

3 - Fagor Automation
3 - Fagor Automation
3 - Fagor Automation

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Cicli fissi (modello ·T·)<br />
Se è stata selezionata una passata di finitura, si eseguirà una passata del profilo<br />
calcolato con compensazione di raggio d’utensile e con l’avanzamento "H" indicato.<br />
Questo profilo potrà coincidere con il profilo programmato o essere uno vicino allo stesso<br />
se si dispone di zone che non sono accessibili per l’utensile selezionato.<br />
Al termine della passata di finitura l’utensile retrocederà al punto di chiamata del ciclo.<br />
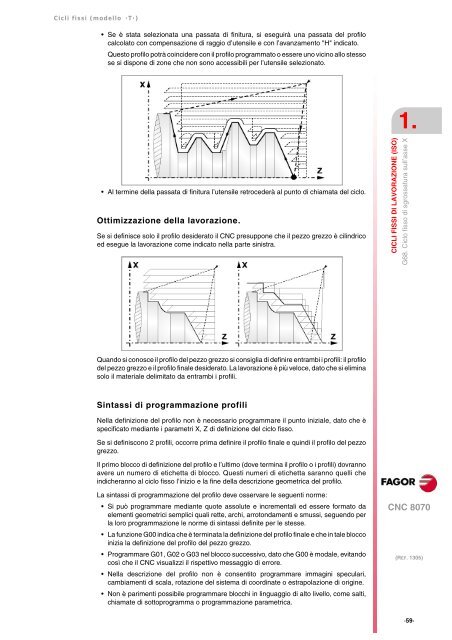
Ottimizzazione della lavorazione.<br />
Se si definisce solo il profilo desiderato il CNC presuppone che il pezzo grezzo è cilindrico<br />
ed esegue la lavorazione come indicato nella parte sinistra.<br />
Quando si conosce il profilo del pezzo grezzo si consiglia di definire entrambi i profili: il profilo<br />
del pezzo grezzo e il profilo finale desiderato. La lavorazione è più veloce, dato che si elimina<br />
solo il materiale delimitato da entrambi i profili.<br />
Sintassi di programmazione profili<br />
Nella definizione del profilo non è necessario programmare il punto iniziale, dato che è<br />
specificato mediante i parametri X, Z di definizione del ciclo fisso.<br />
Se si definiscono 2 profili, occorre prima definire il profilo finale e quindi il profilo del pezzo<br />
grezzo.<br />
Il primo blocco di definizione del profilo e l’ultimo (dove termina il profilo o i profili) dovranno<br />
avere un numero di etichetta di blocco. Questi numeri di etichetta saranno quelli che<br />
indicheranno al ciclo fisso l’inizio e la fine della descrizione geometrica del profilo.<br />
La sintassi di programmazione del profilo deve osservare le seguenti norme:<br />
Si può programmare mediante quote assolute e incrementali ed essere formato da<br />
elementi geometrici semplici quali rette, archi, arrotondamenti e smussi, seguendo per<br />
la loro programmazione le norme di sintassi definite per le stesse.<br />
La funzione G00 indica che è terminata la definizione del profilo finale e che in tale blocco<br />
inizia la definizione del profilo del pezzo grezzo.<br />
Programmare G01, G02 o G03 nel blocco successivo, dato che G00 è modale, evitando<br />
così che il CNC visualizzi il rispettivo messaggio di errore.<br />
Nella descrizione del profilo non è consentito programmare immagini speculari,<br />
cambiamenti di scala, rotazione del sistema di coordinate o estrapolazione di origine.<br />
Non è parimenti possibile programmare blocchi in linguaggio di alto livello, come salti,<br />
chiamate di sottoprogramma o programmazione parametrica.<br />
1.<br />
CICLI FISSI DI LAVORAZIONE (ISO)<br />
G68. Ciclo fisso di sgrossatura sull’asse X<br />
CNC 8070<br />
(REF. 1305)<br />
·59·














