

IT: man_8055m_opt.pdf - Fagor Automation
IT: man_8055m_opt.pdf - Fagor Automation
IT: man_8055m_opt.pdf - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Manuale di Funzionamento<br />
7.1 Tabella degli offset dello zero<br />
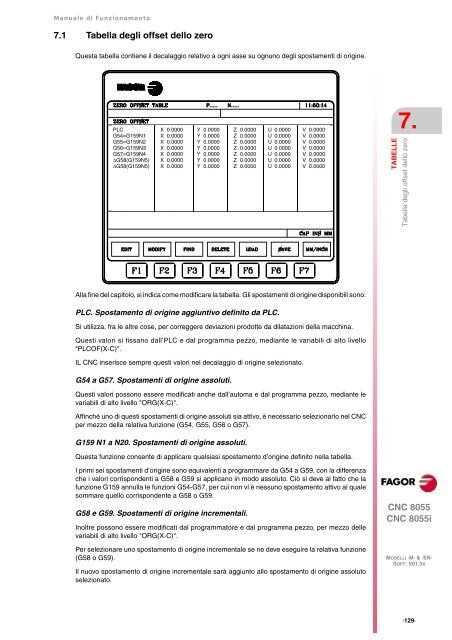
Questa tabella contiene il decalaggio relativo a ogni asse su ognuno degli spostamenti di origine.<br />
PLC X 0.0000 Y 0.0000 Z 0.0000 U 0.0000 V 0.0000<br />
G54=G159N1 X 0.0000 Y 0.0000 Z 0.0000 U 0.0000 V 0.0000<br />
G55=G159N2 X 0.0000 Y 0.0000 Z 0.0000 U 0.0000 V 0.0000<br />
G56=G159N3 X 0.0000 Y 0.0000 Z 0.0000 U 0.0000 V 0.0000<br />
G57=G159N4 X 0.0000 Y 0.0000 Z 0.0000 U 0.0000 V 0.0000<br />
G58(G159N5) X 0.0000 Y 0.0000 Z 0.0000 U 0.0000 V 0.0000<br />
G58(G159N5) X 0.0000 Y 0.0000 Z 0.0000 U 0.0000 V 0.0000<br />
Alla fine del capitolo, si indica come modificare la tabella. Gli spostamenti di origine disponibili sono:<br />
PLC. Spostamento di origine aggiuntivo definito da PLC.<br />
Si utilizza, fra le altre cose, per correggere deviazioni prodotte da dilatazioni della macchina.<br />
Questi valori si fissano dall’PLC e dal programma pezzo, mediante le variabili di alto livello<br />
"PLCOF(X-C)".<br />
IL CNC inserisce sempre questi valori nel decalaggio di origine selezionato.<br />
G54 a G57. Spostamenti di origine assoluti.<br />
Questi valori possono essere modificati anche dall’automa e dal programma pezzo, mediante le<br />
variabili di alto livello "ORG(X-C)".<br />
Affinché uno di questi spostamenti di origine assoluti sia attivo, è necessario selezionarlo nel CNC<br />
per mezzo della relativa funzione (G54, G55, G56 o G57).<br />
G159 N1 a N20. Spostamenti di origine assoluti.<br />
Questa funzione consente di applicare qualsiasi spostamento d’origine definito nella tabella.<br />
I primi sei spostamenti d’origine sono equivalenti a programmare da G54 a G59, con la differenza<br />
che i valori corrispondenti a G58 e G59 si applicano in modo assoluto. Ciò si deve al fatto che la<br />
funzione G159 annulla le funzioni G54-G57, per cui non vi è nessuno spostamento attivo al quale<br />
sommare quello corrispondente a G58 o G59.<br />
G58 e G59. Spostamenti di origine incrementali.<br />
Inoltre possono essere modificati dal programmatore e dal programma pezzo, per mezzo delle<br />
variabili di alto livello "ORG(X-C)".<br />
Per selezionare uno spostamento di origine incrementale se ne deve eseguire la relativa funzione<br />
(G58 o G59).<br />
Il nuovo spostamento di origine incrementale sarà aggiunto allo spostamento di origine assoluto<br />
selezionato.<br />
7.<br />
TABELLE<br />
Tabella degli offset dello zero<br />
CNC 8055<br />
CNC 8055i<br />
MODELLI ·M· & ·EN·<br />
SOFT: V01.3X<br />
·129·














