeilijkere vormen gecreëerd worden dan PEEK (Solid 3-D en Hollow 3-<br />
D)<br />
Conclusie<br />
PEEK is een hoogwaardige thermoplast die iets beter de warmte geleidt (wat ongewenst is)<br />
maar is bijna 60 keer duurder dan bakelite. Dit maakt dat de keuze voor handvatten in dit geval<br />
valt op bakelite (bakeliet)<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 23/48
4 <strong>Opdracht</strong> 6<br />
4.1 Inhoud opdracht<br />
Men overweegt om een drinkwatertank voor de kampeerder op de markt te brengen met een<br />
inhoud van 5 liter. Deze drinkwatertank zal naast functionaliteit ook in grote aantallen<br />
geproduceerd moeten gaan worden.<br />
Daarnaast zal de drinkwatertank zowel voor de wintersporter als voor de zonkampeerder<br />
geschikt moeten zijn. Het opslaan van drinkwater kan risico’s met zich mee brengen, daardoor<br />
zal het water in de tank gesteriliseerd moeten kunnen worden. Dit gebeurd door het water sterk<br />
te verhitten (tot boven het kookpunt).<br />
Al deze eisen zullen in de keuze van het materiaal meegenomen moeten worden.<br />
Er zullen uiteindelijk drie verschillende alternatieven gekozen moeten worden voor<br />
materiaalkeuze en productiemethode.<br />
4.2 Opstellen van onderdeelspecificaties<br />
Zoals in de inleiding al te lezen is, moet de drinkwatertank aan een aantal eisen voldoen. Als de<br />
zomer- en winterkampeerder gebruik willen gaan maken van deze drinkwatertank dan zal de<br />
tank dus bestand moeten zijn tegen hoge en lage temperaturen. In deze opdracht geldt een<br />
minimale temperatuur van -50 ºC en een maximale gebruikstemperatuur van +50 ºC. Om het<br />
water te steriliseren zal dit verwarmd moeten worden naar een nog hogere temperatuur van 120<br />
ºC (aanvullende eisen).<br />
Elke kampeerder zal zo weinig mogelijk gewicht met zich mee willen nemen, een laag<br />
soortelijk gewicht is dus van groot belang (aanname). Ook zal de kampeerder graag willen<br />
weten hoeveel water hij nog tot zijn beschikking heeft. De watertank zal dus transparant<br />
moeten zijn (aanname). Als laatste wil de fabrikant van deze drinkwatertank straks minstens<br />
1.000.000 stuks produceren.<br />
Als eerste zullen we gaan bekijken welke materialen er in aanmerking komen voor de<br />
drinkwatertank. Daarna zullen we gaan bekijken wat de invloed is op de materiaalkeuze als de<br />
voorwaarden van het steriliseren en de keuze van kamperen (zomer of winter) wordt<br />
toegevoegd.<br />
Bovenstaande punten zijn samengevat in de onderstaande tabel:<br />
Functie Drinkwatertank voor de kampeerder<br />
Randvoorwaarden - Lichtgewicht (lage dichtheid)<br />
- Makkelijk fabriceerbaar<br />
- Inhoud van 5 liter<br />
- Transparant<br />
- Lage prijs<br />
Doelstellingen Laag soortelijk gewicht<br />
Vrije variabelen - kleur<br />
- materiaalkeuze<br />
Tabel: onderdeelspecificaties<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 24/48
4.3 Opstellen van materiaalspecificaties<br />
4.3.1 Discriminerende eigenschappen<br />
De discriminerende eigenschappen voor de drinkwatertank zijn:<br />
lichtgewicht<br />
waterdicht<br />
corrosieweerstand<br />
4.3.2 Dimensionerende eigenschappen<br />
De dimensionerende eigenschappen voor de drinkwatertank zijn:<br />
prijs<br />
dichtheid<br />
4.4 Vaststellen van selectie criteria<br />
