catalogo prodotti - Penn Engineering & Manufacturing Corp.
catalogo prodotti - Penn Engineering & Manufacturing Corp.
catalogo prodotti - Penn Engineering & Manufacturing Corp.

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
AUTOBLOCCANTI AUTOAGGANCIANTI<br />
LK<br />
SERIE<br />
PEMFLEX ®<br />
Specifiche dei materiali e delle finiture<br />
Da usare con durezze<br />
Filetti Materiale del ddispositivo di fissaggio Finiture standard della lamiera (1)<br />
Lubrificante a<br />
Interni, pellicola secca Lubrificante<br />
ANSI B1,1, 3B/ nero su nero a HRB 70 / HRB 50 /<br />
ANSI/ASME Acciaio al carbonio Acciaio inossidabile 7075-T6 fosfato di zinco pellicola secca HB 125 HB 82<br />
Modello B1,13M, 6H temperato Serie 300 Alluminio (2) (3) Semplice o inferiore o inferiore<br />
LK • • • •<br />
LKS • • • •<br />
LKA (4) • • • •<br />
Codici del pezzo per finitura MD (5) MD (5)<br />
(1) HRB - Scala "B" di durezza Rockwell. HB - Durezza Brinell.<br />
(2) La finitura MD sull'acciaio fornisce una resistenza minima di 24 ore alla nebbia salina.<br />
(3) La finitura MD sull'acciaio inossidabile fornisce una resistenza minima di 100 ore alla nebbia salina.<br />
(4) Le viti in alluminio di accoppiamento devono essere lubrificate.<br />
(5) Visitate il nostro sito internet per i dettagli sulle specifiche delle finiture MD.<br />
13 mm<br />
Dia. Min.<br />
Installazione<br />
PUNZONE<br />
1. Preparare un foro di installazione di dimensioni adeguate<br />
nella lamiera. Non eseguire operazioni secondarie come<br />
la sbavatura.<br />
2. Collocare il dispositivo di fissaggio nel foro dell'incudine<br />
(preferibilmente dal lato del punzone) e collocare il foro di<br />
installazione sopra il gambo del dispositivo come mostrato<br />
nello schema sulla destra.<br />
3. Mantenendo in parallelo le superfici dell’incudine e del<br />
punzone, applicare una pressione fino a che la flangia<br />
esagonale entra in contatto con la lamiera. Esempi di forza<br />
di installazione sono indicati in basso. Il disegno sulla destra<br />
mostra l’attrezzaggio suggerito per applicare queste forze.<br />
Smussaggio<br />
0,13 mm Max.<br />
D<br />
+0,13 mm<br />
+0,25 mm<br />
13 mm<br />
Dia. Min.<br />
INCUDINE<br />
5,5 mm<br />
Min.<br />
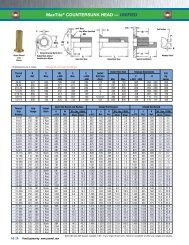
Dati sulle prestazioni<br />
METRICO<br />
Materiale della lamiera di collaudo<br />
Massima coppia<br />
Codice Codice Alluminio 5052-H34<br />
Acciaio laminato a freddo<br />
prevalente nell'elemento<br />
filetto gambo di blocco Installazione Espulsione Avvitatura Installazione Espulsione Avvitatura<br />
(N•m) (kN) (N) (N•m) (kN) (N) (N•m)<br />
M2,5<br />
1<br />
7,1 578 2,3 13,3 667 2,3<br />
0,45<br />
2 8,9 667 3,4 13,3 711 2,3<br />
M3<br />
1<br />
7,1 578 2,8 13,3 667 3,4<br />
0,56<br />
2 8,9 890 4 13,3 1112 4,5<br />
M4<br />
1<br />
12 667 5,1 17,8 845 5,6<br />
1,7<br />
2 13,3 1112 5,7 19,1 1334 7,9<br />
M5<br />
1<br />
14,2 667 10,2 17,8 1112 11,3<br />
2,05<br />
2 14,2 1112 11,9 19,1 1334 13,6<br />
(1) I valori di installazione, espulsione e avvitatura riportato sono medi se tutte le specifiche e procedure di installazione vengono<br />
rispettati. Le variazioni nelle dimensioni del foro di installazione, materiale del pannello e procedura di installazione modificano<br />
i risultati. Si consigliano test sulle prestazioni di questo prodotto per la propria applicazione. Saremo lieti di fornire campioni a tal fine.<br />
(2) Le prestazioni di blocco del filetto sono pari alle specifiche applicabili NASM25027. Consultare il documento PEM-REF25027 per maggiori dettagli.<br />
42<br />
www.pemnet.com