

3 - Fagor Automation
3 - Fagor Automation
3 - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
1.<br />
CICLI FISSI DI LAVORAZIONE (ISO)<br />
CNC 8070<br />
(REF. 1305)<br />
·44·<br />
G87. Ciclo fisso di filettatura frontale<br />
1.8 G87. Ciclo fisso di filettatura frontale<br />
Cicli fissi (modello ·T·)<br />
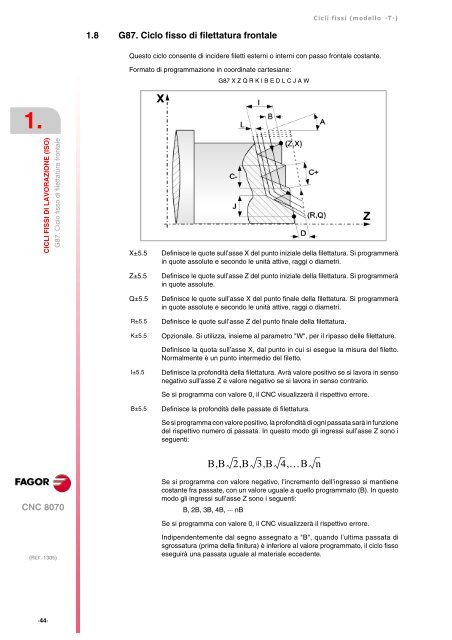
Questo ciclo consente di incidere filetti esterni o interni con passo frontale costante.<br />
Formato di programmazione in coordinate cartesiane:<br />
G87 X Z Q R K I B E D L C J A W<br />
X±5.5 Definisce le quote sull’asse X del punto iniziale della filettatura. Si programmerà<br />
in quote assolute e secondo le unità attive, raggi o diametri.<br />
Z±5.5 Definisce le quote sull’asse Z del punto iniziale della filettatura. Si programmerà<br />
in quote assolute.<br />
Q±5.5 Definisce le quote sull’asse X del punto finale della filettatura. Si programmerà<br />
in quote assolute e secondo le unità attive, raggi o diametri.<br />
R±5.5 Definisce le quote sull’asse Z del punto finale della filettatura.<br />
K±5.5 Opzionale. Si utilizza, insieme al parametro "W", per il ripasso delle filettature.<br />
Definisce la quota sull’asse X, dal punto in cui si esegue la misura del filetto.<br />
Normalmente è un punto intermedio del filetto.<br />
I±5.5 Definisce la profondità della filettatura. Avrà valore positivo se si lavora in senso<br />
negativo sull’asse Z e valore negativo se si lavora in senso contrario.<br />
Se si programma con valore 0, il CNC visualizzerà il rispettivo errore.<br />
B±5.5 Definisce la profondità delle passate di filettatura.<br />
Se si programma con valore positivo, la profondità di ogni passata sarà in funzione<br />
del rispettivo numero di passata. In questo modo gli ingressi sull’asse Z sono i<br />
seguenti:<br />
BB ,<br />
2B , 3B , 4…B , n<br />
Se si programma con valore negativo, l’incremento dell’ingresso si mantiene<br />
costante fra passate, con un valore uguale a quello programmato (B). In questo<br />
modo gli ingressi sull’asse Z sono i seguenti:<br />
B, 2B, 3B, 4B, ··· nB<br />
Se si programma con valore 0, il CNC visualizzerà il rispettivo errore.<br />
Indipendentemente dal segno assegnato a "B", quando l’ultima passata di<br />
sgrossatura (prima della finitura) è inferiore al valore programmato, il ciclo fisso<br />
eseguirà una passata uguale al materiale eccedente.