De belangrijkste selectiecriteria zijn:<br />
kosten<br />
lage energiekosten per productie eenheid<br />
transparant<br />
gewicht<br />
recyclebaar<br />
4.5 Zoeken van materialen<br />
Omdat we nu bekend zijn met de discriminerende eigenschappen, de dimensionerende<br />
eigenschappen en de selectiecriteria kunnen we een ruwe scheiding aanbrengen in de gevonden<br />
materialen. Omdat er uiteindelijk drie materialen over moeten blijven, hebben we gekozen<br />
voor de volgende materialen:<br />
een transparant materiaal<br />
een ondoorzichtig materiaal<br />
een metaal<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 25/48
4.5.1 Transparant materiaal<br />
Om tot een eerste selectie te komen, maken we gebruik van de discriminerende en<br />
dimensionerende eigenschappen. Hierdoor zullen uiteindelijk al een flink aantal materialen<br />
afvallen. Om de materialen te selecteren zullen we een selectie gaan maken met de dichtheid<br />
(density) en prijs per kilo. Deze twee eigenschappen zetten we in CES uit in een zogenaamde<br />
bubble chart.<br />
Omdat het hier gaat om grote productie eenheden zullen we een zo laag mogelijke prijs van het<br />
basismateriaal willen.<br />
Figuur: bubble chart<br />
We hebben in dit geval gebruik gemaakt van een zogenaamde box selection waarbij we de<br />
dichtheid ingesteld hebben tussen 1000 en 3000 kg/m3 en de prijs tussen de € 1,- en € 4,- per<br />
kilogram<br />
Er blijven nu 11 materialen waar we een tweede selectie uit gaan maken. Bij deze selectie<br />
zullen we wederom gaan kijken naar de dichtheid, maar in plaats van de prijs willen we nu<br />
weten of het materiaal doorzichtig (transparant) zal zijn.<br />
Dit ziet er in een bar chart als volgt uit:<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 26/48
Figuur: bar chart vanuit CES<br />
We zien op de x-as de dichtheid van de materialen , en op de y-as de mate van transparantie.<br />
Omdat we gesteld hebben dat het materiaal lichtgewicht moet zijn en ook doorzichtig kijken<br />
we naar het vakje waarbij de dichtheid zo rond de 1500 kg/m3 ligt en tevens transparant.<br />
De materialen die overblijven zijn:<br />
Polyurethane (PUR)<br />
Polyester<br />
Epoxies<br />
Polyethylene terephthalate (PET)<br />
Deze materialen zullen we vervolgens beoordelen op de gestelde eisen.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 27/48
4.5.2 Beoordeling van gevonden oplossingen<br />
We zullen nu aan de hand van een tabel inzichtelijk maken wat de verschillen zijn tussen de<br />
gevonden oplossingen.<br />
Materiaal Recyclebaar Embodied energy (MJ/Kg) Prijs (€/Kg)<br />
PUR ja 113 - 125 3,08 – 3,68<br />
Polyester nee 84 - 93 1,49 – 1,70<br />
Epoxies nee 107 - 118 2,96 – 3,29<br />
PET ja 79,6 - 88 1,33 – 1,46<br />
4.5.3 Voorlopige keuze<br />
Tabel: materiaaleigenschappen<br />
Als we nu waardes gaan toevoegen aan de selecties in de tabel van paragraaf 4.6 dan ziet dit er<br />
als volgt uit:<br />
Materiaal Recyclebaar Embodied energy (MJ/Kg) Prijs (€/Kg) Totaal<br />
PUR 1 1 1 3<br />
Polyester 0 3 3 6<br />
Epoxies 0 2 2 4<br />
Conclusie<br />
PET 1 4 4 9<br />
Tabel: waardetabel gekozen materialen<br />
Zoals te zien is in bovenstaande waardetabel komt PET er het beste uit, we zullen in de<br />
volgende selectie naar een materiaal gaan zoeken waarbij transparantie geen rol speelt.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 28/48
4.6.1 Ondoorzichtig materiaal<br />
Om een keuze te kunnen maken van materialen die ondoorzichtig zijn, maken we weer gebruik<br />
van de tabel op blz. 4. We zien op de x-as de dichtheid van de materialen, en op de y-as de<br />
mate van transparantie. Omdat we gesteld hebben dat het materiaal lichtgewicht moet zijn en<br />
ondoorzichtig (opaque) kijken we naar het vakje waarbij de dichtheid zo rond de 1500 kg/m³.<br />
De materialen die overblijven zijn:<br />
Phenolics<br />
Polyetheretherketone (PEEK)<br />
Acrylonitrile butadiene styrene (ABS)<br />
CFRP, epoxy matrix (isotropic)<br />
Figuur: bar chart<br />
Deze materialen zullen we vervolgens beoordelen op de gestelde eisen.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 29/48
4.6.2 Beoordeling van gevonden oplossingen<br />
We zullen nu aan de hand van een tabel inzichtelijk maken wat de verschillen zijn tussen de<br />
gevonden oplossingen.<br />
Materiaal Recyclebaar Embodied energy (MJ/Kg) Prijs (€/Kg)<br />
Phenolics nee 85,9 - 95 1,37 – 1,55<br />
PEEK ja 223 - 246 82 - 90<br />
ABS ja 91 - 102 2,10 – 2,45<br />
CFRP nee 259 - 286 16,10 - 19<br />
4.6.3 Voorlopige keuze<br />
Tabel: materiaaleigenschappen<br />
Als we nu waardes gaan toevoegen aan de selecties in de tabel van paragraaf 4.6 dan ziet dit er<br />
als volgt uit:<br />
Materiaal Recyclebaar<br />
Embodied energy<br />
(MJ/Kg)<br />
Prijs (€/Kg) Totaal<br />
Phenolics 0 4 4 8<br />
PEEK 1 2 1 4<br />
ABS 1 3 3 7<br />
CFRP 0 1 2 3<br />
Conclusie:<br />
Tabel: waardetabel gekozen materialen<br />
Zoals te zien is in bovenstaande waardetabel komt Phenolics er het beste uit. Maar omdat er<br />
van de drinkwatertanks 1.000.000 stuks gemaakt moeten worden, is een belangrijke eis de<br />
recyclebaarheid. Daarom kiezen we voor ABS.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 30/48
4.7.1 Metaal<br />
Om een keuze te kunnen maken tussen metalen, maken we weer gebruik van de tabel op blz. 4.<br />
We zien op de x-as de dichtheid van de materialen, en op de y-as de mate van transparantie.<br />
Omdat we gesteld hebben dat het materiaal licht moet zijn kijken we naar het vakje waarbij de<br />
dichtheid zo rond de 3000 kg/m³.<br />
De materialen die overblijven zijn:<br />
Magnesium Alloys<br />
Titanium Alloys<br />
Aluminium Alloys<br />
Zinc Alloys<br />
Figuur: bar chart<br />
Deze materialen zullen we vervolgens beoordelen op de gestelde eisen.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 31/48
4.7.2 Beoordeling van gevonden oplossingen<br />
We zullen nu aan de hand van een tabel inzichtelijk maken wat de verschillen zijn tussen de<br />
gevonden oplossingen.<br />
Materiaal Recyclebaar<br />
Embodied energy<br />
(MJ/Kg)<br />
Prijs (€/Kg) Dichtheid(kg/m3)<br />
Magnesium ja 356 - 394 2,50 – 2,80 1740 – 1950<br />
Titanium ja 855 - 945 31,60 – 34,70 4400 - 4800<br />
Aluminium ja 184 - 203 1,40 – 1,70 2500 - 2900<br />
Zinc ja 46,8 – 51,7 1,30 – 1,40 4950 - 7000<br />
4.7.3 Voorlopige keuze<br />
Tabel: materiaaleigenschappen<br />
Als we nu waardes gaan toevoegen aan de selecties in de tabel van paragraaf 4.6 dan ziet dit er<br />
als volgt uit:<br />
Materiaal Recyclebaar<br />
Embodied energy<br />
(MJ/Kg)<br />
Prijs (€/Kg) Dichtheid<br />
(kg/m3)<br />
Magnesium 1 2 2 4 9<br />
Titanium 1 1 1 2 5<br />
Totaal<br />
Aluminium 1 3 3 3 10<br />
Zinc 1 4 4 1 10<br />
Conclusie:<br />
Tabel: waardetabel gekozen materialen<br />
Zoals te zien is in bovenstaande waardetabel komen Zinc Alloys en Aluminium Alloys er het<br />
beste uit. We hebben in de opdracht gesteld dat het gewicht van de tank een belangrijke factor<br />
is. We kiezen daarom voor Aluminium Alloys.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 32/48
4.8 Beoordelen voorlopige keuze<br />
Materiaal<br />
Op basis van voorgaande paragraven is de keuze gevallen op drie materialen. Dit zijn:<br />
PET<br />
ABS<br />
Aluminium Alloys<br />
Deze overgebleven materialen zetten we nu uit in een afzonderlijke waardetabel.<br />
Materiaal Recyclebaar<br />
Embodied energy<br />
(MJ/Kg)<br />
Prijs (€/Kg) Dichtheid(kg/m3)<br />
PET ja 79,6 - 88 1,33 – 1,50 1290 - 1400<br />
ABS ja 91 - 102 2,10 – 2,50 1010 - 1210<br />
Aluminium ja 184 - 203 1,40 – 1,70 2500 - 2900<br />
Materiaal Recyclebaar<br />
Tabel: materiaaleigenschappen<br />
Embodied energy<br />
(MJ/Kg)<br />
Prijs (€/Kg) Dichtheid<br />
(kg/m3)<br />
PET 1 3 3 2 9<br />
ABS 1 2 1 3 7<br />
Aluminium 1 1 2 1 5<br />
Tabel: waardetabel gekozen materialen<br />
Totaal<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 33/48
Fabricagemethode<br />
De overgebleven materialen zullen we nu gaan bekijken voor wat betreft de fabricagemethode.<br />
De drie overgebleven materialen kunnen met behulp van de volgende processen in de gewenste<br />
vorm worden gebracht:<br />
PET en ABS:<br />
Figuur: Sheet stamping, drawing and blanking Figuur: Blow molding<br />
Eigenschappen Sheet stamping, drawing and blanking:<br />
dikte: 0,2 - 5 mm<br />
oppervlakte: glad<br />
economische batch grootte: 1.000 – 100.000.000<br />
vorm hollow 3-D mogelijk: nee<br />
gereedschapskosten: medium<br />
machinekosten: medium<br />
Eigenschappen Blow Molding:<br />
dikte: 0,4 – 3 mm<br />
oppervlakte: glad<br />
economische batch grootte: 500 - 50.000.000<br />
vorm hollow 3-D mogelijk: ja<br />
gereedschapskosten: medium<br />
machinekosten: medium<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 34/48
Aluminium Alloys:<br />
Figuur: Sheet stamping, drawing and blanking Figuur: Die Casting<br />
Eigenschappen Sheet stamping, drawing and blanking:<br />
dikte: 0,2 - 5 mm<br />
oppervlakte: glad<br />
economische batch grootte: 1000 – 100.000.000<br />
vorm hollow 3-D mogelijk: nee<br />
gereedschapskosten: medium<br />
machinekosten: medium<br />
Eigenschappen Die casting:<br />
dikte: 0,5 – 12 mm<br />
oppervlakte: glad<br />
economische batch grootte: 100.000 – 1.000.000<br />
vorm hollow 3-D mogelijk: ja<br />
gereedschapskosten: hoog<br />
machinekosten: hoog<br />
We zullen nu uit de overgebleven materialen een definitieve oplossing kiezen.<br />
4.9 Definitieve oplossing (materiaal, fabricage en vorm)<br />
Materiaal<br />
PET:<br />
PET heeft goede mechanische eigenschappen tot een temperatuur van 175 ºC. PET is<br />
transparant, wat een voordeel is bij een drinkwatertank. Het is taai, sterk en makkelijk te<br />
vervormen. Het is goed bestendig tegen vermoeiing en behoudt zijn flexibiliteit bij lage<br />
temperaturen.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 35/48
ABS:<br />
ABS is taai en eenvoudig kneedbaar. Het is verkrijgbaar in zowel een transparante als een<br />
ondoorzichtige vorm.<br />
Aluminium Alloys:<br />
Heeft een grote sterkte ten opzichte van zijn dichtheid. Het nadeel is dat bij het maken van<br />
aluminium, enorm veel energiekosten moeten worden gemaakt. Verder is het niet doorzichtig<br />
wat bij een drinkwatertank wel handig kan zijn.<br />
Gezien de hierboven genoemde materiaaleigenschappen kiezen we voor PET.<br />
Fabricage<br />
Voor de fabricage van PET hebben we de keuze uit:<br />
Sheet stamping, drawing and blanking<br />
Die casting<br />
Vorm<br />
Om de vorm van een drinkwatertank te kunnen maken, hebben we alleen de mogelijkheid om<br />
dit te doen met Die casting.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 36/48
4.10 Aanvullende eisen drinkwatertank<br />
Zoals in de inleiding al te lezen is moet de drinkwatertank nu aan een aantal aanvullende eisen<br />
voldoen. De tank moet bestand zijn tegen hoge en lage gebruikstemperaturen (-50 tot +50 ºC)<br />
en moet bestand zijn tijdens het steriliseren tot 120 ºC.<br />
Materiaal Maximum service temperatuur<br />
PET 66,85 – 86,85<br />
ABS 61,85 – 76,85<br />
Aluminium 120 - 210<br />
Conclusie<br />
Tabel: gebruikstemperaturen materialen<br />
Wat te zien is in bovenstaande tabel, dat alle gekozen materiaalsoorten bestand zijn bij een<br />
gebruikstemperatuur van +50 ºC .<br />
In de data van CES is echter geen minimum service temperatuur opgenomen, waardoor we<br />
geen conclusie kunnen trekken over de keuze van het materiaal.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 37/48
5 <strong>Opdracht</strong> 17<br />
5.1 Inhoud opdracht<br />
In deze opdracht is het de bedoeling om de functie-eisen van een reflectiekapje van een<br />
huiskamerspot te definiëren.<br />
Een huiskamerspot is een lampje die een specifiek onderdeel van de ruimte kan belichten, men<br />
kan denken aan een schilderij of een kunstvoorwerp. De spot kan ook gebruikt worden als<br />
bijverlichting tijdens het lezen.<br />
Een spot kan worden onderverdeeld in zogenaamde inbouw- en opbouwspots. Voor deze<br />
opdracht zullen we uitgaan van een opbouwspot.<br />
De opbouwspots zijn in verschillende uitvoeringen te verkrijgen, men kan denken aan:<br />
Plafond spots<br />
Verstelbare spots<br />
Vloerspots<br />
Spots op een poot<br />
Omdat het voor de reflectiekap niet uitmaakt om welke spot het gaat zullen we voor het gemak<br />
kiezen voor een plafondspot.<br />
Het type spot en de bijpassende lichtbron is wel van belang, een spot kan als lichtbron een<br />
halogeenlamp hebben of een gloeilamp.<br />
Figuur: plafondspot met halogeen verlichting Figuur: plafondspot met gloeilamp<br />
We kiezen bij deze opdracht voor een spot met halogeenverlichting (bij het toepassen van een<br />
gloeilamp als lichtbron wordt vaak een speciale gloeilamp gebruikt met ingebouwde reflectie)<br />
Samengevat valt de keuze op:<br />
Een opbouwspot<br />
Montage aan het plafond<br />
Halogeenverlichting<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 38/48
De opdracht zal bestaan uit:<br />
1. De vervaardigingmethode en de eventuele eindbehandeling van dit product<br />
2. Het op grond van functie-eisen en fabricage-eisen kiezen van een materiaal waaruit het<br />
reflectiekapje vervaardigd kan worden<br />
5.2 Opstellen van onderdeelspecificaties<br />
Een reflectiekapje zoals dit vaak toegepast wordt moet aan een aantal randvoorwaarden<br />
voldoen. Een spot wordt zoals eerder gezegd gebruikt om bepaalde delen extra te verlichten,<br />
het reflectiekapje moet de lichtstralen dus gebundeld naar die plaats reflecteren. Bij<br />
halogeenverlichting wordt de elektriciteit omgezet in licht, maar net zo belangrijk in heel veel<br />
warmte. Het reflectiekapje moet dus goed bestand zijn tegen “hoge” temperaturen.<br />
Omdat veel mensen de verlichting vaak zien als designelement zal het uiterlijk van de totale<br />
lamp van belang zijn, een heel klein spotje is een mogelijkheid.<br />
De functie- en fabricage eisen zijn samengevat in de onderstaande tabel:<br />
Functie eisen Fabricage eisen<br />
- Lichtstralen gebundeld reflecteren<br />
- Afvoeren van de warmte<br />
5.3 Opstellen van materiaalspecificaties<br />
5.3.1 Discriminerende eigenschappen<br />
- Fabricage uit één stuk mogelijk<br />
- Lage stuksprijs/massafabricage<br />
De discriminerende eigenschappen voor het reflectiekapje zijn:<br />
reflecterend<br />
bestand tegen hoge temperaturen (150ºC)<br />
Goed warmte afvoeren<br />
mogelijkheid tot oppervlaktebehandeling (aanbrengen van een reflectielaag)<br />
5.3.2 Dimensionerende eigenschappen<br />
De dimensionerende eigenschappen voor het reflectiekapje zijn:<br />
prijs<br />
verouderingsgevoeligheid (gedurende lange tijd reflecterende eigenschappen bezitten)<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 39/48
5.4 Vaststellen van selectie criteria<br />
De belangrijkste selectiecriteria zijn:<br />
kosten<br />
een mooi uiterlijk<br />
een lange levensduur<br />
5.5 Zoeken van materialen en fabricagemethoden<br />
Omdat we nu bekend zijn met de discriminerende eigenschappen, de dimensionerende<br />
eigenschappen en de selectiecriteria kunnen we een ruwe scheiding aanbrengen in de gevonden<br />
materialen.<br />
Om de eerste materialen te selecteren zullen we eerst gaan kijken welke materialen een<br />
temperatuur van minmaal 150ºC kunnen hebben. Deze discriminerende eigenschap zetten we<br />
in CES uit in een zogenaamde bar-chart.<br />
Figuur: bar-chart<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 40/48
We hebben in CES een zogenaamde box selection gemaakt, de maximale temperatuur hebben<br />
we zodoende begrenst tussen 150ºC en 200ºC. De materialen die overblijven zijn:<br />
Polyester<br />
Magnesium legeringen<br />
Epoxies<br />
Aluminium legeringen<br />
Polyamides<br />
Polycarbonate (PC)<br />
5.6 Beoordeling van gevonden oplossingen<br />
CFRP<br />
GFRP<br />
Koper legeringen<br />
Glas<br />
Rigid polymer foam (LD, MD en HD)<br />
Omdat we niet alleen willen dat het materiaal bestand is tegen hoge temperaturen maar ook de<br />
warmte goed moet afvoeren zullen we in CES deze eigenschap invoeren. Dit geeft de<br />
onderstaande bar-chart:<br />
Figuur: bar-chart<br />
Ook hier passen we een box selectie toe tussen de gewenste maximale service temperatuur en<br />
of het materiaal goed of slecht geleid. Zoals te verwachten vallen de kunststoffen en het glas<br />
af, deze materialen geleiden (zeer) slecht de warmte.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 41/48
5.7 Voorlopige keuze<br />
Wat overblijft zijn een 3-tal materialen namelijk:<br />
Magnesium legeringen<br />
Koper legeringen<br />
Aluminium legeringen<br />
