

3 - Fagor Automation
3 - Fagor Automation
3 - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
1.<br />
CICLI FISSI DI LAVORAZIONE (ISO)<br />
CNC 8070<br />
·74·<br />
G162. Ciclo fisso di slot milling sul lato cilindrico.<br />
(REF. 1305)<br />
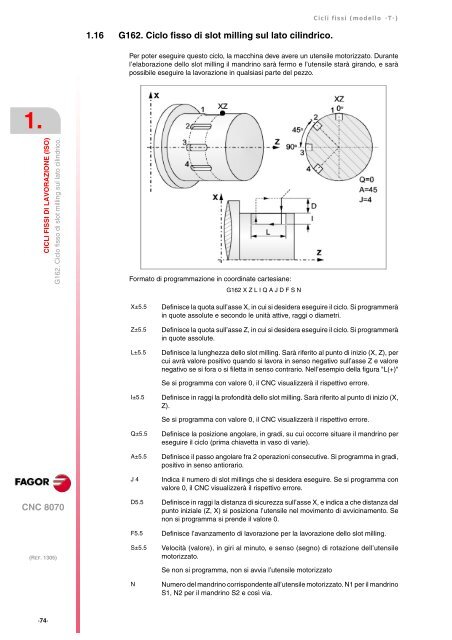
1.16 G162. Ciclo fisso di slot milling sul lato cilindrico.<br />
Cicli fissi (modello ·T·)<br />
Per poter eseguire questo ciclo, la macchina deve avere un utensile motorizzato. Durante<br />
l’elaborazione dello slot milling il mandrino sarà fermo e l’utensile starà girando, e sarà<br />
possibile eseguire la lavorazione in qualsiasi parte del pezzo.<br />
Formato di programmazione in coordinate cartesiane:<br />
G162 X Z L I Q A J D F S N<br />
X±5.5 Definisce la quota sull’asse X, in cui si desidera eseguire il ciclo. Si programmerà<br />
in quote assolute e secondo le unità attive, raggi o diametri.<br />
Z±5.5 Definisce la quota sull’asse Z, in cui si desidera eseguire il ciclo. Si programmerà<br />
in quote assolute.<br />
L±5.5 Definisce la lunghezza dello slot milling. Sarà riferito al punto di inizio (X, Z), per<br />
cui avrà valore positivo quando si lavora in senso negativo sull’asse Z e valore<br />
negativo se si fora o si filetta in senso contrario. Nell’esempio della figura "L(+)"<br />
Se si programma con valore 0, il CNC visualizzerà il rispettivo errore.<br />
I±5.5 Definisce in raggi la profondità dello slot milling. Sarà riferito al punto di inizio (X,<br />
Z).<br />
Se si programma con valore 0, il CNC visualizzerà il rispettivo errore.<br />
Q±5.5 Definisce la posizione angolare, in gradi, su cui occorre situare il mandrino per<br />
eseguire il ciclo (prima chiavetta in vaso di varie).<br />
A±5.5 Definisce il passo angolare fra 2 operazioni consecutive. Si programma in gradi,<br />
positivo in senso antiorario.<br />
J 4 Indica il numero di slot millings che si desidera eseguire. Se si programma con<br />
valore 0, il CNC visualizzerà il rispettivo errore.<br />
D5.5 Definisce in raggi la distanza di sicurezza sull’asse X, e indica a che distanza dal<br />
punto iniziale (Z, X) si posiziona l’utensile nel movimento di avvicinamento. Se<br />
non si programma si prende il valore 0.<br />
F5.5 Definisce l’avanzamento di lavorazione per la lavorazione dello slot milling.<br />
S±5.5 Velocità (valore), in giri al minuto, e senso (segno) di rotazione dell’utensile<br />
motorizzato.<br />
Se non si programma, non si avvia l’utensile motorizzato<br />
N Numero del mandrino corrispondente all’utensile motorizzato. N1 per il mandrino<br />
S1, N2 per il mandrino S2 e così via.














