

IT: man_8055m_opt.pdf - Fagor Automation
IT: man_8055m_opt.pdf - Fagor Automation
IT: man_8055m_opt.pdf - Fagor Automation

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
6.<br />
MANUALE<br />
CNC 8055<br />
CNC 8055i<br />
MODELLI ·M· & ·EN·<br />
SOFT: V01.3X<br />
·114·<br />
Manuale di Funzionamento<br />
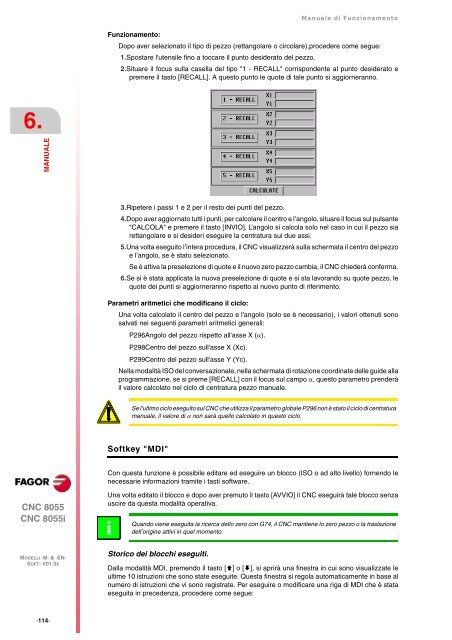
Funzionamento:<br />
Dopo aver selezionato il tipo di pezzo (rettangolare o circolare),procedere come segue:<br />
1.Spostare l'utensile fino a toccare il punto desiderato del pezzo.<br />
2.Situare il focus sulla casella del tipo "1 - RECALL" corrispondente al punto desiderato e<br />
premere il tasto [RECALL]. A questo punto le quote di tale punto si aggiorneranno.<br />
3.Ripetere i passi 1 e 2 per il resto dei punti del pezzo.<br />
4.Dopo aver aggiornato tutti i punti, per calcolare il centro e l’angolo, situare il focus sul pulsante<br />
"CALCOLA" e premere il tasto [INVIO]. L’angolo si calcola solo nel caso in cui il pezzo sia<br />
rettangolare e si desideri eseguire la centratura sui due assi.<br />
5.Una volta eseguito l’intera procedura, il CNC visualizzerà sulla schermata il centro del pezzo<br />
e l’angolo, se è stato selezionato.<br />
Se è attiva la preselezione di quote e il nuovo zero pezzo cambia, il CNC chiederà conferma.<br />
6.Se si è stata applicata la nuova preselezione di quote e si sta lavorando su quote pezzo, le<br />
quote dei punti si aggiorneranno rispetto al nuovo punto di riferimento.<br />
Parametri aritmetici che modificano il ciclo:<br />
Una volta calcolato il centro del pezzo e l'angolo (solo se è necessario), i valori ottenuti sono<br />
salvati nei seguenti parametri aritmetici generali:<br />
P296Angolo del pezzo rispetto all'asse X ().<br />
P298Centro del pezzo sull'asse X (Xc).<br />
P299Centro del pezzo sull'asse Y (Yc).<br />
Nella modalità ISO del conversazionale, nella schermata di rotazione coordinate delle guide alla<br />
programmazione, se si preme [RECALL] con il focus sul campo , questo parametro prenderà<br />
il valore calcolato nel ciclo di centratura pezzo <strong>man</strong>uale.<br />
Softkey "MDI"<br />
Con questa funzione è possibile editare ed eseguire un blocco (ISO o ad alto livello) fornendo le<br />
necessarie informazioni tramite i tasti software.<br />
Una volta editato il blocco e dopo aver premuto il tasto [AVVIO] il CNC eseguirà tale blocco senza<br />
uscire da questa modalità operativa.<br />
i<br />
Se l’ultimo ciclo eseguito sul CNC che utilizza il parametro globale P296 non è stato il ciclo di centratura<br />
<strong>man</strong>uale, il valore di non sarà quello calcolato in questo ciclo.<br />
Quando viene eseguita la ricerca dello zero con G74, il CNC <strong>man</strong>tiene lo zero pezzo o la traslazione<br />
dell’origine attivi in quel momento.<br />
Storico dei blocchi eseguiti.<br />
Dalla modalità MDI, premendo il tasto [] o [], si aprirà una finestra in cui sono visualizzate le<br />
ultime 10 istruzioni che sono state eseguite. Questa finestra si regola automaticamente in base al<br />
numero di istruzioni che vi sono registrate. Per eseguire o modificare una riga di MDI che è stata<br />
eseguita in precedenza, procedere come segue:














