
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
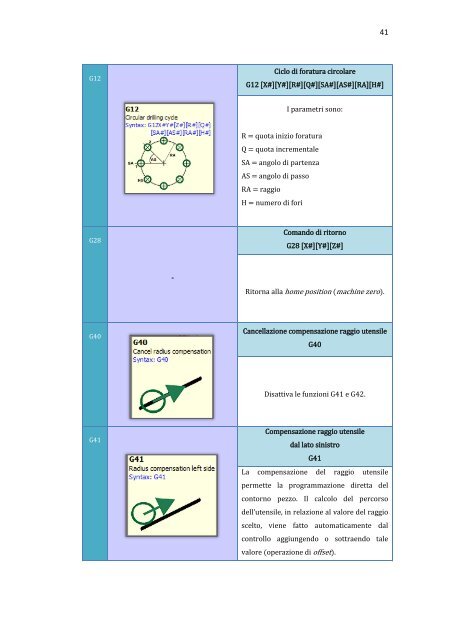
41G12Ciclo di foratura circolareG12 [X#][Y#][R#][Q#][SA#][AS#][RA][H#]I parametri sono:R = quota inizio foraturaQ = quota incrementaleSA = angolo di partenzaAS = angolo di passoRA = raggioH = numero di foriG28Comando di ritornoG28 [X#][Y#][Z#]-Ritorna alla home position (machine zero).G40Cancellazione compensazione raggio utensileG40Disattiva le funzioni G41 e G42.G41Compensazione raggio utensiledal lato sinistroG41La compensazione del raggio utensilepermette la programmazione diretta delcontorno pezzo. Il calcolo del percorsodell’utensile, in relazione al valore del raggioscelto, viene fatto automaticamente dalcontrollo aggiungendo o sottraendo talevalore (operazione di offset).