Al deze 3 metalen geleiden de warmte zeer goed.<br />
5.8 Beoordelen voorlopige keuze<br />
5.8.1 Fabricage<br />
We zullen nu op basis van een aantal criteria de voorlopige keuze beoordelen. Al deze<br />
materialen kunnen door middel van sheet stamping of die casting geproduceerd worden.<br />
Figuur: sheet stamping drawing and blanking Figuur: Die casting<br />
Eigenschappen Sheet stamping, drawing and blanking:<br />
dikte: 0,2 - 5 mm<br />
oppervlakte: glad<br />
economische batch grootte: 1.000 – 100.000.000<br />
alle vormen mogelijk ja<br />
gereedschapskosten: medium<br />
machinekosten: medium<br />
Eigenschappen Die casting:<br />
dikte: 0,5 – 12 mm<br />
oppervlakte: glad<br />
economische batch grootte: 100.000 – 1.000.000<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 42/48
alle vormen mogelijk ja<br />
gereedschapskosten: hoog<br />
machinekosten: hoog<br />
Ook het eventueel aanbrengen van een reflecterende laag is bij geen van de drie materialen een<br />
probleem alhoewel bij sommige manieren van aanbrengen eerst het moedermateriaal een<br />
oppervlaktebehandeling moet ondergaan.<br />
We zullen nu in CES gaan bekijken wat de beste manier is voor het aanbrengen van een<br />
reflectielaag. Ook moeten we gaan bekijken of deze reflectielaag aangebracht kan worden op<br />
een gebogen oppervlakte (een reflectiekapje is tenslotte veelal gebogen, en heel vaak rond van<br />
vorm)<br />
Bovenstaande ziet er in CES als volgt uit:<br />
Figuur: reflectie versus het aanbrengen van een laag op een gebogen oppervlakte<br />
We zien hier dat er 8 manieren zijn om een goede reflecterende laag aan te brengen op een<br />
gebogen oppervlakte, als we hierop klikken zien we de volgende mogelijkheden:<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 43/48
Omdat de prijs ook een belangrijke rol speelt zullen we deze fabricagemogelijkheden<br />
beoordelen op een aantal kostenbepalende eisen. Een en ander is te zien in onderstaande<br />
tabellen:<br />
Type oppervlakte<br />
behandeling<br />
Anodizing<br />
Chemical polishing<br />
Electro-polishing<br />
Relative tooling<br />
costs<br />
Relative equipment<br />
costs<br />
Labour intensity<br />
Low Medium Low<br />
Low Low Low<br />
Low Medium Low<br />
Organic solvent-based<br />
painting Low Medium Medium<br />
Pad printing<br />
Low Low Low<br />
Polymer powder<br />
coating Low Medium Low<br />
Vitreous enameling<br />
Water-based painting<br />
Low Medium Medium<br />
Low Medium Medium<br />
Figuur: oppervlaktebehandeling versus kosten<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 44/48
Als we aan bovenstaande tabel waardes toekennen dan ziet dit er als volgt uit:<br />
Oppervlakte<br />
behandeling<br />
Anodizing<br />
Chemical polishing<br />
Electro-polishing<br />
Relative<br />
tooling costs<br />
Relative<br />
equipment costs<br />
Labour intensity Totaal<br />
2 1 2 5<br />
2 2 2 6<br />
2 1 2 5<br />
Organic solvent-based<br />
painting 2 1 1 4<br />
Pad printing<br />
2 2 2 6<br />
Polymer powder<br />
coating 2 1 2 5<br />
Vitreous enameling<br />
Water-based painting<br />
2 1 1 4<br />
2 1 1 4<br />
Figuur: waardetabel oppervlaktebehandeling versus kosten<br />
Zoals we kunnen zien komen er 2 oppervlaktebehandelingen uit die uiteindelijk in aanmerking<br />
komen voor de uiteindelijke keuze, dit zijn:<br />
