

IT: man_8055m_opt.pdf - Fagor Automation
IT: man_8055m_opt.pdf - Fagor Automation
IT: man_8055m_opt.pdf - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Manuale di Funzionamento<br />
4.2.4 Modalità di visualizzazione sottoprogrammi<br />
Vengono visualizzate le informazioni riguardanti i seguenti co<strong>man</strong>di:<br />
(RPT N10, N20) Questa funzione esegue la parte di programma compresa fra i blocchi N10<br />
e N20.<br />
(CALL 25) Questa funzione esegue il sottoprogramma 25.<br />
G87 ... Questa funzione esegue il ciclo fisso relativo.<br />
(PCALL 30) Questa funzione esegue il sottoprogramma 30 in un nuovo livello di<br />
parametri locali.<br />
Quando viene selezionato questo tipo di visualizzazione, occorre considerare quanto segue:<br />
Il CNC permette la definizione e l’utilizzazione di subroutine che possono essere richiamate<br />
dal programma principale o da un’altra subroutine. È anche possibile richiamare una seconda<br />
subroutine, da questa una terza e così via. Il CNC limita questi richiami permettendo fino a 15<br />
livelli di annidamento.<br />
Il CNC genera un nuovo livello di annidamento ogni volta che a una subroutine vengono<br />
assegnati dei parametri aritmetici. Per i parametri aritmetici locali sono permessi fino a 6 livelli<br />
di annidamento.<br />
I cicli di lavorazione: G66, G68, G69, G81, G82, G83, G84, G85, G86, G87, G88 e G89, quando<br />
sono attivi, usano il sesto livello di annidamento dei parametri locali.<br />
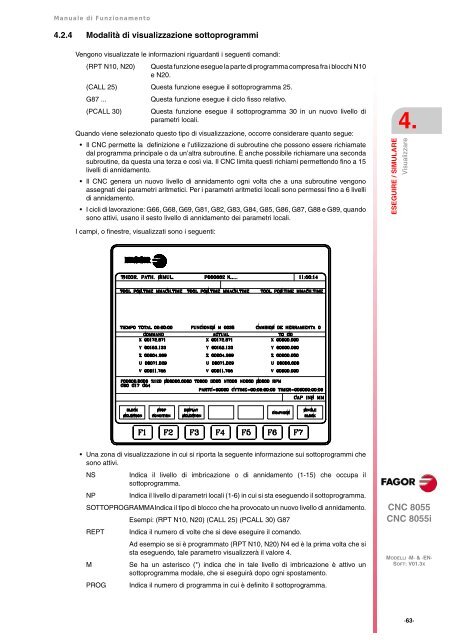
I campi, o finestre, visualizzati sono i seguenti:<br />
Una zona di visualizzazione in cui si riporta la seguente informazione sui sottoprogrammi che<br />
sono attivi.<br />
NS Indica il livello di imbricazione o di annidamento (1-15) che occupa il<br />
sottoprogramma.<br />
NP Indica il livello di parametri locali (1-6) in cui si sta eseguendo il sottoprogramma.<br />
SOTTOPROGRAMMAIndica il tipo di blocco che ha provocato un nuovo livello di annidamento.<br />
Esempi: (RPT N10, N20) (CALL 25) (PCALL 30) G87<br />
REPT Indica il numero di volte che si deve eseguire il co<strong>man</strong>do.<br />
Ad esempio se si è programmato (RPT N10, N20) N4 ed è la prima volta che si<br />
sta eseguendo, tale parametro visualizzerà il valore 4.<br />
M Se ha un asterisco (*) indica che in tale livello di imbricazione è attivo un<br />
sottoprogramma modale, che si eseguirà dopo ogni spostamento.<br />
PROG Indica il numero di programma in cui è definito il sottoprogramma.<br />
4.<br />
ESEGUIRE / SIMULARE<br />
Visualizzare<br />
CNC 8055<br />
CNC 8055i<br />
MODELLI ·M· & ·EN·<br />
SOFT: V01.3X<br />
·63·














