catalogo prodotti - Penn Engineering & Manufacturing Corp.
catalogo prodotti - Penn Engineering & Manufacturing Corp.
catalogo prodotti - Penn Engineering & Manufacturing Corp.

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
DADI AUTOAGGANCIANTI SERIE<br />
CL<br />
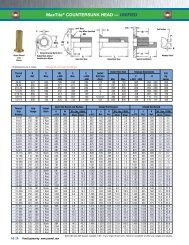
TEST DI TORSIONE<br />
I test di torsione devono essere eseguiti dal lato della presa o del gambo<br />
del dispositivo di fissaggio installato. Si deve applicare un carico assiale<br />
al dispositivo di fissaggio come mostrato mediante una vite da collaudo<br />
temperata, supportando in maniera uniforme lo strappo di test intorno<br />
al dispositivo di fissaggio. La velocità di posizionamento normale è di<br />
6,35 mm al minuto. Le dimensioni sono identificabili in base ai Bollettini<br />
PEM dove "E" è pari al diametro della testa e "T" (o "L") è pari all'altezza<br />
della testa. La forza di espulsione viene misurata mediante un tester<br />
di forza o compressione con una gamma che copre le forze previste.<br />
Carico applicato (Tester<br />
di compressione)<br />
Vite/bullone di collaudo indurito<br />
Grado 5 o superiore<br />
TEST DI TORSIONE<br />
I test di avvitatura devono essere eseguiti dal lato dello spallamento<br />
o testa del dispositivo di fissaggio installato. La coppia deve essere<br />
applicata al dispositivo di fissaggio nel modo illustrato, mediante una<br />
vite e rondella di collaudo temprata, mantenendo saldamente la test<br />
strip. Le viti di collaudo devono avere una resistenza alla tensione<br />
sufficiente per resistere allo strappo della filettatura. Minimo due<br />
filettature devono estendersi oltre l'autofissante.<br />
Coppia<br />
applicata<br />
Spessore della test strip ><br />
lunghezza del dash<br />
Guida della coppia applicata<br />
E<br />
E +1,6 mm<br />
±0,25<br />
Boccola di supporto temeprata con spessore della parete<br />
sufficiente per sopportare i carichi di compressione applicati.<br />
T<br />
2T<br />
(Min.)<br />
Superficie del misuratore<br />
della forza di compressione<br />
Specifiche dei materiali e delle finiture<br />
Test Strip (materiale simile).<br />
Tenuto saldamente<br />
in una morsa.<br />
Rondella - da 1 a 2 passi<br />
circa. Abbastanza spessa<br />
per prevenire il contatto del<br />
collo della vite con i filetti.<br />
Vite/bullone di collaudo indurito<br />
Grado 5 o superiore<br />
Filetti Finiture standard Finiture standard<br />
Finiture opzionali<br />
(1)<br />
Da usare lamiere di durezza: (6)<br />
Soddisfa i<br />
Cadmio<br />
requisiti<br />
specifica<br />
di coppia (3) Acciaio Placcata SAE AMSper<br />
i dadi Prestazioni inossi- zinco, QQ-P-416,<br />
Interni autobloccanti di Acciaio dabile Passivato 5µm, Tipo I,<br />
ASME B1,1 IFI 100/ 107 blocco a Acciaio inossidabile indurito e/o Placcata incolore Placcato Classe 3, HRB 90/<br />
2B/ Grado B 3 cicli Acciaio inossi- grado mediante collaudato zinco, più zinco, più HB 185 HRB 80/ HRB 70/ HRB 60/ HRB 50/<br />
ASME (unificato) e PEM al dabile Acciaio indurito invecchia- secondo 5µm, sigillante/ Senza 5µm, rivestimento o HB 150 HB 125 HB 107 HB 82<br />
B1,13M, ANSI B18. specifica carbonio Serie al per preci- mento ASTM incolore lubrificante finitura Giallo al cromo inferiore o o o O<br />
Modello 6H 16.1M (metrico) PRS-C90 temperato 400 Alluminio carbonio pitazione A286 A380 (7) (7) (2) (3) (7) trasparente (4) (5) inferiore inferiore inferiore inferiore<br />
S • • • • •<br />
SS • • • • •<br />
CLS • • • •<br />
CLSS • • • •<br />
CLA • • • •<br />
SL • • • • •<br />
SMPS • • • •<br />
Timbro SP • • • •<br />
Scanalatura SP • • • •<br />
H • • • • •<br />
HN • • • • •<br />
HNL • • • • • •<br />
Codici pezzo per le finiture Nessuna ZI LZ X ZC CI<br />
(1) Ordine speciale dietro il pagamento di un sovraprezzo.<br />
(2) I codici numero per i dadi in alluminio non hanno il suffisso della placcatura.<br />
(3) I filetti non placcati sono dimensionati per accogliere un gauge di base dopo una placcatura di ,00025".<br />
(4) Il materiale del pannello deve essere ricotto.<br />
(5) I dispositivi di fissaggio non devono essere installati adiacenti alle curve o altre aree molto lavorate a freddo.<br />
(6) HRB - Scala "B" di durezza Rockwell. HB - Durezza Brinell.<br />
(7) Si veda la sezione PEM Technical Support del nostro sito internet per i relativi standard e specifiche sulla placcatura.<br />
20<br />
www.pemnet.com