Chemical polishing<br />
Pad printing<br />
Figuur: chemical polishing Figuur: pad printing<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 45/48
Pad printing is zeer geschikt voor het aanbrengen van figuren op glas, golfballen, aanstekers<br />
etc. Het is minder geschikt voor het aanbrengen van een reflectielaag op een metalen<br />
ondergrond.<br />
5.8.2 Materiaal<br />
Alle 3 de overgebleven materialen zijn geschikt voor de in 5.8.2 beschreven fabricagemethode.<br />
We zullen nu met behulp van de waardetabellen gaan bekijken welk materiaal het meest<br />
geschikt is voor het reflectorkapje.<br />
Materiaal<br />
Magnesium<br />
legeringen<br />
Koper<br />
legeringen<br />
Aluminium<br />
legeringen<br />
Maximale toelaatbare<br />
temperatuur (ºC)<br />
Prijs (€/Kg)<br />
Embodied energie<br />
120 - 200 2,50 – 2,75 63 - 70<br />
180 - 350 2,90 – 3,50 356 - 394<br />
120 - 210 1,40 – 1,70 184 - 203<br />
Figuur: tabel materiaaleigenschappen<br />
We zullen nu afzonderlijk aan ieder item een waarde toekennen, dit ziet er als volgt uit:<br />
Materiaal<br />
Magnesium<br />
legeringen<br />
Koper<br />
legeringen<br />
Aluminium<br />
legeringen<br />
Maximale toelaatbare<br />
temperatuur (ºC)<br />
Prijs<br />
(€/Kg)<br />
Embodied<br />
energie<br />
Totaal<br />
1 2 3 6<br />
3 1 1 4<br />
2 3 2 7<br />
Figuur:waarde tabel materiaaleigenschappen<br />
Zoals we kunnen zien komt aluminium er hier op basis van materiaaleigenschappen en prijs er<br />
het beste uit.<br />
5.9 Definitieve oplossing (materiaal, fabricage en vorm)<br />
Materiaal<br />
Aluminium legeringen:<br />
Aluminium heeft een goede weerstand tegen de hoge temperaturen die ontstaan bij het gebruik<br />
van een spot. Het is makkelijk in de juiste vorm te brengen en is relatief goedkoop. Een<br />
oppervlakte behandeling is geen enkel probleem.<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 46/48
Magnesium legeringen:<br />
Magnesium is een zeer licht materiaal wat weinig energie vraagt bij het produceren, ook bij dit<br />
materiaal is een oppervlakte behandeling geen probleem. Magnesium is bijna twee keer zo<br />
duur als aluminium.<br />
Koper legeringen:<br />
Koper geleidt uitstekend warmte en elektriciteit, een oppervlaktebehandeling is geen probleem.<br />
Koper is van de drie overgebleven materialen het duurst en vraagt de meeste energie tijdens<br />
productie.<br />
Gezien de hierboven genoemde materiaaleigenschappen kiezen we voor Aluminium<br />
Fabricage<br />
Voor de fabricage van Aluminium hebben we de keuze uit:<br />
Sheet stamping, drawing and blanking<br />
Die casting<br />
Vorm<br />
Gezien de hoge kosten voor gereedschap- en machinekosten, en de hoge aantallen waarbij die<br />
casting pas interessant wordt kiezen we voor sheet stamping, drawing and blanking<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 47/48
7 Bronnenlijst<br />
De literatuur die voor dit verslag gebruikt is, bestaat uit:<br />
Software Granta CES 2006 Edupack<br />
Handleiding Granta CES 2006 Edupack<br />
Boek <strong>Materiaalkunde</strong> voor Ontwerpers door P. van Mourik en J. van Dam<br />
Presentaties <strong>Materiaalkunde</strong> 5 van Otto Veninga<br />
www.gerard.nl/afdicht/technisch/omrekenen/omrekenen<br />
<strong>Verslag</strong> <strong>Materiaalkunde</strong> 4 <strong>Opdracht</strong> 1 pagina 48/48